| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
La motorul racit cu lichid se disting trei solutii constructive de cilindri: cilindru prelucrat direct in bloc, camasa umeda si camasa uscata.
Solutia cilindrului prelucrat direct in bloc se aplica in general motoarelor de autoturism si necesita utilizarea pentru turnarea blocului de fonte care sa corespunda cerintelor impuse de siguranta de functionare.
Camasa este de tipul umed cand este spalata la exterior de lichidul de racire. Ea este demontabila si se utilizeaza la motoarele cu aprindere prin scanteie si motoare cu aprindere prin comprimare de putere medie si mare.
In functie de modul de fixare si de etansare a camasii de lichid de racire se deosebesc urmatoarele solutii constructive:
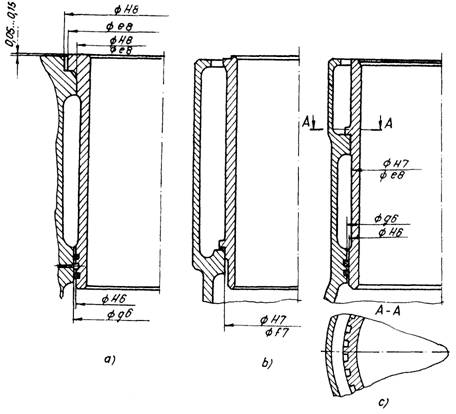
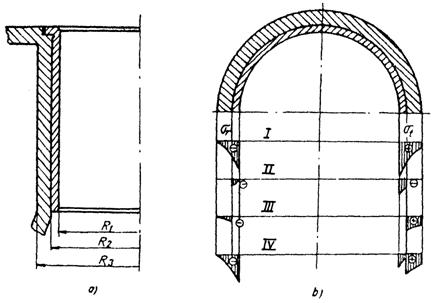
- camasa cu umar de sprijin la partea superioara (fig.6.1.a);
- camasa cu umar de sprijin la partea inferioara (fig.6.1.b.);
|
Fig.6.1. Camasa de cilindru umeda a) cu sprijin la partea superioara; b) cu sprijin la partea inferioara; c) cu sprijinul intr-o zona mediana |
- camasa cu umar de sprijin amplasat la (1/31/2)D de partea superioara (fig.6.1.c.).
La camasa cu umar de sprinjin la partea superioara pentru asigurarea stabilitatii si pastrarii formei geometrice in timpul functionarii se prevad doua brauri de ghidaj; la partea superioara si la partea inferioara. La aceasta solutie etansarea se realizeaza cu inele din cauciuc.
Diametrul in zona de etansare se adopta la o valoare superioara diametrului exterior al camasii
(De = D1 + 3.5 [mm]).
Camasa cu umar de sprijin la partea inferioara ofera o buna racire a partii superioare a acesteia. Datorita faptului ca forta normala da nastere unui moment incovoietor pot apare deformatii ale camasii, solutia se aplica la motoarele cu aprindere prin scanteie de putere mica. Etansarea la partea inferioara se asigura cu un inel de hartie sau de cupru.
|
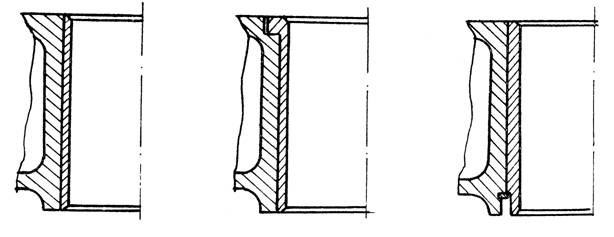
Fig. 6.3 Camati uscate: a) presata; b) libera cu sprijin la partea superioara; c) libera cu sprijin la partea inferioara. |
|
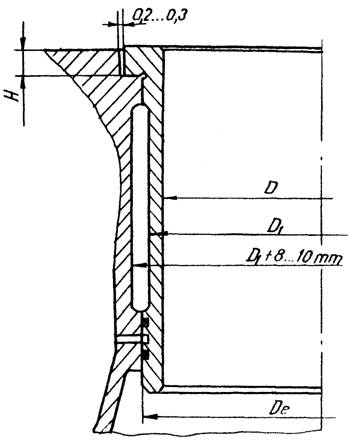
Fig.6.2.Elemente constructive ale camasii umede |
Solutia cu umarul de sprijin coborat la (1/3.1/2)D de suprafata superioara asigura o buna racire a partii superioare a camasii si elimina dezavantajul deformarii camasii.
Pentru a asigura etanseitatea spre partea chiulasei la toate solutiile de camasa umeda, partea superioara depaseste suprafata blocului cu 0,05.0,15 [mm].
La proiectarea camasii trebuie ca trecerea de la umar la partea cilindrica sa se realizeze cu o portiune conica cu inclinare de 2.50 pe o lungime 20.30 [mm] iar racordarea cu o raza de 1.2 [mm].
Camasa uscata nu este in contact direct cu lichidul de racire. Solutia se aplica la motoarele cu aprindere prin comprimare cu diametrul alezajului pana la 125 [mm].
Camasile uscate pot fi montate prin presare in bloc sau liber.
Camasile uscate presate in bloc au o constructie simpla avand forma unei bucse cu grosimea peretelui de 2.4 [mm] (fig.6.3.a.).
Camasile uscate montate liber in bloc sunt prevazute cu sprijin la partea superioara (fig.6.3.b.) sau la partea inferioara (fig.6.3.c.).
La strangerea suruburilor chiulasei gulerul camasii trebuie sa dezvolte pe suprafata de reazem o presiune de 3,8.4,2 [MPa] la blocul din fonta si de 1,4.1,8 [MPa] la blocul din aliaje de aluminiu.
Lungimea camasii se determina tinand seama de conditia ca montarea pistonului sa nu depaseasca marginea inferioara cu mai mult de 10.15 [mm].
Camasa de racire se proiecteaza tinand seama de conditiile de preluare a caldurii, deci la partea superioara trebuie sa depaseasca nivelul primului segment de compresie cand pistonul se afla la PMS iar la partea inferioara sa depaseasca nivelul segmentului de ungere cand pistonul se afla la PMI.
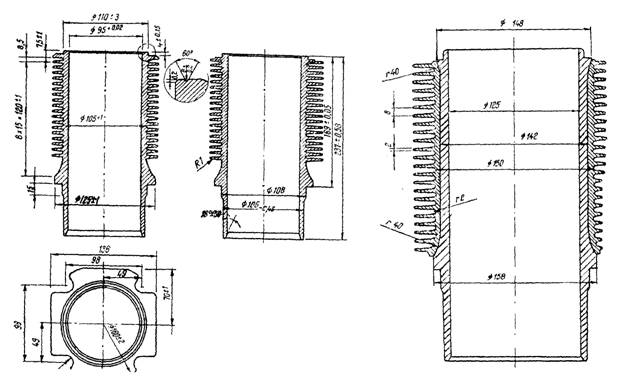
Cilindri motorului racit cu aer sunt de tipul independent si se fixeaza separat pe carter. Particularitatea principala o constituie nervurile exterioare care maresc suprafata de transfer de caldura. Dimensionarea aripioarelor trebuie sa se realizeze in asa fel incat temperatura camasii sa nu depaseasca 473 [K].
|
Fig.6.4. Cilindri pentru motoarele racite cu aer a) din fonta cu nervuri turnate; b )combinate din fonta si aluminiu. |
Inaltimea si numarul aripioarelor depind de debitul de aer al ventilatorului si de posibilitatile tehnologice de realizare a acestora.
Tinand cont de distributia campului de temperatura in lungul camasi, gradul de nervurare trebuie sa fie maxim la nivelul partii superioare a cilindrului si minim la partea inferioara a acestuia.
La proiectare se tine seama ca la turnarea in forma sau in cochila se obtine un pas al aripioarelor de 6.8 [mm] si grosimi la varf de 1,5 [mm], la cilindri cu diametrul alezajului sub 100 [mm] si 2,0.2,5 [mm] in cazul cilindrilor cu diametre mai mari.
La motoarele de mica cilindree se pot alege si cilindri turnati din aliaje de aluminiu avand depus la interior un strat de crom poros avand grosimea de 50.60 [mm] sau pe o camasa de fonta se poate presa sau turna mantaua de aluminiu cu aripioarele de racire (fig.6.4.b.)
La proiectare se va adopta grosimea peretilor de (0,06.0,07)D. La partea de fixare in carter cilindrul este prevazut cu un guler avand latimea de (0,05.0,06)D iar sub guler diametrul exterior al cilindrului va fi mai mic cu 0,5.1,0 [mm]. La partea de asamblare cu chiulasa, grosimea peretelui cilindrului se va adopta cel putin (0,03.0,04)D iar inaltimea partii de centrare de 10.15 [mm].
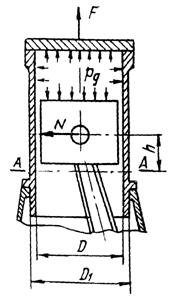
In timpul functionarii peretii cilindrului sunt solicitatti de forta de presiune a gazelor, forta normala de sprijin a pistonului si dilatarii.
La proiectarea camasii umede,
grosimea peretilor se adopta din conditii de rigiditate
[ d = 0,06D+2 [mm] pentru MAS si d = (0,065.0,075)D pentru MAC ].
Dimensionarea peretelui cilindrului se poate realiza si din relatia tensiunilor in plan longitudinal.
![]() (6.1)
(6.1)
rezulta
![]() (6.2)
(6.2)
|
Fig.6.5. Schema dispunerii fortelor pentru calculul camasii de cilindru |
Pentru cilindrul din fonta sl = 38.59 [N/mm2].
Camasa umeda a cilindrului se verifica ca tensiunile sumare sa nu depaseasca valorile admisibile (fig.6.5.).
Tensiunea de intindere in sectiunea transversala
![]() (6.3)
(6.3)
![]() (6.4)
(6.4)
Tensiunea de incovoiere este data de relatia
![]() (6.5)
(6.5)
unde:
![]()
Tensiunea totala are urmatoarea expresie:
![]() (6.6)
(6.6)
In relatiile de mai sus marimile sunt:
pg - presiunea maxima a gazelor [N/mm2];
d - grosimea peretelui cilindrului [mm];
N - forta normala pe peretele cilindrului [Nm];
h - distanta din P.M.I. pana la axa boltului [mm].
In cazul ca solutia constructiva adoptata este de tipul cu sprijin si etansarea la partea inferioara tensiunile sumare nu trebuie sa depaseasca 59 N/mm2.
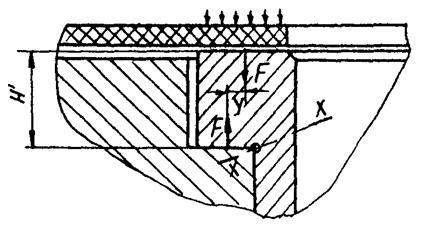
La proiectarea cilindrilor care se sprijina pe un guler la partea superioara, inaltimea H a gulerului camasii (fig.6.6) se considera desfasurata.
Pe unitatea de lungime actioneaza forta:
![]() [N/mm] (6.7)
[N/mm] (6.7)
unde: F - forta de strangere a camasii pe bloc si este egala cu forta ce actioneaza asupra suruburilor de chiulasa ale unui cilindru;
Dm - diametrul mediu de etansare.
Momentul incovoietor care actioneaza in gulerul camasii este dat de relatia:
![]() (6.8)
(6.8)
|
Fig.6.6. Schema de calcul a gulerului camasii umede |
Tensiunea pentru o portiune egala cu unitatea este:
![]() (6.9)
(6.9)
|
Fig.6.7. Tensiunile care apar la montajul camasii uscate presate |
Valoarea tensiunii se calculeaza pentru sectiunea x-x a camasii.
Un caz aparte il reprezinta camasa uscata montata presat deoarece trebuie sa se obtina o interferenta a dimensiunilor exterioare ale camasii si interioare ale cilindrului din bloc pentru a se obtine o presiune de strangere intre cilindru si bloc, p = 4.5 [N/mm2].
La montajul cu strangere se produc pe suprafetele de contact dintre cilindru si bloc, deformatii (fig.6.7).
Deformatia sumara produsa de presiunea (p) de strangere poate fi redata prin expresia:
 (6.10)
(6.10)
unde: Eb, Ec - module de elasticitate ale materialului blocului motor si camsi de cilindru;
nb nc - coeficientii lui Poisson.
Pentru motoarele la care blocul motor si camasa se realizeaza din fonta relatia (6.10) devine:
 (6.11)
(6.11)
La camasa uscata se adopta o grosime de perete de 1,5.3,5 [mm].
Pentru a se realiza strangerea adoptata, diametrul exterior al camasii cilindrului se calculeaza cu relatia:
![]() [mm] (6.12)
[mm] (6.12)
Diametrul exterior al camasii din bloc se determina din posibilitatile tehnologice de turnare a grosimii peretilor.
Tensiunile care apar in peretii blocului si ai camasii sub influenta presiunii de strangere si presiunii gazelor se calculeaza separat:
1. Tensiunile care apar datorita presiunii de strangere (p):
Pentru camasa cilindrului
- la interior:
![]() [N/mm2] (6.13)
[N/mm2] (6.13)
- la exterior:
![]() [N/mm2] (6.14)
[N/mm2] (6.14)
Pentru cilindrul din bloc
- la interior:
![]() [N/mm2] (6.15)
[N/mm2] (6.15)
- la exterior:
![]() [N/mm2] (6.16)
[N/mm2] (6.16)
Pe baza teoriei tensiunii tangentiale maxime se calculeaza tensiunea maxima pe suprafata interioara a cilindrului unde se intalnesc valori superioare:
![]() [N/mm2] (6.17)
[N/mm2] (6.17)
2. Tensiunile care apar datorita presiunii gazelor:
a) la interiorul camasii:
![]() [N/mm2] (6.18)
[N/mm2] (6.18)
b) la suprafata de separatie dintre exteriorul camasii si suprafata interioara a cilindrului din bloc:
![]() [N/mm2] (6.19)
[N/mm2] (6.19)
c) la exteriorul cilindrului din bloc:
![]() (6.20)
(6.20)
In figura 6.7. curbele din pozitia a, reprezinta tensiunile produse de presiunea p, cele din b,c reprezinta tensiunile produse in camasa cilindrului respectiv cele din bloc. Pozitia d reprezinta insumarea tuturor tensiunilor.
Etansarea cilindrului la partea superioara fata de gazele arse se realizeaza cu garnitura de chiulasa iar fata de lichidul de racire in partea inferioara cu garnituri a caror forma depinde de solutia constructiva adoptata.
Garnitura de chiulasa se deformeaza sub efectul de strangere a chiulasei, in timpul arderii cand presiunea gazelor tinde sa indeparteze chiulasa, materialul garniturii trebuie sa posede o elasticitate suficienta pentru a urmarii deplasarea chiulasei si, sa nu se compromita etansarea. Temperaturile inalte cu care vine in contact garnitura de chiulasa nu trebuie sa afecteze rezistenta si elasticitatea materialului.
|
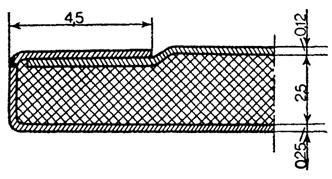
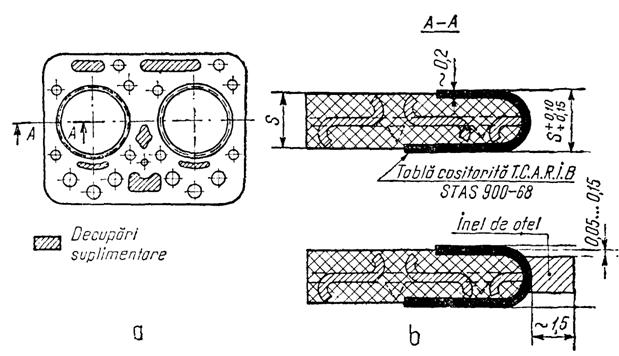
Fig.6.8. Garnitura metaloplastica |
In functie de materialul din care se confectioneaza garnitura de chiulasa acesta poate fi: metalopastica, plastica sau metalica.
|
Fig.6.9.Bordurarea garniturii metaloplastice |
Garnitura metaloplastica este constituita dintr-o foaie de azbest armata cu o tesatura din fire metalice sau o placa (inima) din cupru sau otel cu continut scazut de carbon. Protectia garniturii contra gazelor arse se realizeaza prin bordurare cu tabla din cupru sau aluminiu. La unele garnituri se bordureaza si orificiile de trecere ale lichidului de racire. Tabla de bordurare a orificiilor depaseste nivelul materialului garniturii cu 0,10.0,15 [mm] (fig.6.8).
Garnitura plastica se realizeaza din foi de azbest grafitat sau din cauciuc siliconic.
Garniturile din azbest grafitat au o buna adaptabilitate la suprafetele de etansare. Orificiile acestor garnituri se bordureaza cu tabla cositorita.
La motoarele cu chiulase individuale etansarea poate fi realizata cu ajutorul unui inel profilat din cauciuc siliconic plasat intr-un canal executat in camasa cilindrului (fig.6.10).
In acest caz strangerea chiulasei se realizeaza direct pe gulerul camasii cilindrului, ceea ce conduce la eliminarea arderii garniturii de chiulasa.
|
Fig.6.10.Inele de etansare pentru fiecare cilindru |
In cazul motoarelor cu aprindere prin comprimare supraalimentate, datorita presiunilor din cilindru de valori mari garnitura de chiulasa este prevazuta in interiorul armaturii cu un inel de protectie din otel care este mai subtire decat garnitura in stare montata cu 0,05.0,15 [mm].
|
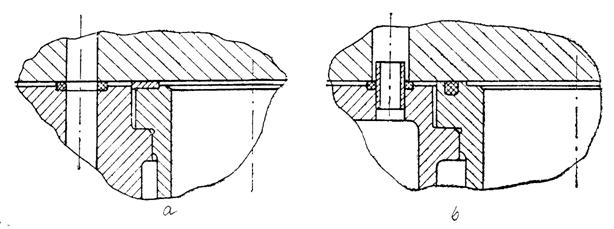
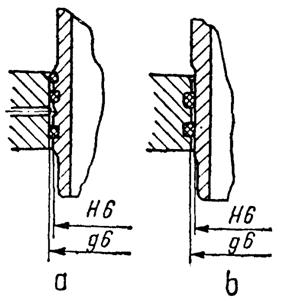
Fig.6.11.Etansarea camasii cilindrului la partea inferioara a) inele de etansare in camasa; b) inele de etansare in bloc. |
Orificiile garniturii pentru circulatia uleiului si lichidului de racire se executa cu diametre mai mari cu 2.3 [mm] fata de cele din bloc sau chiulasa pentru a se elimina efectul de diafragma la curgerea acestora. Orificiile pentru suruburile (prezoanele) de chiulasa sunt cu 1.2 [mm] mai mari decat diametrul acestora.
In cazul unor suprafete mari ale garniturii de chiulasa se executa decupari pentru a se realiza presiuni medii de strangere de 15.30 [N/mm2].
|
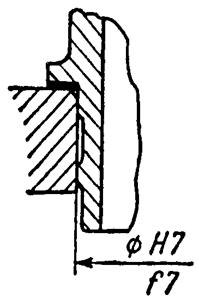
Fig.6.12. Etansarea camasii cilindrului cu sprijin la partea inferioara |
La motoarele racite cu aer, datorita faptului ca se utilizeaza chiuloase individuale se utilizeaza garnituri confectionate din aluminiu sau cupru de forma inelara.
Garniturile metalice se executa din tabla de otel cu continut produs de carbon cu grosimi de 0,4.0,6 [mm], pe suprafata acesteia se traseaza conturul orificiilor de etansat din cauciuc siliconic cu inaltimea de 0,6.1,2 [mm] si latime 1,5.3,0 [mm].
|
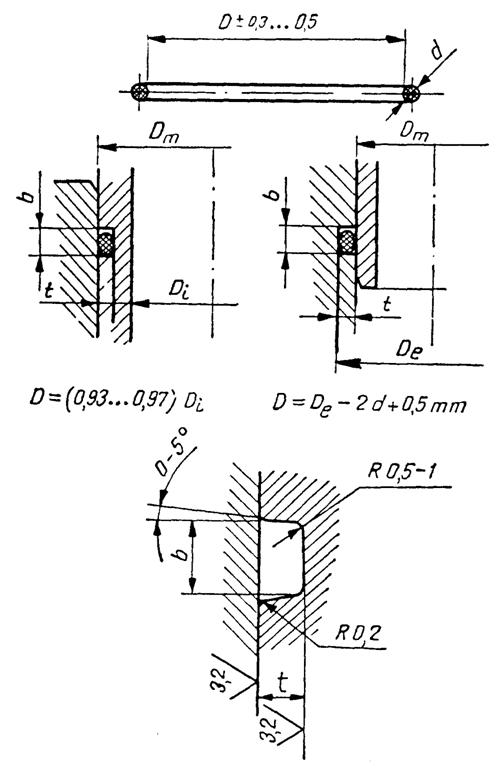
Fig.6.13.Elemente constructive ale canalelor si inelelor de etansare |
Etansarea fata de lichidul de racire se realizeaza cu inele din cauciuc montate fie in canale executate in camase (fig.6.11) fie in bloc pentru camasile cu guler de sprijin la partea superioara, sau mediana si cu garnituri din hartie sau cupru la camasile cu sprijin la partea inferioara (fig.6.12). In proiectare se pot alege formele si dimensiunile pentru canale si inele prezentate in figura 6.13 si tabelul 6.1.
Tabelul 6.1.
Dimensiunile canalelor pentru inele de etansare
|
Dimensiuni |
||||||||
|
Dm [mm] |
d [mm] |
d dupa SAE |
||||||
|
Inel O |
Latimea canalului |
Adancimea |
|
|||||
|
d [mm] |
Tolerante |
b [mm] |
Tolerante |
t [mm] |
Tolerante |
|
||
|
||||||||
|
||||||||
|
||||||||
|
||||||||
|
||||||||
|
||||||||
|
Presiunea [MPa] |
Duritatea 0Sh |
|
||||||
|
pana la 10 |
|
|||||||
|
||||||||
|
peste 20 |
|
|||||||
Diametrul portiunii cilindrice a camasii pe care se executa canalele de etansare se executa cu 0,5.1,0 [mm] mai mic decat diametrul de centrare superior.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3363
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved