| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
PROCEDEE TEHNOLOGICE AVAND LA BAZA FORMAREA IN CAMP ELECTROMAGNETIC
Probleme generale
Formarea in camp electromagnetic, ca si aplicarea acestei tehnologii in operatii de montaj si prelucrare plastica a unor metale dure care prezinta rezistenta la tractiune ridicata (~100 kgf/mm2) au generat aparitia unor noi procedee de deformare care sa asigure obtinerea unor forme complicate de piese, dificil de realizat prin tehnicile conventionale. Aparute in domeniul tehnicilor aerospatiale - pentru rachete si aeronave - primele incercari de aplicare a acestui procedeu sunt atribuite lui Brower si Harvay (1958), in timp ce mentionari ale realizarii unor instalatii industriale apartin anului 1962.
Deformarea se poate realiza utilizand energii mari de natura diferita: electrohidraulica, prin explozie, pneumatic-mecanica, electro-magnetica.
Desi au multe avantaje, aceste tehnologii neconventionale nu le inlocuiesc pe cele clasice, ci le completeaza doar, deoarece avantajele de mai sus nu se manifesta in toate cazurile, drept care intotdeauna este necesara o analiza serioasa a oportunitatii aplicarii acestor procedee, in functie de volumul productiei si de costurile pe care le implica acestea, dar si de faptul ca exista si unele dezavantaje, cum ar fi:
unele procedee pot fi mari consumatoare de energie, dar totusi sunt avantajoase in anumite aplicatii;
exista unele procedee la care nu se poate controla, regla si dirija foarte bine procesul de deformare (la cele prin explozie);
in cazul aplicarii la scara industriala, unele procedee necesita masuri speciale de securitate.
Comun tuturor acestor procedee este faptul ca se dezvolta energii foarte mari in timpi extrem de scurti, care conduc la aparitia unor unde de presiune care actioneaza asupra materialului si-l deformeaza.
Daca prin procedee clasice se obtin unde de soc avand viteze de maximum 6m/s, la aceste procedee s-a ajuns la viteze de 135m/s, in cazul metodelor explozive de energie mica sau a celor mecano-pneumatice si chiar la 1000-8000m/s la cele ce utilizeaza substante foarte explozive, in mediu fluid.
Problemele de baza care apar sunt cele legate de controlul directiei si marimii acestor unde de soc, de comportarea materialelor sub actiunea acestor unde si de constructia dispozitivelor de deformare care sa reziste la aceste eforturi uriase.
Vitezele de deformare ridicate care se obtin prin aceste procedee si presiunile mari dezvoltate prin degajarea energiei concentrate in timp foarte scurt fac ca metalele sa fie aduse intr-o stare plastica pe durata de actiune a presiunii, putand fi usor deformate. In cazul metalelor foarte rezistente si greu deformabile (inclusiv a celor sinterizate), aceste procedee sunt de cele mai multe ori si singurele procedee de prelucrare acceptabile din punct de vedere tehnic si economic.
Intre opinia unor specialisti de a subestima aceste tehnici, - gasindu-le limitate ca aplicatii - si a altora care le supraapreciaza, tehnologul trebuie sa opteze, criteriul performanta - cost fiind acela care decide.
Toate procedeele mentionate sunt cunoscute sub denumirea generala de 'deformari de mare energie', de la formularea americana 'High Energy Rate Forming'(HERF).
Ultimul procedeu - deformarea electromagnetica - procedeu care utilizeaza energia stocata intr-o baterie de condensatoare face obiectul prezentului capitol.
Principiul formArii electromagnetice
Procedeul deformarii metalelor in camp magnetic intens, desi este mai nou, s-a dezvoltat mai rapid decat celelalte procedee datorita avantajelor oferite prin posibilitatea controlului formei si marimii formei undei de presiune, a preciziei deformarii si a faptului ca fortele de prelucrare nu sunt transmise prin contact mecanic. Aceste forte se creeaza chiar in masa piesei de prelucrat, ca urmare a interactiunii electromagnetice dintre curentul indus in piesa si campul magnetic inductor. In plus, se acopera domeniul de prelucrare a unor piese mai mici in conditii economice avantajoase.
Acest procedeu, care nu necesita o specializare deosebita pentru manevrarea instalatiei de deformare, se poate utiliza pentru o gama larga de operatii (presari, stantari, ambutisari etc.) care se pot executa cu o inalta precizie, chiar pentru repere complexe sau dificil de executat prin metode clasice, datorita slabelor calitati mecanice.
Principiul formarii electromagnetice prezentat in Fig. 1, consta in deformarea unor metale sub actiunea fortelor electrodinamice exercitate asupra lor, atunci cand sunt situate in campuri magnetice variabile in timp.
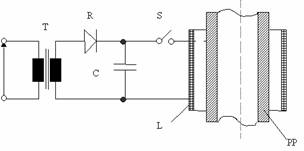
Fig. 1. Schema de principiu a unui echipament de
formare electromagnetica;
T) transformator; R) redresor; C) bateria de condensatoare; S) intrerupator;
L) bobina de formare; PP) piesa supusa prelucrarii.
O instalatie de formare electromagnetica are ca element de baza o baterie de condensatoare C care se incarca cu ajutorul unui redresor R; cu ajutorul unui aparat de conectare S (in mod obisnuit un eclator sau un ignitron), bateria de condensatoare se descarca prin intermediul unei bobine de formare L. Regimul de descarcare - specific formarii electromagnetice- este un regim oscilant amortizat. Frecventa de oscilatie a curentului obtinut pentru un circuit determinat este cuprinsa in gama 5-20kHz.
Campul magnetic, produs de bobina L, induce in piesa de prelucrat PP curenti turbionari, intre bobina de formare si piesa de prelucrat aparand datorita curentilor indusi forte de repulsie care se manifesta sub forma unor impulsuri cu amplitudine descrescatoare.
Daca forta specifica astfel dezvoltata depaseste limita de curgere a metalului, peretii tubului se deformeaza luand forma sculei care se dispune inauntru.
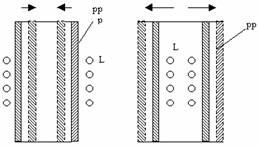
Piesa de prelucrat PP poate fi introdusa in interiorul bobinei L (ca in figura) sau un exteriorul ei, putand sa realizeze prin aceasta dispunere 'comprimari' sau 'dilatari' ale piesei.
Daca bobina de formare este in exterior, piesa de prelucrat (PP) fiind in interiorul acesteia, va tinde sa se 'contracte' (Fig. 2a).
Daca bobina de formare este dispusa in interiorul piesei de prelucrat PP, aceasta se va largi (Fig. 2b).
a) b)
Fig. 2. Comprimarea unei piese (a) sau extrudarea sa (b).
Deformarea va fi optima atunci cand presiunea exercitata asupra piesei va putea crea viteze T de deformare mari.
In momentul in care eforturile unitare din piesa PP depasesc limita de curgere a materialului, acesta se deformeaza plastic.
Tensiunea de incarcare a bateriei de condensatoare C este in mod uzual de 5-10kV, iar valoarea energiei acumulate in bateria de condensa-toare este, pentru majoritatea instalatiilor utilizate, cuprinsa intre 2-15KJ.
Presiunea maxima exercitata asupra peretilor piesei are valori ridicate de ordinul a:
![]() (1)
(1)
Viteza de deformare maxima este de ordinul zecilor de m/s, putand chiar depasi 100m/s.
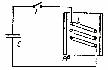
Concentratorul de cAmp
In scopul concentrarii fortelor active pe portiuni bine determinate (supuse prelucrarii), se utilizeaza un concentrator de camp, a carui constructie este prezentata in Fig. 3. Concentratorul este introdus in interiorul bobinei de formare, iar in interiorul concentratorului se afla piesa de prelucrat. Curentul din bobina de formare induce in concentrator un curent aproximativ egal (cuplaj relativ strans) si de sens contrar cu solenatia inductoare.
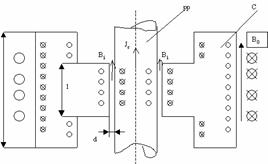
Fig. 3. Constructia unui concentrator de camp.
Datorita faptului ca in concentrator exista o fanta radiala, curentul indus se va inchide prin suprafata interioara, in special prin pragul de lungime 'l'. In dreptul acestui prag, inductia magnetica Bl atinge valori mari, ordinul de marime fiind dat de relatia:
![]() cu
cu ![]() (2)
(2)
in care B0 este inductia magnetica pe suprafata interioara a concentratorului,
![]() (3)
(3)
L este lungimea bobinei inductoare, egala cu lungimea exterioara a concentratorului, iar Ni solenatia inductoare (amperspirele bobinei de formare).
Prin acelasi fenomen, campul magnetic variabil in timp din zona pragului determina aparitia unor curenti in piesa de prelucrare PP cu densitate ridicata Js.
Problema de camp se poate rezolva prin metode analitice (de ex. Schwartz-Cristoffel) sau numerice (metoda elementelor finite).
OpTiuni Si elemente de calcul pentru concentratorii de cAmp
Instalatiile de formare se realizeaza intr-un domeniu de 2-84kJ, dar valorile cele mai folosite se afla in zona 2-12kJ. Cresterea energiei de la valorile mici spre cele mari se face pe seama cresterii capacitatii bateriilor de condensatoare, tensiunea folosita uzual nedepasind 10kV. Cresterea capacitatii este si ea limitata de conditia impusa de procedeu si anume, de a nu depasi dupa unii autori 12kHz, dupa altii 25kHz.
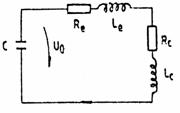
Fig. 4. Schema echivalenta a circuitului de descarcare.
Schema echivalenta a circuitului
de descarcare este redata in
Fig. 4, unde s-au notat: RC - rezistenta raportata a
concentratorului de cimp; LC - inductivitatea raportata a
concentratorului de camp;
Re - rezistenta echivalenta a cailor de curent,
bateriei de condensatoare si aparatului de conectare, Le
inductanta corespunzatoare a acestora,
C - capac. bat.de cond., U0 - tensiunea de incarcare.
Cresterea capacitatii bateriei de condensatoare fiind limitata de frecventa la care lucreaza procedeul, se poate interveni in sensul acestei cresteri, reducand inductivitatea concentratorului de camp: de aici rezulta o concluzie si anume ca pentru energii mari - deci capacitati mari a bateriei - se pot utiliza doar anumite tipuri de concentratoare.
Pentru circuitul de descarcare dat in Fig. 4, este valabila ecuatia integrodiferentiala:
 (4)
(4)
Rezolvand aceasta ecuatie cu ajutorul transformatei Laplace, se obtine urmatoarea expresie pentru curentul oscilant i ce parcurge circuitul.
![]() (5)
(5)
cu:
![]() (5¢
(5¢
![]() si
si ![]() ;
; ![]() (6)
(6)
unde: U0 - tensiunea initiala de incarcare a bateriei de condensatoare; RLC - parametrii echivalenti si ai circuitului de descarcare; I - curentul de descarcare.
In aceste relatii, a este constanta de amortizare a circuitului;
w - pulsatia echivalenta de
oscilatie a circuitului; w - pulsatia proprie de
oscilatie a circuitului.
Momentul tm al maximului primei alternante de curent este:
![]() (7)
(7)
iar valoarea maxima a curentului este:
 (8)
(8)
Schema de principiu Si SCHEMA bloc aLE instalaTiei de formare electromagneticA
In Fig. 5, este prezentata schema de principiu a instalatiei, care contine elementele de comutatie K, S si I, transformatorul T si redresorul R, bateria de condensatoare C, bobina de formare L, blocul de control si divizorul de tensiune r1-r2.
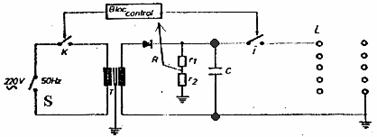
Fig. 5. Schema de principiu a instalatiei. K, S, T) elemente de comutatie;
T) transformator; R) redresor ; r1-r2 divizor; C)
bateria de condensatoare;
L) bobina de formare.
La inchiderea intrerupatoarelor S si K, bateria de condensatoare C, prin circuitul de incarcare, transformatorul T si redresorul de inalta tensiune R, este pusa sub tensiune si se incarca. Ea va acumula, intr-un timp ce depinde de constanta circuitului, energia W egala cu :
![]() (9)
(9)
unde: U - tensiunea de incarcare si C - capacitatea bateriei de condensatoare.
Nivelul de incarcare este "controlat" prin semnalul ce se culege pe divizorul de tensiune r1 - r2 si care se trimite la blocul de control. Daca tensiunea este cea impusa de procedeu, se comanda deschiderea contactorului K si inchiderea intrerupatorului I. Acesta este de o constructie speciala, un eclator care, "triggerat" , strapunge intervalul de aer si inchide la fel ca un intrerupator, circuitul (pe perioada descarcarii bateriei de condensatoare).
In acest moment, energia bateriei se transfera dispozitivului de formare electromagnetica L.
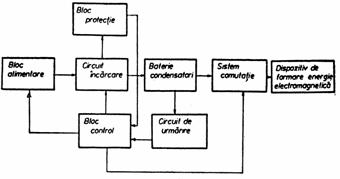
Fig. Schema bloc a instalatiei.
Schema de principiu descrisa mai sus este completata cu o serie de elemente care sa asigure functii suplimentare de comanda si reglaj, asa cum este dat in schema bloc din Fig.
Functiile de protectie, de urmarire a corelarii unor parametri cu blocul de control completeaza schema data anterior, ale carei elemente se regasesc in schema bloc, nu ca elemente, ci ca functii.
ConsideraTii privind alegerea unor parametri ai instalatiei
Frecventa de descarcare a circuitului de soc este un factor hotarator pentru efectuarea deformarii si influenteaza parametrii specifici ai instalatiei si ai pieselor de prelucrat.
S-a dovedit teoretic si experimental ca exista o frecventa optima de lucru careia ii corespunde o deformare maxima; se poate spune ca frecventa maxima determina o deformare maxima.
Aceasta 'frecventa optima' va depinde de:
amortizarea circuitului de descarcare;
amortizarea datorita dispozitiei de lucru si piesei de prelucrat.
Dupa Winckler, capacitatea bateriei C si tensiunea de incarcare U, care conduc la o frecventa maxima, trebuie sa satisfaca relatiile:
![]() (10)
(10)
![]() (11)
(11)
![]() (12)
(12)
unde: W0 energia necesara procesului.
Se pare ca exista un accept al specialistilor pentru alegerea unor tensiuni de lucru de 6-10kV, capacitati ale bateriilor de condensatoare de 60-6500F si frecvente de lucru, 15-25kHz.
Pentru calculul presiunii p(t) ce se exercita asupra peretilor piesei de prelucrat, se poate face aproximatia ca in spatiul dintre bobina si peretele exterior al cilindrului gol, campul magnetic este omogen si corespunde relatiei:
![]() (13)
(13)
cu:
N - numarul de spire ale bobinei;
lsp - lungimea de lucru a spirei;
I - curentul de descarcare, in A;
K - factor de corectie care tine seama de densitatea reala a spirelor (K < 1) si se determina experimental.
Conform ecuatiilor din subcapitolul anterior:
![]() (14)
(14)
Inlocuind aceasta relatie in cea anterioara, obtinem:
 (15)
(15)
Ca ipoteza uzuala se considera ca efectul de ecranare datorat cilindrului gol este neglijabil, din cauza ca diametrul acestuia este mare in raport cu grosimea mica a peretelui, iar permeabilitatea magnetica a cilindrului este mica.
Date privind parametrii schemei
Energiile inmagazinate in bateriile de condensatoare difera de la aplicatie la aplicatie. Cea mai frecventa raspandire o au instalatiile de energie pana la 25kJ; pentru aplicatii deosebite, se mentioneaza existenta unor tipuri mai puternice, cum sunt seriile modulate de 48-84kJ (SUA).
Capacitatea bateriilor de condensatoare
Valoarea dorita pentru capacitatea bateriei se obtine din conectarea unor condensatoare de impuls speciale, caracterizate prin inductivitati foarte reduse si posibilitatea de a functiona timp indelungat in regim de impuls (milioane de conectari). Se mentioneaza baterii de condensatoare de 60-6400F.
Cadenta de lucru. In situatia functionarii intr-o linie automatizata, numarul de operatii intr-o unitate de timp este deosebit de important, el depinzand de piesa de prelucrat, parametrii instalatiei si exploatarea tehnologica a utilajului. Instalatiile cunoscute ofera cadente in general de ordinul a 3-4 descarcari/minut; se intalnesc si instalatii ce dau 8-30 descarcari/minut pentru piese ce necesita energii mai mici.
Presiunea specifica maxima asupra piesei. Exista putine date in literatura de specialitate; la masinile mici, se intalnesc valori de ordinul 2000-6400daN/cmp.
Curentii maximi in bobina. Daca in cazul instalatiilor de mica energie curentii in bobine sunt de ordinul a 35-200kA, la cele de energii mai mari de 48kJ, se intalnesc valori remarcabile ale curentului, de ordinul a 800-1400kA, ceea ce impune adoptarea unor masuri deosebite de consolidare a bobinelor.
Indicatii tehnologice pentru
prelucrarea pieselor
Materialele cu densitate redusa ("usoare") si tevile cu pereti subtiri se prelucreaza usor cu ajutorul tehnologiei de deformare electromagnetica.
Exista un randament optim la care se ajunge daca raportul dintre diametrul tevii ce urmeaza a se prelucra (D) si grosimea peretelui (d) se gaseste intre anumite valori. Aceste valori ar fi urmatoarele:
|
Materialul |
Starea |
D/d |
|
Cu |
recopt pana la 1/2 tare | |
|
Am | ||
|
Al | ||
|
OL moale |
recopt |
Este indicat tehnologic ca materialele de prelucrat sa nu aiba tendinta de ecruisare, altfel energia cinetica disponibila se consuma pentru invingerea rezistentei de deformare (spre exemplu, pentru deformarea alamei se consuma o energie mai mare decat pentru cupru la acelasi grad de deformare).
In general, este preferabil ca materialele ce urmeaza a se prelucra sa fie in stare recoapta.
Prelucrarea materialelor in campuri electromagnetice pune in evidenta faptul ca structura metalului nu se modifica, lucru frecvent intalnit la deformarea la rece.
Randamentul deformarii scade cu cresterea rezistivitatii electrice a materialului. Conductivitatea materialului ce urmeaza a fi deformat, trebuie sa fie cel putin 10% din aceea a cuprului.
Cresterea dimensiunilor geometrice ale pieselor este limitata atat de densitatile de camp realizabile, cat si de rezistenta mecanica a bobinelor si concentratoarelor de camp, care conform legii actiunii si reactiunii, sunt supuse la aceleasi eforturi ca si piesele ce vor trebui deformate.
Eforturile la care rezista materialele concentratoarelor sunt de ordinul a 40kgf/mmp, ceea ce limiteaza grosimea peretilor pieselor tubulare la: 10mm pentru aluminiu; 2-3mm pentru otel; 5-6mm pentru cupru si alama.
Din punct de vedere al diametrelor bobinelor, exceptional s-a utilizat 1000mm, dar uzual nu se construiesc bobine pentru diametre mai mari de 300mm.
In general, in functie de caracteristicile instalatiei si ale dispozitivelor de lucru, 10-40% din energia inmagazinata pot fi transformate in lucru mecanic de deformare.
Presiunea minima de deformare prin gatuire a unei piese tubulare este data de relatia:
![]() (16)
(16)
unde: D - diametrul exterior al
tubului; d-grosimea peretelui tubului;
![]() - limita de curgere a materialului
tubului.
- limita de curgere a materialului
tubului.
Din punct de vedere functional, ansamblul bobina-concentrator de camp indeplineste rolul sculei de lucru.
Caracteristicile electrice si mecanice ale acestui ansamblu joaca un rol hotarator in stabilirea performantelor tehnice si economice ale procedeului.
Bobinele pot fi: exterioare (bobine de compresiune); interioare (bobine de expansiune) si plane.
Domenii de utilizare
Procedeele de deformare cu energii si viteze ridicate au fost aplicate initial in tehnica spatiala si cea militara. Ulterior, aplicatiile au crescut ca numar, in special pentru piese tubulare cu pereti subtiri sau table. Ele completeaza tehnicile cunoscute, dand rezolvari pentru cazuri in care cu tehnicile conventionale nu puteau fi realizate unele prelucrari si in special asamblari.
Specifice deformarii electromagnetice sunt urmatoarele proprietati:
forta de deformare se aplica direct in masa piesei de lucru prin intermediul campului electromagnetic, incat deformarea se realizeaza fara contact mecanic intre piesa si scula;
deoarece campul electromagnetic poate trece prin materialele electroizolante, se pot deforma metale prin invelisuri nemetalice, prin vid sau prin atmosfera cuptoarelor;
actiunea campului electromagnetic se aseamana foarte mult cu aceea a unui gaz comprimat. El executa o presiune uniforma care, in unele limite, este relativ independenta de distanta de la piesa la bobinaj. La compresiune si expansiune, nu se vor aplica cupluri asupra piesei, asa cum se intalneste la procedeele druckband sau la laminare; (nu se modifica reteaua cristalina);
presiunea magnetica nu realizeaza un lucru util decat in timpul unei expansiuni rapide a campului. Varful de curent se situeaza intre 100.000-1.000.000A, dar pentru foarte scurt timp;
contactul dintre campul electromagnetic si piesa este fara frictiune, incat nu este necesara lubrificatie;
valoarea presiunii realizate poate fi controlata electric, cu precizie ridicata;
generatorul si dispozitivul de formare pot fi separate prin intermediul unui cablu, ceea ce favorizeaza dispunerea unei asemenea instalatii intr-o linie automatizata;
dispozitivul de formare fiind lipsit de piese in miscare, elimina necesitatea intretinerii mecanice.
OperaTii posibile cu aceastA tehnologie
A. Piese cu simetrie axiala:
asamblarea pieselor metalice, indiferent de forma suprafetelor;
asamblarile etanse metal-izolant;
atasarea de inele metalice sau capace pe obiecte ceramice de forme neregulate;
fixarea de tuburi sau inele metalice in interiorul sau exteriorul altor tuburi metalice sau izolante;
inlocuirea sudurilor sau lipiturilor la unele asamblari;
se pot realiza asamblari etanse intre piese tubulare executate din materiale nesudabile intre ele;
imbinari rigide intre materiale diferite;
desfacerea unor asamblari;
reducerea diametrelor tuburilor sau bucselor la dimensiuni precise;
B. Piese fara simetrie axiala
marirea diametrelor tuburilor sau bucselor la dimensiuni precise pentru piese fara simetrie;
stantarile de precizie;
deformarile neregulate (ambutisari);
imprimari.
Instalatia de formare electromagnetica prelucreaza usor table metalice cu rezistivitate scazuta, cum sunt Al si aliajele sale, Cu, Am, Zn, Ag.
Operatiile mentionate anterior se pot executa si pentru OL inoxidabil, aliaje de titan si nichel, greu prelucrabile prin alte metode.
Instalatia poate prelucra si
materiale izolante,acestea acoperin-
du-se cu o folie de aluminiu sau cupru, ori placate cu un strat metalic.
Metoda permite deformarea metalelor fara incalzirea acestora.
Campul magnetic patrunzand prin materiale izolante poate deci deforma materiale metalice acoperite sau protejate cu straturi de cauciuc sau materiale plastice.
Materialele elastice, cum ar fi cauciucul, se comporta aproape incompresibil sub actiunea presiunii create de campurile magnetice. Acesta permite transmiterea presiunilor prin intermediul materialelor elastice.
Principalele avantaje ale procedeului de deformare electromagnetica
Facand o rezumare a principalelor avantaje ale procedeului de deformare in camp magnetic intens, in comparatie cu procedeele clasice, rezulta urmatoarele avantaje:
transmiterea actiunii pondero-motoare asupra piesei de prelucrat fara atingere mecanica, deci nu se afecteaza suprafata exterioara a acesteia si nu sunt necesare etansari, ungeri sau alte operatii ulterioare de curatare;
campul magnetic patrunde in vid, in atmosfera controlata, in mediu sub presiune etc., ceea ce largeste domeniile conventionale de aplicare si la cele medicale, nuclear etc.;
procedeul se poate aplica si la materiale plastice prin metalizarea acestora in zona de deformare, prin depunere sau acoperire cu folii din cupru sau aluminiu;
deformarea unor tuburi metalice se va putea face si printr-un material elastic, cum sunt cauciucul, neoprenul etc., care, sub actiunea unor impulsuri mecanice cu viteze foarte mari, se comporta ca niste materiale incompresibile;
tolerante relativ mari, comparativ cu procedeele clasice, intre piesele ce se vor deforma;
dispozitivul de deformare se poate indeparta de instalatia propriu-zisa, alimentarea sa facandu-se printr-un cablu, fapt ce permite includerea procedeului in fluxuri automate sau cu mediu controlat de lucru;
instalatiile nu au piese in miscare, deci nu exista uzura si nici nevoia unei intretineri mecanice a acestora;
singurele surse de alimentare necesare sunt cele cu energie electrica si, uneori, alimentare de la reteaua de apa, necesara racirii dispozitivului de deformare, la unele aplicatii, cu tact ridicat de lucru.
Comparatia poate merge mai departe si se poate face intre acest procedeu si fiecare procedeu clasic, in parte, rezultand urmatoarele:
a) imbinarea prin sudura
deformarea se face la rece, deci nu apar deformari termice la racire;
in urma prelucrarii, zona deformata se va ecruisa, deci va aparea o crestere a rezistentei mecanice, comparativ cu cea a restului piesei;
se poate face o apreciere vizuala a calitatii imbinarii, destul de precisa;
se pot executa imbinari de piese nesudabile (aluminiu-otel, metal-material izolant, metal-cauciuc etc.).
b) imbinarea prin rulare sau prin matritare
piesa nu este supusa la momente de torsiune in timpul prelucrarii, deci nu sunt necesare dispozitive speciale de prindere (mandrine, universale etc.);
limitarea reducerii diametrului prin deformare in limita a 20% din cel initial, la piesele tubulare cu pereti subtiri, deoarece peste aceasta limita apar incretituri, ce ar putea fi evitate prin marirea grosimii peretelui, care insa conduc la cresterea energiei de deformare;
imposibilitatea expandarii unor diametre mai mici de 25mm, datorita imposibilitatii asigurarii nivelului de izolatie electrica corelat cu energia necesara prelucrarii;
exista anumite limitari economice pentru executarea unor deformari pe lungimi mai mari de 50mm, dintr-o singura operatie, datorita energiei mari necesare, iar executarea acestei prelucrari prin operatii succesive este ingreunata de aparitia ecruisarii materialului piesei in zona de deformare.
c) ambutisarea adanca
nu se poate executa prin acest procedeu, datorita duratei extrem de scurte a impulsului magnetic, corelata si cu prezen-ta pernei de aer de sub piesa, care opune o rezistenta mare.
d) decupare
se pot taia usor la capete tuburi cu pereti subtiri, prin utilizarea unor matrite sau dornuri cu muchii taietoare;
efectuarea unor decupari longitudinale sau a unor taieturi longitudinale nu este adecvata procedeului deoarece apar scantei electrice, datorita intreruperii curentului indus in piesa, scantei ce deterioreaza muchiile rezultate.
O analiza a tuturor avantajelor si dezavantajelor pe care le prezinta procedeul de prelucrare a metalelor in camp magnetic intens conduce la urmatoarea gama de piese sau ansamble de piese ce se pot prelucra prin acest procedeu:
realizarea unor imbinari rigide sau elastice intre piese din materiale identice sau diferite;
realizarea de imbinari rigide intre piese din materiale diferite;
realizarea de imbinari etanse;
realizarea de imbinari supuse la solicitari de tractiune si/sau torsiune;
deformarea prin largire sau comprimare a unor piese tubulare;
deformarea unor table subtiri;
taierea unor capete de piese tubulare.
Exemple de imbinari utilizand deformarea electromagnetica
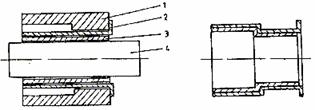
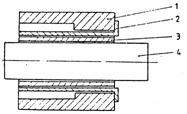
a. Prinderea unei flanse de o teava. Se doreste prinderea unei flanse 2 de o teava 3. Pentru aceasta, in interiorul unei matrite de formare 1, se va dispune flansa de prins 2 si teava 3, in interiorul careia se va introduce bobina de formare 4 (Fig. 7.a).
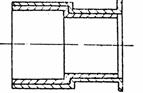
La aparitia fortelor electromagnetice, teava si flansa se vor deforma plastic, luand forma matritei de formare 1, rezultand o prindere ca aceea data in Fig. 7.b.
a) b)
Fig. 7. Prinderea unei flanse de o teava ( a,
dispunerea pieselor de format
si bobina de formare; b, piesa rezultata).
b. Presarea tablei intr-o matrita. In Fig. 8 este prezentat un asemenea exemplu. Matrita de formare 1 are prevazuta, prin prelucrare, forma la care trebuie adusa tabla 2. Bobina de formare 3 creeaza fortele de deformare, care obliga tabla sa ia forma matritei.
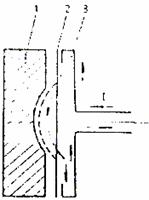
Fig. 8. Presarea tablei intr-o matrita.
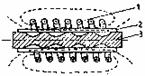
c. Gatuirea unei tevi. Piesa de format 2, sub forma unei tevi este introdusa intr-o bobina de formare 3, concentratorul 1 realizand o concentrare a campului electromagnetic 4 in zona in care se doreste deformarea.
Procedeul este frecvent utilizat la sertizarea unor piese metalice pe furtune, realizarea unor profile dorite etc. (Fig. 9).
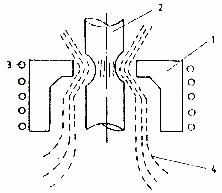
Fig. 9. 'Gatuirea' unei tevi.
d. Comprimari sau expandari de piese. Obtinerea unor forme diferite pentru tevi se poate face utilizand fenomenele de comprimare sau de expansiune.
In Fig. 10.a, se prezinta modul
de realizare a unor tevi profilate utilizand fenomenul de comprimare. Teava 2
se introduce in interiorul bobinei de formare 1, matrita de formare fiind cea
reprezentata prin 3. La aparitia fortelor de deformare, teava 2 va lua plastic
forma
matritei 3. In Fig. 10.b, bobina 1 se introduce in interiorul tevii 2, matrita
de formare fiind dispusa in exteriorul tevii. In aceasta situatie la aparitia
fortelor electromagnetice, teava se va deforma prin expandare, luand forma data
de matrita.
Fig. 10. Comprimarea (a) sau expandarea unei tevi (b).
Este de precizat, ca daca in alte procedee de deformare transferul de energie de la scula la piesa se face mecanic, la acest procedeu se transforma direct energia electrica in energie cinetica - respectiv lucru mecanic de deformare - fara a avea o scula in miscare sau aplicata direct pe piesa. Circa 40% din energia inmagazinata in condensatoare pot fi transformate in lucru mecanic de deformare, ansamblul bobina-concentrator jucand rolul sculei de lucru.
Procedeul capata o larga utilizare pentru deformarea pieselor metalice, in industria automobilului, aerospatiala si nucleara, navala, acestea fiind domeniile in care aceasta tehnologie capata o larga si eficienta utilizare.
InstalaTii industriale realizate la ICPE
Pentru realizarea unor ambutisari sau sertizari in domeniul aparatajului de joasa si medie tensiune (capace de siguranta prinse pe suport ceramic, sertizari de conductoare, ambutisari speciale) s-a realizat o instalatie cu urmatorii parametri: energia nominala inmagazinata 9,7KJ; tensiunea bateriei de condensatoare 9kV; capacitatea bateriei 240F10%; cadenta 6 operatii/minut; modul de lucru manual sau automat; dispozitivul de compresiune set de 1J si set de 6KJ; diametrul maxim interior 115mm; dispozitive de expansiune.
Dupa cum se poate vedea din schema bloc, o astfel de instalatie nu este prea complicata. Astfel, blocurile de control si de urmarire se pot realiza usor, fiind constituite din butoane de comanda, lampi de semnalizare, contactoare si relee, precum si din anumite circuite electronice nu prea complicate la partea de urmarire si control a incarcarii si descarcarii bateriei de condensatoare.
Blocul circuitului de incarcare ridica unele probleme legate de realizarea transformatorului de incarcare la inalta tensiune (10kV), in constructie uscata, cu miez suplimentar pentru reglarea curentului de incarcare. De asemenea, trebuie executat un redresor monofazat de inalta tensiune, care sa reziste solicitarii destul de mari la care este supus.
Bateria de condensatoare, reprezentand sursa de energie a instalatiei, este elementul de baza, atat din punctul de vedere al asigurarii performantelor instalatiei, cat si din cel al costului sau, care este cam 80% din cel al intregii instalatii.
Condensatoarele utilizate sunt de un tip special, de impuls de curent, cu inductivitate foarte mica, pentru a asigura curenti mari de descarcare. In tara, se fabrica astfel de condensatoare la ICPE Electrocond Technologies SA, condensatoare care pot asigura performantele solicitate.
Blocul sistemului de comutatie consta dintr-un eclator special (constructia cea mai simpla si economica) sau dintr-un ignitron. Realizarea eclatorului nu ridica probleme deosebite, el asigura curenti mari de descarcare, dar are dezavantajul unui zgomot in momentul descarcarii, care insa se poate atenua prin diverse metode de antofonare.
Blocul dispozitivului de lucru reprezinta un element oarecum nedefinit la inceput, deoarece el trebuie adaptat aplicatiei, aceasta insemnand ca se va proiecta si realiza un dispozitiv de lucru ²universal², la care insa trebuie facute adaptarile corespunzatoare aplicatiei ce se doreste a fi executata. In general, modificarile constau in adaptarea formei concentratorului la prelucrarea dorita, urmand ca energia necesara deformarii, determinata prin calcul, sa fie stabilita experimental, prin cateva incercari de proba. Dupa cum s-a aratat mai sus, la dispozitivul de lucru apar trei probleme mai serioase - asigurarea nivelului de izolatie, asigurarea rezistentei la eforturile mecanice si limitarea incalzirii la o anumita valoare- probleme care pot deveni critice, in special la nivele ridicate ale energiei dezvoltate de aceste dispozitive.
Romania prin cercetarile
dezvoltate de prof. C. Fluerasu,
dr. C. Barca, dr. Ciofu Valer, dr. Serbanescu Mihai si Valer Giurgiu, a
realizat asemenea instalatii cu elemente de originalitate mentionate prin
brevete de inventie.
BIBLIOGRAFIE
Strauss, P. Si Harisson, J.: Development during the 1960 and Future of the Sintering Industry. Metal Forming 1970, vol.37, nr.3, pp.59-60.
xxx Le formage lectromagnetique des mtaux: un choise de posibilits d'automatisation. Machine moderne 1971, June, nr.747, pp.13-1
Muller, E.: Deformarea metalelor in campuri magnetice impulsive. Sinteza documentara. Bul.Inf. Tehnica, MICM, 1972, nr.3, pp.30-38.
Marinescu, I., Barca, T., Giurgiu, V.: Instalatie de deformare rapida in camp electromagnetic. Doc. interna ICPE, B-111, 1974.
Winkler, R., Daube, J.: Dimensionierung von Anlagen zum Elektromagnetischen Fertigen. Fertigungstechnik und Betrieb, 22 (1972), nr.1, pp.43-49.
Wolf, H., Meidel, M.: Hinweise zur anwendung der magnetum formung in der DDR. ELEKTRIE 32 (1978), nr.4, p.192-194.
Meidel, M. s.a.: Erfahrungen mit Magnetumformspulen. Umformtechnik, 11 (1977), nr.2, pp.31-35.
Furth, H., Waniek, R.: New Ideas on Magnetic Forming. Metalworking Production, 106 (1962), nr.13, pp.50-53.
Fluerasu, C.: Studiul unui concentrator de camp pentru formarea electromagnetica. St. Cercetari energ.,electr., 21 (1971), nr/1, pp.145-165.
Preperski, H.: Elektromagnetisches Umformen Elektrotechnik und Maschinenbau 82 (1965), nr.7, pp.342-349.
xxx Instalatie de formare rapida in camp electromagnetic. Material intern ICPE-ACMT, 1978.
De Groat, G.: HERF - The Technique for Tomorrow. Metalworking Production, 106 (1962), nr. 52, pp.23-32.
Serbanescu, M.: Scheme echivalente ale concentratorilor de camp. Electrotehnica, 25 (1977), nr.8, pp.317-321.
Serbanescu, M.: Concentratorii de camp si energia de utilizare. Electrotehnica 26 (1978), nr.3, pp.99-101.
Fertik, C.M., Belii, I.V.: Magnitoimpulsaia obrobotka metalov. Energhetika I Elektrotehniceskaia promislenosti, 1964, nr. iunie - iulie, pp.30-32.
Serbanescu, M.: Intensitatea campului magnetic produs de concentratorul de camp cu bobina cilindrica. Electrotehnica, 24 (1976), nr.8, pp.315-321.
Tehnologii de
formare in camp electromagnetic
in imagini si date semnificative
Deformarile de piese de forme deosebit de complicate se pot realiza, utilizand energii mari de natura diferita: electrohidraulica, explozie, pneumatic-mecanic, electromagnetic. In cazul de fata, se utilizeaza energia stocata intr-o baterie de condensatoare descarcata pe o bobina-scula, de o anumita forma.
Vitezele de deformare sunt mari, energiile concentrate se degaja in timpi scurti, asigurand ca metalele sa fie usor deformate prin aducerea lor intr-o stare plastica.
Procedeele, foarte utilizate in industria aeronautica si spatiala, industria automobilului, poarta denumirea de "deformari cu mare energie" ("High Energy Rate Forming").
Piesa de prelucrat se introduce in interiorul unei bobine, fortele electromagnetice care iau nastere "comprima" piesa la descarcarea condensatorului. In varianta in care bobina este in interiorul piesei, vom avea o "expandare" a piesei de prelucrat. (vezi schema de principiu si explicatiile din curs).
Schema de principiu a unui echipament
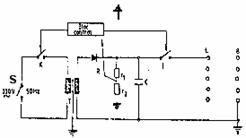
S,K,I) aparate de conectare; T) transformator; R) redresor; C) bateria de condensatoare; L) bobina de deformare; Bloc de control.
La inchiderea intrerupatoarelor S,K, bateria condensatoare C se incarca, acumuland o energie W = CU2/2
Nivelul de incarcare este
controlat prin semnalul ce se culege de la divizorul
r1-r2 si transmite la blocul de control.
Daca tensiunea este cea impusa de procedeu, se comanda deschiderea contactorului K si inchiderea intrerupatorului I, energia bateriei transferandu-se dispozitivului de formare electromagnetica L.
Schema bloc a echipamentului
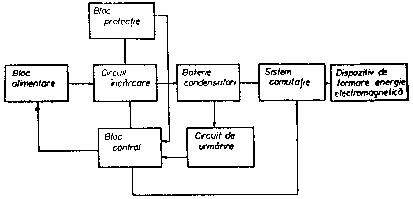
Schema de principiu a echipamentului de deformare in camp electromagnetic este completata cu o serie de blocuri functionale care asigura comanda si reglajul schemei.
Parametri ai schemelor electrice pentru echipamente
de acest tip
Energiile inmagazinate in bateriile de condensatoare difera; valoarea cea mai frecventa este 5-25KJ; se mentioneaza existenta unor tipuri si mai puternice, 48-84KJ. Circa 40% din energia inmagazinata in condensatoare se transforma in lucru mecanic.
Capacitatea bateriilor de condensatoare, 60-6400F. Se aleg condensatoare speciale de impuls, cu inductivitati reduse.
Cadenta
de lucru este in liniile automatizate de ordinul
a 3-4 descarcari/minut. Pentru piese ce necesita energii mai mici si de forma
mai simpla, se pot intalni si cadente mai ridicate, 8-30 descarcari/minut.
Presiunea
specifica maxima asupra piesei este de ordinul
a 2000-64000daN/cm2.
Curentii maximi in bobina de lucru sunt de 35-1400kA, ceea ce impune luarea unor atente masuri de consolidare a bobinelor. Diametrul uzual al bobinelor este de 100-300mm.
Proprietati specifice deformarii electromagnetice
forta de deformare se aplica direct piesei de prelucrat prin intermediul campului electromagnetic, incat deformarea se face fara contact direct intre piesa si scula;
piesa de prelucrat, sa fie metalica , dar nu neaparat feromagnetica;
se pot deforma metale prin invelisuri nemetalice, prin vid sau atmosfera cuptoarelor, deoarece campul electromagnetic poate trece prin materiale electroizolante;
actiunea campului electromagnetic, se aseamana cu a unui gaz comprimat, el executa o presiune uniforma care, in anumite limite, este independenta de distanta de la presa la bobina. Neaplicandu-se cupluri asupra piesei (cazul druckband sau laminare), nu se modifica reteaua cristalina;
presiunea magnetica nu realizeaza lucru util decat in timpul expansiunii rapide a campului;
contactul dintre campul electromagnetic si piesa este fara frictiune, incat nu este necesara lubrificatie;
dispozitivul de formare, neavand piese in miscare, elimina necesitatea intretinerii mecanice;
generatorul si dispozitivul de formare pot fi separate prin intermediul unui cablu, ceea ce favorizeaza plasarea intr-o linie automata.
Operatii posibile aplicand aceasta tehnologie
a) Piese cu simetrie axiala
asamblarea pieselor metalice, indiferent de forma suprafetelor;
asamblari etanse metal-izolant;
atasarea de inele metalice sau capace, pe obiecte ceramice de forme neregulate;
fixarea de tuburi sau inele metalice in interiorul sau exteriorul altor tuburi sau izolante;
inlocuirea sudurilor sau lipiturilor cu sertizari;
imbinari rigide intre materiale diferite;
reducerea (marirea) diametrelor unor tuburi sau bucse la dimensiuni precise.
b) Piese fara simetrie axiala
marirea (reducerea) diametrelor unor tuburi la dimensiuni precise pentru piese fara simetrie;
stantari de precizie;
deformari neregulate (ambutisari);
imprimari.
Instalatia de formare electromagnetica prelucreaza usor table metalice cu rezistivitate scazuta, cum sunt Al si aliajele sale, Cu, Am, Zn, Ag OL inoxidabile, aliaje de titan si nichel.
Se pot prelucra si materiale izolante, acoperite cu o folie de Al sau Cu, sau placate cu un strat metalic
"Expandarea" sau "comprimarea" unor piese metalice

a) b)

![]()
c) d)
In aceste imagini, se prezinta doar principial procesul. Bobina (scula de lucru) este prezentata simbolic, in realitate ea avand, in functie de piesa de prelucrat, configuratii speciale (concentratoare de camp).
In prima figura, bobina este in interior (a), vom avea o dilatare a tubului.
In cea de a doua, piesa fiind in interiorul bobinei, vom avea o strictiune (b).
In pozitiile c, d sunt reprezentate piesele rezultate.
Imbinarea unei flanse cu o teava,
prin deformare electromagnetica
a) b)
1) matrita de formare; 2) flansa de fixat pe teava 3) 4) bobina de formare.
Pe teava 3, se doreste montarea flansei 2 (a). In interiorul matritei de formare 1, se dispune flansa de prins 2 si teava 3, in interiorul careia se introduce bobina de formare 4. La aparitia fortelor electromagnetice, teava si flansa se vor deforma plastic, luand plastic forma matritei de formare 1, rezultand o prindere ca aceea data in Fig. b.
"Gatuirea" unei tevi
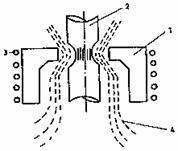
1) bobina de formare; 2) teava de sertizat; 3) matrita de formare; 4) linii de camp.
Teava 2 se introduce in interiorul bobinei de formare 3, matrita de formare fiind reprezentata de 1. La aparitia fortelor de deformare, teava 2 va lua plastic forma matritei 1, oferind gatuirea dorita.
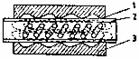
Presarea tablei intr-o matrita
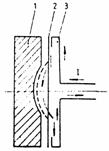
1) matrita de formare; 2) tabla; 3) concentrator.
Matrita de formare 1 are prevazuta prin prelucrare forma la care trebuie adusa tabla 2. Concentratorul de formare 3 creeaza fortele de deformare care obliga tabla sa ia forma matritei.
Comprimarea sau expandarea unor tevi
a) b)
1) bobina de formare; 2) teava de prelucrat; 3) matrita de formare.
In a) teava 2, se introduce in interiorul bobinei de formare 1, matrita de formare fiind 3. La aparitia fortelor de deformare, teava va lua plastic forma matritei 3.
In b) bobina se introduce in interiorul tevii 2, matrita fiind dispusa in exteriorul tevii. La aparitia fortelor electromagnetice, teava se va deforma prin expandare, luand forma data de matrita.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4036
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved