| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
Procesul tehnologic de fabricatie a unei piese consta in totalitatea operatiilor si procedeelor de fabricatie necesare pentru prelucrarea materiei prime de la starea de semifabricat, pana la starea de produs finit cu conditii tehnice impuse. Procesele tehnologice de fabricatie sunt legate de gradul de automatizare a masinilor-unelte, dupa care se definesc procese tehnologice clasice in care masinile-unelte sunt denumite clasice (strunguri paralele, freze universale, masini de rectificat plan si rotund, masini de frezat roti dintate prin diverse procedee etc).
Unele procese tehnologice sunt realizate pe masini-unelte automate, in care masinile-unelte sunt denumite automate pentru ca sunt prevazute cu un ax sau multiax si care realizeaza miscarea principala de rotatie a piesei, iar avansul automat al sculelor aschietoare se face prin came plane sau spatiale. Programarea masinilor-unelte automate de un calculator electronic a facut posibila aparitia sistemelor integrate flexibile a centrelor de prelucrare.
Pprocese tehnologice pe masini-unelte CN, programarea proceselor tehnologice este realizata de computerul cu care sunt inzestrate masinile-unelte.
Procese tehnologice pe masini-unelte CNC, programarea proceselor tehnologice este realizata de computerul personal PC, care foloseste un limbaj de programare adecvat si mentionat in instructiunile de folosire cu care sunt inzestrate masinile-unelte CNC. Dintre aceste limbaje se amintesc:
APT-RCV, ADAPT, PROMO, CAD/CAM etc.
Modalitatea de realizare a programului sursa este preluat direct pe echipamentul numeric, in regim conversational. In acest caz se utilizeaza diferite limbaje textuale.
Roata dintata pentru care sa face proiectarea procesului de tehnologic este roata dintata de pe arborele secund ,treapta a V -a.
Materialul din care este fabricata roata dintata cu dinti drepti este otel carbon de cementare 18MoC11, STAS 791-82. Acest otel este un bun material de prelucrat prin aschiere, precum si prin sudura electrica sau sudura acetilenica.
Otelul 18MoC11 STAS 791-80 are urmatoarea compozitie chimica:
C = 0.22...0.30 %
Mn = 0,50..0,80 %
Si =0,17..0,37 %
P = max. 0,04 %
S = max. 0,04 %
Cr = max. 0,30 %
Ni = max. 0,30 %
Cu = max. 0,30 %
As = max. 0,05 %
In stare
normalizata valoarea minima a rezistentei la oboseala prin incovoiere rotativa
pentru otelul 18MoC11 este:![]()
![]()
Pentru prelucrarea reperului tehnologic roata dintata cu dinti drepti sunt necesare urmatoarele operatii tehnologice:
1 Forjare in matrita la cald
2 Strunjire de degrosare
3 Strunjire de finisare
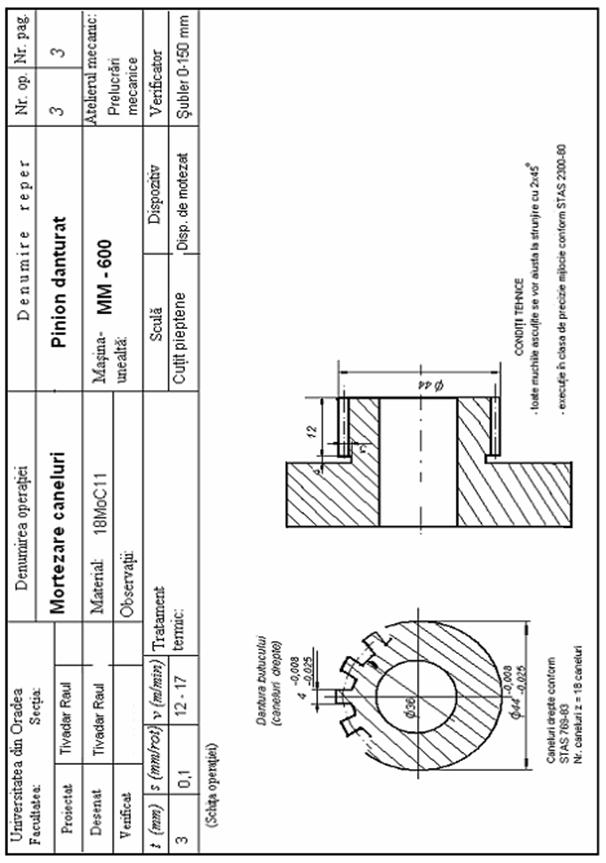
4 Mortezare caneluri drepte
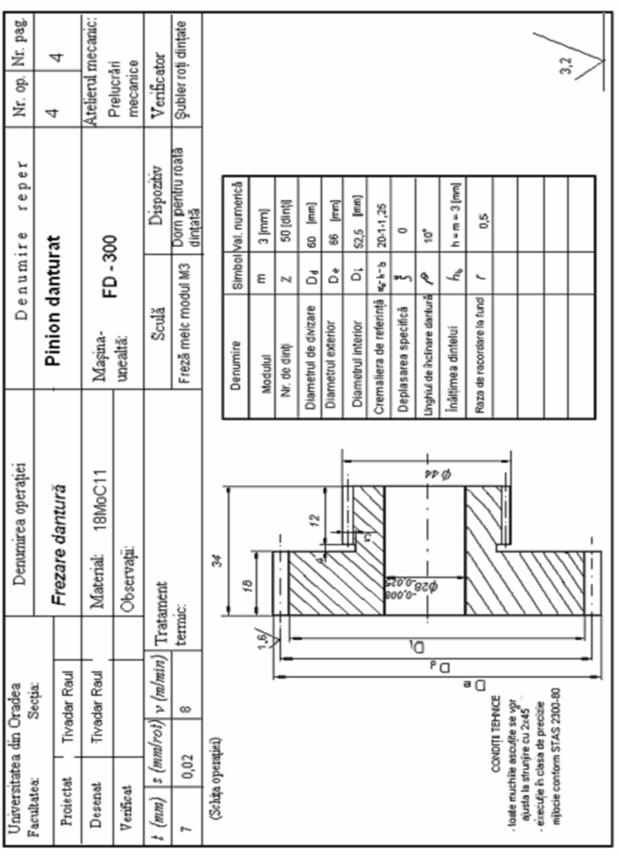
5 Frezare dantura cu freza melc modul 3 [mm]
6 Tratament termic
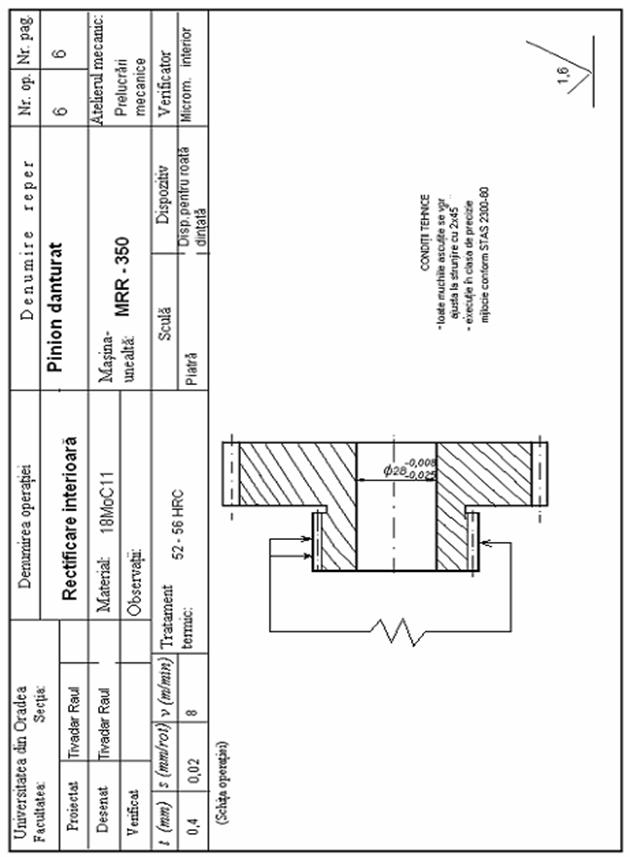
7 Rectificare interioara pentru diametrul 30 [mm]
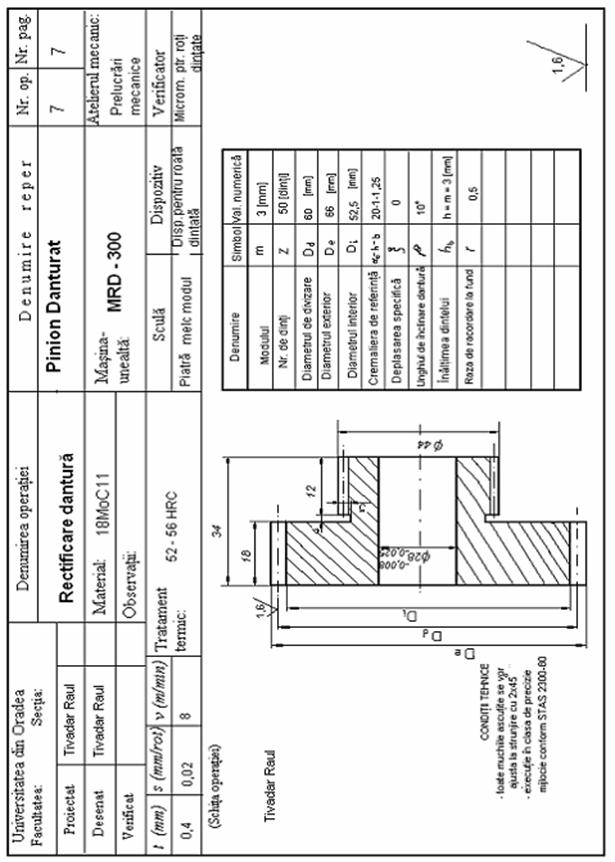
8 Rectificare dantura cu piatra melc modul 3 [mm]
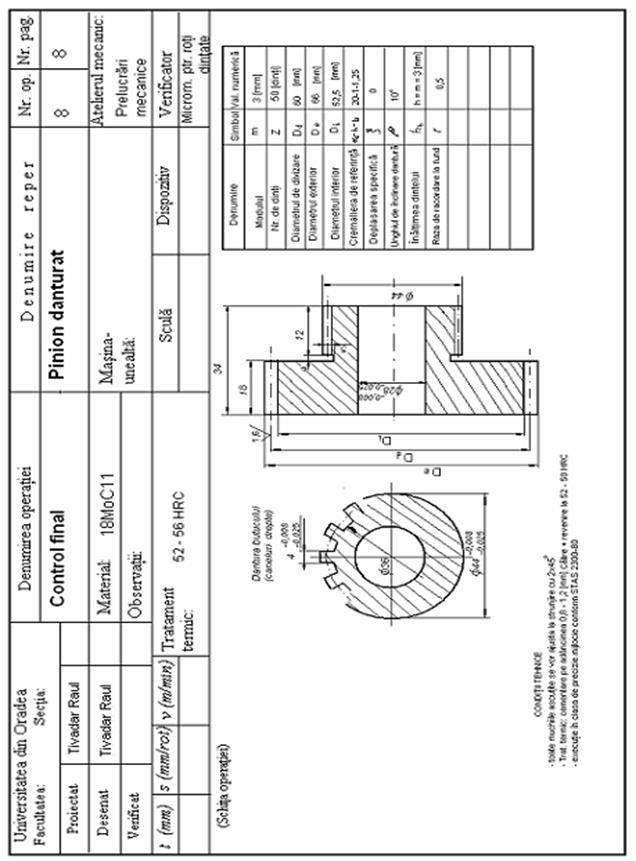
9 Control final
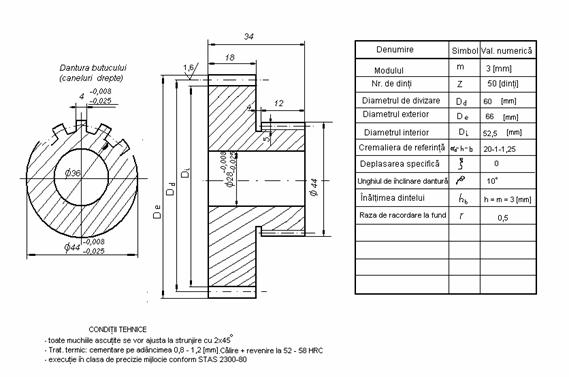
Fig. 6.1. Pinion danturat
Marimea adaosului de prelucrare se calculeaza cu relatia:
![]() [mm]. (6.2)
[mm]. (6.2)
in care:
![]() -adaosul de prelucrare minim
necesar pentru o parte a semifabricatului rotund.
-adaosul de prelucrare minim
necesar pentru o parte a semifabricatului rotund.
![]() - inaltimea neregularitatilor rezultate de la faza precedenta
- inaltimea neregularitatilor rezultate de la faza precedenta
![]() - abateri spatiale ramase dupa
efectuarea fazei precedente
- abateri spatiale ramase dupa
efectuarea fazei precedente
![]() - adancimea stratului
superficial defect format la faza precedenta
- adancimea stratului
superficial defect format la faza precedenta
Pentru operatia de strunjire de degrosare, operatia precedenta este matritarea, pentru care avem urmatorii parametrii folositi in relatia (6.2.):
![]() = 100
= 100 ![]() ----300
----300![]()
![]() = 250
= 250 ![]()
![]()
![]()
![]() ,
,
Unde:
![]() ,
,
T- este marimea campului de toleranta
T = 2500 ![]() [mm]
[mm]
Rezulta:
![]()
![]() (6.5)
(6.5)
De unde:
![]()
![]() (6.6)
(6.6)
![]()
![]()
Prin inlocuire in relatia (4.1) obtinem:
![]() (6.7)
(6.7)
Dimensiunea cota 70 [mm] la final dupa stunjirea de degrosare: L = 70 + 1,6 + 2.5 = 74,1 0-1,5 [mm]
- pentru operatia de strunjirea de degrosare, operatia precedenta este debitarea:
![]()
![]()
![]()
![]()
![]() = 1,5[mm]
= 1,5[mm]
![]() = 0,9 [mm]
= 0,9 [mm]
Prin inlocuire obtinem:
![]()
Cota latimii obtinuta prin debitare se calculeaza cu relatia
![]()
unde:
![]() [mm]
[mm]
rezulta:
dnom = 30,1+2x2,2 = 35,5 [mm]
S-a adoptat dimensiunea la matritare L = 35 [mm
Pentru operatia de strunjire de finisare, operatia precedenta este strunjirea de degrosare, pentru care avem urmatorii parametrii folositi in relatia (6.1):
![]() = 100
= 100 ![]() ----300
----300![]()
![]() = 250
= 250 ![]()
![]() (6.10)
(6.10)
![]()
![]() , (6.11)
, (6.11)
Unde:
![]()
T este marimea campului de toleranta
T = 2500 ![]() [mm]
[mm]
Rezulta:
![]()
![]()
de unde:
![]()
![]()
![]()
![]()
Prin inlocuire in relatia (4.1) obtinem:
![]()
Dimensiunea cota 66,1 [mm] la final dupa stunjirea de degrosare: L = 66,1 + 1,6 + 2.5 = 70,2 0-1,5 [mm]
- pentru operatia de strunjirea de degrosare, operatia precedenta este matritarea:
![]() =700
=700![]()
![]() = 800
= 800 ![]()
![]() = 1,5[mm]
= 1,5[mm]
![]() = 0,9 [mm]
= 0,9 [mm]
Prin inlocuire obtinem:
![]()
Cota latimii obtinuta prin debitare se calculeaza cu relatia:
![]() , unde: (6.13)
, unde: (6.13)
![]() = 7,20-1,5 [mm]
= 7,20-1,5 [mm]
rezulta:
dnom = 78,2+2.6,2 = 75,5 [mm]
S-a adoptat dimensiunea exterioara a semifabricatului D = 75 [mm]
In cadrul regimului de aschiere se va calcula avansul de aschiere calculat pe baza deformatiei cutitului de strung, pe baza rezistentei placutei din carburi metalice si a deformatiei axului port semifabricat. De asemenea se va determina viteza optima de aschiere pentru diferite tipuri de aschieri (degrosare, finisare, frontala pentru diverse operatii de aschiere cum sunt - strunjire, frezare, rectificare, brosare, rabotare, gaurire, tarodare etc.).
Strunjirea de degrosare se face cu scula aschietoare cutitul de strung cu placute din carburi metalice P 20, avand unghiurile de ascutire ale cutitului de strung:
![]() p - unghiul principal de
aschiere
p - unghiul principal de
aschiere
![]() s -
unghiul secundar de aschiere
s -
unghiul secundar de aschiere
r = 0,6 [mm] - raza de la varful cutitului
![]() - unghiul de degajare
- unghiul de degajare
- sectiunea transversala a cutitului este b x h = 20 x 32 = 640 [mm2]
Calculul adancimii de aschiere se determina din relatia:
![]() (6.14)
(6.14)
Unde:
![]() - dimensiunea piesei inainte de
prelucrarea prin strunjire de degrosare (laminarea).
- dimensiunea piesei inainte de
prelucrarea prin strunjire de degrosare (laminarea).
![]() - dimensiunea piesei prelucrate
prin stunjirea de degrosare.
- dimensiunea piesei prelucrate
prin stunjirea de degrosare.
![]() - numarul de treceri.
- numarul de treceri.
Avem:
![]() = 75 [mm]
= 75 [mm]
![]() = 66-0,2 [mm]
= 66-0,2 [mm]
![]() = 2 treceri
= 2 treceri
Prin inlocuire obtinem:
![]()
- avansul de aschiere se alege din tab. 2.1 [5 p 62]:
s = 0,6 [mm/rot], care exista in gama de avansuri strungului paralel SN - 400.
- avansul rezultat din p. d v al rezistentei corpului cutitului de strunjit, este dat de relatia:
Unde:
b - latimea cutitului de strunjit.
b = 25 [mm]
h - inaltimea profilului de sectiune.
h = 35[mm]
h/l - raportul dintre inaltime si distanta cu care iese in consola corpul cutitului.
h/l = 0,5
c4 - coeficient determinat experimental ce depinde de materialul de prelucrat
c4 = 3,57 [tab. 10 .13, 5 p 70]
n1 - exponentul duritatii materialului de prelucrat
n1 =0,75 [5 p 170]
x1 si y1 - exponentii avansului si a adancimii de aschiere
x1 = 1; y1 = 0,75 [5 p 170]
![]() - rezistenta admisibila la
incovoiere a materialului dic care este construit corpul cutitului (OLC 45).
- rezistenta admisibila la
incovoiere a materialului dic care este construit corpul cutitului (OLC 45).
![]() = 15 [daN/mm2]
= 15 [daN/mm2]
HB - duritatea materialului cutitului
HB = 235
Prin inlocuire obtinem:

prin comparatie se observa:
sadoptat = 0,6[mm/rot] < s = 3,79[mm/rot] (6.16)
Relatia de calcul a avansului de aschiere care solicita mecanismul de avans al M-U este:
 (6.17)
(6.17)
unde:
Fz - forta principala de aschiere
![]() (6.18)
(6.18)
unde:
b - latimea pinionului de antrenare a surubului cu bile al MU
b = 15 [mm]
y - coeficient functie de forma dintilor pinionului de antrenare
y [5 p 187]
![]() - efortul de intindere
admisibil pentru materialul surubului de avans al strungului SN - 400.
- efortul de intindere
admisibil pentru materialul surubului de avans al strungului SN - 400.
![]() = 200 [daN/mm2]
= 200 [daN/mm2]
m - modulul danturii pinionului de antrenare surub cu bile
m = 3 [mm]
Prin inlocuire obtinem:
![]() (6.19)
(6.19)
Iar avansul din relatia(4.10) devine:
![]() (6.20)
(6.20)
Relatia de verificare a avansului este:  (6.21)
(6.21)
Unde:
![]() - rezistenta la rupere a
materialului placutei din carburi metalice
- rezistenta la rupere a
materialului placutei din carburi metalice
![]() = 80 [daN/mm2]
= 80 [daN/mm2]
C - grosimea placutei din carburi metalice
C = 4 [mm]
t - adancimea de aschiere
t = 2,6 [mm]
Relatia de calcul a vitezei de aschiere optime este determinata in functie de mai multi parametrii, cum sunt:
durabilitatea sculei aschietoare T [min]
adancimea de aschiere t [mm]
avansul la aschiere s [mm/rot]
duritatea materialului de prelucrat HB
Aceasta relatie este:
![]() (6.22)
(6.22)
unde:
Cv - exponentul determinat experimental si trecut in tabele practic
Cv
![]() (6.23)
(6.23)
![]() si
si ![]() sunt exponentii adancimii
si avansului de aschiere
sunt exponentii adancimii
si avansului de aschiere
![]()
![]()
T = 90 [min]
mv = 1,25
nv = 1,75
HB = 235 - otel carbon in stare normalizata
Kq - coeficient care tine seama de sectiunea corpului cutitului de aschiere
 (6.24)
(6.24)
unde:
a = 25 [mm]
b = 35 [mm]
![]() = 0,08- coeficient determinat
experimental
= 0,08- coeficient determinat
experimental
![]() - coeficient ce depinde de
taisul secundar
- coeficient ce depinde de
taisul secundar
![]()
unde:
![]() = 450 - unghiul
taisului secundar
= 450 - unghiul
taisului secundar
![]() -
exponent determinat experimental
-
exponent determinat experimental
![]() = 0,3
- pentru otel normalizat
= 0,3
- pentru otel normalizat
Prin inlocuire obtinem:
 , (6.26)
, (6.26)
Unde:
a - coeficient determinat experimental
a = 15 - pentru otel normalizat
xs - unghiul taisului principal
xs = 450
![]() - exponent determinat
experimental =0.09
- exponent determinat
experimental =0.09
Prin inlocuire obtinem:
![]()
![]() (6.27)
(6.27)
Unde :
r - raza varfului taisului cutitului
r = 0.6 [mm]
![]() - exponent determinat
experimental
- exponent determinat
experimental
![]()
Prin inlocuire obtinem:
![]()
![]()
![]()
![]()
![]()
Prin inlocuire obtinem:
![]()
Iar viteza optima de aschiere de degrosare devine:
![]()
-turatia sculei aschietoare va fi:
unde:
![]() - viteza optima de aschiere
- viteza optima de aschiere
![]() - diametrul de prelucrat prin
aschiere
- diametrul de prelucrat prin
aschiere
avem:
![]() = 16,8 [m/min]
= 16,8 [m/min]
![]() = 80 [mm]
= 80 [mm]
Prin inlocuire obtinem:
![]()
Alegem din gama de turatii a MU strungul SN 400, o turatie apropiata:
![]()
Recalculam viteza de aschiere ![]() cu relatia:
cu relatia:
![]()
Relatia de calcul a fortelor de aschiere este determinata in functie de mai multi parametrii, cum sunt:
adancimea de aschiere t [mm]
avansul la aschiere s [mm/rot]
duritatea materialului de prelucrat HB
 (6.30)
(6.30)
unde:
![]() si
si ![]() sunt coeficienti determinati
experimental
sunt coeficienti determinati
experimental
avem:
![]()
![]()
s- avansul de aschiere
s = 0,6 [mm/rot]
t - adancimea de aschiere
t = 0,2 [mm]
![]() si -
si -![]() sunt exponentii adancimii si a avansului pentru forta
sunt exponentii adancimii si a avansului pentru forta ![]()
![]() si
si ![]() sunt exponentii adancimii si a
avansului pentru forta
sunt exponentii adancimii si a
avansului pentru forta ![]()
![]()
![]()
![]()
![]()
![]() si
si ![]() sunt exponentii duritatii pentru
forta
sunt exponentii duritatii pentru
forta ![]() si
si![]()
![]()
![]()
- coeficientii ![]() si
si ![]() au relatiile de calcul din [5. p 123]:
au relatiile de calcul din [5. p 123]:
![]() (6.32)
(6.32)
![]() (6.33
(6.33
unde
![]() = 0,9
= 0,9
![]() = 0,9
= 0,9
![]() = 0,9
= 0,9
![]() = 0,9
= 0,9
![]() = (r/2)0,1 = (1,5/2)0,1 = 0,97 (6.34)
= (r/2)0,1 = (1,5/2)0,1 = 0,97 (6.34)
![]() = (r/2)0,3 = (1,5/2)0,3 = 0,91 (6.35)
= (r/2)0,3 = (1,5/2)0,3 = 0,91 (6.35)
![]() = 1
= 1 ![]() = 0,93
= 0,93
![]() = 1
= 1 ![]() = 0,52
= 0,52
Prin inlocuire obtinem:
![]()
![]()
Iar
fortele ![]() si
si ![]() devin:
devin:
![]()
![]()
![]()
unde:
![]() - forta principala de aschiere
- forta principala de aschiere
![]()
![]() - diametrul de prelucrare
- diametrul de prelucrare
Prin inlocuire obtinem:
![]()
![]() ( 6.37)
( 6.37)
unde:
![]() - forta principala de aschiere
- forta principala de aschiere
![]()
f - sageata de deformatie a barei de strunjit
l - lungimea in consola a barei de strunjit
l = 150 (mm)
E -
modulul de elasticitate al materialului din care este facut dornul port-scula: ![]()
I - momentul de inertie geometric a sectiunii barei de strunjit
![]()
Prin inlocuire obtinem:
![]()
Daca se considera si actiunea fortei ![]() , rezulta:
, rezulta:
![]()
sau prin inlocuire:
![]()
iar sageata va fi:
![]()
Relatia de calcul a vitezei de aschiere optime este determinata in functie de mai multi parametrii, cum sunt:
durabilitatea sculei aschietoare T [min]
adancimea de aschiere t [mm]
avansul la aschiere s [mm/rot]
duritatea materialului de prelucrat HB
Aceasta relatie este:
![]()
unde:
Cv - exponentul determinat experimental si trecut in tabele practic
Cv = 267
![]()
![]() - sunt exponentii adancimii si
avansului de aschiere (5, tab. 1.12, p. 11)
- sunt exponentii adancimii si
avansului de aschiere (5, tab. 1.12, p. 11)
![]()
![]()
T = 120 [min]
mv = 1,25
nv = 1,75
HB = 235 - otel carbon in stare normalizata
Kq - coeficient care tine seama de sectiunea corpului cutitului de aschiere
![]()
unde:
a = 25 [mm]
b = 35 [mm]
![]() = 0,08 - coeficient determinat
experimental
= 0,08 - coeficient determinat
experimental
![]() - coeficient ce depinde de
taisul secundar
- coeficient ce depinde de
taisul secundar
![]() - unde:
- unde:
![]() = 450 -
unghiul taisului secundar
= 450 -
unghiul taisului secundar
![]() - exponent determinat experimental
- exponent determinat experimental
![]() = 0,3 - pentru otel normalizat
= 0,3 - pentru otel normalizat
Prin inlocuire obtinem:
![]()
 ,
,
unde:
a - coeficient determinat experimental
a = 15 - pentru otel normalizat
xs - unghiul taisului principal
xs = 450
![]() - exponent determinat
experimental
- exponent determinat
experimental
![]()
Prin inlocuire obtinem:
![]()
unde:
r - raza varfului taisului cutitului
r = 0.6 [mm]
![]() - exponent determinat experimental
- exponent determinat experimental
![]()
Prin inlocuire obtinem:
![]()
![]()
![]()
![]()
![]()
Prin inlocuire obtinem:
![]()
Iar viteza optima de aschiere de degrosare devine:
![]()
-turatia sculei aschietoare va fi:
unde:
![]() - viteza optima de aschiere
- viteza optima de aschiere
![]() - diametrul de prelucrat prin
aschiere
- diametrul de prelucrat prin
aschiere
avem:
![]() = 16,8 [m/min]
= 16,8 [m/min]
![]() = 75 [mm]
= 75 [mm]
Prin inlocuire obtinem:

Alegem din gama de turatii a MU o turatie apropiata:
![]()
Recalculam viteza de aschiere Vasc cu
![]()
Din analiza pozitiei si rolului in cadrul cutiei de viteze din care face parte roata dintata, se desprinde urmatoarea cronologie a desfasurarii operatiilor necesare la fabricarea acestui reper:
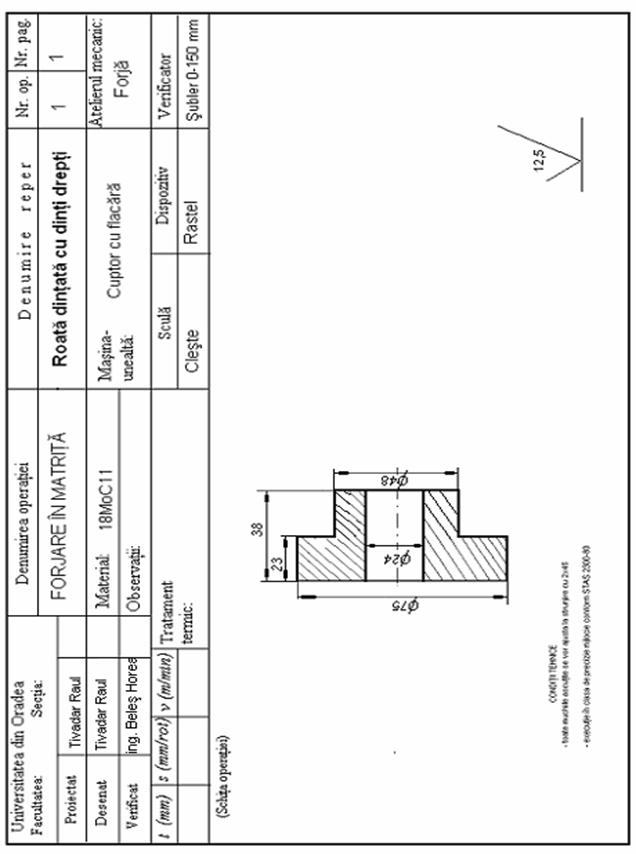
1. forjarea in matrita
- dispozitive: Matrita pentru forjare metalica
- masina-unealta: Presa hidraulica PH - 400.
- verificatoare: subler 0 - 150 [mm].
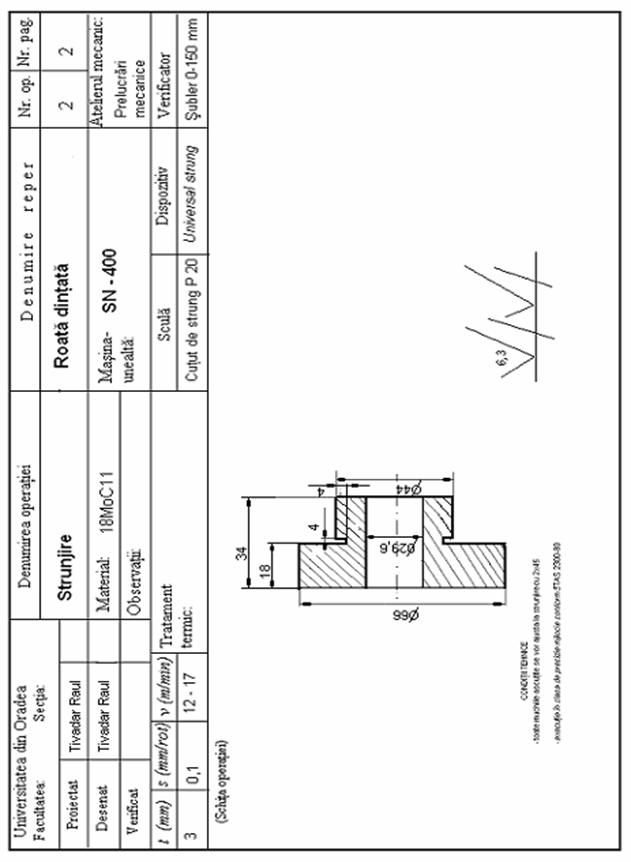
2. strunjire de degrosare
- dispozitive: Universal de strung
- sculele aschietoare: Cutit de strung din carburi metalice P20
- verificatoare: subler 0 - 150 [mm].
- masina-unealta: Strung normal SN - 400.
3. strunjire de finisare
- dispozitive: Universal de strung
- sculele aschietoare: Cutit de strung din carburi metalice P20
- verificatoare: Subler 0 - 150 [mm].
- masina-unealta: Strung normal SN - 400.
4. Gaurire si largire
- dispozitive: Universal de strung
-
scule aschietoare: burghiu ![]() = 20 [mm], cutit
de interior P20
= 20 [mm], cutit
de interior P20
- verificatoare: subler 0 - 250 [mm].
- masina-unealta: Strung normal SN - 400.
5. Mortezare caneluri
dispozitive: Dispozitiv de prindere si fixare, proiectat special, pentru masini-unelte de mortezat caneluri.
- scule aschietoare: Cutit pieptene pentru caneluri 4 x 18[mm]
- verificatoare: subler 0 - 250 [mm].
- masina-unealta: Masina mortezat hidraulica MMH - 250
6. Frezare dantura evolventica
- dispozitive: Dispozitiv de prindere si fixare, proiectat special pentru aceasta operatie, pentru masini-unelte de danturat prin frezare cu freza melc.
- scule aschietoare: Freza melc modul 3 [mm]
- verificatoare: subler pentru roti dintate 0 - 25 [mm].
- masina-unealta: Masina de frezat dantura cu freza melc modul FD-250
7. Tratament termic
- incalzire la temperatura: 1250 [0C]
- racire in ulei mineral
- revenire la temperatura: 650 [0C]
- racire lenta impreuna cu cuptorul
- scule aschietoare
- verificatoare: Balanta Rockwell
- masina-unealta: Cuptor cu flacara
8. Rectificare interioara
- dispozitive: Dispozitiv de prindere si fixare, proiectat special pentru aceasta operatie, pentru masini-unelte de rectificat interior
- scule aschietoare:Piatra cu diametrul 40 [mm]
- verificatoare: Micrometru de interior 25 - 50 [mm].
- masina-unealta: Masina de rectificat interior MRR - 300
9. Rectificare dantura evolventica
- dispozitive: Dispozitiv de prindere si fixare, proiectat special pentru aceasta operatie, pentru masini-unelte de rectificat dantura cu piatra melc modul 3 [mm].
- scule aschietoare: Piatra melc modul 3 [mm]
- verificatoare: micrometru pentru roti dintate 0 - 25 [mm].
- masina-unealta: Masina de rectificat cu piatra melc modul MRD-250
10. Control final
- dispozitive:
- scule aschietoare:
- verificatoare: subler 0 - 150 [mm], micrometru interior 25 - 50 [mm], micrometru pentru roti dintate.
- masina-unealta:
Norma de timp se determina cu relatia:

unde:
![]() - norma tehnica de timp
- norma tehnica de timp
![]() - timp de pregatire incheiere
- timp de pregatire incheiere
n - marimea lotului de fabricatie
tb - timp de baza
ta - timp auxiliar
tdt - timp de deservire tehnica
tdo - timp de deservire organizatorica
ton - timp de odihna si necesitati fiziologice
Pentru operatia de matritare la cald a reperului roata dintata, avem:
![]() = 20 [min]
= 20 [min]
![]() = 2,5
[min]
= 2,5
[min]
![]() = 1
[min]
= 1
[min]
![]() = 1
[min]
= 1
[min]
![]() = 1,5 [min]
= 1,5 [min]
![]() = 7 [min]
= 7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de strunjire de degrosare:
![]() = 20 [min]
= 20 [min]
![]() = 0,5
[min]
= 0,5
[min]
![]() = 1
[min]
= 1
[min]
![]() = 0,5
[min]
= 0,5
[min]
![]() = 1,5 [min]
= 1,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de strunjire de finisare:
![]() = 15 [min]
= 15 [min]
![]() = 0.5 [min]
= 0.5 [min]
![]() = 1 [min]
= 1 [min]
![]() = 0,5 [min]
= 0,5 [min]
![]() = 0,5 [min]
= 0,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de mortezare caneluri, avem:
![]() = 5 [min]
= 5 [min]
![]() = 0,3
[min]
= 0,3
[min]
![]() = 0,1 [min]
= 0,1 [min]
![]() = 0,5
[min]
= 0,5
[min]
![]() = 0,5 [min]
= 0,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de frezare dantura, avem:
![]() = 15 [min]
= 15 [min]
![]() = 0.5 [min]
= 0.5 [min]
![]() = 1 [min]
= 1 [min]
![]() = 0,5 [min]
= 0,5 [min]
![]() = 0,5 [min]
= 0,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de tratament termic, avem:
![]() = 20 [min]
= 20 [min]
![]() = 25 [min]
= 25 [min]
![]() = 1 [min]
= 1 [min]
![]() = 1 [min]
= 1 [min]
![]() = 1,5 [min]
= 1,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de rectificare interioara, avem:
![]() = 20 [min]
= 20 [min]
![]() = 25 [min]
= 25 [min]
![]() = 1 [min]
= 1 [min]
![]() = 1 [min]
= 1 [min]
![]() = 1,5 [min]
= 1,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Pentru operatia de rectificare dantura, avem:
![]() = 20 [min]
= 20 [min]
![]() = 25 [min]
= 25 [min]
![]() = 1 [min]
= 1 [min]
![]() = 1 [min]
= 1 [min]
![]() = 1,5 [min]
= 1,5 [min]
![]() = 0,7 [min]
= 0,7 [min]
Cu aceste valori se obtine:
![]()
Prin insumare se obtine norma de timp totala:
![]()
Dupa calcule tehnologice din intocmirea procesului tehnologic, s-au realizat planele de operatii, care sunt prezentate in continuare.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5679
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved