| CATEGORII DOCUMENTE |
| Astronomie | Biofizica | Biologie | Botanica | Carti | Chimie | Copii |
| Educatie civica | Fabule ghicitori | Fizica | Gramatica | Joc | Literatura romana | Logica |
| Matematica | Poezii | Psihologie psihiatrie | Sociologie |
Turnarea in forme vidate a unor piese pentru material rulant
Turnarea in forme vidate este o tehnologie moderna prin care se realizeaza economii substantiale de energie si de materiale auxiliare si o calitate superioara a pieselor obtinute.
Tehnologia este specifica unei linii de formare-turnare si se foloseste pentru turnarea de piese din otel specifice constructiei de material rulant si la turnarea lingotierelor din fonta in care se toarna otelul lingou din care se produc roti monobloc si osii.
1. Tehnologia de lucru
Lingotiera din fonta prezentata in Figura 1 clasic se obtine prin turnarea in forme temporare din amestec, procedeu care prezinta urmatoarele dezavantaje:
consumuri mari de nisip special de turnatorie ;
consum de lianti si de materiale auxiliare pentru dezbatere ;
manopera mare la dezbatere si la curatare ;
consum suplimentar de energie ;
rebut considerabil datorat suflurilor ;
consum suplimentar datorita inclinatiilor de demulare.
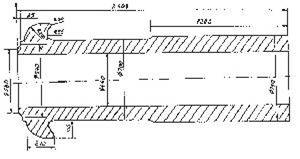
Figura 1: Lingotiera din fonta
Turnarea in vid elimina total sau partial aceste deficiente prin solutiile adoptate, si anume reducerea :
consumului de nisip cuartos cu 60% ;
consumului de lianti si de materiale auxiliare cu peste 60% ;
manoperei de curatare si dezbatere cu circa 30% ;
consumului de metal cu 6% ;
consumului de energie cu 35% prin renuntarea la folosirea unor utilaje din statiile de preparat amestec si eliminarea rebutului datorat suflurilor.
In Figura 6 sunt ilustrate comparativ tehnologiile de turnare, de unde rezulta noile solutii adoptate:
micsorarea adaosurilor de prelucrare ;
combinarea planurilor de separatie orizontale, in vechea varianta, cu un plan de separatie vertical prin axa urechilor de manevra, care permite obtinerea urechilor fara miezuri laterale;
centrarea perfecta a miezului central M1 prin imperecherea cu M3 in interiorul formei vidate ;
micsorarea avansurilor de prelucrare in partea superioara la turnarea in vid s-a realizat prin masuri tehnologice, respectiv reducerea procentuala a S+P si cresterea procentuala a C+Si.
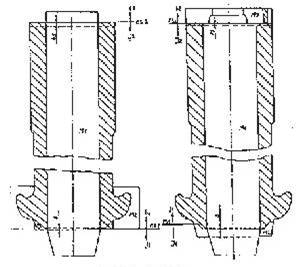
Figura 2 : Tehnologia de turnare
Succesiunea fazelor de formare in forma vidata este aratata in Figura 7 - a, b, c, d, e, f, g.
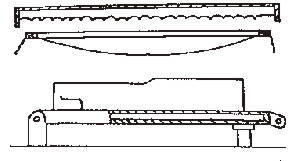
Figura 3.a) : Aducerea modelului cu placa portmodel in pozitie orizontala si a platformei radiante cu folia pentru mulare deasupra acestora.
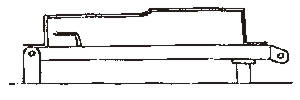
Figura 3.b) : Incalzirea si mularea foliei peste model si placa prin crearea in incinta placii si a modelului a unei depresiuni la nivelul 0,3-0,4 bari.
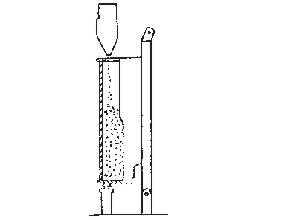
Figura .c) : Bascularea in plan vertical a ansamblului placa-rama si alimentarea cu nisip uscat.
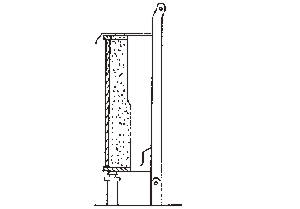
Figura 3.d): Etansarea la partea superioara a ramei cu folie si consolidarea semiformei prin cuplare la vid 0,3-0,4 bari
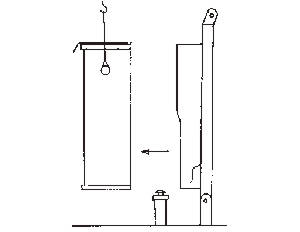
Figura 3.e) : Demularea primei semiforme de pe placa prin intreruperea vidului si cuplarea aerului sub presiune in incinta placii portmodel-model.
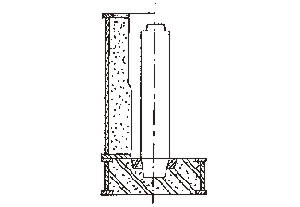
Figura 3.f) : Montarea primei semiforme vidate peste forma inferioara din amestec clasic pregatita in prealabil (forma inferioara este impachetata cu miezurile M1 si M2).
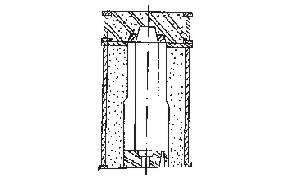
Figura 3.g) : Montarea celei de a doua semiforme vidate concomitent cu miezul M3 si asigurarea pentru turnare a formei.
Forma asamblata in final si pregatita pentru a fi turnata are in componenta ei si o palnie de turnare metalica de tipul celor prin care se toarna lingourile pentru roti si osii inzidita cu caramizi fasonate adecvate. Se prezinta ca in Figura 8.
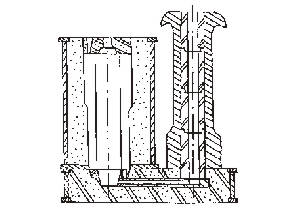
Figura 4 : Forma asamblata
Din momentul consolidarii semiformelor, acestea raman in contact cu statia de vidare prin reteaua de distributie pana la turnare si circa 25-30 de minute dupa terminarea turnarii.
Dupa racirea in forma, care dureaza circa 16 ore, demularea formei vidate se rezuma la deschiderea ansamblului si nisipul uscat curge in benele cu sertar.
Detasarea retelei de turnare se face odata cu dislocarea de pe forma inferioara a piesei turnate. Resturile de retea si rasuflatorile se detaseaza la curatare.
Dezbaterea miezului interior este usurata de
- golul realizat prin arderea funiei cu care este infasurata
armatura metalica ;
- materialele auxiliare (magnezita si deporom) introduse in retea de
miez.
Efortul de curatare este diminuat datorita faptului ca la exterior practic nu se mai intervine, iar la interior calitatea suprafetei este influentata de retea, de amestecul miezului si de vopseaua refractara folosita.
Piesa bruta turnata este reprezentata in Figura 5.
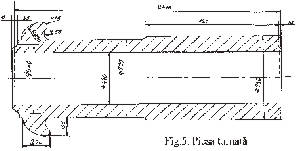
Figura 5 : Piesa bruta turnata
Data fiind eliminarea deficientelor enuntate la punctul 1, procedeul a fost omologat, in prezent realizandu-se pe aceasta dezvoltare circa 20 de bucati de lingotiere pe luna, ceea ce acopera necesarul uzinei de lingotiere, in acest caz renuntandu-se la colaborarea cu furnizorii de utilaj de turnare din tara.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1980
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved