| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CONSTRUCTIA SI UTILIZAREA ACCESORIILOR SPECIALE ALE MASINILOR DE FREZAT
Scopul si continutul lucrarii
Cunoasterea posibilitatilor de generare si prelucrare cu ajutorul capului divisor si a mesei divizoare;
Utilizarea si reglarea capului divizor si a mesei divizoare.
Accesoriile masinii de frezat se impart in doua categorii:
a) accesorii universale (normale), care echipeaza orice masina de frezat cu consola. Ele cuprind: dispozitivele divizoare; capul de frezat universal (la masinile de scularie); capul de frezat vertical; dispozitivele universale pentru prinderea semifabricatului (menghine drepte, inclinabile, coltare);
b) accesorii speciale, cum sunt: capul de mortezat; capul pentru rectificarea unor suprafete; masa/platoul circular divizor etc.
Capul divizor este un dispozitiv cu ajutorul caruia se pot imprima unei piese rotiri fractionare repetate, egale sau neegale, cu o precizie ridicata. Operatiile tipice executate pe masinile de frezat cu ajutorul capului divizor, sunt: frezarea danturilor rotilor dintate; frezarea canalelor elicoidale; taierea dintilor la cuplaje; frezarea laturilor unei piese cu profil poligonal (triunghiular, patrat, hexagonal); frezarea danturii cremalierelor.
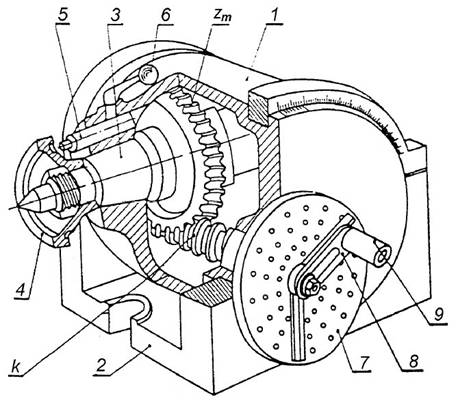
Capul divizor se compune dintr-un corp 1 de forma cilindrica (fig.9.1), in interiorul caruia se afla un angrenaj melc-roata melcata cu raportul k/zm.
|
|
|
Fig. 9.1 Capul divizor |
Corpul 1 se reazema prin capetele sale in lagarele suportului 2, permitind rotirea acestuia si orientarea axului principal 3 sub un unghi cuprins intre -10 si 100 fata de un plan orizontal, care coincide cu planul axial al pisei. Piesa de divizat se fixeaza intr-un dispozitiv universal de prindere (nereprezentat in figura), de obicei, o mandrina cu trei bacuri, montata prin insurubare pe piesa 4, solidar legata/insurubata pe axul principal 3.
In partea din fata a axului principal se afla discul 4 pe care sint practicate circular trei siruri de gauri; sirurile sunt dipuse concentric cu axul principal, iar pe fiecare sir gaurile sunt echidistant (24, 30 si 36 gauri), folosite la metoda de divizare directa. Intre doua prelucrari succesive, piesa de divizat se roteste simultan cu discul divizor cu un numar determinat de pasi unghiulari, efectuati pe un anumit cerc de pe discul divizor, pozitia efectiva de lucru fiind data prin blocarea discului cu un stift indexor 5, montat intr-un locas al corpului 1 si actionat printr-o maneta 6. La rotirea semifabricatului (dupa extragerea stiftului indexor din gaura) se utilizeaza manivela 8 si angrenajul melcat k/zm.
In afara metodei de divizare directa, se utilizeaza, pentru o gama mai larga de impartiri circulare, metoda divizarii indirecte. La aceasta metoda se utilizeaza discul (sau setul de discuri divizoare) 7, montat liber pe arborele surubului melc, dar blocat de corpul capului divizor printr-un opritor situat lateral sau in spatele dicului (nereprezentat in figura). In fata discului 7 exista un dispozitiv tip foarfeca care serveste la memorarea unui numar de gauri.
La divizarea indirecta, in calculul pentru determinarea cercului cu gauri si a numarului de intervale, intra si raportul de demultiplicare al angrenajului melcat (k/z), ceea ce confera metodei o precizie mai mare de pozitionare si o gama mai larga de divizari. De aceasta data discul divizor va fi rigid, iar indexorul pentru materializarea gaurii este mobil, el fiind sub forma unui stift montat in interiorul minerului 9 de la manivela 8.
|
|
|
|
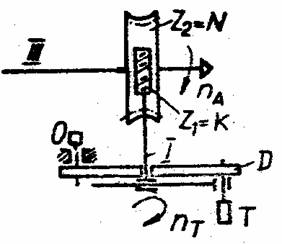
Fig. 9.2 Cinematica platoului divizor |
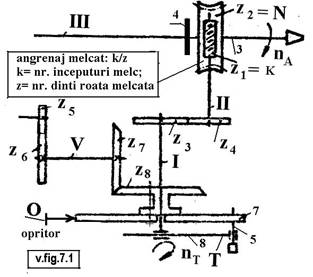
Fig. 9.3 Cinematica capului divizor |
Cinematica platoului divizor (fig. 9.2), este astfel realizata incit permite numai divizarea indirecta cu ajutorul discurilor cu gauri si indirecta in grade unghiulare ale piesei cu un tambur cu repere, dispus pe axul manivelei T.
Cinematica capului divizor universal (fig.9.3), este astfel realizata incit permite atit divizarea directa, indirecta simpla si compusa, cit si prin metoda indirecta diferentiala, care impune functionarea capului divisor dependent de lantul cinematic al miscarii de avans longitudinal al mesei masinii de frezat.
Divizarea directa.
In partea din fata a axului principal se afla discul 4 pe care sint practicate circular trei siruri de gauri; sirurile sunt dipuse concentric cu axul principal, iar pe fiecare sir gaurile sunt echidistant (24, 30 si 36 gauri), folosite la metoda de divizare directa. Din schema cinematica (fig. 7.3) miscarea discului de divizare 4 se transmite direct piesei (discul7 si manivela 8 nu vor functiona deoarece angrenajul melcat este anulat).
Se poate scrie relatia:
![]()
unde: z reprezinta numarul de diviziuni care trebuie realizat pe roata piesa; B un multiplu al numarului z din sirul 24, 30, 36 aflat pe discul 4; A reprezinta numarul de gauri peste care trece manivela in fata discului 4 fara sa fie actionat opritorul,
![]()
Divizarea indirecta este
necesara atunci cind numarul z nu are nici-un multiplu in
sirul de pe discul 4. In aceasta situatie
intervine angrenajul melc-roata melcata de pe axul 3.
In practica, 
rezultind in final ca manivela 8 trebuie rotita fata de discul 7 cu un arc de cerc corespunzator rotatiei nT stabilita din formula:
![]()
unde kd = 40, z reprezinta numarul de diviziuni care trebuie realizat pe roata piesa; B un multiplu al numarului z ales din cele n siruri de gauri de pe fata discului 7; (numarul B se alege din sirul: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 46, 48, 49, 51, 54, 57, 58, 59, 62, 66), M numarul de intregi de la impartirea lui A cu B; a restul impartirii, care se memoreaza pe un "foarfece" aflat in fata discului 7.
Ca urmare, dupa deblocarea/tragerea catre in fata a cuiului de blocare 5, pozitionat pe cercul cu B gauri, multiplu de z, manivela 8 se roteste cu M rotatii plus un arc corespunzator restului a. Dupa aceasta operatie se blocheaza cuiul 5 si se aduce "foarfecele" in fata acestuia.
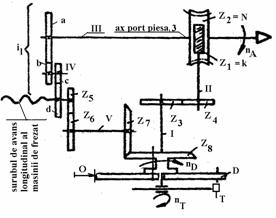
Divizarea diferentiala. Sint cazuri cind numarul z nu are multipli pe cercurile cu B gauri de pe discurile/discul 7. In acest caz se utilizeaza divizarea diferentiala care consta in a imprima axului III, axul port piesa 3 o miscare suplimentara primita prin intermediul unei lire cu roti dintate de schimb, dispusa pe surubul longitudinal III al mesei masinii de frezat (fig.7.4).
|
|
|
|
Fig. 9.4 Capul divisor echipat pentru divizarea diferentiala |
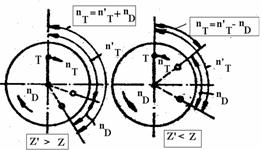
Fig. 9.5 Modul de rotire al manivelei fata de discul cu gaurile B |
Daca pentruu un numar de gauri z nu poate fi gasit un cerc B cu numar de gauri multiplu de z inseamna ca este posibil sa se aleaga un numar arbitrar z' , apropiat de numarul z, in asa fel incit divizarea lui z' sa fie posibila prin metoda indirecta si sa se imprime o miscare suplimentara, in plus sau in minus, manivelei T, (fig.9.5), pentru a obtine divizarea pentru numarul z.
In acest caz turatia la manivela T, corespunzatoare numarului ales z' va fi:
![]()
Pentru cele doua situatii posibile, conform fig. 9.5, se poate scrie ecuatia:
![]()
Din aceasta ecuatie rezulta ca trebuie sa intervina si lira cu roti de schimb, il, amplasata intre capul divizor si axul de avans longitudinal al mesei masinii de frezat. Ca urmare, (fig. 9.4 si fig. 9.5), se obtine valoarea raportului de transmitere al lirei cu roti de schimb.
Raportul il al lirei cu roti de schimb poate fi format astfel:
![]()
unde: a, b, c, d reprezinta rotile de schimb ale lirei alese din sirul 25, 30, 35, 40, 45, 50, 55, 60, 70, 71, 80, 90, 100, 113 si 127. Cele patru roti din lira trebuie sa indeplineasca conditia angrenarii, anume:
a +b >c +25;
c +d > b + 25
Lucrarea se va efectua pe masina FU 32 sau una similara, utilizind capul divizor existent pe masina.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4942
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved