| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
||
|
||
TERMENI importanti pentru acest document |
||
| : | ||
Recycling of wood and panelboard waste
Wood recycling is not a new topic, but it becomes more and more important for the forest based industry.
What is recycling?
The definition of recycling is to pass a substance through a system that enables that substance to be reused. Waste recycling involves the collection of waste materials and the separation and clean-up of those materials. Recycling waste means that fewer new products and consumables need to be produced, saving raw materials and reducing energy consumption (www.ace.mmu.ac.uk, 27.04.2007)
From a global economical and environmental point of view it is preferable not to recycle waste, but to eliminate it at source, that means not to produce it in the first place.
However, a certain degree of waste is unavoidable.
This is especially true of the wood working industry.
The philosophy to avoid waste at its source is enshrined in the waste management hierarchy a series of options in decreasing order of environmental and economical desirability (Figure 1).
When faced with a waste stream of any sort, the hierarchy provides a template to review the opportunities available.
Figure 1: Waste management hierarchy (BFM Ldt, 2003)
As mentioned above the best possibility is to reduce waste at its source. Because of financial interests the wood working industry tries to minimize its wood waste, because higher wood waste implements higher raw material demand and higher costs.
After waste has been minimised at its source, attention should be paid to its reuse. An example is the production of pedestal tops from off-cuts resulting from the production of office furniture.
Reuse of panel products occur, but at relatively low levels. The main source of reuse of products incorporation panel products is in furniture. Much of this occurs between families and friends, that is why the passing volume is low (Bonigut and Kearley, 2005).
If there is no possibility left to reuse waste wood, recycling of it should be the objective. This involves the reprocessing of waste and the use of it in a new product.
Recycling bears the greatest possibility of managing waste wood, because there are different methods available.
As an example the use of residues for the manufacturing of particle boards and fibre boards can be given. In addition to that farm beddings, cat litter, charcoal and mulches are possible.
Among reuse, recover and disposal value can be added to recycling of waste wood to the greatest extend, and this is the reason why this report focuses on that topic. Additionally more research projects were carried out on wood recycling than on reduction, reuse and recovery of waste wood, and thus the applied processes are more advanced.
After recycling comes the recovery of value in some other way. The incineration with heat recovery is an example. For example the UK's largest biomass power plants has been given the green light on Teesside, which will take in up to 120,000 tonnes of recycled wood each year for use as a fuel (www.letsrecycle.com, 15.04.2007).
The final and least desirable options in the waste management hierarchy are those of disposal, such as incineration without heat recovery and landfill.
Unfortunately this is the most frequented solution used in questions of waste wood.
In the year 2003 an estimated amount of 3, 5 Mio m of waste wood-based panels were generated in the United Kingdome, and the majority of that was most likely transported to landfills. Figures on the disposal of wood are difficult to find, and at best, are often estimates, rather than systematically recorded data. As such, any figures stated should not be taken as an exact record, because they always contain some elements of error (www.wasteonline.org.uk).
The reason for the choice of landfill in getting rid of its wood waste is that the latter has historically been very cheap.
But this matter of fact has to change and it even will change in the future, at least within the European Union.
The most influential reason is that there is a new legal framework regarding landfills, strictly speaking the EU Landfill directive and the EU Packaging Directive. Both restrict the amount of waste wood entering landfill.
Other factors which are setting against the disposal of waste wood are
![]() Wood is biodegradable and so can
contribute to greenhouse gas production if allowed to rot in landfill sites.
Wood is biodegradable and so can
contribute to greenhouse gas production if allowed to rot in landfill sites.
![]() Often it is in excellent condition,
and would therefore make ideal material for reuse, rather than simply being
binned
Often it is in excellent condition,
and would therefore make ideal material for reuse, rather than simply being
binned
![]() The growing, harvesting and
processing of virgin timber uses energy and water, thereby using other natural
resources which are not as renewable as timber
The growing, harvesting and
processing of virgin timber uses energy and water, thereby using other natural
resources which are not as renewable as timber
![]() Disposal cost: above all relevant to
the commercial sector, but as with any other waste material, reusing or
recycling will eventually save a company money as the costs of disposing
through landfill rises (www.wasteonline.org.uk).
Disposal cost: above all relevant to
the commercial sector, but as with any other waste material, reusing or
recycling will eventually save a company money as the costs of disposing
through landfill rises (www.wasteonline.org.uk).
Regarding the low density of wood (even if it is processed it will weight in most cases less than 1.000 kg/m) this matter of fact becomes important, when the waste disposal sites account per m.
Environment movements, NGOs, in general the public view make pressure on companies with high impact on both raw material demand, and waste output, because environmental question become more and more important.
Lust but
not least the wood working industry itself tries to optimize its raw material
usage and thus to minimize the amount of waste. One very important reason is
that the EU Government subsidises the thermal utilisation of wood. Thus some
companies in central
The objective of this report is to make a short introduction into the topic waste wood in general. Hereby it focuses on the recycling of wood, because this method possesses, in contrast to reuse and recovery, the greatest ability to add value to waste wood. Additionally recycling is able to process a big volume of waste wood.
Starting
with an overview of the product category wood-based panels the authors
present some trends in the consumption of wood-based products on the one hand,
and developments of waste wood - volumes on the other hand. Chapter two
includes the legal framework of wood recycling within the European Union, and
it informs about standards and different categories of waste wood in
In chapter three the different possibilities of preparation and utilisation of waste wood are given from a technical point of view. This chapter includes the advantages and disadvantages of each different method, and gives information about the possibilities of practical implementation.
The last
chapter deals with the current situation of waste wood management and wood
recycling in
As evident in figure 2 there are 6 main categories of wood-based panels, namely OSB, particle board, plywood, fibreboard, MDF and veneer sheets. Fibre boards can be sub classified in soft-, medium- and hardboard.
Figure 2: Overview of wood-based panels (Bonigut and Kearley, 2005)
In the year
2004 a total amount of 55, 6 Mio m of wood-based panels were produced in
Europe, excluding
Figure 3: Wood based panel production in Europe
excluding
According
to data from the European Panel Federation (www.epf.org, 29.04.2007) the
production volume of panel boards increased from the year 2000 from 33, 1 Mio
m to a volume of 34, 3 Mio m in 2004. Approximately 72% of the total European
particle board production origin from
The volume of MDF-panel production increased from 1994 to 2004 at about 13%, reaching its highest value in the year 2004 with 11, 9 Mio m.
In the year 2004 2, 8 Mio m of OSB were produced. From 1994 to 2004 the production volume grew about 30%.
From 1961
to 2003 the consumption of wood-based panels grew six-fold in the
The
anticipated annual growth in wood-based panel production in
Table 1 shows that until the year 2020 the highest growth rate of wood-based panel consumption will have OSB, with an estimated consumption in 2020 of 24 Mio m (Dunky, 2005).
Table 1:
Comparison of wood-based panel consumption [m] in Europe without
|
Panel / Year | |||
|
Panel Board | |||
|
MDF | |||
|
Plywood | |||
|
OSB |
Wood-based panels such a medium density fibre board (MDF), particleboard, plywood, oriented strand board (OSB) and melamine faced particle board are being increasingly used in the production of furniture and in the construction and refurbishment of buildings.
With the increase of the production of design-led products there are greater values of panel board waste in the wood waste stream. Wood-based panels are not generally considered for recycled back into new panel boards or added-value products, but research has been undertaken worldwide to try to overcome this (Bonigut and Kearley, 2005)
Because of
the fact that the biggest amount of panel boards are particle boards and MDF
(e.g. about 70% in the
As mentioned above the volume of panel boards in the waste stream increases going along with increasing production volumes.
Speaking about the sources of waste wood there are different possibilities:
According to its provenience we can classify in wood from demolitions and building sites, in wood recovered from furniture and packaging, as well as in wood resulting from the industrial processing of solid wood and wood-based panels.
Concerning demolition the main parts that can be recovered are roofs, constructions, interior walls, wooden floors, ceilings, doors, windows, frames, stairs and set-in furniture.
From building sites materials like scaffolds, casings, poles, sleepers, fences, arches, insulations, packaging, wood from renovations and so on can be obtained.
In case of furniture wood from tables, chairs, benches, closets, shelves, walls, cabinets, home use articles, toys, tools, sport articles are suitable for recycling.
Wood from pallets, containers, boxes, baskets, frames, walls, barrels, tambours and scaffolds originate from packaging.
The processing of solid wood delivers different types of materials which can be used like wood ends, slabs, timber rests, sawdust etc. In wood-based panel production rests of plywood, chipboards, fibreboards etc can be reused (Barbu, 2002).
In the year
2005 approximately 8 Mio tonnes of waste wood arose in
Figure 4: Constitution of wood waste in
The
following directives are valid for member states of the European Union. The
described standards and quality label are concerning
Under the anaerobic environment of landfill wood-based panel emits methane, which contributes to the green house effect, and is depending on the source 7,5 to 80 times in harm to the atmosphere than carbon dioxide (most sources agree on 20 to 21 times however) (Bonigut and Kearley, 2005).
This is one of many reasons why the Council Directive 99/31/EC of 26 April 1999 on the landfill of waste entered into force. The deadline for implementation of this legislation in the Member States was 16.07.2001.
The objective of the Directive is to prevent or reduce as far as possible negative effects on the environment from the landfilling of waste, by introducing stringent technical requirements for waste and landfills.
The Directive is intended to prevent or reduce the adverse effects of the landfill of waste on the environment, in particular on surface water, groundwater, soil, air and human health.
It defines the different categories of waste (municipal waste, hazardous waste, non-hazardous waste and inert waste) and applies to all landfills, defined as waste disposal sites for the deposit of waste onto or into land (https://ec.europa.eu,
In order to reduce the biodegradable municipal waste the directive sets the following targets (www.defra.gov.uk, 29.04.2007):
![]() By 2010 to reduce
biodegradable municipal waste landfilled to 75% of that produced in 1995
By 2010 to reduce
biodegradable municipal waste landfilled to 75% of that produced in 1995
![]() By 2013 to reduce
biodegradable municipal waste landfilled to 50% of that produced in 1995
By 2013 to reduce
biodegradable municipal waste landfilled to 50% of that produced in 1995
![]() By 2013 to reduce
biodegradable municipal waste landfilled to 35% of that produced in 1995
By 2013 to reduce
biodegradable municipal waste landfilled to 35% of that produced in 1995
The landfill directive does not target wood waste directly. However, as part of biodegradable municipal waste, wood waste is influenced indirectly and hence it is fully covered by the directive.
The EC Packaging and Packaging Waste Directive 94/62/EC was adopted on the 11th of February 2004. It restricts the amount of timber used in packaging, which can be exposed of either landfill or incineration without energy recovery. It focuses on the recycling and recovery of wood which is used for packaging, for example pallets and packing grates, and sets goals referring to this. The directive directly affects companies with a turnover of more than 2 Mio , or companies, which use more than 5 tons of packaging a year (www.wasteonline.org,
Referring to different European Council Directives Germany implemented in the last years several subsidiary legal measures. Next to Closed Substance Cycle and Waste Management Act (Kreislaufwirtschaftsgesetz), Renewable Energy Act (Erneuerbare Energien Gesetz), Ordinance on Biomass (Biomasseverordnung), Ordinance on a Harmonised Waste List (Abfallverzeichnisverordnung) the Ordinance on the Management of Waste Wood (Altholzverordnung) plays a central role on the management of waste wood in Germany (www.ctib-tchn.be, 29.04.2007).
The ordinance was implemented on the 15th of august 2002 and applies on the
![]() Thermal
treatment
Thermal
treatment
![]() Material
treatment
Material
treatment
![]() Disposal
Disposal
of waste wood.
The main aim of it is to prefer recycling and the thermal utilisation of waste wood towards disposal, which is not allowed any more.
Recovered wood is subdivided in 5 categories, and the industrial use is determined on the basis of these categories (Table 2).
Table 2: Waste wood categories of the Ordinance on the Management of Waste Wood (www.ctib-tchn.be, 29.04.2007)
This standard determines the limit values of different elements in recycled wood and informs about sampling to ensure the quality of the waste wood (Figure 5). The limit values are taken from the CEN report CR 13387 Child use and care articles General and common safety guidelines from October 1999.
Figure 5: Limit values of specific elements in recycled wood (www.europanels.org, 27.04.07)
This industry standard provides quality criteria to ensure the health, safety and the technical workability of by-products from processing and manufacturing sites as well as of post-consumer reclaimed and recycled wood used in the manufacture of wood-based panels.
Next to making different definitions it comprises standard requirements for the types, origins, chemical, physical and other contamination limits, cleanliness and delivery conditions of the waste wood-raw materials. Locally, other requirements may be applicable to the quality of recycled wood for the production of wood-based panels. These requirements need to be complied with, when and where they appear (www.europanels .org, 24.07.2007).
In addition to that it gives information about sampling and reference test methods of recycled wood (www.europanels .org, 24.07.2007).
The aim of this quality label for recycled wood and wood waste is to proof that the quality of recycled wood meets legal framework.
The foundations as well as the customers (waste wood preparing companies) expect that by applying this quality label the value of recycled wood can be enhanced.
As shown in the previous two chapters the amounts of wasted wood is continuosly growing and developing a real urban forest. In the same time with wood wasting the availability of raw materials for wood industry is decreasing. This is the reason why engineers tried to find solutions regarding recycling and reutilization of already processed wood.
In the following data the most important managing options of wood recycling are presented not only from technologically, but also from economically and ecologically point of view.
The main possibilities for wood industry can be the reprocessing of waste wood obtained from furniture, packaging, demolitions, etc, by means of various procedures as presented below. Of interest can also be the remanufacturing of furniture from used furniture. From an ecological point of view we can add the processes of thermal and electrical energy production, and the reutilization of furniture. Giving an overview we also need to mention that the applicability of all these management options need to take into consideration the economical aspect regarding application of the process.
Even if reutilization of furniture is more a concept than a processing option regarding wood recycling, we still need to mention this possibility because of its big applicability and low costs.
By reutilization of furniture, the operation costs can be at a very low level. Practically the transport can be the only expense considering this management option. In most countries of the European Union there are centres of furniture collection and second hand stores which merchandise the old furniture for new purposes and utilizations. The old furniture can be donated to the collecting centres by the old owners and the collectors can even perceive a tax for collecting, and so an income can be already generated. Excepting the transporting costs this process does not include any other energy consumption and expenses, thus it needs to be mentioned that the transport costs need to range below some certain level in order to operate profitable business. By reutilization of furniture an important amount of wood and wood-based panels is saved from being stored at landfills.
At the
moment there are no exact data about the amount of furniture which is reused in
Not only
furniture can be subjected to reutilization, but also wood and wood-based panels,
which are recovered from other sectors of wood utilization like constructions.
This solution can be also valuable by providing raw material savings. A good
example for
Remanufacturing of furniture can be seen more as a concept than as a technological process. Like the reutilization of furniture it provides good possibilities of wood and wood-based panels utilization and processing without big expenses and ecological damages. In comparison with reutilization the remanufacturing provides more opportunities by the fact that also the aspect of the old furniture can be changed or even new products can be obtained from old products.
The remanufacturing of furniture can be done by reconditioning of damaged furniture, by replacing of the damaged parts or by recovery of useful raw materials. In this way the waste of wood is diminished and cheaper raw materials can be obtained.
This process will still produce waste but most of this can be utilized by means of other waste wood management options, like chipping, pulping, energy production.
In Figure 6 the schematic representation of furniture remanufacturing is presented.
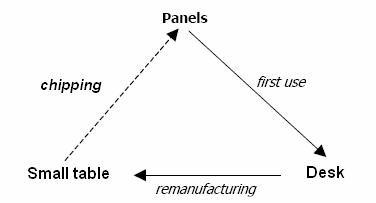
Figure 6: Schematic representation of remanufacturing
The process of wood composting and utilization of resulted products can offer a solution for wood waste utilization, providing much more advantages than sending of wood waste to the landfill.
More exactly the process consists of chipping of wooden materials into very small particles (sometimes even into dust) and storing of this in hoppers. The hogged wood needs to be mixed with water and stored for longer periods. This time periods, in which the materials are left to compost at temperatures of 70-80 degrees, can last even for 4 or 5 years depending on the chips size.
The obtained product can be used as compost as well as fertiliser. It is proven that the urea contained by the chipped wood-based panels is acting as a catalyst for the composting process.
Even if the
process is applied in other European countries, in
The utilization of waste wood as farm bedding materials is a more valuable option than sending the waste wood to the landfill.
The farming industry, as other industrial sectors, needs good and cheap materials in order to be able to provide good prices for their own finite products. Wood is known as a good thermal insulator and this is why chipped or hogged wood can be a low cost solution as farm bedding material.
Figure 7 presents the aspect of farm bedding material obtain by wood processing.

Figure 7: Wood chips used for
bedding (Bonigut and Kearley, 2005)
Because of their formaldehyde content wood based panels are classified as recommended absolute exclusion from animal bedding, but still companies sell successfully their wood based panels transformed in farm bedding (Bonigut and Kearley, 2005).
Even if the presented opportunities represent important alternatives for wood wasting, for wood industry, especially for panels industry, the most important option consists in reutilization of already used wood by means of various procedures and reintegration of the obtained chips or fibres in the frame of the panel production process.
Regarding panel production processes the following problems appear:
![]() separation
of wood from other metallic or non-metallic parts
separation
of wood from other metallic or non-metallic parts
![]() breakage
of the wood-adhesive bondage
breakage
of the wood-adhesive bondage
![]() geometry
of resulting chips
geometry
of resulting chips
![]() formaldehyde
content
formaldehyde
content
These are the reasons why different processing methods were developed, having each different advantages and disadvantages.
The process is based on pressure, steam, vacuum and mechanical agitation in order to be able to break down the particleboard or MDF panel. To avoid the melting of adhesive and laminates low pressures of 2-3 bars are used.
The materials are introduced in a vessel, and by processing new fibres or chips are obtained. According to the existing data panels obtained by virgin fibres have approximately the same characteristics as panels obtained by fibres from the fibersolve process.
At the moment the process has been applied and studied at a semi-industrial scale using vessels with a capacity of 1 tone/hour, but in order to be used for industrial purposes vessels of 10 tones/hour need to be designed. To obtain a continuous flow more vessels are necessary (Bonigut and Kearley, 2005).
The level of formaldehyde emissions is kept low during the process but the obtained fibres do have a high amount of adhesive.
Considering recycling of wood we need to mention that this management option can be applied just to particleboard and MDF and providing no interest for other types of materials like solid wood, plywood etc.
Exact estimations of production costs are not available, because until now the process was just applied at a semi-industrial scale.
The process is mainly applied to MDF panels and less to chipboard and other types of panels. The process consists in cutting of MDF panels in smaller sections and in immersing them in water. After that they are exposed to microwave radiation. The separation of the fibres is realized by means of agitation in water. This is the reason why the moisture content of the obtained fibres is higher in case of micro release process than in case of fibresolve process.
The emissions level is kept low as a result of the fact that the fibres are kept below water level. The process can be developed at continue basis, but until now it was only tested at laboratory level.
The panels produced with fibre obtained by means of micro release process present no big differences in comparisons with MDF obtained from virgin fibres. The fibres have mainly the same characteristics with virgin fibres (Bonigut and Kearley, 2005).
A disadvantage of the process can be the fact that it is less suitable for chipboard or other non-fibrous panels.
The process consists of pulping of waste wood and waste wood based panels using conventional pulping technique. The obtained fibers are used as raw material in a conventional MDF production process.
The wood chips can be processed from a wide variety of wood based products and are subjected to alkali, organosolv and sulphite pulping. This is realized by using concentrated acetic acid or ethanol to delignify fiber by breaking off pieces of the lignin molecule to render it soluble.
The pulping spent liquor containing the degradation products of the waste boards bonding resin can be used as an extender for conventional resins commonly employed in wood-based panel manufacture (Bonigut and Kearley, 2005)
Because of the high amount of water used during the production process the costs of panels produced from recycled fibers are with 91% higher in case of continuous operation of the refiner unit (Bonigut and Kearley, 2005)
The pulping spent liquor can be used just in case of PF usage but it does not help in case of UF adhesive usage.
Because of the higher emissions level new costs will appear.
Chipping is one of the management options which have a very high utilization level and which do not need any special equipment than the one used in an ordinary flow of chipboard production.
Many of the chipboard producers mill their own waste, trimmings and unusable materials and put it back into the production line.
However problems appear because of the different geometry of the resulted chips. Because of the different strength, by milling, the chips from wood waste will not be separated on the glue line but more at random points. Because of the different geometry of the re-chipped wood particles panel producers try to maintain the amount of re-chipped wood below 5% of total amount of chips used in production.
Problems can also appear regarding gluing, pressing and physical and mechanical properties of products. Speaking of gluing we need to say that a bigger amount of glue will be needed and so we will get not only an added cost but also differences in density. The pressing process will know also some problems because of the higher resin content.
As an advantage of this method we can say that by using their own waste producers can reduce the amount of virgin raw material, however in order to get panels with good mechanical properties the amount of re-chipped wood should not exceed 25% of the all chips amount.
Waste panels like plywood, OSB, chipboard, massive wood panels, GLT can be used as well as old furniture, pallets and other categories of materials presented above. In this case new problems will appear regarding separating of wooden material from non-wooden material like ferrous or non-ferrous inclusions and plastics. Sorting of obtained materials is needed in this case too. Special lines where designed to assure material processing in case of chipping of these types of materials.
There are several companies which produce high tech equipment for wood waste processing like PAL s.r.l., Hammel Recyclingtechnik GmbH and Steinert Electromagnetbau GmbH.
A technological flow for wood waste processing should compulsory contain milling machinery, deferrizating equipment, non-metals separating equipment and screens and sifter units for material grading and sorting. Figure 8 shows a recycling flow line for the chipping of wood, produced by the Italian company PAL s.r.l.
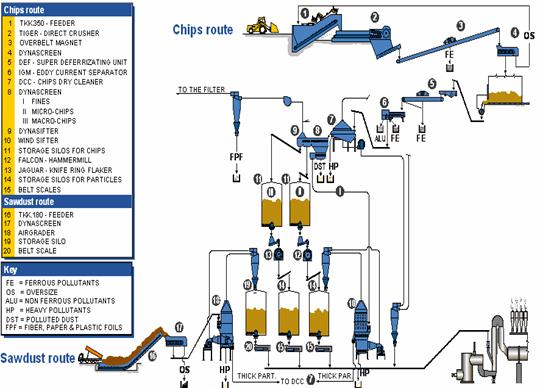
Figure 8: Technological flow line for wood chips preparation of PAL s.r.l. (www.pal.it, 22.05.2007)
In order to process a very efficient sorting of materials high tech equipment has been developed by company Steinert Elektromagnetbau GmbH. It uses X-rays to determine the nature of particles and to be able to do an efficient and secure sorting. By an efficient sorting procedure of materials not only future processing steps can be done with fewer technical problems, but also new incomes might be generated. In figure 9 an X-ray sorting system is presented.

Figure 9: X-ray sorting system (www.steinert.de, 22.05.2007)
There are three processes that can be classified as thermohydrolic processes. All three of them try to break the bondage between wood and resin by means of hydrolysis of the glue in saturated steam:
The Sandberg process was developed in 1965,
the Pfleiderer process in 1994 and
the WKI process was invented in 1995
by the Wilhelm-Klauditz Institute Holzforschung in
The processes are cost and energy intensive, especially the first two processes which where never applied on industrial scale.
The WKI process initially treats the chipped material with a solution consisting of water, urea and sulphuric acid in order to assure a maceration of it. After that a high temperature of about 80-120 Celsius degree is applied at a pressure of about 2 bars for about 20 minutes. This is done to disintegrate the bondage wood-resin. The process continues by sorting of the materials and separating of wooden particles from metals and laminates. The drying of the obtained material is the next step of the process.
Particle- and fiberboards of very good quality can be obtained using 100% recycled fibers or chips. The obtained panels have even better characteristics than normally produced panels such as lower formaldehyde emission rates.
A disadvantage of the process may be the fact that special equipment needs to be installed in order to process the wooden waste. The WKI process is schematic represented in the Figure 10:
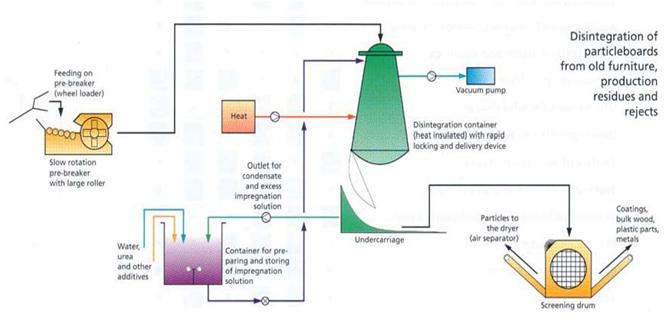
Figure 10: The schematic representation
of the WKI process (www.wki.fraunhofer.de, 23.05.2007)
This technology for the processing of waste MDF and particleboard panels (and waste low-grade paper) is based on the application of a twin-screw extruder technology. It is also targeted at reactivating the resin used for the bonding of the waste panels. The material to be extruded during the extruder process is subjected to thermohydrolysis under the action of high shear in the extruder. Due to such shear action the material is defibrated and the structure of the lignocellulosics is disrupted (Bonigut and Kearley, 2005).
Boards which consist of 85% virgin fibers and 15% recycled fibers can be produced having good mechanical and physical characteristics.
Due to the reactivation of the existing resin there is less consumption of adhesive, also the emissions of formaldehyde are smaller as in case of boards produced just from virgin fibers.
Thus the process is not applied at industrial scale but research is done in this direction.
At the end of the waste-wood management options the process of wood and wood based panels combustion is mentioned, because authors subscribe to the idea of: Wood has a more noble purpose than being burned much earlier than his lifecycle imposes (Dr. Steinwender, Egger Austria).
Still the wood combustion is a much applied process at moment and it can be done more or less efficiently. It can be done with recovery of heat, with recovery of electricity or in the mostly efficient way with recovery of both by means of combined heat and power plants.
The biggest advantage provided by the thermal utilization of wood is the lower price of the raw material in comparison with other available fuels. However in case of wood based panels or treated wood the combustion needs to be done at high temperature. For this purposes special equipment is required.
The very good caloric value of wood in various forms like solid wood, briquettes or pellets represents an advantage for wood combustion.
The main disadvantage from the wood industry point of view, if we speak about wood combustion in general, is that by burning of wood, the available amount of wood as raw material for panels industry is decreasing and crises situations can appear regionally.
The Figure 11 shows the schematic representation of a heat and power plant.
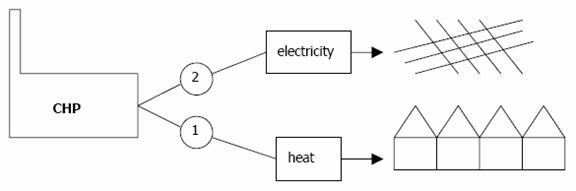
Figure 11: Schematic representation of heat and power plants
At the moment the
actual technologies of wood recycling from old products and reusing of it by
the fabrication of new materials and products is still in an incipient form in
The authors were not able to find any company specialized just by processing of old wood or wood-based panels using chipping or pulping specialized lines. Neither companies which have implemented processes like the WKI process, microrelease process, fibersolve or extrusion process were found.
However according to
information from Kronospon, the
biggest company in
In Figure 12 a photo, taken at Kronospon about the available raw materials for wooden based panel industry, is shown.

Figure 12: Raw material for production of panel boards (Kronospan / Sebes, May 2007)
In the research the
authors were not able to find out a market price for old wood in
If we speak about
concepts like furniture reutilization and remanufacturing the facts change
greatly. In
The use of both waste-wood
and virgin wood for combustion is still widely spread in
Managing waste-wood
refers mainly to reusing of wood which was already used for purposes like
furniture production, packing, construction etc. Considering the situation in
Today in

Figure 13: Pollution of the environment by wood waste (source unknown, 29.02.2002)
At the moment in
As mentioned above the
actual recycling of wood is considered when wood is collected and reused for
new purposes and in which it is saved from being wasted at landfills. In this
research the authors were able to find out that a great quantity of wood is
wasted systematically in
A solution for
applying of wood recycling in
A result of this action will produce many benefits for all parts involved, because cheap raw material can be provided for wood industry, incomes can be obtained by the companies involved in collecting and resale of the recovered wood, new work places can be offered to the population and, probably the most important benefit, forests are saved from cutting and environment saved from pollution.
In Figures 14, 15, and
16 waste wood at the landfill in

Figure 14 The landfill from

Figure 15 The landfill from

Figure 16 The landfill from
J. Bonigut, V.C. Kearley, Options for increasing the recovery of panelboard waste,The waste & resources action programme, Oxon, 2005
M.C. Barbu, MDF Placi din fibre de lemn, Bazele productiei, Brasov, 2002
M. Dunky,
Lecture notes of Holztechnologie und Management at the
https://www.ace.mmu.ac.uk/eae/Sustainability/Older/Waste_Recycling.html (26.04.07)
https://www.letsrecycle.com/materials/wood/news.jsp?story=4268
https://www.europanels.org/main_mo.html (27.04.07)
https://www.wasteonline.org.uk/resources/InformationSheets/Wood.pdf (28.04.2007)
www.fh-augsburg.de/~traitor/Pr%E4sentation%20ALTHOLZ.ppt (29.04.2007)
https://ec.europa.eu/environment/waste/landfill_index.htm (29.04.2007)
https://www.defra.gov.uk/environment/waste/topics/landfill-dir/pdf/landfilldir.pdf (29.04.2007)
https://www.ctib-tchn.be/coste31/files_pdf/E31_NSR_2003.pdf (29.04.2007)
https://www.bgs-ev.de/200/240d_Recycling_Holz.html (29.04.2007)
https://www.pal.it
https://www.steinert.de/234.0.html?&L=1 (24.05.2007)
https://www.wki.fraunhofer.de/projekte.html (10.05.2007)
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3179
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved