| CATEGORII DOCUMENTE |
| Agricultura | Asigurari | Comert | Confectii | Contabilitate | Contracte | Economie |
| Transporturi | Turism | Zootehnie |
| Navigatie |
PLATOURILE SI PATURILE DE ASAMBLARE
La asamblarea sectiilor si blocsectiilor se folosesc un numar mare de dispozitive avand forme si dimensiuni diferite.Acestea reprezinta intotdeauna negativul formelor navei in regiunea considerate.Conditiile pe care trebuie sa le indeplineasca dispozitivele sunt :
Sa asigure forma si dimensiunile constructiei geometrice
Sa fie manevrabile in exploatare si sa contribuie la reducerea manoperei lucrarilor de asamblare, sudare si verificare
Sa fie transportabile, prevazute cu ocheti pentru legarea cablurilor sis a prezinte rigiditate suficienta pentru a nu se deforma la transport
Sa asigure conditii optime de lucru muncitorilor si spentru verificare.Dispozitivele folosite current sunt paturile de asmblare si platourile
Platourile de asamblare se utilizeaza la asamblarea sectiilor cu suprafata plana cum sunt sectiile de bordaj, puntile, peretii transversali si longitudinali, diferite platforme etc.
Paturile de samblare se utilizeaza la asamblarea sectiilor cu forme curbe.Dupa forma si cracteristici ele se impart in fixe, speciale, semiuniversale si universale.Paturile fixe sau speciale se folosesc pentru asamblarea si sudarea unei anumite sectii la constructia navelor de serie mare. Constructiv paturile speciale sunt formate dintr-o serie de sectiuni transversale care au profil negative al navei in dreptul fiecarei coaste, legate intre ele prin elemente longitudinale. Aceasta constructie se monteaza pe un suport de baza format din table si profile intarite pe verticala cu nervuri de rigidizare.Pe fiecare sectiune transversala sunt inseminate liniile teoretice , cusaturile longitudinale, numarul coastei si liniile de control.Marginea superioara se face sub forma crestata sau prin placute sudate dupa sabloane.
La paturile semiuniversale baza ramane aceeasi iar sectiunile transversale se schimba cum este patul oscilant care foloseste pentru asamblarea si sudarea automata a sectiilor de fund din zona PD cand nava are fundul stelat.Patul se inclina intr-un bord pana se sudeaza , apoi se inclina in bordul opus dupa care se sudeaza.
Patul este format dintr-o rama oscilanta -1-prinsa de axul -2-, intreaga constructie se sprijina pe lagarul -3-.In partea inferioara este amplasata contragreutatea -4-.
Pe rama -1- sunt prinse sectiunile transversale -5- care se pot schimba in functie de formele sectiei care urmeaza a fi asamblata.
Paturile universale sunt cele mai folosite mai cu seama la navele mari.Pe patul universal se asambleaza sectii de fund , de bord si de punte sau sectii cu suprafetele cu dubla curbura si este format dintr-o serie de grinzi transversale interschimbabile sustinut de stalpi.Curba dorita pentru fiecare sectiune transversala in parte se obtine dupa sablon, prin reglarea inaltimii pieselor prevazute cu filet.Aceste piese pot fi de forma unor platbenzi care culiseaza intr-o caseta, sau suruburi ce se infileteaza intr-o piulita.
15.3. TEHNOLOGIA DE EXECUTIE A SECTIILOR PLANE
Sectiile plane pot fi sectii de pereti, de punte, de fund si de bordaj. Executarea sectiilor de pereti transversali si longitudinali, din punct de vedere constructiv, peretii sunt formati din mai multe foi de tabla, asamblate intre ele prin sudura cap la cap si intariti cu montanti verticali si stringheri de perete.
ASAMBLAREA PERETILOR
Asamblarea si sudarea peretilor se executa pe platouri metalice astfel :
Pregatirea tablelor, indreptarea la valt sau manuala, ajustarea marginilor cu polizorul cu disc abraziv si prelucrarea pentru sudura.
Asezarea tablelor pe platou pe partea pe care se va monta osatura in jos pentru a asigura intoarcerea peretelui
Prinderea in puncte de sudura incepand cu tablele din zona centrala
Sudarea automata a tablelor incepand cu cordoanele transversale si apoi cu cele longitudinale ca in desenele de mai jos, cifrele indicand ordinea sudurilor
Intoarcerea panoului si curatirea de zgura, sudarea radacinii cusaturilor
Indreptarea panoului duoa sudare oxiacetilenic
Trasarea si insemnarea peretelui PD-LA-liniile de montare a intariturilor,peretilor,linia puntii, centrul peretelui etc
Prinderea in puncte de sudura a montantilor si a celorlalte elemente de structura si sudarea conform schemei de sudare.
ASAMBLAREA SECTIILOR DE PUNTE
Sectiile de punte pot fi plane simple , cu curbura simpla si dubla.Sectiile plane se asambleaza pe platouri , la fel ca cea a peretilor plani.Sectiile de punte cu simpla si dubla curbura se executa si se sudeaza pe paturi de asamblare reglabile sau construite cu curbura negative.
Inainte de inceperea lucrarii se vor lua masuri organizatorice pentru realizarea spatiului corespunzator cu posibilitati de efectuare, de transport, intoarcere si alte operatii pe parcursul lucrarii
Toti lucrartorii vor fi informati cu privire la continutul documentelor, importanta lucrarii de executat si respectarea normelor de calitate impusa
Materiale necesare in procesul de executie :
Desene de executie
Manual de asigurare a calitatii
Fise de masuratori
Fise tehnologice
Table,profile laminate de calitate si la dimensiuni specificate
Electrozi, sarma , gaze etc
Scule , dispozitive specifice meseriilor ce concura la realizarea produsului ( ruleta,metro, sabloane, strune, fir cu plumb, nivela de precizie, dispozitive vacumatice, dispozitive de legare )
Controlul executiei lucrarilor si inregistrarii privind calitatea se fac in orice moment al executarii lucrarilor prin monitorizare si in orice faza de lucru prin autocomtrol de catre fiecare personal autorizat la terminarea fiecarei operatii de asamblare si sudare.
Inainte de executia sectiei , se studiaza planurile si se iau in calcul posibilitatile de constructie, in cazul de fata 9 a unei punti 0, aceasta executandu-se in pozitie normala ( ca la nava ) si nu rasturnat ca in cazul altor sectii.Se aduc tablele pentru panopu la stend, se urmareste in plan , daca corespund dimensiunile lor, grosimea si daca panoul este drept sau are franturi.
Daca panoul are franturi, ce nu permit executia lui la stend in intrtegime acesta se face din mai multe parti, urmand ca franturile sa se faca ulterior pe reglaj.
Se curate marginile tablelor ce urmeaza sa fie sudate, se potrivesc stenzi dupa dimensiunile lor si se asaza tablele pe ei dupa pozitia din plan, urmarindu-se sa aiba luftul coresapunzator intre ele si sa fie la acelasi nivel , dupa care se prind in hafturi de sudura, se curate hafturile si suprafata de contact si se da la sudat la masina automata.
Dupa ce s-a sudat se aleg organe de legare corespunzatoare greutatii panoului si se intoarce , ptr a fi sudat sip e cealalta parte.Dupa ce a fost sudat , se face detensionarea cordoanelor de sudura, dupa care se trece la trasarea panoului.Daca panoul are franturi, trasarea acestuia se face pe reglaj.Se face caroiajul sectiei, se traseaza pe caroiaj (metoda diagonalelor ), dupa care se asaza panourile pe reglaj, centrandu-se dupa trasajul facut pe caroiaj.
Se scot elementele transversale si longitudinale cu firul cu plumb, se bat chernere si se curate suprafata der contact
Se trece la asamblarea osaturii, mai intai a celei simple.Aceasta se prinde in hafturi de sudura in vinclu, in zona dreapta si la stela in zona franturilor.Se pregateste pentru a fi sudata la continuu, se face autocontrolul si se preda la sudat.Dupa aceasta se trece la montarea osaturii intarite longitudinale ( intarite din inima si platbanda, curenti ) si transversale ( traverse intarite din inima si platbanda)Dupa ce s-a terminat de prins si toate elementele intarite, se trece la centrarea sectiei cu ajutorul slaufului cu apa sau nivelei cu laser.
Se completeaza fisele de planeitate si de control dimensional.Se prind elementele intarite longitudinale si transversale, la vertical se verifica corespondenta intre elemente, apoi se trece la asamblarea pieselor marunte ( gusee. Guri de vizita, bordurari 0.Se urmareste sa se prelucreaze muchiile care trebuie prelucrate, iar muchiile ramase libere se rotunjesc.in functie de greutatea sectiei se aleg ochetii de manevra si transport care se monteaza in locurile stabilite.Se face controlul sectiei, pregatirea ptr sudare si se preda la sudat.
ASAMBLAREA SECTIILOR DE VOLUM PUPA.
Sectia de volum pic pupa se executa in atelierul Asamblat in pozitie rasturnata. Operatiile de executie a sectiei de pic pupa sunt urmatoarele :
Studierea documentatiei de executie , impreuna cu urmatoarele palnuri:planul de impartire pe sectii, schema tancurilor, tabele de sudura, amplasare guri vizita, amplasare tub etambou, dopuri de scurgere, manualul calitatii
Stabilirea locului de executie
Verificarea existentei materialelor necesare executiei sectiei.
Sectia de volum pic pupa se executa pe o punte pe o punte poate fi punte principala sau punte intermrdiara);
Se studiaza planul, se scot pozitiile de tabla care formeaza panourile puntii se noteaza pozitiile si se introduce tablele din deposit in Atelierul Asamblat.Panoul se executa la stend pe un jgheab cu perne de aer sub strat de flux.se aranjeaza aceste jgheaburi la latimea tablelor care formeaza pamoul si se asaza fluxul uniform pe toata lungimea jgheabului.fiecare tabla va fi polizata pe cant, pentru a se indeparta rugina sau alte impuritati ( zgura) si apoi se asaza pe aceste jgheaburi. Se verifica fiecare tabla daca corespunde cu cotele din documentatia de executie.
Tablele vor fi prinse in hafturi de sudura cu o distanta de aproximativ 300 mm si la nivel ( cap la cap una cu alta ) cu un luft intre ele, in functie de grosimea tablei.La capetele imbinarilor de table se vor monta placute de capat care trebuie sa corespunda cu grosimea tablei si dimensiuni de 180x300 mm pentru a asigura continuitatea cordonului de sudura.
Hafturile de sudura din intersectia placutelor cu tablele panoului trebuie sa fie la minim 100 mm din intersectie.hafturile de sudura de la imbinarea tablelor vor fi polizate, apoi vor fi sudate automat sub strat de flux.Dupa realizarea sudurii automate pe partea respective, panoul va fi intors urmand a se realize sudura la partea a doua.
Pentru a realize o planeitate buna si a preveni defotmatiile se vor pune greutati intre cordoanele de sudura.Dupa sudarea panoului la partea a doua se verifica panoul daca au aparut deformatii in zona cordoanelor de sudura.panoul va fi transportat pe un platou drept, pentru a fi trasat conform documentatiei.Pentru a realize trasajul sunt necesare urmatoarele scule : ruleta, gheare de compas, insemnator.
Se verifica gabaritul panoului (a puntii ) se scoate planul diametral se ia pe planul diametral se scoate o coasta cat mai aproape de mijlocul panoului.In acel punct de intersectie a planului diametral cu coasta se bate un cherner ( un punct )Cu o deschidere egala se realizeaza doua puncte pe axa planului diametral.Din acele puncte cu o deschidere egala ( a tevii cu gheare compass) se realizeaza arce de cerc Tb, bb.
Cu sfoara si creta se bate o sfoara din intersectia arcelor de cerc tb, Bb.Se verifica daca sfera respective prece prin punctual care a fost scos pe axa PD ca si coasta.Se verifica daca este corect executata prin verificarea diagonalelor astfel : Din intersectia PD cu coast ape care s-a facut 900 se va lua o deschidere ( o cota ) egala pe axelePp-Pv si Tb-Bb.Din aceste puncte se vor verifica diagonalele.
Daca diagonalele vor fi egale inseamna ca unghiul drept e correct executat.Se va continua trasajuk conform cotelor din planul de executie, Se vor lua cote din PD spre bordure in pupa si in prova puntii si lafel se va proceda si din coasta care a fost realizat unghiul drept in Tb si in Bb.Se va verifica distanta intre longitudinale si intre coasted ac s-a luat correct.
Apoi se va monta osatura simpla (peneuri,platbenzi )Zona de contact cat si zona osaturii simple va fi polizata prntru a indeparta pasivantul, apoi osatura va fi prinsa cu ajutorul jugurilor vacumatice si va fi prinsa in hafturi de sudura cu o distanta de aproximativ 300 mm intre ele iar calibrul de sudura al hafturilor sa fie mai mic decat calibrul de 2.25.
Sudura se executa automat unilateral sau bilateral.In timp ce se sudeaza osatura simpla se realizeaza patul unde se va executa sectia.Dupa realizarea sudurii panoului va fid us pe pozitia de executie a sectiei si va fi prins de acest pat cu ajutorul greutatilor ( acest pat va fi perfect orizontal daca puntea este dreapta sau inclinat daca puntea este inclinata PP-Pv sau Tb -Bb fata de PD )Dupa aceasta operatie se va ridica pe pozitie osatura compusa longitudinala si transversala9 suportii longitudinali si coastele ).Se vor prinde in puncte de sudura,cu hafturi de sudura la fel ca osatura simpla, se va verifica centrajul cu furtunul de apa sau teodolitul dupa care se vor face vericalele.
Se va scoate pe trepiezi axele tubului etambou.tubul etambou va fi trasat inainte de urcarea pe pozitie..Pe tub se vor trasa coastele, PD sau axele in caz ca are doua tuburi.Se va urca tubul etambou la pozitie si se va centra in functie de axele care au fost scoase pe trepiezi , conform documentatiei cu inaltimea coresounzatoare din linia de baza sip e axa PD( sau axele in caz de doua tuburi) cu ajutorul unei strune din sarma.Toate elementele longitudinale si transversale care intalnesc tubul vor fi prelucrate conform documentatiei de executie si a tabelului de suduri.Tubul va fi tinut pe pozitie Tb-Bb cu ajutorul tirantilor si va fi controlat pe tot timul sudurii daca se deplaseaza Tb-Bb.
Sudura se va face concomitant pe ambele bordure>dupa terminarea asamblarii si sudarii sectia va fi predate la clasa si client.Datorita formei va fi necesar executia de sabloane metalice, pentru a se fasona tablele de invelis.Aceste sabloane vor fi duse in at.Confectionat, pentru afi fasonate conform sabloanelor executate la fataq locului.
Dupa predare sectia se va incepe a inveli si se va realize o ordine de montare a acestor table pentru a se putea si suda corespunzator.Dupa terminarea invelisului se vor monta ocheti de transport a sectiei si de intoarcere a acesteia.Inainte de predarea tehnica a sectiei se vor face masuratorile finale si se vor completa fisele de masuratori a sectiei.Se va face si o verificare a formei corpului sectiei, daca se constata deformatii se intervine cu aparatul oxigaz si se va face detensionari unde este cazul.
15.5 ASAMBLARE SECTII DE VOLUM PROVA
Tablele ce compun puntea vor avea marginile polizate , dupa care se vor aseza pe un jgheab cu perna de aer sub strat de flux..La capetele ombinarilor de table se vor monta placute de capat care trebuie sa corespunda grosimii tablelor avand o lungime de minim 300 mm , care vor asigura continuitatea cordoanelor de sudura, prevenind astfel apatitia defectelor de sudare.
Dupa realizarea cordoanelor de sudura la primul strat , panoul se va intoarce , urmand sa fie realizata sudura la stratul 2.Panoul sudat se va indrepta daca au aparut deformatii ale tablelor dupa realizarea cordoanelor de sudura.Panoul se va aseza ulterior pe un platou plan de table groase , unde urmeaza procedura de trasaj , dupa care se va asambla osatura simpla.Prinderea osaturii simple de panou se face folosind juguri vacumatice sau jug si pene metalice.Dupa sudarea osaturii simple , panoul puntii se va transporta pe patul de asamblare unde se va centra si se va trage pe pat
Urmeaza asamblarea pe puntea intermediara a osaturii intarite , a peretilor longitudinali si transversali. A structurii bordurilor Tb si Bb, plafonul DF, stringheri Tb-Bb, structura bowtraster, piese de legatura si de completare, montarea tubului bowtraster.Dupa sudarea structurii sectiei de volum , urmeaza asamblarea tablelor fasonate , trasarea si executarea decuparilor pentru trecerea cordoanelor de sudura a tablelor de invelis.
Dupa sudarea sectiei de volum pic prova se va trece la indreptarea la cald a tuturor deformatiilor,montarea ochetilor pentru transportul si intoarcerea sectiei,transportul sectiei pe locul de predare.
Predarea sectiei de volum pic prova are doua etape : predare tehnica si predare etansa.
Predarea tehnica presupune verificarea existentei si amplasarii corecte a tuturor elementelor de structura prevazute in planul furnizat de proiectant.Controlorul confrunta visual planul cu sectia propriuzisa si face observatiile pe care le considera necesare.
Dupa rezolvarea observatiilor de catre executant , urmeaza controlul dimensional al sectiei in care se verifica :
Formele sectiei ( cu sabloane in cazul sectiilor curbe )
Dimensiunile de gabarit ale sectiei;
Dimensiunile de control si corelare din zona de cuplare cu alte sectii
Asezarea corecta a elementelor de structura si a elementelor de saturare din cadrul sectiei
Rezultatele acestor verificari se materializeaza intr-un pasaport final , care contine toate caracteristicile tehnice ale sectiei respective.
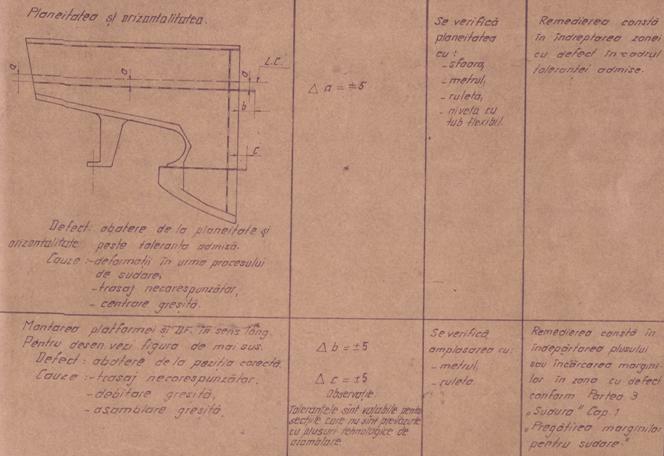
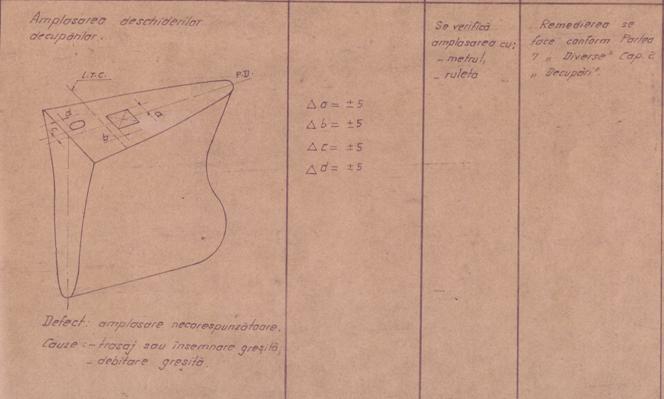
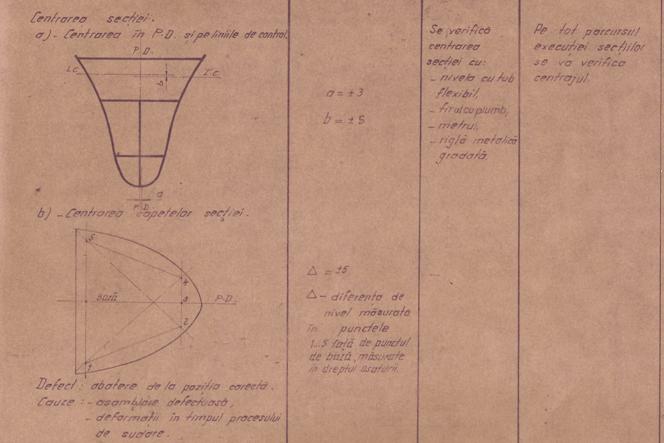
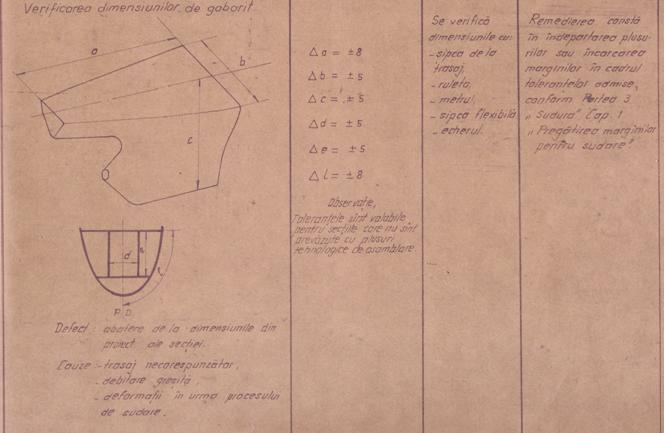
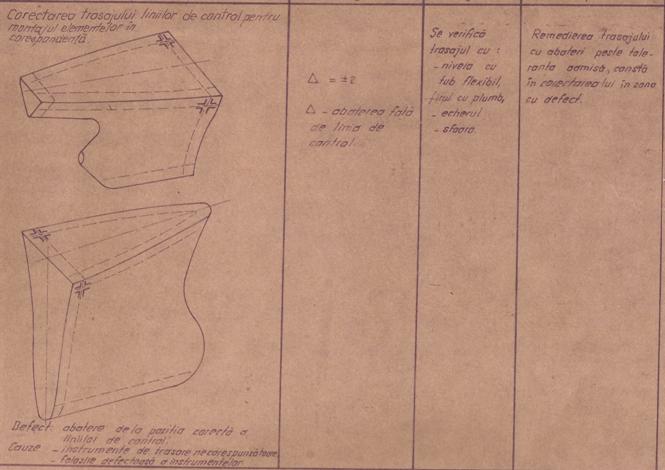
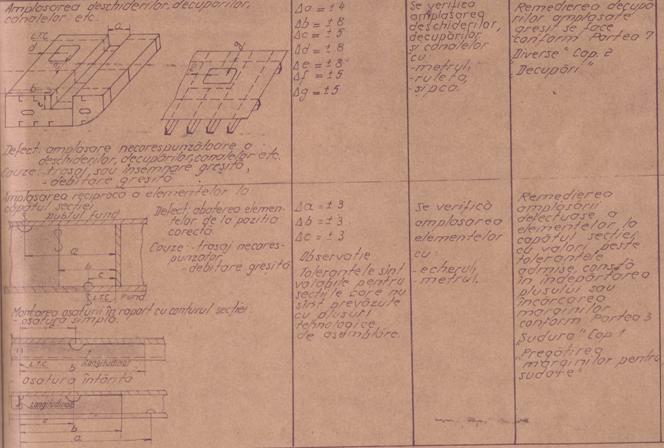
TOLERANTELE DE EXECUTIE A SECTIILOR DE EXTREMITATILOR
15.6 ASAMBLAREA SECTIILOR DE FUND SI DUBLU FUND
Se folosesc doua metode de asamblare a sectiilor de fund :
In pozitie normala, utilizata la navele fara DF
In pozitie rasturnata la navele cu DF.
Asamblarea sectiilor de fund in pozitie normala se face pe platouri sau pe paturi de asamblare speciale, dupa cum fundul navei este plat sau curbat in zona respective.
Studierea documentatiei de executie a sectiei si a celorlalte documentatii ce sunt necesare cum ar fi :Plan impartire sectii,,schema tancurilor, manual de calitate, table de suduri, plan amplasare guri vizita, plan amplasare laschinguri ( containere), plan chila, plan dopuri scurgere, plan anozi. Se vor respecta nodurile tipice in constructii navale, normele de calitate si remedieri, normele de protectia muncii aferente lucrarii respective.
Sectia de DF se executa pe panoul de DF.Panoul de DF se executa la stend , pe stenzi cu perna de flux. La asamblarea panoului pe stend se verifica tablele in cote pe latime si lungime sa corespunda, conform cotelor din documentatie.La asamblarea cuplarilor prin puncte de sudura trebuie respectata IT 2300, referitoare la haftuirea cuplarilor si placutelor de capat.Dupa sudarea panoului pe ambele parti se va face detensionarea cordoanelor de sudura la cald , numai daca este necesar.Se traseaza panoul conform documentatiei sectiei respective, se vor trasa si lashingurile.Se va face verificarea trasajului prin verificarea diagonalelor si cotelor de gabarit a sectiei respective.Se va completa fisa de masuratori dupa executarea trasajului in rubrica , inaintea sudarii.Sectia de DF fiind sectie plana se va monta osatura simpla pe platou drept.
Asamblarea osaturii pe panou se va face dup ace se va indeparta zona de contact cu polizorul perie a pasivizantului de pe panou si elemente.Dupa asamblarea elementelor simple se face pregatirea ptr sudura hafturilor. Panoul in timpul sudarii elementelor va trebui sa aiba greutati pe el ptr evitarea deformatiilor.Dupa ce s-au sudat elementele pe panou se va transporta la locul unde se va executa sectia ( pe reglaj) in pozitie rasturnata.
Se va construi sectia cu osatura intarita compusa din varange, suporti longitudinali conform desenului, dupa montarea acestor elemente se va face centrajul de teodolit ( sau slauf cu apa).Sectia va trebui centrata cu contra sageata si prinsa de reglaj.se vor face verticale a varangelor cu suporti longitudinali , apoi se vor monta elemente de legatura- guseele.
La terminarea acestor operatii inainte de a fi sudata sectia se va face pregatirea ptr sudura a hafturilor si a elementelor ajutatoare ce s-au folosit la executarea sectiei.in timp ce se va suda sectia, trebuie executat la stend panoul de fund partea dreapta, cu respectarea acelorasi operatiuni ca si la DF ( in special masurarea tablelor de fund ) cu indepartarea olusului daca este intre cordoanele de sudura.dupa verificarea si predarea sectiei la client si registru se va monta gurna, semigurna su chila , apoi se va monta panoul- cuplare intre panouri si semigurna- se va face taierea plusului conform cotelor din documentatie, se vor monta ochetii ptr intoarcere si transport tinand cont de greutatea sectiei.
Dupa terminarea de sudat a sectiei in aceasta pozitie se va face desprinderea de pe reglaj pentru a fi scoasa afara din atelier pentru intoarcere.dupa ce sectia a fost intoarsa se va aseza pe 4 popici la colturile sectiei, se va centra din nou la teodolit ptr a fi in pozitie orizontala ptr sudarea fundului de structura sectiei.
Se va face pregatirea ptr sudura a hafturilor si indepartarea si polizarea coroziunilor ce au fost facute cu elemente ajutatoare la prinderea fundului.se va face verificarea si aliniamentul elementelor.dupa sudarea completa a sectiei si indreptare se va face verificarea planeitatii a DF si masurarea sectiei conform fisei de masuratori si notarea valorilor reale in fisa., inainte de predarea sectiei la client si registru
15.7 ASAMBLAREA SECTIILOR DE BORDAJ CENTRALE
Etapa 1.
Primirea si citirea documentatiei
Sortarea si transportul tablelor si osaturii in atelierul Asamblat
Executarea panoului pe perna de flux la stend
Polizarea tablelor pe muchie inainte de a se aseza pe flux
Dupa asezarea tablelor , se vor verifica cotele si grosimea tablelor
Prinderea si se va face prin hafturi de 20- 30 mm distanta intre ele de 300 mm.La capatul tablelor, hatful se da la 100 mm de la capatul tablei. SE pune placuta de capat la grosimea tablei
Se pregateste panoul pentru sudura (polizat )
Se sudeaza placutele pentru intoarcere
Se pun greutati pe panou
Se intoarce panoul panoul pentru a fi sudat la stratul II
Dupa sudura detensionat si si indreptat panoul
Etapa 2
Se sudeaza documentatia si se traseaza o lomgitudinala de bord pe long se ia o coasta pe care se va face 900 la panou
Se traseaza prima longitudinala jos si prima longitudinala de sus, prima coasta de la Pp si prima coasta de la Pv, dupa care se verifica diagonalele
Daca diagonalele sunt bune se traseaza bordul dupa documentatie
Se polizeaza zona de contact al panoului si al elementelor si al elementelor profil cu bulb si se pregateste pentru sudura 9 hafturi 20-30 mm si distanta intre ele de 300 mm )
Se sudeaza panoul la platou de LP .
Etapa 3
Se pregateste reglajul pe pat format din pieptini
Se pune panoul pe pat si se trage pe placute
Se monteaza coastele, pereti, platforme, pereti ,elemente de legatura, gusee, placute de rigidizare, placute de etansare, intarituri , bracheti
Se executa si panoul Dublului bord la care se repeat aceleasi operatii ca la bordaj
Dupa executarea Bordului se verifica diupa fisa de masuratori se pregateste pentru predare.
Se monteaza ochetii pentru transportat sectia si pentru intoarcere.
Se vor respecta normele de calitate si tolerantele dfe constructie prevazute in anexa de contract, norme de sudura in constructii navale STAS 8456-69. Noduri tipice in constructii navale NT -16-03-92, Norme de calitate si remedieri
TOLERANTELE PENTRU LUCRARILE DE ASAMBLAT DIN ZONA CENTRALA
15.8 ASAMBLARE SECTII DE BORDAJ ZONA PROVA
Etapa 1.
Primirea si citirea documentatiei
Sortarea si transportul tablelor si osaturii in atelierul Asamblat
Executarea panoului pe perna de flux la stend
Polizarea tablelor pe muchie inainte de a se aseza pe flux
Dupa asezarea tablelor , se vor verifica cotele si grosimea tablelor
Prinderea si se va face prin hafturi de 20- 30 mm distanta intre ele de 300 mm.La capatul tablelor, hatful se da la 100 mm de la capatul tablei. SE pune placuta de capat la grosimea tablei
Se pregateste panoul pentru sudura (polizat )
Se sudeaza placutele pentru intoarcere
Se pun greutati pe panou
Se intoarce panoul panoul pentru a fi sudat la stratul II
Dupa sudura detensionat si si indreptat panoul
Etapa 2
Se pregateste locul unde va fi amplasat bordul
Se studiaza documentatia , se face trasajul DB pe o suprafata plana dupa care se pun platbenzi pe cotele respective prinse in hafturi ca sa ramana fixe
Platbanda la partea de jos
Platbanda pe axa bordului ( frantura )
Platbanda in partea de sus
Platbenzi la Pp si la Pv
Se traseaza axa bordului se marcheaza coastele Pp -Pv
Pe o coasta de la mijlocul bordului se face 90 0
Se vor trasa coastele la partea de sus si la partea de jos
Se va trasa fata de axa long stringher , punti sau platforme
Se verifica diagonalele la trasaj de pe caroiaj
Se studiaza documentatia din geometria bordului, dupa care se pune o platforma pe caroiaj si se ridica la cele 4 puncte ale platformei respectand distanta din PD in DB pe coastele respective la Pp si Pv
Se pontileaza platforma si se rigidizeaza sa tina greutatea bordului, dupa care se va face schela de acces pe platforma pentru a face reglajul.
Se ridica coastele coastele pe platforma , axa si puntea DF si longitudinalele , dupa care se pun placutele de reglaj sudate de platforma la cotele de pe geometria bordului
Se trtansporta panoul D B pe reglaj si se centreaza la firul cu plumb la repertele de pe reglaj
Se sudeaza placutele reglajului de panou prin hafturi de sudura
Dupa ce panoul este tras pe reglaj se transmit coastele la firul de plumb pe panou si longitudinalele , dupa care se bat sfori pe semnele de pe panou pe coaste si longitudinale, punti, platforme , stringheru
Se cherneruieste panoul si se face controlul trasajului
Se polizeaza zona de contact indepartandu-se rugina sau bavura de pe coaste sau longitudinale
Se ridica longitudinalele pe pozitie dupa care se monteaza coastele pe pozitie , se prind coastele apoi se prind longitudinalele
Puntea principala se lucreaza la linii plane, se monteaza pe punte longitudinale , se pregateste , se sudeaza , se monteaza coastele pe punte, se pregatesc pentru sudura
Dupa ce puntea sau platforma este sudata , se transporta si se urca la pozitie pe bord
Se fac verticalele la punte , coastele cu longitudinalele sau platforme
Se ridica coastele de bord pe pozitie , se fixeaza la cotele din documentatie si se prind de coaste
se pozitioneaza
dupa documentatie zonele unde se monteaza placute de rigidizare , placute de vetansare, gusee, intarituri, bracheti
Dupa executarea bordului se verifica dupa fisa de nmasuratori, se face autocontrolul dupa documentatie
Se da la sudat bordul
Etapa 3
Dupa sudarea bordului se inveleste cu table dupa cotele din documentatie, respectandu-se la cusaturile de sudura unghiurile si lufturile pentru cuplarea cu ceramica
Dupa invelirea cu tabla se monteaza fenderul de bordaj , lasandu-se la Pp si Pv 300 mm de cuplarea de montaj
Se monteaza ochetii de transportat sectia si de ridicare la vapor
Se pregateste pentru predarea la client, facndu-se autocontrolul, respectandu-se normele de calitate in constructii navale, normele de sudura, noduri tipice in constructii navale, norme de calitate si remedieri.
TOLERANTE
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4197
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved