| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
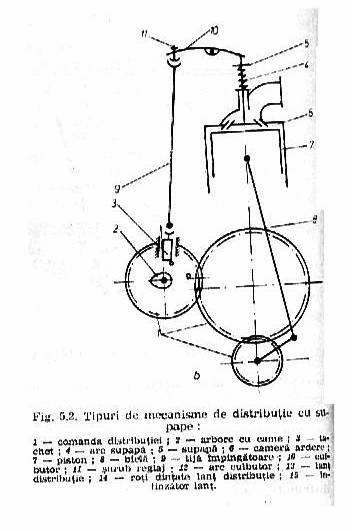
Mecanismului de distributie
Mecanismul de distributie este un ansamblu de piese care asigura umplerea cilindrilor, intr-o anumita ordine cu amestec carburant sau aer proaspat si evacuarea gazelor arse.
Dupa tipul motorului, distributia poate fi pentru motoare in patru si doi timpi. Motoarele in patru timpi utilizeaza mecanismul de distributie cu supape. Cele in doi timpi, in general, nu au supape, ci ferestre in cilindri, care sunt deschise si inchise prin deplasarea pistonului de o forma speciala (cu deflector)-este asa-zisa distributie prin lumini.
Unele motoare in doi timpi, in special cele cu aprindere prin compresie au numai supape de admisie sau numai de evacuare.
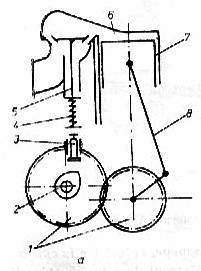
Dupa pozitia supapelor, motoarele in patru timpi pot avea mecanisme de distributie cu:
-supape laterale la care supapele sunt plasate in blocul motor;sistemul nu se mai foloseste avand multiple dezavantaje;
-supape in cap unde supapele sunt montate in chiulasa deasupra pistonului ;
-mixt(Rover), supapele fiind montate in bloc si in chiulasa.
Arborele cu came se monteaza in carter sau pe chiulasa.De aceea, distributia din acest punct de vedere este:
-cu arbore cu came in carter-cel mai raspandit(motoarele D 795-05,D 2156 HMN 8,ARO-240,DACIA etc.);
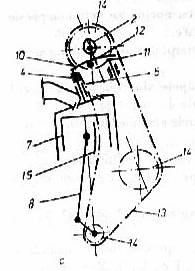
-cu arbore cu came montat pe chiulasa,supapele fiind comandate prin culbutori(Lada 1200, Lada 1500, Fiat 1600, Mercedes-Benz, etc.).La acest sistem, supapele sunt asezate inclinat, ceea ce micsoreaza uzura capetelor lor, iar la tipurile la care se folosesc culbutori cu role se micsoreaza mult uzura; arborele cu came este antrenat de arborele cotit printr-un lant dublu, cu intinzator ;
-cu arbore cu came pe chiulasa, ce comanda direct supapele(prin traversa sau langheta), sistem simplu dar care necesita o buna etansare a contactului supapa-ghid pentru a evita patrunderea uleiului in camera de ardere(deci consum marit, cocsare de segmenti, gomarea supapelor, sau ancrasarea bujiilor).
La PMI exista un moment in care supapele de admisie si evacuare sunt deschise, cu acelasi unghi, numit incrucisarea(suprapunerea) supapelor. Efectele acestui fenomen are urmari pozitive ca : imbunatatirea umplerii camerei de ardere, racirea zonelor calde, atenarea efectului detonatiilor, scaderea cnsumului de combustibil, cresterea puterii motorului.
Elementele componente ale mecanismului de distributie prin supape
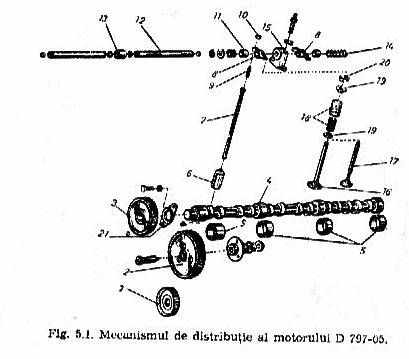
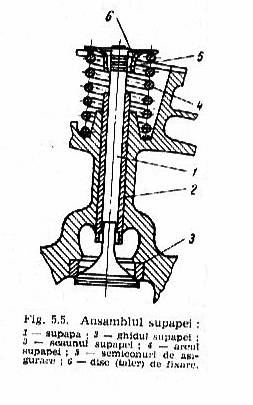
Mecanismul de distributie prin supape se compune din : comanda distributiei 1, 2, 3, arborele cu came 4, tachetul 6, tija impingatoare 7, culbutorul 8, supapele 16 si 17 (cu ghidurile lor) si arcurile supapelor 19.
Functionarea : Arborele cu came 4, antrenat de comanda distributiei 1, 2, 3, transmite miscarea supapei 16 pentru deschiderea ei prin intermediul tachetului 6, tijei impingatoare 7 si culbutorului 8. Dupa trecerea camei supapa se reaseaza pe scaunul ei datorita arcurilor 18. Astfel, miscarea de rotatie a arborelui cu came se transforma in miscare de translatie a supapei, periodic.
4.1 Arborele cu came
Asigura in timpul rotirii, prin forma si pozitia camelor, functionarea organelor de distributie la momentele oportune si pe durata necesara.
Este confectionat din oteluri aliate prin matritare(D 797-05, D 2156, HMN 8) sau prin turnare din fonta aliata(Dacia 1300, SR-211).
Arborele cu came este de forma cilindrica, prevazut cu fusuri de sprijin, came de admisie si evacuare, un pinion de antrenare a pompei de ulei si a ruptorului-distribuitor, un excentric de comanda a pompei de combustibil(MAS). Camele au un unghi de decalaj si un profil, conditionate de numarul cilindrilor, de ordinea de functionare a lor, de viteza de ridicare a supapelor si de tipul lor de deschidere fara socuri. Acestea imprima unghiurile de avans si intarziere a deschiderii supapelor in cadrul ciclului motor. Atat camele cat si fusurile sunt tratate termic, urmate de rectificare, pentru marirea duritatii. Camele sunt de obicei in numar de doua pentru fiecare cilindru(una pentru supapa de admisie si alta pentru evacuare).
Arborele cu came se monteaza in carter sau pe chiulasa, in lagarele de sprijin, sub forma unor bucse 5, din otel cu material de antifrictiune in interior. Numarul fusurilor(de obicei patru) si deci al lagarelor depinde de lungimea arborelui. Jocul axial este limitat prin flansa de fixare 21. La capatul anterior se asambleaza roata dintata de antrenare care primeste miscarea de la arborele cotit sau pinionul intermediar(D 797-05, D 2156, HMN).
4.2 Tachetii
Comanda deschiderea supapelor, datorita miscarilor axiale imprimata de profilul camelor de pe arborele cu came ;ei transmit miscarea prin intermediul tijelor impingatoare si culbutorilor(la distributia superioara).La motoarele cu arborele cu came pe chiulasa, acestia lipsesc, comanda supapelor fiind directa.
Ei au o forma cilindrica-uneori cu taler in partea inferioara(ARO), cu locas semisferic in partea superioara pentru sprijinirea tijei in impingatoare. Tachetii culiseaza in ghidurile lor din blocul motor,care pot fi alezate direct, sau amovibile(SR-211); au pozitie decalata axial fata de cama, pentru a le imprima in timpul functionarii si o miscare de rotatie, pe langa cea de translatie in vederea uzurii uniforme si deci prelungirii duratei lor de functionare. Unii au talerul semisferic in acelasi scop.
Tachetii se executa din otel sau fonta speciala(Dacia 1300) si se trateaza termic. Locasurile tachetilor sunt acoperite cu capace cu garnituri de etansare. Ghidurile 3, construite din fonta, sunt presate in canale practicate in blcul cu cilindri ; mentin tachetii in aceeasi pozitie pe timpul miscarii rectilinii-alternative.
4.3 Tijele impingatoare
Sunt intalnite numai la distributia cu supape in cap, au rolul de a transmite miscarea lineara de la tacheti la culbutori. Sunt sub forma unor tije pline, sau tubulare(D 797-05 si D 2156 HMN 8), care, in partea inferioara au un cap semisferic de sprijin pe tacheti, iar in partea superioara un cap sub forma de cupa, pentru contactul cu suruburile de reglaj ale culbutorilor. Ele sunt ghidate in locasurile din blocul motor si chiulasa. Limitele de deplasare laterala nu trebuie sa fie mai mari de 0,5mm.
4.4 Culbutorii
Prin miscarea lor oscilatorie comanda deschiderea supapelor. Sunt de forma speciala, cu rate inegale pentru a imprima deplasari mari supapelor, la curse mici ale tachetilor, deci uzuri si acceleratii reduse ale profilului camelor ; spre partea centrala au un alezaj prevazut cu bucsa pentru asamblare pe axul culbutorilor, distantati intre ei prin arcurile 14. Acestea poate fi singular(Dacia1300) sau din doua bucati 12, solidarizate printr-o bucsa 13(D 797-05).
Axul culbutorilor este tubular si se monteaza pe chiulasa prin intermediul suporturilor 15. Culbutorii sunt turnati sau matritati din otel carbon(D 797-05 si D 2156 HMN) sau din fonta(ARO, SR-211).
La capatul de contact cu tija impingatoare, au alezaj filetat, unde se gaseste surubul de reglaj, pentru jocul termic impus dintre culbutor si supapa. Ansamblul culbutorilor este acoperit cu capacul chiulasei, etansat pe chiulasa prin intermediul unei garnituri.
Culbutorii pentru motoarele cu arborele cu came pe chiulasa(Lada), au o constructie speciala, surubul de reglaj fiind montat in chiulasa.
Axa culbutorilor, cu suporturile si arcurile distantiere, are rolul de a asigura oscilatiile culbutorilor, ea avand totodata si rolul de rampa centrala de ungere pentru piesele in miscare aflate in chiulasa.
Suporturile, fabricate prin turnare din aliaj de aluminiu, sunt fixate la chilasa prin suruburi.La suportul nr. 3 sunt prevazute canale prin care uleiul din chiulasa trece spre axele culbutorilor. Prin centrul suporturilor trec axele culbutorilor.
4.5 Supapele
Au rol diferit ; dupa destinatia lor sunt : de admisie 16 pentru deschiderea si inchiderea orificiului de intrare a amestecului carburant sau aerului, si de evacuare 17 pentru expulzarea gazelor arse. Deschiderea lor are loc cand camele ataca tachetii si transmit miscarea prin celelalte organe componente, iar inchiderea lor se face datorita arcurilor supapelor.
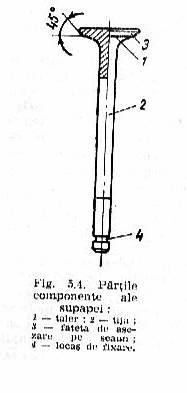
Partile componente ale supapei sunt : talerul 1, tija 2 cu raza de racordare intre ele, fateta 3 de asezare a talerului pe scaun(contrascaun) cu un unghi de 45 (mai rar 30 ) ; tija este prevazuta cu o degajare pentru piesele de fixare. Tija are rol de ghidare a supapei si culiseaza in ghidul supapei ; capul ei de contact cu culbutorul se trateaza termic pentru durificare.
Talerul supapei poate fi plat, concav(pentru supapele de admisie) sau convex (pentru supapele de evacuare) caruia i se aplica un strat de stelit pe contrascaun(stelitat) sau cu cavitate interioara pentru umplerea cu sodiu sau alte substante, care diminueaza supraincalzirea supapelor.
Prin contrascaunele lor, supapele etanseaza perfect orificiile de admisie si evacuare. Supapele se confectioneaza din otel aliat, cele de evacuare continand si siliciu in compozitie, pentru micsorarea dilatarii termice. De obicei, talerul supapelor de admisie are diametrul mai mare ca la cele de evacuare.
Ordinea de montare a supapelor in chiulasa, corespunzator cilindrilor, se face incepand de obicei cu supapa de evacuare pentru cilindrul unu, apoi grupate cate doua de acelasi fel(cate una pentru doi cilindri alaturati) alternand admisia cu evacuarea, iar ultima fiind tot de evacuare pentru cilindrul final. Exceptie, la motorul D 797-05, care incepe si sfarseste cu supapa de admisie.
4.6 Ghidurile supapelor
Permit culisarea tijelor supapelor in timpul deplasarii lor axiale. Sunt sub forma de bucse, din fonta, pentru inlocuire in caz de uzura. Jocul dintre tija supapei si ghid este de 0,05-0,01 mm pentru supapele de admisie si 0,008-0,012 mm pentru cele de evacuare.
4.7 Scaunele supapelor
Pot fi asezate si frezate direct in chiulasa, sau amovibile, din fonta sau otel refractar, presate in locasurile din chiulasa; sunt frezate la 45 grade si rodate cu supapele respective cu pasta pentru etansare; latimea lor,uneori stelitata este 1,2-1,6 mm.
4.8 Arcurile supapelor
Mentin supapele pe scaunul lor cand sunt inchise si un contact intre supape si came, prin intermediul celorlalte organe ale distributiei , in timpul deschiderii si inchiderii lor. Ele se confectioneaza din otel arc, de forma elicoidala ; la unele motoare(D 797-05 si D 2156 HMN 8) se monteaza doua arcuri concentrice la fiecare supapa, petru marirea sigurantei si reducerea dimensiunilor.
Arcul se monteaza prin mai multe procedee : cu disc de sprijin(taler) 19 si semibucse conice 20 din otel(D 797-05 si D 2156 HMN 8, Dacia 1300) ; cu disc de sprijin si pana introdusa in orificiul din capatul supapei ; cu disc sectionat, care se sprijina pe capatul tijei supapei.
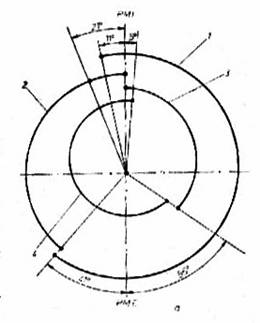
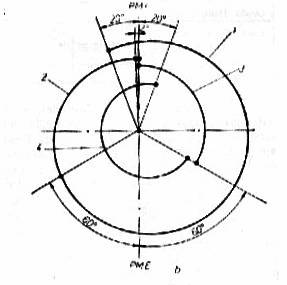
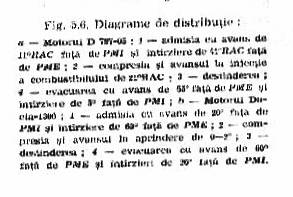
4.9 Diagrama distributiei
Reprezinta grafic momentele inceperii deschiderii si sfirsitul inchiderii supapelor exprimate in grade de rotatie ale arborelui cotit (RAC) - deci fazele distributiei.
Se observa din cele doua diagrame prezentate, unghiurile diferite de avans la deschiderea supapelor si de intirziere la inchiderea lor, pentru umplerea mai buna a cilindrilor cu amestec carburant sau aer si o evacuare a gazelor arse cit mai completa. O anumita perioada de timp, in PMI, se observa ca ambele supape sunt deschise, fenomen denumit suprapunerea (incrucisarea) supapelor, care nu inrautateste functionarea motorului, pentru ca inertia mare a fluxului de amestec carburant sau aer proaspat si a fluxului de gaze arse impiedica amestecarea lor.
4.10 Cresterea fiabilitatii mecanismului de distributie
Autoturismul LANCIA K - lansat pe piata in 1994 poate fi echipat cu 5 motoare diferite, realizate fiecare in mai multe variante constructive:
-cu 4 cilindri in linie ;
-cu 5 cilindri in linie ;
-cu 6 cilindri in V.
In cazul motoarelor cu 5 cilindri se pot intalni :
-m.a.s. cu 4 supape pe cilindru;
-m.a.c. cu 2 supape pe cilindru.
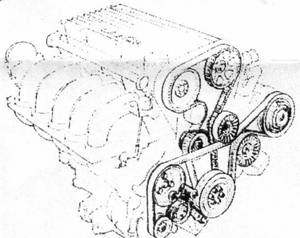
Mecanismul de distributie cu 4 supape pe cilindru utilizeaza 2 supape de admisie si 2 supape de evacuare pentru fiecare cilindru, comandate de doua axuri cu came, amplasate in capul chiulasei, prin intermediul unor tacheti hidraulici. Cele doua axuri sunt antrenate prin curea dintata, odata cu pompa de apa. Toate celelalte elemente auxiliare sunt antrenate prin cureaua lata, cu profil in V-multiplu, cu flexibilitate foarte mare, intinsa automat cu un intinzator, care ii asigura o functionare
optima, fara intretinere (prezentate in figura de mai jos).
Sistemul de distributie utilizeaza si un dispozitiv pentru modificarea fazelor distributiei. El actioneaza electrohidraulic asupra axului cu came, care antreneaza supapele de admisie si modifica avansul actionarii lor.
Variatorul este comandat de centrala electronica a automobilului (prezentat in figura de mai jos).
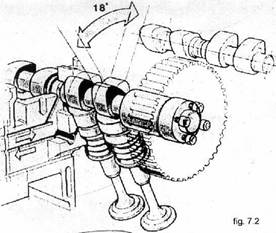
Prin utilizarea acestui variator se obtine o variatie de maxim 18 a avansului axului cu came fata de arborele cotit si se realizeaza un spor de putere de 4 CP la o turatie de (2500------4500) rot/min.
In acelasi timp cuplul motor este mai ridicat pe un domeniu mai larg de turatii, in special in zona turatiilor mici.Motorul are o functionare mai regulata la ralanti, iar poluarea este mai scazuta.
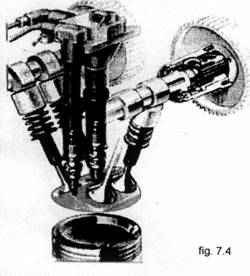
Axurile cu came sunt antrenate printr-o curea dintata de arborele cotit. Ca particularitate constructiva - prezenta unui sistem pentru modificarea fazelor distributiei, in cazul supapelor de evacuare.
Dispozitivul este amplasat in capul axului cu came care comanda supapele de admisie, intre ax si roata dintata de antrenare a distributiei.
Dispozitivul este antrenat electrohidraulic si este comandat de centrala electronica a automobilului. El poate realiza o variatie maxima de 25 R.A.C. a fazelor distributiei.
Supapele sunt amplasate in V (la 47 ) si se deschid intr-o camera de ardere emisferica, prifilata si de scobitura din capul fiecarui piston.
Actionarea variatorului este conceputa astfel incat sa ofere un cuplu de motor mai mare la regimul de turatie scazuta, sa mareasca regularitatea in functionare si sa micsoreze emisiile poluante.
Comanda mecanismului de distributie prin supape
Prin comanda distributiei se transmite miscarea de la arborele cotit la arborele cu came ; aceasta poate fi cu : roti dintate, cu lant, cu curea dintata.
5.1 Comanda cu roti dintate
Este formata din doua roti dintate : pinionul conducator pe arborele cotit 1 si roata dintata de pe arborele cu came 2, care are un numar dublu de dinti la motoarele in 4 timpi, pentru realizarea raportului de transmisie 1:2 (deci contact direct intre pinionul conducator si cel condus(Aro-240, SR-211)). Unele motoare mai au un pinion intermediar 3, pentru reducerea dimensiunilor.
Pentru micsorarea zgomotului, dantura este inclinata, roata condusa putand fi si din textolit. La motoarele Diesel (D 797-05 si D 2156 HMN 8), roata dintata intermediara 3 antreneaza , pe langa roata arborelui cu came 2 si pe cea a pompei de injectie 4. Pe rotile dintate sunt imprimate repere, care trebuie sa coincida pentru asigurarea efectuarii fazelor de distributie la momentul potrivit.
5.2 Comanda cu lant
Este formata din
doua roti dintate de lant, miscarea de la arborele cotit la arborele cu came
transmitandu-se printr-un lant cu role, care poate fi dublu sau triplu pentru
micsorarea uzurii(Dacia 1300, Lada 1200 si Lada 1500). Aceasta reduce mult
zgomotul si uzura. La motoarele cu arborele cu came pe chiulasa (Lada 1200 si
1500), este mai lung si ghidat de o roata dintata intinzatoare. Unele constructii pot avea intinzator
mecanic (Lada) sau mecanohidraulic (
5.3 Comanda cu curea dintata
Este, in locul lantului, folosita la Fiat 125 este mai simpla, silentioasa, nu necesita carter etans, amortizeaza vibratiile torsionale ale arborelui cu came.

Intretinerea mecanismului de distributie prin supape
Operatiile principale de intretinere sunt : verificarea vizuala a etanseitatii capacului distributiei cu blocul motor, a starii arcurilor si pozitia culbutorilor, asigurarea supapelor, etanseitatii capacului de chiulasa, reglarea jocului termic dintre culbutor si supapa, iar la nevoie, si verificarea punerii la punct a distributiei. Ultimele doua operatii necesita o atentie deosebita. Reglarea jocului termic dintre culbutori si supape se face la rece sau la cald pentru a permite dilatarea libera a supapei si a evita ramanerea ei deschisa cand motorul este cald. Jocul se mareste in timpul exploatarii , provocand zgomote anormale, reduce timpul si cursa deschiderii supapelor, inrautatind umplerea cilindrilor cu amestec carburant sau aer si evacuarea gazelor arse. Acest joc se regleaza periodic, dupa tipul motorului si indicatiile fabricii constructoare, la valorile din tabelul de mai jos. La motoarele cu supape laterale, jocul se regleaza intre tachet si supapa iar la cele cu supape in cap, intre culbutori si supape, astfel :
-se scoate capacul chiulasei , se roteste arborele cotit(cu manivela sau prin antrenare cu un levier de volant sau chiar prin cureaua ventilatorului), pana ce pistonul cilindrului 1 este adus la PMI, la sfarsitul compresiei(ambele supape sunt inchise) ; aceasta se observa si prin coincidenta marcajelor de pe roata de curea a arborelui cotit, cu cel de pe capacul distributiei sau de pe volant si carterul ambreiajului, sau blocul motor ;
-se slabeste apoi piulita de blocare a surubului de reglaj de la culbutori si in timp ce aceasta se mentine fixa cu cheia, se procedeaza la reglarea surubului cu surubelnita(cheie speciala la Dacia 1300) ; se controleaza jocul cu un calibru de interstitii corespunzator dimensional, care va trebui sa alunece cu frecare intre capatul culbutorului si cel al supapei, dupa care se fixeaza pozitia surubului, cu piulita. Aceleasi operatii se executa la toate supapele care nu sunt atacate de culbutori(pistoanele la PMI) si la alti cilindri. Se roteste apoi arborele cotit cu 180 si se repeta procedeele de mai sus pana se regleaza toate supapele, dupa care se face o verificare. Reglarea supapelor se poate face si in ordinea de functionare a motorului.
Punerea la punct a distributiei se face de constructorul motorului pentru totdeauna, marcandu-se pinioanele cu semne, astfel incat la reparare sa se respecte reglajele. Aceasta consta in pozitionarea arborelui cu came fata de arborele cotit si reglarea jocului dintre culbutori si supape, sau dintre tacheti si supape (la distributia laterala).
Punerea la punct se executa astfel :
se demonteaza una din rotile de la angrenajul distributiei sau lantul de distributie ;
se verifica strangerea chiulasei si suporturile culbutorilor ;
se regleaza jocul dintre supape si culbutori la valoarea indicata ;
se aduce pistonul cilindrului 1 in pozitia in care supapa de admisie va fi la inceputul deschiderii, prin rotirea arborelui cotit si a arborelui cu came ; acest moment se determina cu ajutorul unui ceas comparator montat pe chiulasa, palpatorul fiind in contact cu supapa ;
se imobilizeaza arborele cu came in aceasta pozitie, apoi se cupleaza pinionul de distributie sau lantul, astfel incat reperele de pe ele sa corespunda pozitiei indicate(cel de pe arborele cotit cu cel de pe arborele cu came, sau cel intermediar si restul rotilor dintate de la angrenajul distributiei) ;
se regleaza din nou jocul supapelor.
Daca rotile dintate nu mai au repere, punerea la punct se poate face montand pe volant un disc gradat la 360 grade si prin antrenarea arborelui cotit si arborelui cu came, se aduce pistonul de la cilindrul 1 in pozitia in care supapa de admisie va fi la inceput de deschidere. Se face verificarea unghiurilor de deschidere si inchidere a supapelor si la ceilalti cilindri, corespunzator diagramei de distributie, dupa care se monteaza angrenajul distributiei.
Defecte care apar in exploatare.
Cele mai frecvente defectiuni care pot provoca zgomote anormale, functionarea neregulata a motorului, pornirea greoaie sau chiar oprirea lui sunt: zgomote la comanda distributiei, batai ale culbutorilor sau tachetilor, functionarea neregulata cu zgomot datorita uzurii scamelor de la arborele cu came, functionarea neregulata cu rateuri in carburetor sau colectorul de evacuare, gruparea sau blocarea supapei, arderea sau deformarea talerului supapei, ruperea supapei, deformarea sau ruperea arcului supapei.
Zgomotele la comanda distributiei sunt datorate uzurii danturii rotilor dintate sau a lantului de distributie. Depistarea se face cu ajutorul stetoscopului (dispozitiv auditiv) in zona anterioara a motorului.
Pinioanele uzate se inlocuiesc, iar in cazul cand au dinti rupti(rata din textolit de pe arborele cu came) se inlocuieste intreg angrenajul distributiei; la inlocuirea numai a pinionului defect, zgomotul se mentine.
Uzura lantului de distributie duce la alungirea lui si poate sari peste unul sau doi dinti de pe pinioane(deci modifica fazele de distributie, provocand mersul neregulat al motorului, sau poate sari de pe rotile dintate si motorul se opreste).Remedierea consta in inlocuirea lantului si pinioanelor distributiei.
Bataile culbutorilor sau tachetilor au o intensitate redusa, ritmica, dar de frecventa inalta(ascutita) si sunt provocate de jocurile termice prea mari ; motorul functioneaza neregulat, cand jocurile sunt reglate inegal, sau la uzarea suprafetelor frontale ale culbutorilor sau supapelor. Depistarea se face cu stetoscopul in partea superioara a motorului sau prin simpla ascultare cu urechea.
Remedierea consta in reglarea jocului dintre culbutori si supape. Cand sunt uzuri ale unora dintre suprafetele din contact acestea se rectifica cu piatra abraziva, mentinand profilul initial (mai ales la capul culbutorului).
Tachetii uzati si alezajele lor marite, provoaca jocuri anormale si deci, batai. Cauzele pot fi : ungere necorespunzatoare, imobilizarea tachetilor care nu se mai rotesc. Depistarea zgomotelor se face in zona de mijloc a motorului prin ascultare cu stetoscopul.
Se remediaza prin inlocuirea tachetilor defecti, alezandu-se locasurile (eventual busindu-le) iar cele amovibile se inlocuiesc.
Functionarea neregulata, uneori cu zgomot a motorului este indeosebi urmarea uzurii inegale a camelor de la arborele cu came. Chiar daca reglajele sunt corecte, motorul functioneaza neregulat datorita uzurii camelor. Acestea pot fi controlate numai prin demontarea culbutorilor si asezarea unui ceas comparator cu palpatorul pe fiecare tija impingatoare, masurand cursa la fiecare in parte in timp ce se roteste arborele cotit cu manivela. Cand diferentele dintre citirele maxime ce corespund varfurilor camelor de acelasi fel(admisie sau evacuare) sunt mai mari de 0,8 - 1 mm, uzura lor este accentuata si se impune inlocuirea arborelui cu came.
Functionarea neregulata cu rateuri in carburetor sau colectorul de evacuare are loc cand jocul termic dintre supape a fost reglat la o valoare prea mica, supapele nu se inchid si apar scapari de gaze si flacari cu rateuri in carburator(pentru supapele de admisie) sau la esapament (pentru cele de evacuare).Ca urmare, talerele supapelor se ard iar scaunele de supapa se pot fisura. Cand la ralanti motorul functioneaza neregulat, supapele nu etanseaza, chiar daca jocul termic a fost corect reglat.
Remedierea consta in primul caz, in reglarea jocului dintre culbutori si supape, corect, iar daca urmarile sunt mai grave(supapele arse sau scaunele fisurate) se inlocuiesc, rodandu-le pentru etansare(inchidere perfecta).
Daca neetansarea supapelor este cauza functionarii neregulate a motorului, atunci se demoteaza ansamblul chiulasei si se face rodarea lor cu pasta, pana se reface etanseitatea.
Griparea sau blocarea supapei provoaca functionarea neregulata a motorului si chiar oprirea lui la turatii reduse, scaderea puterii, rateuri in colectorul de admisie sau evacuare(dupa felul supapei gripate).Depistarea anomaliei se face prin demontarea bujiilor sau injectoarelor (MAC) si se roteste arborele cotit cu demarorul ; dupa suieratul ce se aude in colectorul de admisie sau evacuare se determina felul supapei blocate. Defectiunea poate fi determinata si cu ajutorul compresometrului sau a semnalizatorului acustic.
Cauzele griparii sunt :jocul prea mic dintre supapa si ghidul ei, sau a jocului termic necorespunzator, depuneri de calamina pe tija supapei si pe ghidaj(ca urmare a uleiului necorespunzator, sau pierderilor de compresiei).
Remedierea consta in refacerea jocurilor normale la supapele defecte, pe parcursul drumului sau in atelier.
Arderea sau deformarea talerului supapei este cauzata de jocul termic prea mic al supapei,jocului prea mare in ghidul ei, ceea ce face ca suprapunerea pe scaun sa nu mai fie corespunzatoare si talerul supapei sa se deformeze si chiar sa se arda. Remedierea consta in refacerea jocurilor normale, iar ghidurile supapelor uzate se inlocuiesc.
Ruperea supapei Este un defect deosebit de grav pentru ca poate produce avarii prin spargerea chiulasei, cilindrului, blocului motor si chiar incovoierea bielei si arborelui cotit. Este o defectiune mai rar intalnita si poate fi provocata de arderea supapei, cand motorul functioneaza pe timp indelungat cu jocul termic prea mic, sau oboselii materialului, coroziunii sau prelucrarii.
Remedierea se face inca din faza cand se impune verificarea si reglarea jocului termic, care, daca n-a fost refacut la timp, se poate arde supapa.
Defectiunea se depisteaza prin zgomote si rateuri puternice si se executa in atelier. Daca s-a ajuns la ruperea ei, moptorul trebuie oprit imediat pentru ca poate provoca avarii si atunci remedierea devine laborioasa si costisitoare.
Deformarea sau ruperea arcului supapei este provocata in general din cauza materialului sau tratamentului termic necorespunzator, dar si datorita functionarii prea indelungate, ceea ce-i micsoreaza elasticitatea, iar motorul manifesta intreruperi ; arcul se mai poate rupe si din cauza lovirii la montaj sau a coroziunii. Ruperea arcului poate duce la caderea supapei in cilindru si spargerea pistonului de aceea motorul trebuie oprit imediat pentru a nu se produce avarii mai grave.
Remedierea defectiunii se face prin introducerea unei saibe intre cele doua bucati de arc rupt. Apoi se inlocuieste arcul in atelier fara demontarea chiulasei, mentinand supapa pe locas cu dispozitivul special cu cioc, introdus in locul bujiei.
Cand supapa arte doua arcuri(D 797-05, D 21576-HMN 8), chiar daca se rupe unul dintre ele, ramane celalalt sa mentina supapa, dar se impune, inlocuirea ulterioara a celui defect.
Repararea mecanismului de distributie.
Uzurile cele mai frecvente ale componentelor mecanismului de distributie si tehnologia de reparare se dau in continuare.
Comanda distributiei nu se face in mod corespunzator datorita :
-uzurii rotilor dintate, la care grosimea dintilor scade sub 1/3 din cea initiala, impune inlocuirea lor ;
-lantul de distributie, care are joc in role de peste 0,5 mm, se inlocuieste.
Arborele cu came are are urmatoarele defecte:
-incovoierea arborelui cu came 1, se verifica cu ceasul comparator, in partea centrala; daca depaseste 0,02 mm se indreapta cu o presa hidraulica;
-uzura fusurilor de reazem 2, se reconditioneaza prin rectificare la cote de reparatie;
-uzura camelor 3, datorita frecarii cu tachetii, se remediaza prin rectificarea camelor pe masina speciala de copiat, la cota de reparatie ; cand depaseste limita, se inlocuieste arborele cu came. Masurarea se poate face prin verificarea cursei de ridicare a camei rezultate din diferenta dintre inaltimea a si diametrul partii cilindrice b ;
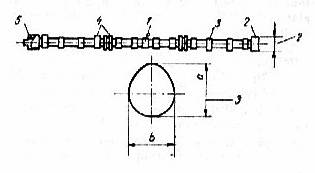
1-incovoierea arborelui cu came ;
2-uzuri ale fusurilor de reazem;
3-uzura camelor ;
4-ciupituri si exfolieri ale camelor si fusurilor ;
5-uzura sau deteriorarea orificiilor filetate pentru fixarea pinionului de distributie.
-ciupituri si exfolieri ale camelor si fusurilor 4, se indeparteaza cu piatra abraziva sau pe masini de rectificat ; daca depasesc adancimea de 1mm, se rebuteaza arborele ;
-uzura sau deteriorarea orificiilor filetate de fixare a pinionului de distributie se reface prin alezare si refiletare la cota majorata ;
-uzura canalului de pana pentru roata dintata de distributie, se constata cu un sablon si se reconditioneaza prin marirea latimii canalului, montand o pana majorata sau se executa un alt canal decalat cu 90
Tachetii prezinta : uzuri, porozitati sau rizuri pe tije si taler ; se indeparteaza prin rectificare la diametrul prescris folosind piatra abraziva adecvata. Ghidurile tachetilor se reconditioneaza sa corespunda jocului prescris.
Tijele impingatoare : incovoierea tijelor se remediaza prin indreptare ; uzura locasurilor sferice de contact cu tachetii sau cu suruburile de reglaj ale culbutorilor, se reface prin rectificare, dupa sablon.
Culbutorii prezinta : uzura capului de comanda a tijei supapei, se reface cu piatra abraziva dupa sablon respectandu-se raza si unghiul prescris ; uzura bucsei de asamblare pe ax, impune inlocuirea ei ; uzura filetului pentru surubul de reglaj, se remediaza prin refiletare la cota majorata, folosindu-se surub corespundator.
Supapele se curata de calamina, apoi se controleaza starea tijelor si talerelor ; pot prezenta rizuri, coroziuni, arsuri,fisuri, uzuri ; bataia radiala a talerului fata de tija si rectiliniaritatii tijei, se face cu ajutorul unui dispozitiv prevazut cu doua ceasuri comparatoare.
Defectele posibile ale supapei sunt :
-uzura tijei, se inlatura prin rectificare la treapta I de reparatie ; daca depaseste limita admisa se rectifica cu 0,05 mm, se cromeaza si se rectifica la treapta a II-a de reparatie ; jocul intre tija si ghidul supapei este 0,03-0,08 mm ;
-uzura capului tijei, se reconditioneaza prin rectificare pana la disparitia urmelor de deteriorare ;
-uzura contrascaunului de la talerul supapei se remediaza prin rectificare la
5 minute cu ajutorul masinii de rectificat supape, astfel incat grosimea partii cilindrice a talerului sa ramana de minimum 2 mm. Dupa rectificare se face rodarea fiecarei supape pe scaunul ei cu pasta si incercarea etanseitatii.
Arcurile de supapa se pot deforma, astfel incat elasticitatea lor sa nu mai corespunda. Se verifica cu un dispozitiv special lungimea arcurilor in stare libera si comprimata la sarcini bine determinate ; daca nu corespund se inlocuiesc.
Ghidurile de supapa pot prezenta uzuri ale alezajului lor. Acestea se rectifica la cota de reparatie si se asambleaza prin imperechere cu supapele a caror tije se incadreaza in jocurile prescrise.
Se rebuteaza toate organele mecanismului de distributie care prezinta fisuri, crapaturi, sufluri, rizuri pronuntate inclusiv arsuri ale talerelor supapelor sau arcuri rupte.
Masurile de protectie a muncii recomanda ca nici un reglaj sau verificare sa nu se execute in timpul functionarii subansamblurilor sau agregatelor.
Cap. IX. ANALIZA FUNCTIONALA A SUPAPEI
Supapa este alcatuita din doua parti:
1) talerul supapei, care obtureaza orificiul din chiulasa;
2) tija supapei care primeste miscarea, serveste pentru ghidare si evacueaza o parte din caldura primita de taler. O supapa in stare montata se arata in figura 1.1. Talerul 7 se reazema cu fata conica in locasul 2 (sediul sau scaunul supapei) practicat in chiulasa sau bloc-carter; tija 3 se deplaseaza in bucsa de ghidare 4; arcurile 5 se reazema cu un capat pe discul inferior 6 iar cu celalalt pe talerul 7 care se fixeaza cu bucsa conica 8.
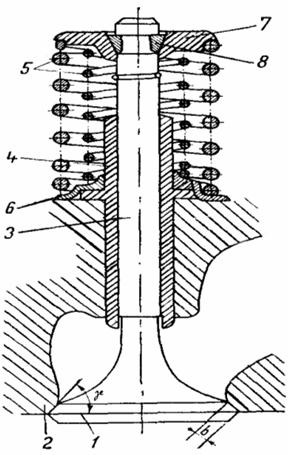
Fig 1.1 Supapa montata
Cap. X. INTOCMIREA ITINERARULUI TEHNOLOGIC
DE FABRICATIE
10.1. Conditii tehnice, materiale, semifabricate.
10.1.1. Conditii tehnice
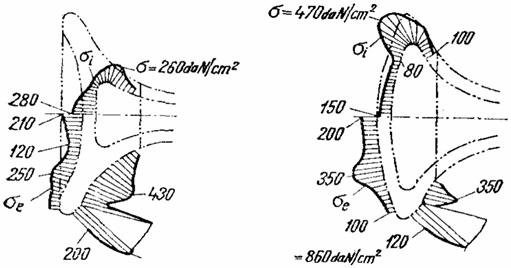
Pentru a mari eficienta etansarii supapa se deschide in interiorul cilindrului astfel incit sa fie aplicata pe suprafata de reazem de forta de presiune a gazelor. Suprafata de reazem este conica, deoarece se obtine un efect de autocentrare si o presiune sporita pe sediu, cind lungimea b a fetei conice se micsoreaza; b scade cu y la aceeasi grosime a talerului. Reducerea lui b micsoreaza suprafata de contact dintre taler si sediu, ceea ce impiedica evacuarea de caldura si sporeste temperatura de regim a supapei. Talerul supapei este solicitat de forta de presiune a gazelor si tensiunea arcului, care produc eforturi unitare ridicate in fibra exterioara si in fibra interioara acestea fiind distribuite neuniform (figura 2.1 a,b).
a) b)
Fig. 2.1. Distributia etorturilor unitare si a temperaturii in talerul de supapa lalea (a) si bombat (b).
O solicitare mecanica suplimentara, solicitare dinamica, de soc, produsa de forta arcului si de forta de inertie apare la asezarea supapei pe sediu (soc pe fata conica) sau la actionarea ei (soc pe capatul tijei). Ca urmare, suprafetele de reazem si de actionare pretind o duritate superficiala sporita.
Deformatia supapei perturba contactul perfect pe sediu, ceea ce com-promite etansarea, de aceea trebuie sa posede nu numai rezistenta mecanica inalta ci si rigiditate superioara.
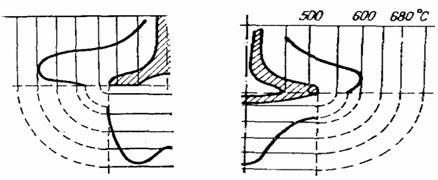
In timpul functionarii, supapa, mai ales cea de evacuare, se incalzeste puternic. Distributia de temperatura (masuratori cu termocuple) este neuniforma pe talerul supapei si depinde de felul supapei (admisie sau evacuare), de forma si modul de racire a supapei (figura 2.2).
a) b)
Fig.2.2. Distributia temperaturii: a) taler lalea; b) taler bombat.
Temperatura maxima a supapei de evacuare, udata de gazele fierbinti ajunge la 750800C, iar a supapei de admisie la 300400C si variaza cu regimul de functionare (sarcina, turatie), cu tipul motorului (MAS, MAC), cu procedeul de racire (lichid, aer) (fig. 2.3).
a) 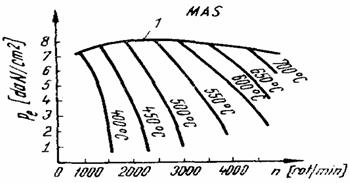
b) 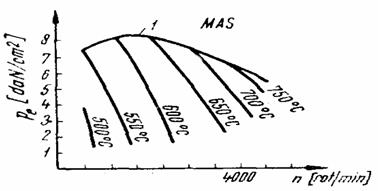
c) 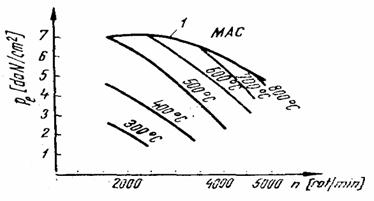
Fig 2.3. Temperatura supapei de evacuare: a) MAS racita cu lichid;
b) MAS racita cu aer; c) MAC
Temperatura ridicata a supapei de evacuare reduce rezistenta mecanica si duritatea materialului, sporeste dilatarea talerului. Cimpul de temperatura produce deformarea talerului. Se compromite astfel contactul perfect pe sediu si se intensifica uzarea coroziva a supapei. La cresterea temperaturii supapei de evacuare cu numai 20, de la 730 la 750C, pierderea de masa din cauza uzarii corozive se dubleaza, iar la cresterea cu inca 10 devine de patru ori mai mare. Fluxul de caldura primit de talerul supapei se evacueaza prin fata conica a talerului si prin tija supapei (figura 2.4. a).
In figura 2.4. b sunt prezentate temperaturile in anumite zone ale unor tipuri constructive de supape.
Fig 2.4. a) evacuarea fluxului de caldura; b) repartizarea temperaturii.
10.1.2. Constructia supapei
Dupa forma talerului, supapele sint de trei feluri: cu taler plat, cu taler sferic, cu taler in forma de lalea; (fig. 2.5):
Fig 2.5 Constructia supapei: a) cu taler plat; b) cu taler sferic;
c) cu taler in forma de lalea.
Supapa cu taler plat are o mare raspindire deoarece se prelucreaza usor, iar rigiditatea este satisfacatoare. Supapa cu taler sferic se utilizeaza indeosebi ca supapa de evacuare deoarece are o rigiditate sporita. Supapa cu taler in forma de lalea se utilizeaza ca supapa de admisie, deoarece permite o racordare mai larga cu tija odata cu reducerea masei ceea ce asigura forma aerodinamica, masa mica si rigiditate mare. Ea are o suprafata sporita de contact cu gazele fierbinti si evacueaza greu fluxul termic, nefiind potrivita ca supapa de evacuare. Supapa de admisie a motorului SR-211 are talerul in forma de lalea, cea de evacuare are talerul plat. Evacuarea de caldura de la talerul supapei la bucsa de ghidare se imbunatateste printr-o racordare larga a tijei, ceea ce mareste insa masa supapei. Temperatura supapei de evacuare se micsoreaza prin racire artificiala. In acest scop supapa se confectioneaza sub forma tubulara (supapa de evacuare a motorului SR-211), iar 40 60% din volumul cavitatii interioare se umple cu substante cu punct de topire coborit (sodiu metalic, azotat de sodiu sau potasiu). In functionare substanta se topeste, se agita energic prin miscarea alternativa a supapei si usureaza trecerea de caldura de la taler la tija si la bucsa de ghidare. Se obtine o reducere a temperaturii cu 100 150C. Descarcarea termica a supapei se obtine prin utilizarea a doua supape de evacuare.
Pentru a obtine un contact bun intre fata conica si sediu se prevede o diferenta de 30' 1 intre unghiurile de inclinare ale celor doua fete (de exemplu 45 cu 44 sau 29 cu 30).
10.1.3. Materiale pentru supape
Talerul supapei de evacuare pretinde un material cu rezistenta mecanica si duritate sporita la temperaturi inalte, rezistenta superioara la actiunea oxidanta a gazelor, conductibilitate termica ridicata. Tija supapei pretinde calitati bune de alunecare.
10.2. Tehnologia de prelucrare mecanica. Aspecte particulare si
etapele principale ale procesului tehnologic
Forma constructiva, precum si caracterul productiei de serie sau in masa, face posibila automatizarea procesului de prelucrare mecanica. Tehnologiile moderne prevad obtinerea unor semifabricate foarte precise, cu adaosuri mici, astfel ca uzinarea sa se poata face numai prin rectificare.
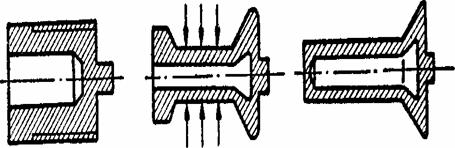
Fig. 2.6. Obtinerea semifabricatelor pentru supape:
a) supapa plina; b) supapa tubulara.
Conditia principala ce trebuie indeplinita la prelucrarea supapei este realizarea unei concentricitati cit mai perfecte a conului de asezare al capului supapei cu portiunea de ghidare a tijei. In cazul general supapele se prelucreaza prin strunjire si rectificare. Cind se obtin semifabricate precise, prelucrarea supapelor se face numai prin rectificare. Etapele principale de prelucrare mecanica depind de procesul tehnologic adoptat.
In cazul prelucrarii prin strunjire si rectificare se executa urmatoarele grupe de operatii: operatii de profilare a supapei; tratament termic; operatii de finisare; operatii de control. Profilarea supapei se executa prin strunjire, cu cutite a caror geometrie asigura forma canalelor pentru sigurante, precum si a portiunii de racordare dintre capul supapei si tija. Dupa obtinerea profilului supapei in stare semifinita se aplica tratamentul termic de durificare a suprafetei capului tijei prin curenti de inductie. Operatiile de finisare se executa prin rectificare.
Unele procese tehnologice, cuprind si operatia de roluire a tijei in vederea obtinerii unei suprafete de inalta calitate.
Cind supapele sint prevazute cu acoperiri din materiale dure pe capul tijei si pe suprafata conica, in procesul tehnologic sunt cuprinse si operatiile de aplicare a acestor materiale.
10.3. Succesiunea principalelor operatii de prelucrare a supapelor pe linie tehnologica automata
Caracterul de masa a productiei supapelor, precum si geometria lor, permit automatizarea procesului tehnologic de fabricatie. In figura 2.7 si tabelul 1 se arata organizarea fluxului tehnologic pentru prelucrarea automata a supapelor motorului automobilului "Moskvici 412' cu o productivitate de 2,8 milioane bucati anual. Pe aceasta instalatie exista posibilitatea prelucrarii supapelor cu diametrul talerului supapei de 22,560 mm, diametrul tijei 515 mm, lungimea supapei 92200 mm si unghiul fatetei de 90 120.
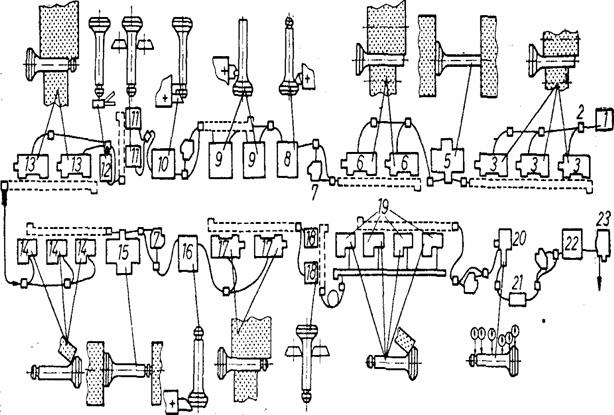
Fig. 2.7. Schema unei linii automate pentru prelucrarea supapelor
Succesiunea operatiilor de prelucrare a supapei pe linie automata
Tabelul 1
|
Nr. op. |
Denumirea operatiei |
Masina-unealta |
|
1 |
Depozitare pentru orientare |
Buncar |
|
Transportul pieselor |
Transportor |
|
|
Rectificarea de degrosare a tijei |
Masina automata de rectiticat |
|
|
Control automat | ||
|
Rectificarea de degrosare a capetelor |
Masina bilaterala automata de rectificat |
|
|
Rectificarea de semifinisare a tijei |
Masina automata de rectificat fara centre |
|
|
Depozitare |
Buncar |
|
|
Strunjirea fatetei |
Strung automat |
|
|
Strunjirea zonei de racordare |
Strung automat |
|
|
Profilarea capatului tijei |
Strung automat |
|
|
Roluirea tijei |
Masina de roluit |
|
|
Calirea capatului tijei |
Instalatie pentru calire prin curenti |
|
|
de inductie |
||
|
Rectificarea tijei |
Masina de rectificat fara centre |
|
|
Rectificarea de degrosare a fatetei |
Masina de rectificat |
|
|
Rectiticarea de finisare a capetelor supapei |
Masina bilaterala automata de rectificat |
|
|
Strunjirea de finisare a capului supapei |
Strung automat |
|
|
Rectificarea de finisare a tijei |
Masina de rectificat fara centre |
|
|
Roluirea tijei |
Masina de roluit |
|
|
Rectificarea fatetei |
Masina automata de rectificat |
|
|
Controlul automat al principalelor | ||
|
dimensiuni | ||
|
Control vizual | ||
|
Protectie anticoroziva | ||
|
Ambalare |
10.4. Prelucrarea supapei numai prin rectificare
Fata de metoda prezentata anterior apar deosebiri in ceea ce priveste degrosarea profilului supapei. Deoarece semifabricatul este foarte precis numarul de operatii este mult mai mic ceea ce constituie principalul avantaj al acestei tehnologii. Operatiile de prelucrare se executa pe masini de reclificat plan, masini de rectificat fara centre sau masini speciale. Orientativ succesiunea principalelor operatii pentru prelucrarea supapei numai prin rectificare este exemplificata in tabelul 2.
Exemplu de proces tehnologic pentru prelucrarea supapei numai prin rectificare
Tabelul 2
|
Nr. op. |
Denumirca operatiei |
Masina-unealta |
|
Retezare |
Masina de retezat |
|
|
Rectiticarea suprafeiei frontale a tijei |
Masina de rectificut plan |
|
|
supapei | ||
|
Rectificarea de degrosare 1 a tijei supapei |
Masina de rectificat fara centre |
|
|
Rectificarea supratetei frontale a capuiui |
Masina de rectificat |
|
|
supapei | ||
|
Rectificarea suprafetei cilindrice a capului |
Masina de rectificat exterior |
|
|
supapei |
automata |
|
|
Rectificarea canalelor pentru sigurante |
Masina de rectificat speciala |
|
|
Calire prin curenti de inductie si revenire |
Instalatia pentru tratament termic |
|
|
Rectificarea de degrosare 2 a tijei supapei |
Masina de rectificat fara centre |
|
|
Rectificarea de semifinisare a tijei supapei |
Masina de rectificat fara centre |
|
|
Rectificarea de finisare a suprafetei |
Masina de rectificat plan |
|
|
frontale a tijei | ||
|
Rectificarea suprafetei conice |
Masina speciala de rectificat conic |
|
|
Rectificarea de finisare a tijei supapei |
Masina de rectificat fara centre |
|
|
Spalare |
Instalatie de spalat |
|
|
Control final |
Aparatura de control |
|
|
Conservare - ambalare |
Instalatie de spalat si conservat |
Cap. XI. INTOCMIREA ITINERARIULUI TEHNOLOGIC
|
Nr Crt |
OPERATIE |
FAZA |
MASINA UNEALTA |
SCULE DISPOZITIVE VERIFICATOARE |
|
Debitare |
Strunjire frontala |
SN 320 | ||
|
Matritare |
Matrita | |||
|
Strunjirea capului tijei |
- Strunjirea frontala - Strunjirea cilindrica exterioara - Strunjire fateta - CTC |
STRUNG SN320 |
- Cutit frontal - Cutit frontal - Cutit frontal - Subler |
|
|
Strunjire tija |
- Centruire - Strunjire exterioara - Strunjire de degajare - Preretezare - Retezare - CTC |
STRUNG SN 320 |
- Burghiere centruire - Cutit lateral - Cutit pentru canelat |
|
|
Tratament tehnic |
- Calire CIF la 810-840 - Revenire la |
- Disc abrayiv E 400C-500X100X305 |
||
|
Rectificare de semifinisare a tijei |
- Rectificare |
- Masina de rectificat centre tip WMWSASL125 |
- Disc abraziv E400C-500X100X305 - Calibru micrometru |
|
|
Rectificare de semifinisare a fatetei |
- Rectificare - CTC |
Masina de rectificat tip CEZ 312mm |
- Disc abraziv E 400C-500X100X305 - Calibru raportor |
|
|
Rectificarea capetelor tijei |
- Rectificare - CTC |
Masina bilaterala automata de rectificat |
- Disc abraziv E 400C-500X100X305 - Calibru micrometru |
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 7287
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved