| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
montarea MOTOARELOR ELECTRICE
ASAMBLAREA ROTOArELOr
Rotoarele bobinate si impregnate, respectiv acoperite cu lac de izolare, se aseaza si se transporta, pe linii speciale, care asigura deplasarea rotoarelor sprijinite pe cele doua capete de arbore, fara a se atinge bobinajul.
Inainte de a intra in sectia de montaj, ele se curata de surplusul de lac si se executa legaturile la inelele de contact (la masinile cu rotorul bobinat), aceasta operatie nu se poate executa inainte de impregnare, din cauza temperaturii din cuptorul de uscare, care imbatraneste si distruge izolatia de cauciuc a cablurilor.
a. EXECUTAREA LEGATURII LA INELELE DE CONTACT
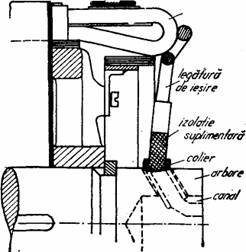
La majoritatea masinilor moderne cu rotorul bobinat, inelele de contact se gasesc in afara scutului, iar legaturile de iesire ale bobinajului la inele se scot prin trei gauri radiale si un canal central din arbore. Pentru a nu se taia izolatia cablurilor la trecerea lor prin arbore, se obisnuieste ca ea sa fie intarita in aceasta zona, asa cum se vede in figura 7.
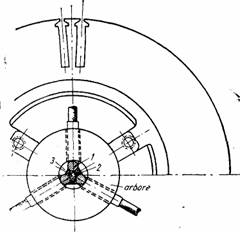
Cablurile se fixeaza de obicei cu cate un colier, pentru a preveni tragerea inapoi din cauza fortei centrifuge, lucru care ar conduce la frecarea legaturii de iesire de bobinajul statoric. Un alt sistem de fixare este reprezentat in figura 8, in care se vede cum cablurile 1 sunt fixate la trecerea prin canalul interior 3, al arborelui cu ajutorul unui dop din lemn fiert in ulei 2, care le impinge spre peretii canalului 3, impiedicand astfel deplasarea lor.
|
Fig. 7.
Trecerea cablurilor prin arbore la
inele |
Rotoarele in scurtcircuit, dupa ce au fost curatate de surplusurile de la sudarea sau turnarea barelor, vin direct in sectiile de montaj.
b. MONTAREA RULMENTILOR
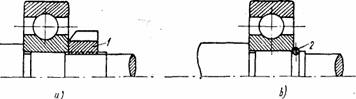
Fig. 9. Fixarea rulmentilor ficsi pe arbore: a - cu piulita; 2 - cu siguranta.
Fixarea rulmentului pe arbore se face la masinile mai mici prin presare, iar la masinile mai mari se obisnuieste sa se monteze si o siguranta 2 sau o piulita 1 la rulmentul fix (fig. 9). Trebuie aratat ca dintre cei doi rulmenti ai masinii, numai unul poate sa fie fix; celalalt (fig. 10) trebuie sa fie de un tip care sa permita deplasari axiale (rulment liber pe role), sau montat astfel, incat sa permita asemenea deplasari (rulment liber pe bile), necesare datorita dilatatiilor masinii in timpul functionarii.
Rulmentii se spala in benzina si apoi se monteaza pe arbore, dupa o incalzire prealabila in baie de ulei la circa 80C0, astfel incat dilatarea inelului interior sa permita asezarea lui cu usurinta pe arbore.
Dupa racire se unge rulmentul cu vaselina speciala. Capacelele trebuie umplute cu vaselina doar in proportie de circa 1/2-2/3 din volum, deoarece vaselina prea multa impiedica buna functionare a rulmentului.
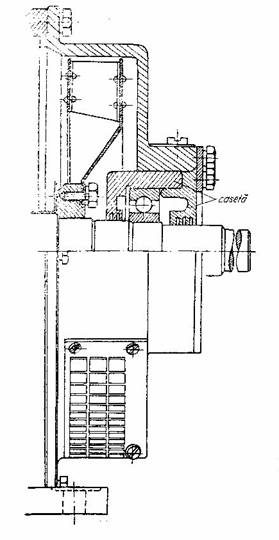
La unele tipuri de masini, rulmentii se monteaza pe arbore in niste cutii inchise, constituind montajul in caseta, reprezentat in figura 11.
ASAMBLAREA STATOARELOR
Pachetele de tole statorice ale masinilor asincrone pot fi presate in carcasa sau, mai bine, bobinate separat si apoi introduse in carcasa. Prelucrarea finala de strunjire a carcasei se executa in cadrul atelierului de montaj. Apoi, carcasele si pachetele se asambleaza prin presare. La o fabricatie de serie mare, pachetul de tole nu este prelucrat la exterior si deci diametrul sau exterior rezulta din impachetare. Pentru ca pachetul sa nu se roteasca, se obisnuieste sa se dea cu o masina de gaurit manuala (printr-o
gaura prevazuta anterior in carcasa), un cep in jugul tolelor statorice, in care se infige varful unui stift (fig. 12).
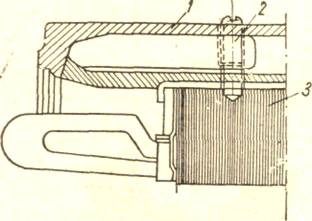
Fig. 1 Fixarea pachetului statoric in carcasa:
- carcasa : 2 - $tift : 3 - packet de tole.
La masinile de curent continuu, statorul se asambleaza prin montarea polilor in carcasa. Bobinele statorice se executa uneori direct, in casete de material izolant; izolarea lor fata de miez se realizeaza in timpul montajului in carcasa. Pentru aceasta, inainte de asezarea bobinei, pe corpul miezului se aseaza fie o carcasa din prespan sau micafoliu (atunci cand este vorba de bobine executate din fire sau sarme profilate), fie distantoare de lemn sau de pertinax (atunci cand este vorba de bobine executate din bare). Pentru a permite introducerea bobinei, carcasa este demontabila, adica alcatuita dintr-o fasie care infasoara capul polului si doua rame (saibe).
Pentru a evita dificultatea executarii unor bobine cu tolerante prea stranse, uneori ele se executa mai mici decat locul disponibil pe inaltimea crestaturii.
Dupa montarea bobinelor se executa legaturile intre acestea si se scot capetele la borne, conform schemei electrice.
ASAMBLABEA SCUTURILOR POrTLAGar si A LAGARELOR
La masinile mici si mijlocii, lagarele pot fi prevazute in scuturile frontale sau, la masinile mari, pot fi separate, sub forma de lagare picior. De obicei, lagarele din scuturile frontale sunt de rostogolire (rulmenti), in timp ce lagarele-picior sunt lagare de alunecare.
S-a examinat mai inainte asamblarea rulmentilor si montarea lor pe arbore; se va analiza acum ansamblul lor din punctul de vedere al posibilitatii de montare usoara a scutului. Aceasta analiza este cu atat mai necesara, cu cat masina lucreaza in conditii mai grele (de exemplu, motor de macara) sau cu cit intarzierea in inlaturarea unei defectiuni poate duce la accidente grave (motoarele care antreneaza sapa sondelor de foraj).
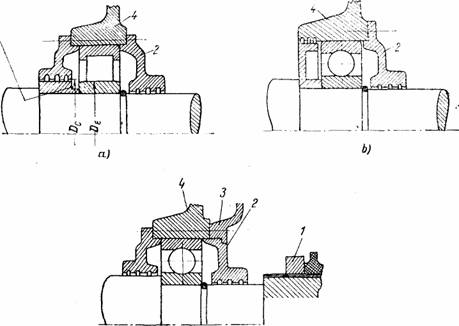
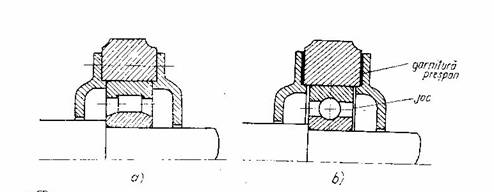
La motoarele asincrone in scurtcircuit este suficient sa se dea o atentie deosebita scutului ce sustine rulmentul mobil. Dupa cum se vede in figura 13, a, cand exista un rulment cu role, scutul si inelul capacului exterior al rulmentului se pot trage usor inainte. Pentru a simplifica mai mult aceasta operatie, inlaturand si necesitatea de a desface suruburile de la capacele, se obisnuieste sa se foloseasca rulmenti, la care inelul interior ramane pe arbore si rolele merg o data cu inelul exterior. In acest fel, aranjandu-se ca diametrul Dc al capacelului interior sa fie putin mai mare decat diametrul exterior DE al inelului de pe ax, al rulmentului, scutul poate fi tras inainte cu rulment si capacele, fara sa mai necesite demontarea acestora. Pentru a putea extrage inelul interior al rulmentului, in bucse trebuie facuta o degajare tehnologica, ca cea aratata in figura.
Daca masina este montata pe doi rulmenti cu bile, la care inelul interior de pe arbore este solidarizat cu camasa exterioara prin bile, solutia este mai complicate, intrucat se foloseste un capacel interior de forma speciala, cum se vede in figura 13, b; acesta prezinta anumite dezavantaje din punctul de vedere al scaparilor de vaselina (interstitiul dintre partea fixa si cea in rotatie fiind pe diametral mai mare). O data scos scutul de tractiune, masina se demonteaza imediat, tragand inapoi scutul suport, impreuna cu rotor cu tot.
|
|
Fig.13 . Scoaterea scutului fara demontarea rulmentilor: a - peste rulmentul cu role; b - peste rulmentul cu bile; c - peste inelele de contact
In cazul masinilor cu rotorul bobinat, prevazute cu inele de contact in interiorul scutului, asamblarea scuturilor este aceeasi ca la motoarele asincrone in scurtcircuit. Tendinta constructive, moderna este insa de a scoate inelele in afara scutului, intr-o cutie separata, pentru a feri bobinajul de praful de carbune de la perii. In acest caz exista cateva moduri de montare a scutului suport. In figura 13, c se indica una din metode. Inelele de contact 1, ca si capacelul exterior 2 al scutului suport, capacel asezat de data asta intre scut si inele, au diametre mai mici decat diametrul interior al scutului. In acest mod, scutul 4 se poate scoate usor peste rulment, capacel si inele, lasand rotorul accesibil. Pentru fixarea capacelului si implicit a rulmentului se foloseste cutia inelelor de contact 3.
Montarea masinilor prevazute cu cuzineti fixati in lagare-picior este o operatie care nu prezinta alte dificultati decat cele create de dimensiunile, de obicei, mari ale acestor masini. Intrefierul lor fiind relativ mare, centrarea rotorului in stator se face usor, prin asezarea in cateva locuri a unor benzi metalice, de grosimea intrefierului. In practica se obisnuieste ca la partea inferioara sa se aseze benzi ceva mai groase decat in partea de sus, astfel incat de la inceput sa se prevada o compensatie pentru tasarea cuzinetilor sub greutatea rotorului. Se monteaza mai intai cuzinetii pe fusurile arborelui rotoric. Apoi, lagarele-picior se monteaza peste cuzineti si se fixeaza definitiv pe placa de fundatie, folosind garniturile si stifturile necesare pentru centrarea rotorului in stator. Dupa fixarea definitive, a lagarelor-picior se demonteaza din nou cuzinetii si se scot benzile de distantare dintre stator si rotor. Inainte de montarea finala a masinii se executa operatia de slefuire a cuzinetilor. Acestia se strang apoi la locul lor pe fusuri si se invartesc de cateva ori cu mana. Din cauza inegalitatii prelucrarilor, cuzinetul nu calca pe fus decat in cateva puncte, care la demontare se recunosc prin faptul ca lucesc. Aceste puncte lucitoare se razuiesc usor cu un razuitor, apoi se monteaza iar cuzinetul si se repeta operatia. Cu cat lucrul avanseaza, cuzinetul incepe sa calce pe arbore, cu o suprafata din ce in ce mai mare, mergand pana la slefuirea lui completa. In aceasta situatie se pot monta definitiv cuzinetii, dupa care se face o operatie de rodaj a masinii montate. Pentru aceasta se invarteste masina fara sarcina si la turatie redusa un numar de ore in care se schimba regulat uleiul si se urmareste temperatura lagarelor.
SCHEMA DE ASAMBLARE SI VEBIFICARE A ASAMBLARII
Introducerea rotorului in stator in pozitie orizontala este insa o operatie care prezinta dificultati, daca tinem seama de greutatea rotorului (la masini mijlocii si mari), de marimea intrefierului, care face ca avansarea rotorului in stator sa nu fie posibila decat in cazul unui paralelism aproape perfect al axelor celor doua corpuri, si de grija necesara pentru a nu lovi bo-binajele. In plus, prinderea rotorului in macara este dificila si, in majoritatea cazurilor, dimensiunile masinii sunt astfel incit introducand rotorul pe o parte, capatul arborelui nu iese suficient pe cealalta parte, pentru a prezenta un sprijin sigur.
La masinile foarte mari, aceasta dificultate a fost inlaturata prin execu-tarea statorului (miezul de otel, carcasa si bobinajul) din doua jumatati, astfel incat rotorul se aseaza peste jumatatea inferioara, in cuzineti, si apoi se prinde cu buloane jumatatea superioara a statorului.
La masinile de marime mijlocie, in cazul unor constructii potrivite, s-a putut realiza montajul vertical. Conditia pentru ca acest tip de montaj sa fie posibil este ca scutul de tractiune sa fie prevazut cu rulment demontabil, fara demontarea capacelelor, iar ventilatorul, daca depaseste diametrul rotorului, sa fie montat in partea scutului suport. Astfel, dupa cum se vede in figura 14, carcasa 1, cu scutul de tractiune 2 si camasa exterioara a rulmentului 3, definitiv montate, se aseaza in pozitie verticala pe un banc special, iar rotorul cu ventilatorul 4 si scutul suport 5 montate se introduc pe sus, fara dificultati, la locul lor, fiind prinse in macara cu un inel de ridicare, pentru care s-a prevazut un filet special in capatul arborelui. In cazul acestor masini avantajele sistemului descris sunt incontestabile; conditiile constructive mentionate fac ca el sa nu poata fi insa generalizat.
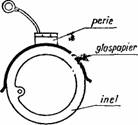
La masinile cu perii, dupa montare periile se slefuiesc pe colector sau pe inele, prin acoperirea inelelor, respectiv a colectorului, cu o fasie de hartie sticlata (glaspapir) (fig. 15), precum si deplasarea acesteia in dreapta si stanga, pana ce peria capata exact raza de curbura a inelului sau a colectorului. Dupa aceasta operatie, praful de carbune se inlatura cu un jet de aer comprimat. Folosirea hartiei emeri (smirghelul) in loc de hartie sticlata este interzisa din cauza continutului metalic al granulelor sale. Inelele si colectorul nu se ung.
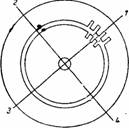
Dupa montarea masinii, inainte ca aceasta sa fie rotita, trebuie verificat intrefierul. Verificarea nu inseamna calcularea lui din diferenta diametrului statorului si rotorului, ci masurarea lui efectiva, prin introducerea de calibre pentru interstitii in cel putin patru puncte, situate pe doua diametre perpendiculare, asa cum se vede in figura 16. Lamelele calibrului trebuie sa fie de o latime redusa (cu atat mai redusa cu cit diametrul rotorului este mai mic), pentru a nu introduce erori apreciabile de masurare.
Tot in cadrul sectiei de montaj se obisnuieste sa se faca o proba de rodare, alimentand in gol masina si urmarind daca ea se invarteste corect, fara zgomote anormale, precum si o verificare preliminara a rigiditatii dielectrice a izolatiei bobinajelor, dupa care se trimite masina la platforma de incercare, in vederea executarii incercarilor finale.
|
|
|
Fig. 15. Slefuirea periilor. |
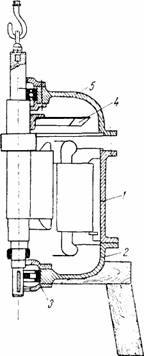
Fig. 14 . Montajul vertical
|
|
Fig. 16. Verificarea intrefierului.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2013
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved