| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CUPRINS
Cap. I - Argument
Cap. II - Tehnologia sudariii cu arc electric cu electrozi inveliti a tablelor de grosime mai mare de 6 mm
II.1 - Ciclul termic si modificarile structurale
II.2 - Pregatirea pieselor in vederea sudarii
II.3 - Tehnica sudarii tablelor groase
II.4 - Regimul de sudare
Cap. III - NTSM si PSI
II.1. Ciclul termic si modificarile structurale
Metalele folosite pentru executarea constructiilor sudate sunt in general aliaje, si mai rar metale pure. La sudare, acestea sunt supuse unui ciclu termic care consta in incalzirea pana la temperatura de topire, in zona unde actioneaza arcul electric, dupa care, pe masura topirii materialului de baza si a inaintarii arcului, sudura depusa se raceste : zonele noi invecinate sunt aduse apoi la temperatura de topire in vederea sudarii, iar pe masura indepartarii arcului, zonele topite se racescpana la temperatura mediului ambiant. Atat incalzirea, cat si racirea liniei de sudura nu sunt simulate, ci elese succed in timp, astfel incat liniile cu aceeasi temperatura (izotermele) variaza cu trecerea undei de caldura dezvoltata de arcul electric. Incalzirea succesiva a metalului este cu atat mai mare si mai rapida cu cat caldura degajata de arcul electric este mai mare, adica la folosirea curentilor mari, iar racirea este cu mult mai intensa, cu cat materialul este mai gros, iar viteza de sudare si conductivitatea termica a materialului de sudat sunt mai mari. Tinand seama ca atat incalzirea cat si racirea liniei de sudura produc dilatari si contractii succesive ale zonelor parcurse, dupa sudare rezulta tensiuni interne si deformatii. In cazul cand tensiunile interne in unele zone sunt mai mari, acestea pot provoca fisuri sau chiar ruperi, in special daca in zonele invecinate, sau in suduri, in timpul racirii, sau dupa racire, se produc structuri fragile. Trebuie, de asemenea, sa se tina seama ca baia de sudura dupa racire are o structura de turnare deosebita de aceea a tablelor laminatesupuse sudarii, cu cristale mari de forma columnara (alungite), de rezistenta si tenacitate mai reduse decat ale materialului de baza. Materialul de baza adiacent baii de sudura ajunge si el la temperatura de topire atunci cand actioneaza arcul electric in zona respectiva, formand cu sudura o linie de aliniere, unde cristalale materialului de baza au fost partial topite. Pe o grosime de 2-4 mm de-a lungul sudarii, materialul de baza, dupa racire, isi schimba structura, deoarece a fost puternic influentat de caldura arcului electric prin baile de sudura succesive, formandu-se in jurul sudarii o zona influentata termic, care in cazul sudarii otelurilor este formata din trei subzone :
-supraincalzita, unde incalzirea s-a produs intre temperatura de 1500 grade Celsius langa linia de aliere si pana la circa 1100 grade Celsius, pe o adancime de 0.5 - 1.5 mm, subzona in care se formeaza structuri cu granulatie mare ;
-normalizata, unde incalzirea s-a produs intre temperatura de 1100 grada Celsius, langa subzona supraincalzita, si pana la 860 grade Celsius, pe o adancime de 0.5 - 1 mm, subzona care in materialul de baza urmeaza dupa cea supraincalzita, in care se formeaza structuri cu granulatie fina, deoarece aici, datorita temperaturilor atinse si a timpului scurt de incalzire, se produce normalizarea structurii ;
-cu transformari partiale, care urmeaza dupa subzona normalizata, unde incalzirea s-a produs intre 860 si 721 grade Celsius (temperatura detransformare austenica), pe o adancime de 1-1.5 , si unde granulatia variaza de la cea normalizata la granulatia structurii initiale a metalului de baza.
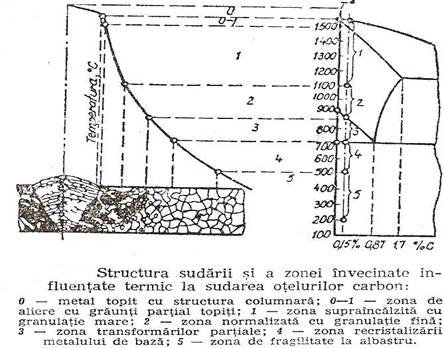
Sunt reprezentate sudura si subzonele cu structurile formate la sudura unui rost in V intr-o singura trecere la un otel cu 0.15% C (otel moale). Alaturi este data si diagrama Fe-C, cu ajutorul careia, datorita temperaturilor atinse, se pot duce structurile formate in subzonele influentate termic, tinand seama de timpul scurt de incalzire si racire. De indata ce peste stratul de sudura efectuat se depune un nou strat, structurile din prima zona de sudura influentata termic se schimba si apar alte zone influentate termic la liniile noii structuri executate ; aceste zone actioneaza favorabil, in special asupra structurii columnare a stratului de sudura depus, precum si asupra zonelor de sudura supraincalzite, modificand si structura acestora. In cazul sudurilor cu multe treceri, straturile superioare depuse influenteaza pe cele inferioare sau laterale depuse anterior, schimbandu-le structura, si de aceea la sudarea rosturilor de grosimi mari de material, sudurile executate in treceri multiple se considera ca influenteaza in ansamblu favorabil structura intregii suduri. La sudarea otelurilor cu continut marit de carbon, ca si la sudarea otelurilor aliate, unele structuri formate, desi ca suprefata cuprind zone reduse, fiind insa pe intreaga lungime a sudurii si avand caracteristici de tenacitate reduse, pericliteaza securitatea ansamblului sau a constructiei ; in acest caz se recomanda tratamente termice, prin care se imbunatateste si se uniformizeaza structura intregii piese.
La sudarea altor metale si aliaje, de asemenea, se pot produce in sudura si in zonele invecinate structuri defavorabile sau arderea unor elemente. Astfel, sudarea fontei nu poate fi executata decat numai prin incalzirea la rosu, pentru ca in caz contrar sudurile si zonele influentate termic crapa chiar in timpul operatiei de sudare ; la sudarea aliajelor de cupru, unii componenti cu temperaturi mai reduse de topire se evapora, producand o saracire in elementul respectiv. De asemenea, la unele metale si aliaje patrunderea aerului sau a hidrogenului chiar in cantitati foarte reduse dauneaza mult calitatii sudurii.
II.2 Pregatirea pieselor in vederea sudarii
Generalitati. Executarea corecta a unei imbinari sudate depinde in mare masura de calitatea pregatirii pieselor in vederea acestei operatii.
Cu toate ca electrozii existenti la ora actuala permit executia de asamblari acceptabile chiar la margini imperfect prelucrate, executia unei bune pregatiri usureaza operatia de sudare si imbunatateste calitatea cusaturii realizate. Este unanim recunoscut ca timpul consumat pentru pregatirea in cat mai bune conditii a imbinarilor este recuperat in timpul executiei intregului produs.
Toate suprafetele pe care urmeaza sa se depuna metal, ca si cele imediat apropiate (cca 10-15 mm latime) vor fi curatate la luciu metallic (prin periere, polizare sau aschiere) de orice urme de uleiuri, grasimi, vopsele, oxizi, etc.
Forma si dimensiunile rostului. Datorita marei sale manevrabilitati, prin sudarea manuala cu arc electric si electrod invelit se pot realiza aproape toate tipurile de imbinari prezentate.
Tesirea marginilor se poate realiza fie prin taiere cu oxigen sau electrica, fie prin prelucrare mecanica.
In cazul taierii cu oxigen sau cu arc electric, este necesara polizarea suprafetei taieturii pentru indepartarea urmelor de oxizi. O atentie deosebita se va acorda curatirii in cazul taieturilor neregulate care ingobleaza o mare cantitate de oxizi. Forma si dimensiunile rostului pentru sudarea manuala cu electrod invelit a otelurilor sunt stabilite prin STAS 6662-62.
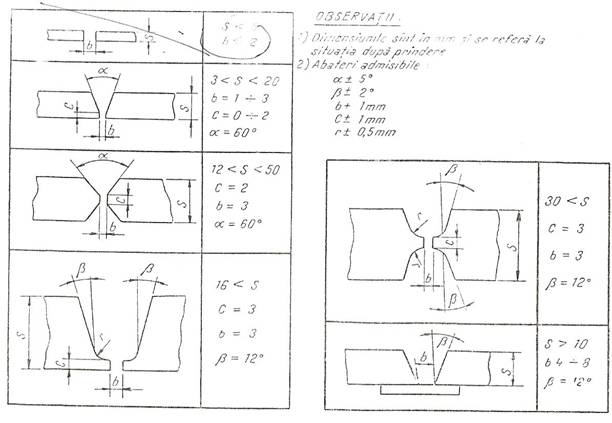
Pentru realizarea imbinarilor
cap la cap, formele de rosturi cele mai des utilizate sunt prezentate.
Este de remarcat ca in cazul imbinarii pe support metallic, folosirea unei deschideri a rostului mai mica de 4 mm compromite total calitatea cusaturii obtinute. Pentru toate tipurile de imbinari, o atentie deosebita trebuie acordata obtinerii unei deschideri a rostului care sa asigure patrunderea la radacina cusaturii.
Abateri admise la forma si dimensiunile rostului si a cusaturilor sudate manual cu electrod invelit. Practica a dovedit ca executia in bune conditii a imbinarilor sudate, intre anumite limite. Depasirea acestor limite, inrautateste conditiile de executie si comportarea in exploatare a imbinarilor realizate.
Este de mentionat ca in anumite tari, aceste abateri admisibile sunt standardizate.
Abaterile admisibile pentru prelucrarea rostului sunt indicate in fig. In ceea ce priveste abaterile dimensionale ale cusaturilor de sudura, in tabel sunt indicate abaterile admise4 pentru ingrosarea cusaturii.
Tabel
|
Cusaturi cap la cap |
Cusaturi de colt |
||
|
Latimea cusaturii L mm |
Abatere admisa |
a |
Abatere admisa |
|
>25 |
>6 | ||
Pentru latimea cusaturii L' se considera ca admisibila o depasire a latimii efective a rostului cu 1 - 1.5 mm, deoparte si de alta a cusaturii. Este remarcat ca toate normele leaga latimea cusaturii de latimea efectiva a rostului si nu de valoarea nominala.
II.3 - Tehnica sudarii tablelor groase
Tablele si profilele cu grosimea peste 6 mm, fiind groase se sudeaza numai cu rosturile prelucrate ; in functie de grosime, ele pot fi: in V cu sauf ara support, in Y, X, K, de colt, in gauri etc. La sudarea in T sau L, latura in contact executata este de colt, (Δ) sau prelucrata, in care caz sudura poate fi cu suprafata plana a peretelui poate fi neprelucrata, in care caz sudura in V, Y, K etc. La sudarea grosimilor mari, imbinarile sunt formate din straturi multiple, iar straturile la randul lor pot fi executate din mai multe randuri, in special daca grosimile sunt mari. Sudurile bilaterale in X, dublu U, K etc. sunt simetrice fata de planul mediu de grosime, astfel incat straturile se executa in aceeasi ordine ca si pentru rosturile unilaterale. In masura posibilitatilor este indicat ca sudurile sa fie executate in pozitie orizontala (v. tabelul 3.9, poz. A) sau orizontala in jgheab, acestea fiind cel mai comod de executat, cu productivitate maxima.
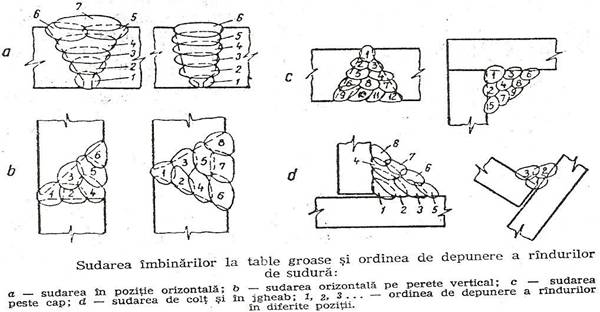
In vederea prevenirii deformatiilor se recomanda ca sudurile bilaterale sa fie executate prin intoarceri succesive, pe baza indicatiilor din tehnologie, pentru sudura respectiva. In multe cazuri insa, grosimile mari, in special la sudarea pe santiere, se executa si lapozitiile orizontale pe perete vertical, verticale sau cap la cap. In figura se prezinta imbinari de rosturi executate in diferite pozitii in spatiu si ordinea de executie a randurilor, respectiv a straturilor de sudura. Randul de la baza cusaturii se executa in general filiform, insa bine patruns pe ambele parti ale rostului. Randurile urmatoare se executa cu oscilatii transversale. Este foarte important ca la sudarea unui rand sa se realizeze o buna imbinare cu materialul de baza si cu randul adiacent sau cu randurile adiacente depuse anterior. Randurile de umplere a rostului se executa cu latimea de maximum 3-4 ori diametrul exectrodului folosit. Randurile de la suprafata, numite si randuri de acoperire, pot fi executate cu latimea de 4-6 ori diametrul electrodului (la sudarea in pozitie orizontala). Desi depunerile late sunt comod de executat la grosimi mari, ,mai indicate sunt randurile inguste, care prezinta avantaje din punct de vedere metalurgic, deoarece in acest caz granulatia sudurii fiind mai fina, datorita influentei termice pe care o au randurile posterioare asupra celor anterior depuse, tenacitatea sudurilor este mai buna ; de aceea, in prezent, nu se recomanda la sudarea grosimilor mari executia randurilor late decat numai a straturilor de acoperire.
Din cauza multiplelor randuri, necesare umplerii rosturilor la sudarea grosimilor mari, tensiunile interne si deformatiile ce rezulta pot fi si ele foarte mari si in multe cazuri se produc fisuri. Anterior s-a aratat ca sudabilitatea unui metal depinde si de grosimea acestuia ; de aceea, pentru sudarea grosimilor mari este indicata, in multe cazuri, pre incalzirea, iar operatia de sudare se recomanda sa fie executata printr-o anumita succesiune a depunerii randurilor, corespunzatoare grosimii de sudat. Sudarea in trepte inverse, succesive, aratata la sudarea tablelor si profilelor de grosime mijlocie se aplica numai la grosimi de maxcimum 15 mm. Aceasta se explica prin faptul ca sudarea in trepte inverse, aplicandu-se si pe lungimea rostului, prezinta dezavantajul ca sudurile depuse se racesc, iar sudarea unui nou rand se executa peste suduri reci. La sudarea grosimilor mari este necesar ca randurile posterioare sa nu fie depuse peste randurile reci, ci acestea sa fie cat mai calde, ferind astfel formarea structurilor fragile.
Materialele peste 15 mm grosime se sudeaza prin urmatoarele metode :
-metoda in cascada, la care, dupa ce s-a depus un rand de 100-300 mm, randul al doilea se incepe ;a 100-300 mm de capatul primului rand, adica la o distanta cat lungimea randului depus, si se sudeaza spre el si peste el pana aproape de capatul primului rand ; urmeaza randul al treilea departat cu acelasi pas de-al doilea (100-300 mm), sudandu-se de randurile depuse, si se trece peste el, pana aproape de capatul celui de-al doilea rand depus, continuandu-se astfel si cu celelalte randuri, conform figurii 5.43, a ;
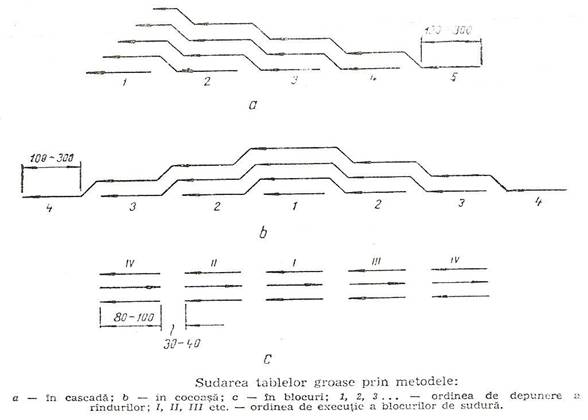
-metoda in cocoasa, care consta in
executarea unui rand de 100-300 mm, dupa care de la o distanta de aceeasi
lungime cu randul efectuat, dintr-o parte sau alta, se executa un noui rand
spre cel executat anterior, se trece peste ele si se executa in continuare
randul pana ce a fost depasit cu o aceeasi distanata, conform figurii 5.43,
b ;
-metoda in blocuri, folosita in special la sudarea de incarcare la piese groase, care consta din executia de blocuri de 80-100 mm lungime, la intervalle intre ele de 30-40 mm si care, dupa ce au fost terminate complet, se sudeaza intre ele, depunandu-se sudura in intervalle (fig. 5.43,c) in general, aceasta metoda se aplica dupa preincalzirea piesei, atat inainte de executia blocurilor, cat si inainte de inceperea sudarii intervalelor dintre blocuri.
Dupa cum se constata din descrierea metodelor de sudare a tablelor groase, randurile superioare se depun imediat peste cele inferioare, astfel incat sudura nu are mai multi sudori deodata. Umplerea cusaturilor ramase sub nivel, la metoda in cocoasa, se executa imediat ce s-a ajuns la nivelul superior, dupa care se incepe executia unei noi cocoase in ordinea prevazuta in tehnologie. Este foarte important, de asemenea, ca randurile executate sa nu fie cu capetele terminate in acelasi plan,ci declarate intre ele, spre a preveni formarea de cratere marginale in aceeasi sectiune a sudurii, in care caz nu se produc pori si fisuri.
Lungimea pasului randurilor poate fi marita pana la 500-600 mm la primele doua metode, daca materialul are o buna sudabilitate, deoarece prin marirea pasului randului depus pana la depunerea randului anterior, sudura nu se raceste de sudare materialul de baza sa fie preincalzit. La sudarea in jgheab se recomanda ca grosimile mari sa fie sudate cu electrozi grosi, de minimum 5 mm diametru. In cazul cand la executia randurilor se produc scurgeri, se trece la electrozi cu diametrul mai mic.
La sudarea verticala si la sudarea orizontala pe perete vertical, se recomanda ca sudurile sa fie executate simultan de catre doi sudori, asezati unul pe o parte si celalalt pe partea opusa a rostului. La fel, si in acest caz, se va evita producerea de bai de sudura prea mari, care provoaca scurgeri. La sudarea de pozitie, nu se recomanda folosirea electrozilor cu diametrul peste
4 mm, iar intensitatile de curent se vor micsora fata de cele folosite la sudarea orizontala.
Se vor evita, de asemenea, depunerile cu sectiuni prea mari ; sectiunea suduri se recomanda sa nu depaseasca de trei ori sectiunea electrodului. La radacina, stratul depus nu trebuie sa fie de sectiune mare, in schimb sa fie bine patruns si aliat uniform cu marginile rostului. La suprafata exterioara, randurile sau straturile depuse pot fi late (pana la maximum sase ori diametrul electrodului), pentru obtinerea unui aspect corespunzator. Intoarcerile, in cederea executiei randurilor pe partea opusa, se vor face in conformitate cu prevederile din tehnologie pentru evitarea deformatiilor, care sunt foarte dificil de indepartat, in special in cazul ansamblurilor executate din table groase. Se va da o deosebita atentie obtinerii unor patrunderi perfecte cu randurile de la radacina depuse pe partea opusa.
II.4 - Regimul de sudare
Pentru sudarea in V si de colt a tablelor groase, in tabelele 5.15 si 5.16 se dau, pentru diferite grosimi ale tablelor (in V), cu diferite interstitii, si pentru diferite grosimi ale sudurilor (de colt), dimensiunile cele mai recomandabile ale electrozilor si masa cusaturii in kg/m de cusatura.
In tabelul 5.15 sunt date separat masele depunerilor la radacina de masele straturilor de umplere. In cazul cand este prevazuta si completarea la radacina pe partea opusa, la masa cusaturii data in tabele, se va mai adauga inca o data masa data pentru radacina. Masa cusaturii data in tabel nu prevede pentru ingrosare nici o cantitate. Daca ingrosareaeste de circa 10% din grosimea tablei, se va prevedea un adaos de 5-6 % la masa cusaturii. Pentru imbinarile in X se vor socoti mase duble (la grosimi duble) fata de cele date in tabelul 5.15, pentru sudurile in V.
Tabelul 5.15
Dimensiunile recomandate ale electrozilor si masa cusaturilor
la sudarea in V a tablelor groase
|
Grosimea tablei (mm) |
Interstitial b (mm) |
Diametrul electrodului (mm) |
Sectiunea teoretica a cusaturii (mm2) |
Masa cusaturii (kg/m) |
|
|
7 |
1.5 |
Radacina 3.25 Umplere 4 |
39 |
0.10 0.21 |
|
|
8 |
1.5 |
Radacina 3.25 Umplere 4, resp. 5 |
49 |
0.10 0.29 |
|
|
10 |
2 |
Radacina 3.25 Umplere 4, resp. 5 |
77.5 |
0.10 0.51 |
|
|
12 |
2 |
Radacina 3.25 Umplere 4, resp. 5 |
108 |
0.10 0.75 |
|
|
15 |
2 |
Radacina 4 Umplere 5, resp. 6 |
161 |
9.12 1.14 |
|
|
18 |
2 |
Radacina 4 Umplere 5, resp. 6 |
223 |
0.12 1.72 |
|
|
20 |
2 |
Radacina 4 Umplere 5, resp. 6 |
271 |
0.12 2.01 |
Tabelul 5.16
Dimensiunile recomandate ale electrozilor si masa cusaturilor
la sudarea de colt a tablelor de grosime medie si mare
|
Grosimea sudurii (mm) |
Diametrul electrodului (mm) |
Sectiunea teoretica (mm2) |
Masa cusaturii (kg/m) |
|
2.5, resp. 3.25 | |||
|
3.25 resp. 4 | |||
|
3.25 resp. 4 | |||
|
3.25 resp. 4 | |||
|
3.25 resp. 4 | |||
|
3.25 resp. 4 | |||
|
Radacina 4 | |||
|
Umplere 5 | |||
|
Radacina 4 | |||
|
Umplere 5 |
|
||
|
Radacina 4 | |||
|
Umplere 5, resp. 6 | |||
|
Radacina 4 | |||
|
Umplere 5, resp. 6 | |||
|
Radacina 4 | |||
|
Umplere 5, resp. 6 |
CAPITOLUL III. NORME DE PROTECTIA MUNCII SI
PREVENIRI SI STINGEREA INCEDIILOR
Corpul omenesc reprezinta un conductor special neomogen cu o structura complexa asupra caruia curentul electric, care il parcurge exercita simultan o actiune termica electrolitica si biologica. Rezistenta electrica a corpului omenesc variaza in limite largi de la 300-500 ohm pana la zeci de K/ohm.
Pentru calculele practice se considera o valoare acoperatoare corespunzand celor defavorabile conditii, adica aproximativ 1000 ohm. Accidentul care se produce la trecerea curentului electric prin organism este denumit electrocutare. Gradul de pericol este determinat in principal de intensitatea curentului si de durata actiunii curentului a carei crestere intensifica efectele negative ale curentului electric.
Limita inferioara periculoasa a intensitatii curentului electric prin organism este considerat 10 mA in curent alternativ respectiv 50 mA in curent continuu. Pericolul de electrocutare depinde si de conditiile de mediu inconjurator (umiditatea, praf, vapori corozivi, temperatura) si de constructia incaperilor care contribuie la deteriorarea izolatiei, cailor de curent la, scaderea rezistentei organismului si la favorizarea cresterii curentului in circuitul pe care se intercaleaza omul.
Gradul de pericol este influentat si de traseul curentului electric prin corp, sensullongitudinal fiind mai periculos decat sensul transversal.
Protectia impotriva electrocutarii urmareste:
-preintampinarea posibilitatea de stingere a accidentului, directa prin masuri organizatorice (instructajede protectie) organizarea corecta a locului de munca si a activitatilor,folosirea afiselor si semnalizari avertizoare si prin masuri profilatice (inaccesibilitatea cailor de curent prin izolarea de lucru si izolarea suplimentara de protectie, folosirea carcaselor de protectie, ingradiri de protectie, blocaje electrice sau mecanice pentru accesul la instalatiile sub tensiune, amplasarea la inaltime inaccesibile, dotarea cu mijloace individuale de protectie);
-prevenirea aparitiei conditiilor de electrocutare pe utilaje sau limitarea efectelor atingerilor indirecte care se pot realiza cu ajutorul mijloacelor tehnice de protectie care asigura:
-evitarea aparitiei tensiunilor de contact periculoase prin alimentarea cu tensiunea redusa sau prin folosirea separari de protectie;
-reducerea valorilor tensiuni de contact pentru micsorarea intensitatii curentului electric prin organism, prin legarea la pamant sau prin egalizarea sau dirijarea distributiei potentiale;
-alimentarea rapida a tensiunilor de contact periculoase pentru a reduce durata actiunii curentului in corp sau a evita mentinerea acestora pe utilaje care pot fi atinse realizabila prin legarea la nul de protectie sau prin deconectarea automata de protectie;
-intercalarea de rezistente suplimentare in circuitul electric stabilit prin corp prin utilizarea unor materiale elecroizolante.
Misloacele tehnice de protectie se clasifica in:
-misloace de protectie principale;
-misloace de protectie suplimentare sau de rezerva care completeaza misloacele principale pentru a mari siguranta protectiei si a realiza protecti impotriva electrocutarii in orice conditii, incluse la nefunctionarea unui misloc de protectie
PREVENIRI SI STINGEREA INCENDIILOR
Perfectinarea activitatii de aparare impotriva incendiilor impune o buna organizare din partea organelor chemate sa participe efectiv la inlaturarea cauzelor de incedii.
In acest scop un rol deosebit revine comisiilor tehnice de preveniri si stingerea incendiilor infiintate in toate centrele industriale, din aceste comisii fac parte, cadre de conducere, specialisti si tehniceni cu experienta care prin functiile si cunostintele lor au posibilitatea de a contribui efectiv la rezolvarea problemelor ce le ridica activitatea de prevenire si stigerea incendiilor.
Comisia tehnica de prevenire si stingerea incendiilor intocmeste planul de aparare impotriva incendiilor al organizatiei document ce sta la baza organizarii activitatii de prevenire si stingerea incendiilor.
Masurile de aparare impotriva incendiilor care se includ in plan sunt:
-organizarea de prevenire si stingerea incendiilor la locul de munca;
-inlaturarea cauzelor de incendii la instalatii tehnologice, electrice, de ventilatie, de incalzire a cladirilor;
-desfasurarea de activitati intructiv educative pentru prevenire incendiilor cu:
-expuneri;
-fotomontaje;
-filme;
-instructive.
-pregatirea temeinica a formatiei civile de pompieri in raport cu specificul obiectivului pe baza planurilor temetice elaborate de ministerul tutelar;
-stbilirea necesarului de mijloace tehnice de prevenire si stingerea incendiilor, procurerea si asigurarea acestora.
Se va urmarii buna functionare a instalatiilor de semnalizare a incendiilor, a mijloacelor de interventie si axistenta unor cantitati suficiente de substante de stingere, cum ar fi: apa, spumant, bioxid de carbon, bulberi stingatoare.
Masurile de stingere a incendiilor incluse in plan sunt:
-dispozitia de organizare si incadrare a formatiei civile de pompieri;
-ipoteze de stingere pentru formatia civila de pompieri.
Se vor elabora ipoteze de lucru pentru cazuri de avarie si situatii complexe de incedii, calamitati naturale sau catastrofe, cat si pentru incendii izbugnite simultan in mai multe locuri in intreprindere.
In cazul ipotezelor de stingere se vor include formatiile si obiectivele care intervin in sprijin in cazul unui incendiu, fortele cu care se coopereaza, cat si modul de alarmare a acestora.
Se va elebora si include planul de evacuare al oamenilor si bunurilor materiale. Planul de prevenire a incendiilor se elaboreaza anual si se completeaza ori de cate ori este nevoie.
Acesta:
-se stabileste pe baza propunerii sefilor de ateliere, sectii, depozite, indatoririle personalului in domeniul de prevenire si stingerea incendiilor la locul de munca;
-elaboreaza instructiuni de prevenire a incendiilor pe locul de munca si organizeaza echipe de prima interventie pe schimburi cunominalizarea personalului si a sarcinilor acestora in caz de incendiu;
-controleaza modul cum se aplica normele, normativele si masurile de prevenire si stingerea incendiilor.
Echipamentele de prevenire si stingerea incendiilor cerifica modul de intretinere si functionare a instalatiilor de semnalizare si stingere a incendiilor si actioneaza pentru inlaturarea oricarui pericol de incendiu la repunerea in functiune a instalatiilor de productie si a celor aauxuliare afectate de calamitati naturale sau catastrofe, la inlaturarea defectiunilor intalnite la instalatiile de alarmare de prevenire si stingerea incendiilor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2810
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved