| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
procedee tehnologice de
generare
a caldurii prin electricitate. scurta trecere In revista a proceselor
electrotermice
Probleme generale
Exista numeroase procese industriale care necesita caldura: cuptoarele pentru uscarea ceramicii electrotehnice sau electronice, polimerizarea unor rasini sau lacuri in industria masinilor electrice, tratamente termice ale metalului, cuptoare de topire a unor metale sau aliaje, sinterizarea unor materiale de contact sau magnetice. In unele situatii, obtinerea de caldura prin arderea combustibililor lichizi sau gazosi a putut fi posibila, desi pastrarea constanta a temperaturii nu era un lucru simplu de obtinut, iar randamentul de conversie era relativ slab, datorita modului in care se transfera caldura de la flacara la obiectul de incalzit.
Prin electrotermie, se intelege partea stiintei si tehnologiei care trateaza transformarile energiei electrice in caldura, in scopuri utile. Caldura degajata de un motor electric (pierderile) nu este electrotermie, caldura degajata de un resou electric sau cuptor, in schimb, este. O serie larga de fenomene pot produce electrotermie: efectul Joule, arcul elec-tric si plasma, inductia electromagnetica, fasciculul de electroni, laserul, microundele, frecarea, histerezisul dielectric. Practic, orice material, fie el conductor sau dielectric, poate fi incalzit printr-o metoda sau alta.
O serie de
elemente tehnice de mare interes: simplitatea masura-rii, controlul si reglajul
temperaturii, randamentul de conversie al ener-giei foarte bun si posibilitatea
de a obtine niveluri de temperatura inalte, densitatea de putere ridicata,
controlul usor al temperaturii si atmosferei de lucru, limitarea poluarii
justifica importanta care se acorda in ultimii ani acestor sisteme, mai ales daca
tinem seama si de consumurile ener-getice, competitive fata de alte sisteme.
Densitatile de putere asigurate de diferite tehnici de incalzire pot da,
conform celor mentionate in
Tab. 1, si o imagine a tendintelor care se anticipa pentru viitor.
Tab. 1. Densitatile de putere a procedeelor electrotermice.
|
Tehnologia de incalzire |
Densitatea de putere (kw/m2) |
|
Indirecta, prin rezistenta | |
|
Dielectrica, prin inalta frecventa | |
|
Infrarosu | |
|
Dielectrica, prin hiperfrecvente (microunde) | |
|
Inductie | |
|
Conductie | |
|
Arc | |
|
Plasma | |
|
Fasicul de electroni | |
|
Laser |
Din acest punct de vedere, o trecere in revista a procedeelor de obtinere a caldurii - conventionale sau neconventionale - poate fi deosebit de utila pentru un tehnician, mai ales tinand seama ca unele tehnici moderne deja s-au abordat in tara si lasa sa se intrevada efecte tehnico-economice favorabile, promitatoare pentru o rapida implementare.
Incalzirea indirecta prin rezistenta
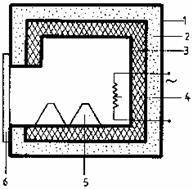
Este cel mai vechi si mai simplu sistem de incalzire, energia elec-trica transformata in caldura avand valoarea Q = RI2t, depinzand de valoarea rezistentei R, de curentul ce o parcurge I si de timpul cat actioneaza curentul, t. Elementele caracteristice ale unui cuptor cu rezis-tenta sunt: izolatia termica 2, cuprinsa intr-o carcasa 1, materialul refrac-tar 3, corpul de incalzire 4 sub forma unei rezistente electrice si sistemul de reglaj al temperaturii. Principiul unui asemenea cuptor este dat in Fig. 1.
Transferul de caldura se face, in acest caz, de la rezistenta 4 la corpul de incalzit 5, cu o precizie medie a reglajului. Daca, initial, grosimea peretilor izolanti era mare (pana la 60cm), astazi s-a ajuns sa se dispuna de caramizi refractare de 28cm si cu o masa volumica de 0,7t/m3; progrese viitoare pot fi asteptate de la fibrele minerale a caror grosime va reduce peretele la cca 10cm.
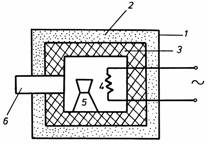
Fig. 1. Cuptor cu incalzire indirecta prin
rezistenta: 1) carcasa;
2) izolatie termica; 3) material refractar; 4) rezistenta electrica in sistemul
de reglaj;
5) corpul de incalzit; 6) usa de acces.
In privinta rezistentelor, de la temperaturi de lucru de 1000-1100oC, s-a ajuns la rezistente functionand la 1300oC si se sconteaza a se atinge, intr-un viitor apropiat, chiar 1500oC. Trebuie aratat ca, la aceste cuptoare, se sesizeaza o dispersie a temperaturii in diverse puncte ale incintei sale; in general, consumul acestor cuptoare este cuprins (in functie de operatia pe care o executa) intre 400 si 1000kWh/tona material de incalzit. Utilizarile cele mai frecvente sunt in urmatoarele domenii:
topirea si mentinerea lichida a Al, Pb, Zn, Bz;
tratamentul termic al metalelor in atmosfera normala, calire, recoacere si racire, cimentare, nitrurare;
topirea unor materiale: rasini, parafine, compounduri;
arderea ceramicii, sticlei, emailurilor;
uscarea vopselelor, lacurilor, stratificatelor electrotehnice etc.
Schimbul de caldura intre rezistenta si sarcina se face prin convectie, care poate fi natural (Fig. 2.a.) sau fortat (Fig. 2.b).
In primul caz, diferentele de temperatura dintre diversele zone fac sa circule aerul, tinzand spre o egalizare a temperaturilor, iar in cel de al doilea, miscarea aerului se va face printr-un procedeu mecanic, spre exemplu un ventilator, care deplaseaza aerul printr-o zona in care sunt plasate rezistentele.
a) b)
Fig. 2. Schimb de caldura: natural (a) sau fortat (b).
Incalzirea directa prin rezistenta (conductie)
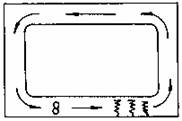
In aceasta situatie, caldura apare direct in corpul de incalzit prin efect Joule (Fig. 3). Piesa de incalzit 1 este dispusa intre un sistem de electrozi 2, conectati la secundarul unui transformator 3, care asigura o tensiune mica, dar curent puternic. Pentru a avea o putere maxima, trebuie indeplinita conditia: R = Lw
Fig. 3. Incalzirea directa prin rezistenta
(conductie): 1) piesa de incalzit;
2) sistem de electrozi; 3) transformator.
Metoda se aplica doar metalelor feroase, pentru piese de geometrie simpla si sectiune constanta, pentru a avea o incalzire omogena (sectiunile diferite pot prezenta supraincalziri diferite). Cateva elemente semnificative trebuie retinute:
productivitatea maxima se obtine pentru rapoartele 1/d = 8 (cu: l - lungimea piesei, d - diametrul sectiunii sale);
rezistentele de contact dintre electrozi si piese trebuie sa fie perfecte, pentru a evita supraincalziri locale;
incalzirea este rapida si se preteaza la automatizarea unor operatii.
Obtinerea unor temperaturi dorite a impus in ultimii ani dezvoltarea unor sisteme de reglaj electronice, asa cum este prezentat in Fig. 4.
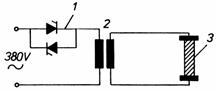
Fig. 4. Sisteme electrice de reglaj al temperaturii: sistemul de reglaj 1) actioneaza asupra tensiunii din primarul transformatorului 2) in functie de geometria piesei 3 si marimea puterii absorbite pentru a avea incalzirea dorita. Randamentul de conversie este cuprins intre 75-90%.
Incalzirea directa prin rezistenta este recomandata unor largi utilizari, datorita progreselor semnalate in ultimii ani si care se refera la:
inertia termica mica si durata redusa de incalzire;
reducerea investitiilor la noile constructii;
imbunatatirea sistemelor de contact intre calea de curent si piesa de incalzit;
caracteristicile superioare de reglaj prin introducerea electronicii.
Incalzirea prin radiatie infrarosie
Constituie cazul particular al unei incalziri prin radiatie sau convectie, generata de o rezistenta. Cateva avantaje sunt deosebit de promitatoare: transfer de energie de la un corp la altul fara vreun suport intermediar, inertia termica foarte mica, energia radianta poate fi concentrata, focalizata si reflectata ca si lumina, ceea ce face sistemul foarte suplu.
Sistemul de incalzire prin radiatie infrarosie poate fi aplicat, cu rezultate deosebite, pentru uscari, sterilizari, arderi, polimerizari, efectul radiatiei fiind pur termic. Lungimea de unda a radiatiei este cuprinsa in gamele:
infrarosu scurt: lm mm;
infrarosu mediu: lm mm;
infrarosu lung: lm mm;
lungimi de unda susceptibile de a declansa modificari a struc-turii moleculare, ca si radiatiile ultraviolete, X si g. Puterea de penetrare a radiatiei infrarosii poate atinge cativa mm.
Temperaturile ce se pot genera de diversele sisteme de generatoare de radiatii infrarosii sunt:
infrarosu scurt: peste 1200o C;
infrarosu mediu: 450-1200 o C;
infrarosu lung: pana la 450 o C;
determinate utilizand legea lui Wien: lmT = C cu C = 2898 si T - temperatura absoluta in grade Kelvin.
Cuptoarele reprezinta incinte specifice aplicatiei, in care sunt dispuse lampile de infrarosu, dimensionate pentru a atinge temperaturile impuse de proces.
Reflectoarele de radiatii infrarosii sunt de diverse constructii: plane, parabolice, eliptice etc., ca in Fig. 5.a-plan si b-eliptic.
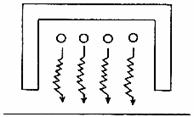
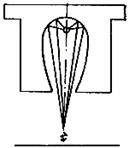
Fig. 5. Incalzirea cu radiatii infrarosii: a) reflector plan; b) reflector eliptic.
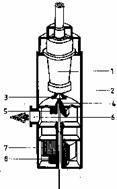
Peretii incintelor se realizeaza din aluminiu, pentru a dispune de o capacitate adecvata de transmisie. In Fig. 6, este prezentata constructia unui cuptor cu radiatii infrarosii pentru uscarea motoarelor electrice.
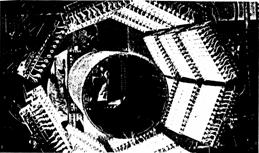
Fig. 6. Cuptor cu radiatii infrarosii.
Incalzirea prin inductie
a. Sisteme fara circuit magnetic
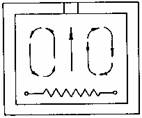
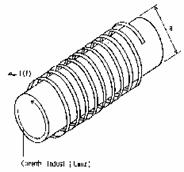
In 1831, M. Faraday descopera legea electromagnetismului, in particular legea inductiei intre curenti. Daca un solenoid 2 este alimentat cu o tensiune alternativa si in interiorul sau, se dispune un corp conductor 1, ca in Fig. 7, fluxul magnetic variabil, dupa frecventa de alimentare, va crea tensiuni electromotoare induse si curenti indusi corespunzatori 3, curenti numiti Foucault, care incalzesc corpul conductor.
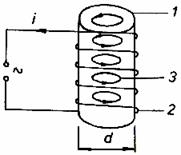
Fig. Schema de principiu a incalzirii unui corp conductor prin curenti Foucault: 1) corpul de incalzit; 2) infasurarea alimentata in c.a.: 3) curenti indusi.
In cazul incalzirii prin inductie, se sesizeaza trei fenomene fizice succesive:
transferul energiei de la bobina la corpul de incalzit pe cale electromagnetica;
transformarea energiei electrice in caldura prin efect Joule in corpul de incalzit;
transmiterea caldurii in masa corpului prin conductie termica.
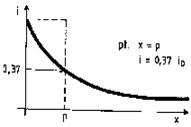
Curentii indusi in piesa au tendinta de a se localiza spre suprafata - efect pelicular - iregularitate in distributie ce depinde de: rezistenta r a corpului conductor, permeabilitatea sa magnetica relativa mr, frecventa f a curentului, mo permeabilitatea absoluta a vidului 4p
Adancimea de patrundere p este data de relatia:
![]()
Se observa ca se poate regla adancimea de patrundere actionand, in principal, asupra frecventei de alimentare; pentru diametre mari ale piesei, se pot utiliza frecvente relativ joase, in timp ce pentru piese de dimensiuni mici se recomanda frecvente inalte. La 50Hz, curentul indus permite atingerea unei adancimi de patrundere redusa, de 8cm in materiale feroase si 2cm in cupru si aluminiu.
Adancimea de patrundere p, pentru diverse frecvente si materiale este data in Tab. 2.
Tab. 2. Adancimea de patrundere p.
|
Material |
OL 20oC |
OL 800oC |
Cu 20oC |
Cu 800oC |
Al 20oC |
Al 500oC |
Grafit |
f(Hz) p, in mm
b. Sisteme cu circuit feromagnetic
Sistemul este similar cu un transformator al carui miez magnetic 1 are o infasurare primara 3, iar secundarul 2 este constituit dintr-o singura spira, constituita din insasi corpul de incalzit, continut in creuzet (Fig. 8).
Din punctul de vedere al frecventei de alimentare, se poate sa se utilizeze frecventa industriala (50Hz) sau frecvente medii sau inalte.
Cu cat frecventa este mai mare, cu atat efectul pelicular este mai ridicat, iar fenomenele de inductie mai rapide decat la frecventa industriala, de altfel ca si incalzirile.
Largi utilizari capata, in special, utilajele din ultimele doua grupe.
Solenoidul care inconjoara creuzetul izolat refractar sau piesa ce urmeaza a fi incalzita se mai numeste si 'aplicator' sau 'inductor'; forma sa se optimizeaza dupa piesa de incalzit.
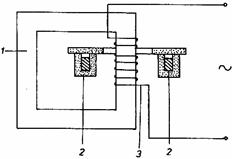
Fig. 8. Sisteme de incalzire prin inductie cu circuit feromagnetic: 1) miez feromagnetic; 2) creuzetele cu rol de secundar; 3) infasurarea primara.
Dintre aplicatiile mai importante ale procedeului, se mentioneaza:
topirea unor oteluri speciale (nichel, metale pretioase, cu posibilitate de turnare in vid);
tratamente termice;
brazare si sudare, degazare de metale.
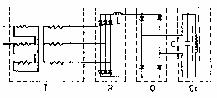
c. Convertizoare de medie si inalta frecventa
Se utilizeaza ca surse de medie frecventa, in gama 500-10000Hz. In general, un motor asincron trifazat M alimenteaza un alternator A, care furnizeaza curentul la frecventa dorita. Tensiunile date de alternator fiind ridicate, pentru 'acordarea' acestora la nevoile procesului tehnologic, se utilizeaza un transformator de adaptare T. O baterie de condensatoare C este prevazuta in circuit, cu posibilitati de conectare manuala sau automata, pentru a asigura rezonanta LCw
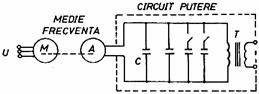
Fig. 9. Schema bloc a unui convertizor de frecventa cu grup rotativ.
In Fig. 9, este prezentata schema unui convertizor rotativ de medie frecventa. In comparatie cu sistemele statice, prezinta dimensiuni de gabarit mai mari si este zgomotos. Randamentele sunt de ordinul a 75% pentru f = 1-3kHz si circa 80%, in zona de frecvente 3-10kHz. Daca nu este utilizat la puterea sa nominala, evident ca randamentul sau va scadea.
d. Convertizoare statice de medie frecventa cu tiristoare
Replica a celor prezentate anterior, reprezentand o solutie moderna cu mari avantaje tehnico-economice, ele castiga tot mai mult teren in aplicatii deosebit de variate.
In Fig. 10, se prezinta elementele principale ale unui convertizor de acest tip, cu tiristoare.
Generatoarele cu tiristoarele sau tuburi se realizeaza conform schemei din Fig. 10, alcatuita dintr-un transformator de adaptare, convertizorul de frecventa cu tiristoare sau tuburi (dupa frecventa si puterea impusa de proces), o baterie de condensatoare pentru compensarea factorului de putere si inductorul 4 alcatuit dintr-una sau mai multe spire in jurul piesei ce trebuie incalzita.
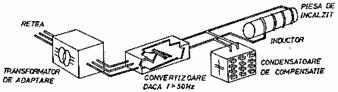
Fig. 10. Partile componente ale unui generator de medie frecventa cu tiristoare.
Schema electrica a unei surse statice ce alimenteaza un cuptor de inductie este data in Fig. 11.
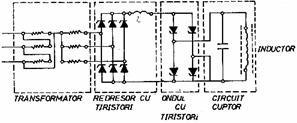
Fig. 11. Schema electrica a unei surse statice pentru un cuptor de inductie.
Un transformator alimenteaza un redresor cu tiristoare montate in punte Graetz si care redreseaza tensiunea trifazata de 50Hz a retelei. Un ondulor este comutat la o frecventa dorita pe circuitul inductorului, dispus in jurul piesei de incalzit sau al cuptorului. Puterile maxime ce se pot obtine sunt de ordinul a 2000kW, dar nu depasesc, de regula, frecventa de 10kHz.
Circuitul de sarcina, format din inductor si bateria de conden-satoare, oscileaza la frecventa sa de rezonanta, ondulorul functionand automat la aceste frecvente daca se prevede deschiderea tiristoarelor la aceasta frecventa. Frecventa de functionare este deci variabila, ea putand fi reglata intr-o anumita zona de frecventa.
Puterea este reglabila in sarcina, actionand asupra tensiunii redresate, adica asupra unghiului de deschidere a tiristoarelor ce alcatuiesc redresorul. Puterea data de ondulor depinde de frecventa. Daca aceasta este mai mica decat cea nominala, ondulorul nu furnizeaza intreaga putere; daca este mai mare, poate ramane blocat.
Informatii recente arata existenta unor onduloare care pot functiona la puterea nominala, pentru 2-3 plaje de frecventa. Puterile maxime atinse astazi de generatoare de acest tip sunt de ordinul a 2000kW (3000-500Hz), dar pot fi realizate puteri mai mari prin grupari in paralel. Randamentul este ridicat, 90% pentru f = 3-10kHz, 95% pentru f = 500-3000Hz. In gol, puterea absorbita este de circa 2% din Pn, iar pornirea se face, practic, instantaneu.
e. Generatoare de inalta frecventa cu tuburi
Pentru frecvente mai ridicate, de ordinul a sute de
kHz pana la
2-10MHz, se utilizeaza generatoare cu tuburi electronice.
Schema de baza, data in Fig. 12, cuprinde:
redresorul ce trebuie sa asigure puterea ceruta de proces la o tensiune de 5-15kV, in functie de tipul triodei oscilatoare;
un etaj oscilator care cuprinde circuitul oscilant cu una sau mai multe triode;
transformatorul de adaptare cu circuitul de sarcina;
inductorul.
Redresorul este realizat astazi cu elemente statice (diode sau tiristoare); tensiunea reglabila, furnizata oscilatorului, asigura intreti-nerea oscilatiilor in circuitul inductor-condensatorii asociati.
Inductorul, functionand adesea la tensiuni mai scazute decat ale tubului, este nevoie sa se utilizeze transformatoare de adaptare.
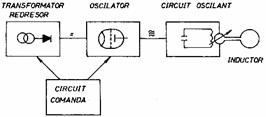
Fig. 12. Schema unui generator de inalta frecventa cu tuburi.
Puterea in
schema este reglabila, actionand asupra tensiunii redresate cu ajutorul unui
variator de tensiune. Circuitul de inalta frecventa este autooscilant,
functionand indiferent de frecventa
(f = 1/2![]() ). Pentru a atinge puterea nominala, se ajusteaza inductorul
sau condensatoarele.
). Pentru a atinge puterea nominala, se ajusteaza inductorul
sau condensatoarele.
Randamentul este de ordinul 70-90%, pentru f = 10-100kHz si 55-70% pentru frecvente ridicate. Pornirea este rapida, de ordinul a 2-3 minute; puterea absorbita in gol 3%. Se intalnesc in literatura date privind existenta unor generatoare de puteri intre 1-1200kW.
Incalzirea prin arc
Arcul electric, intr-un mediu gazos la presiune normala sau la presiune redusa, este o sursa de caldura puternica, temperatura arcului ajungand in centrul sau la circa 18000oC, iar puterea de volum, in aceeasi zona, este de circa 10kW/cm3. Doua tipuri mai reprezentative se intalnesc: cu arc indirect si cu arc direct.
Cuptoare cu arc indirect. Arcul se produce intre electrozii 1 separati de materialul de incalzit, incalzirea avand loc prin radiatie si convectie (Fig. 13).
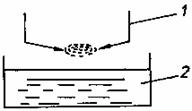
Fig. 13. Schema de principiu a unui cuptor cu arc
indirect;
1) electrozi; 2) cuptor cu metalul topit
Cuptoare cu arc direct. Materialul de incalzit este, in acelasi timp si electrod 2, incalzindu-se prin arc si efect Joule, arc format intre electrozii l si materialul de topit 2, ca in Fig. 14.
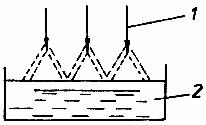
Fig. 14. Schema de principiu a unui cuptor cu arc
direct:
1) electrozi; 2) cuptor cu metalul topit.
Dintre problemele mai dificile pe care le ridica aceste constructii se poate mentiona instabilitatea, atunci cand sunt alimentate direct prin reteaua de c.c sau c.a fara a avea in serie un element stabilizator (rezistenta sau inductanta). Cuptorul cu arc trebuie racordat la o retea electrica avand puterea de scurtcircuit mai mare decat aceea de scurtcircuit a cuptorului pentru a evita aparitia 'fliker-ului' (variatii de tensiune); de asemenea, se impune compensarea statica a energiei reactive cu baterii de condensatoare.
Cuptoare de acest gen se realizeaza de mare capacitate (10-20t) si sunt destinate, in special, pentru obtinerea unor oteluri speciale de inalta calitate.
Randamentele obtinute depind in cea mai mare masura de comanda electrozilor, schemele de actionare jucand un rol important in optimizarea regimurilor de functionare. La ICPE-Filiala Tg. Mures, s-a realizat un sistem de comanda optimizata a avansului electrozilor cu un convertizor de frecventa, care a permis ca energia consumata pe o tona de otel sa scada de la 750kWh/t la circa 500kWh/t, rezultat cu totul deosebit datorita economiilor de energie pe care le genereaza.
Preocuparea pentru reducerea consumurilor energetice printr-un reglaj adecvat se impune ca o acuta necesitate, date fiind energiile necesare mari impuse de procesele de topire a unor materiale, asa cum rezulta din Tab. 3.
Tab. 3. Consumul specific de electricitate intr-un cuptor cu electrozi cufundati.
|
Produs |
Consumul specific (kWh/t) |
|
Carbura de calciu | |
|
Fosfor | |
|
Feromangan cu 75-80% Mn | |
|
Ferosiliciu cu 45% Si | |
|
Feromangan cu 75-80% | |
|
Carbura de siliciu | |
|
Corindon (Al2O3) | |
|
Ferocrom cu 70% Cr, 4-8% C | |
|
Ferocrom cu 68% Cr, 1-4% C | |
|
Feromolibden cu 70% Mo, 1% C | |
|
Ferotungsten cu 80% W, 1% C |
Incalzire prin plasma
Un gaz neutru in stare normala, supus la o temperatura ridicata sau la un camp electric intens, se ionizeaza aparand ioni pozitivi (molecule care si-au pierdut electronii) si electroni negativi. Un gaz ionizat poarta denumirea de plasma. Aceasta plasma de inalta temperatura isi gaseste utilizarea in cateva aplicatii. Daca primele aplicatii sunt mentionate la nivelul anilor 1920-1925, dezvoltari indus-triale reprezentative nu apar decat la nivelul anilor 60 (echipamente de taiere, acoperiri prin proiectie, sudare, fuziunea de materiale, s.a).
Generatoare cu plasma de arc
In Fig. 15, este prezentat un asemenea sistem. Daca un gaz neutru 1 este trecut printr-o zona de arc electric 3, stabilit intre electrozii 2 si de aici printr-o duza 4 racita cu apa, se formeaza un jet de plasma 5 de foarte inalta temperatura (datorita ciocnirii ionilor arcului ionizat cu moleculele de gaz).
Ionizarea gazului se poate realiza si prin trecerea
acestuia
printr-un tub izolant de cuart 1 plasat intr-un solenoid parcurs de un circuit
2 de inalta frecventa (5-60MHz) ca in Fig. 16. Temperaturile obtinute in
diverse zone ating valori ridicate cuprinse intre
12000-20000oK si pot fi utilizate in diverse procese de incalzire.
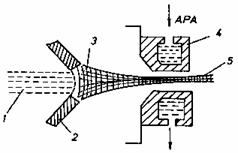
Fig. 15. Generator cu plasma de arc:
1) gaz neutru; 2) electrozi; 3)
zona de arc electric; 4) duza; 5) jet de plasma.
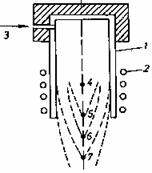
Fig. 16. Ionizarea gazului intr-un tub de cuart: 1) tub de cuart, 2) circuit de inalta frecventa; 3) admisie gaz; 4,5,6,7) puncte de distributie temperaturi.
Incalzirea prin bombardament (fascicul)
de electroni
Ideea utilizarii fasciculelor de electroni in scopuri termice apare la inceputul sec. XX, o data cu cercetarile lui Von Pirani Steigerwald si la nivelul anilor 1935-1940, se realizeaza primul echipament de gaurire, pentru ca dupa razboi, in anii 1955-1960, sa apara primele instalatii de sudare-incalzire cu fascicul de electroni, in paralel cu dezvoltarea tehnicii vidului, care a accelerat acest transfer tehnologic.
Desi electronii au o masa redusa (0,9.10-30kgf), vitezele relativiste, atinse la deplasarea in camp, fac ca energia W = mv2/2 sa fie ridicata, incat sa dezvolte, la impactul cu o suprafata, energii termice ridicate.
Fasciculul de electroni este focalizat pe cale electrostatica si electromagnetica, pe suprafete restranse, de unde si energiile mari ce se localizeaza.
topiri 103 - 104W/cm2;
sudura 106 - 108W/cm2;
evaporare 104 - 105W/cm2;
uzinari 107 - 109W/cm2.
Ca elemente de recenta noutate, se prezinta, in cele ce urmeaza, o serie de noi cuptoare utilizand fasciculul de electroni.
Cuptoare de topit utilizand fasciculul de electroni
Este o alta aplicatie a fasciculului de electroni dezvoltata in ultima perioada, destinata in special pentru imbunatatirea sau elaborarea unor noi tipuri de oteluri superioare sau superaliaje, permitand o eliminare a impuritatilor si asigurand recepturi foarte exacte. Mai mult, in cazul evaporarii unor metale prin vaporizare (cazul Cr, spre exemplu), se pot realiza si o compensare a pierderilor, o omogenitate a granulatiei in lungul blocului sau, in sectiunea sa, o epurare a aliajelor realizate in alte cuptoare deschise sau in vid. Schema de principiu a procesului tehnologic este data in Fig. 1
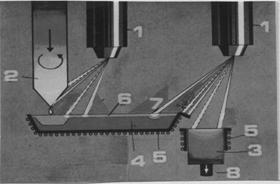
Fig. 1 Cuptor de topire metal utilizand fasciculul de electroni: 1) tunuri de electroni; 2) electrod de topire; 3) creuzet; 4) baie topire; 5) sistem de racire; 6) zona de flotare; 7) bariera electronica; 8) sistem evacuare.
Doua tunuri de electroni 1 actioneaza unul asupra electrodului de topire 2 (in rotatie), celalalt asupra creuzetului de turnare continua 3. Baia in care se topeste metalul 4, racita cu apa prin sistemul 5 (de altfel ca si creuzetul), contine metalul topit din electrod si pastrat la o temperatura impusa tot cu ajutorul fasciculului de electroni produsi de tunul 1. Prin actiunea sa, se formeaza o noua zona de flotare 6 pentru particulele de zgura, care ulterior vor putea fi usor indepartate. Dimensiunile baii de topire sunt de ordinul 400 x 140 x 40mm.
Efectul de epurare se obtine printr-o bariera
electronica 7, creata prin actiunea celui de al doilea tun de electroni, care
actioneaza in aceasta zona, putin inainte de turnare in creuzetul 3,
impiedicand scurgerea impuritatilor. In varianta pentru separarea barierelor de
zgura metalica, se poate utiliza o bara de cupru racita cu apa, plasata
inaintea palniei de rasturnare a continutului baii de metal topit in creuzet.
Scurgerea metalului, purificat din aceasta, se face prin deschiderea 8.
Productivitatea de turnare poate atinge, la aceste prime cuptoare,
25-100kg/ora si este perfect posibil de a creste, la nevoie, aceasta cifra.
In cazul in care se doreste obtinerea unor lingouri din metale dure: Ti, Mo, W, Nb, se realizeaza instalatii care permit obtinerea simultana a unor lingouri de diametre 65-70mm. Schema de principiu a unui asemenea cuptor este data in Fig. 18.
Fig. 18. Cuptor cu fascicul de electroni, cu obtinerea simultana a mai multor lingouri.
Tunurile de electroni 1 sunt astfel programate incat sa realizeze atat topirea metalului dorit 2, cat si omogenitatea metalului in baia de topire 3 si separarea zgurilor. O oala de turnare din cupru 4 si racita cu apa permite introducerea metalului in creuzetul de turnare care contine, spre exemplu, 18 lacasuri de formare lingouri 5. Prin deplasarea corelata a sistemului de topire cu sistemul de tragere continua a barelor, se obtin lingouri de mare puritate si omogenitate, asa cum rezulta si din sectiu-nea formata printr-un asemenea lingou de titan de 72mm (Fig. 19) in care a) reprezinta sectiunea printr-un lingou de titan, iar b) o micro-sectiune pe un aliaj in 718. Se remarca marea omogenitate a structurilor, ceea ce confera caracteristici tehnice inalte.
Fig. 19. Sectiune printr-un lingou: a) lingou de titan; b) aliaj in 718.
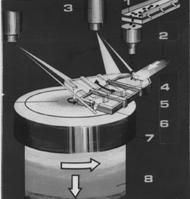
Fig. 20. Cuptor de topire cu fascicul de electroni pentru lingouri de diametre mari.
In situatia in care se doreste tragerea unor lingouri de dimensiuni relativ mari (diametru si lungime), se utilizeaza un echipament de genul celui dat in Fig. 20. Alimentarea cu particule de Al, Ti, Nb, Zr ca atare sau prealiaje se face prin sistemul de alimentare 1; materialul de baza 2, ce trebuie aliat cu aceste materiale, este introdus sub tunul de electroni 3, programat special, in functie de parametrii de topire si realizare a barierelor termice. Materialul topit se strange in creuzetul 4, care, in zona sa 5, permite indepartarea incluziunilor nemetalice. Topirea, avand o distributie omogena cu cristale nu mai mari de 0,2mm, fara segregatii si cu mica porozitate, se toarna prin palnia 6 in creuzetul 7, care permite, prin constructia sa, ca metalul topit sa se roteasca si sa se deplaseze pe verticala, rezultand un lingou 8, omogenizat in continuare prin actiunea unui al doilea tun de electroni. Dimensiunile obtinute pana acum pentru lingouri au fost 500mm, lungime de 3000mm, productivitate cca 500kg/ora.
Incalziri utilizand fasciculul laser
Utilizarea laserului pentru incalziri este de data mai recenta, dupa anii 60. Proprietatile luminii laser: monocromaticitate, concentrare, posibilitati de baleiere fac din acest sistem o unealta deosebit de precisa in diverse aplicatii tehnologice, inclusiv in operatiile de topire.
Dezvoltarea unor constructii variate de laseri (continui sau in pulsuri), solizi, cu semiconductori, cu excimeri, cu raze X lasa sa se intrevada aplicatii deosebite atat pentru microtopiri (industria electronica si a componentelor), cat si pentru macrotopiri (aliaje si compozitii de mare puritate).
Mari perspective se deschid in domeniul incalzirii, o data cu declansarea fuziunii prin lasere de mare energie si crearea unor plasme de inalte temperaturi. Desi randamentele de conversie obtinute pana acum sunt relativ mici, 1-10%, exista premise certe de crestere a numarului de aplicatii in urmatorii ani. Pentru date complete, a se revedea capitolul 'Aplicatii tehnologice ale laserului'.
Incalzirea cu inalta si foarte inalta frecventa
Multe procese industriale au nevoie de caldura, dar
anumite materiale - in special cele izolante - cer alte surse de energie decat
cele conventionale. Campurile electromagnetice de inalta frecventa aplicate
acestor materiale izolante creeaza in masa acestora, prin rapida reversare a
polarizarii moleculelor, frecari si prin aceasta o incalzire uniforma. Sistemul
dielectric, cuprins intre doua armaturi, joaca rolul unui condensator. Daca
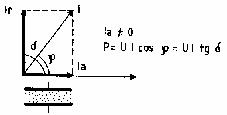
dielectricul este perfect, curentul si tensiunea sunt in cuadratura, cos = 0, ca in Fig. 21.a; daca dielectricul are
pierderi, va exista un decalaj si va aparea o componenta activa, P = U
I cos , care se manifesta sub forma de caldura in
insasi masa dielectricului
(Fig. 21.b). Aplicatiile cele mai raspandite sunt in industria alimentara
pentru pasteurizarea laptelui, sterilizarea pastelor si conservelor, deshi-dratarea
fructelor, dar si in alte industrii (pentru uscarea materialelor
electroizolante sau a textilelor, prelucrarea unor mase plastice).
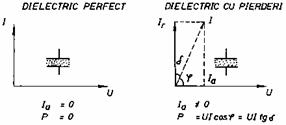
Fig. 21. Dielectric fara pierderi (a) si cu pierderi (b).
Pentru orice material, exista o frecventa optima ce asigura incalzirea dorita. In functie de frecventa, vom intalni echipamente functionand cu unde de radiofecventa (f < 300MHz) sau cu microunde in benzile de frecventa (896MHz-22250MHz), deosebindu-se construc-tiv prin tipul generatorului ce va converti energia de frecventa de 50Hz, la cea impusa de proces, la frecvente inalte. La primele constructii, convertorul va fi trioda, in timp ce la cele cu microunde, magnetronul sau klystronul.
Sistem de incalzire cu generator de radiofrecventa de tip capacitiv
Circuitul de iesire al generatorului de radiofrecventa 3 este constituit dintr-un condensator 1, intre ale carui placi este dispus materialul de incalzit 2, cu rol de sarcina (Fig. 22). Orice schimbare a caracteristicilor electrice a materialului datorita incalzirii va modifica capacitatea sarcinii si, de aici, regimul de lucru al generatorului. Aceasta este o deosebire esentiala fata de sistemele cu microunde, la care materialul nu face parte integranta din schema si o schimbare a starii probei nu va produce o schimbare la iesirea generatorului.
Echipamentele de radiofrecventa (RF) si-au gasit largi aplicatii in sudura materialelor plastice, uscarea placilor de lemn, preincalzirea maselor plastice, uscarea unor materiale ce contin apa. Uneori, echipamentelor de RF li se asociaza utilaje specializate: prese cu care alcatuiesc linii specializate (pentru panel de lemn, mobila, industria cauciucului, furnir etc.).
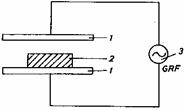
Fig.
22. Schema unui echipament cu
generator de radiofecventa:
1) placile condensatorului; 2) dielectric; 3) generatorul de radiofrecventa.
Productivitatea pe care o ofera aceste echipamente este ridicata. Spre exemplu, la uscarea unor textile, se realizeaza prin acest procedeu timpi de 40 de minute, fata de zece ore la utilizarea aburului, iar in industria cauciucului timpii de vulcanizare se reduc cu cca 60%.
Tehnologii bazate pe aplicatii ale microundelor
Radiatiile electromagnetice de frecventa foarte inalta -microundele - au dovedit proprietati deosebit de interesante pentru procesul industrial; ele pot incalzi in profunzime, omogen, neselectiv si in timpi scurti - de ordinul secundelor si minutelor - materiale rele conducatoare de caldura, dand rezultate excelente in domenii in care alte tehnici se dovedeau ineficiente. Statisticile arata ca, in lume, la nivelul anilor '90, existau cateva zeci de milioane de cuptoare de bucatarie si numeroase echipamente de incalzire industriala. Faptul ca nu a existat o aceeasi 'explozie' si in cazul echipamentelor industriale se explica de catre unii autori prin legatura slaba dintre producatorul de echipament si utilizator, de multe ori lipsit de cunostintele tehnice necesare si posibilitatea de a sesiza ceva nou intr-un proces (in agricultura, alimentatie, alte sectoare industriale). Care au fost insa etapele parcurse in dezvoltarea acestui domeniu.
In anul 1873, James Maxwell fundamenteaza teoria electro-magnetica, pentru ca in anul 1888 H. Hertz, bazandu-se pe teoria electromagnetismului, fundamentata de Maxwell, sa explice 'scanteile' ce apar intre mase metalice neracordate la surse de energie prin existenta unor unde electrice.
Francezii revendica si ei aceasta descoperire, atribuind-o lui Thomson, care a ratat-o prin aceea ca s-a multumit doar cu publicarea in 1876, in "Philosophical Magazine", a unor observatii privind fenome-nul, in timp ce Hertz isi dezvolta cercetarile pana la moartea sa, punand bazele cunoasterii undelor decimetrice (microunde), carora le descopera proprietatile de propagare rectilinie si de reflexie in oglinzi metalice.
In aceeasi perioada, Augusto Righi descopera capacitatea microundelor de absorbtie a apei, iar Edurard Branly inventeaza coerorul cu pilitura de fier, cu care se receptioneaza semnalele transmise prin radio; in 1897, se propune deja ghidul de unde.
Oscilograful catodic apare in acelasi an (1897), cel care l-a inventat fiind K.F.Braun, de altfel ca si antenele dirijate (1902).
H lfsmayer depune, in 1904, primul brevet referitor la radar, A.V.Hall in 1918 pentru magnetron, iar in 1938 fratii Varian creeaza o noua sursa de microunde, klystronul.
Din acest moment - chiar daca multe din aceste idei se vor aplica mult mai tarziu, datorita nepregatirii tehnologice a societatii de a le prelua - incep sa apara posibile solutii pentru utilizarea microundelor: pentru radar, balize de radionavigatie, fascicule herziene, telecomunicatii, televiziune.
Dupa 1945, dr. Percy Spencer, creatorul cuptoarelor cu microunde - care lucra la perfectionarea radarului - are ideea sa foloseasca magnetronul pentru fierberea alimentelor. 25 de ani au trebuit insa pana la momentul in care noua tehnologie sa cunoasca adevaratul succes de piata.
Date despre microunde
Microundele sau hiperfrecventele sunt radiatii electromagnetice a caror frecventa este cuprinsa intre 890-22250MHz, utilizandu-se, pentru a nu perturba alti utilizatori, patru benzi si anume:
890-940MHz (neautorizata in toate tarile)
2400-2500MHz (cel mai frecvent utilizata)
515-5875MHz
22000-22250MHz
Lungimile de unda caracteristice se situeaza intre 1,35-33,5cm. Spectrul radiatiilor electromagnetice este dat in Tab. 4.
Tab. 4. Spectrul radiatiilor electromagnetice.
|
Frecventa |
Lungimea de unda |
Denumirea |
||
|
Hz |
MHz |
|||
|
300 m |
unde |
|||
|
3 |
100 m |
medii |
||
|
6 |
50 m | |||
|
30 |
unde |
|||
|
30 |
10 |
scurte |
||
|
60 |
5 | |||
|
3 |
unde ultrascurte |
|||
|
30 cm | ||||
|
3000 |
10 cm |
unde centrimetrice |
||
|
6000 |
5 cm | |||
|
30000 | ||||
|
3 mm | ||||
|
300000 |
1 mm | |||
|
infrarosu |
unde calorice |
|||
|
rosu |
spectru vizibil |
|||
|
375 . 1012 - 0,8/um |
violet | |||
|
- 0,4/um | ||||
|
ultraviolet | ||||
Utilizarea microundelor impune respectarea unor riguroase prevederi, datorita faptului ca radiatiile pot crea mari neajunsuri echipamentelor din jur, pe care le pot perturba. Nivelul de radiatii masurat la 30m, trebuie sa fie:
< 50/μV/m pentru frecvente < 30MHz;
< 30/μV/m pentru frecvente > 30MHz.
Cateva exemple pot fi concludente privind pericolul pe care il prezinta aceste radiatii. Un cuptor de inductie, situat la 5km de un aeroport, radiaza 8mV/m pe o frecventa vecina balizei de apropiere (370kHz), putand crea o falsa indicatie la radiocompas. La fel, semnalele de alimentare a pistei aeroportului pot fi influentate, dand semnale necorespunzatoare aeronavelor care vin la aterizare. Aceasta impune ca, la amplasarea unui echipament cu microunde, sa se acorde o atentie deosebita masurarii nivelului de radiatii si incadrarii in limitele prescrise, ca si ecranarii corespunzatoare a incintelor.
Intrucat microundele pot avea un efect nociv asupra omului - distrugerea tesuturilor organice - mergand pana la accident mortal, pentru personalul operator se iau o serie de masuri de prevenire, dupa cum urmeaza:
dispunerea in instalatie a unui 'intrerupator de poarta', care intrerupe alimentarea cand accesul la produsul ce se trateaza devine posibil pentru operator;
interzicerea de a lucra in apropierea unor instalatii de microunde, pentru a evita efectul caloric al microundelor, durerile de cap, greturile, lipsa poftei de mancare, efecte intalnite in cazul unor expuneri de lunga durata;
dispunerea unor capcane de apa care sa absoarba microundele.
Avantajul cel mai important pe care-l prezinta insa microundele este acela al capacitatii lor de a incalzi un material continand umiditate in toata masa lui, in timpi incredibil de redusi.
In cazul incalzirii unui material printr-o tehnologie conventionala, caldura se transmite din molecula in molecula pana in interior, sesizandu-se insa o diferenta de temperatura relativ importanta intre straturile exterioare si cele din interior, de ordinul a 50-70%, de unde posibilitatea de distrugere a materialului.
Cu totul alta este situatia in cazul incalzirii prin microunde, microunde care vor trece printr-un produs precum trece lumina prin sticlele colorate; la fel de repede si usor, se incalzesc toate produsele ce contin apa, fiind vorba de o incalzire aproape simultana.
Aceasta incalzire se explica prin frecarea moleculelor intre ele datorita frecventelor foarte mari pe care le prezinta microundele, o incalzire caracterizata prin omogenitate, ca si cum s-ar propaga din interior spre exterior, fara sa se manifeste incalzirile exagerate ale straturilor exterioare, lucru sesizat la celelalte sisteme de incalzire. Caldura generata prin microunde va depinde de continutul de apa pe care il are materialul; o data cu eliminarea umiditatii, procesul de generare va inceta. Mai trebuie mentionat ca aceasta incalzire din interior spre exterior elimina umiditatea prin straturile exterioare, acestea pastrand o temperatura acceptabila datorita vaporizarii; trebuie insa acordata atentie momentului in care umiditatea fiind eliminata, procesul trebuie oprit pentru a nu se produce arderea produsului.
In general, intr-un proces de incalzire, se recomanda cuplarea microundelor cu o incalzire clasica 1, care sa evapore economic 70-80% din umiditate, ramanand doar ca restul sa fie eliminat prin aplicarea microundelor 2 (curba 2), asa cum rezulta din Fig. 23.
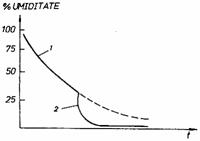
Fig. 23. Sistem combinat de uscare a unui material
utilizand
o incalzire clasica 1 si una cu microunde 2.
Structura si elementele componente ale unui echipament cu microunde
Echipamentele functionand cu microunde sunt alcatuite in principal din trei elemente esentiale: magnetronul (klystronul), care genereaza microundele, un dispozitiv de transport al microundelor (cablu coaxial sau ghid de unde) si aplicatorul, care corespunde, in general, cuptorului sau incintei unde are loc procesul. In functie de complexitatea procesului tehnologic, schema mai poate fi completata cu senzori, microprocesor, instalatii de aer conditionat.
Magnetronul este un tub cu vid format din doi electrozi, un catod cilindric inconjurat de un anod de o forma speciala (bloc anodic A) in care sunt practicate o serie de cavitati; in varianta, anodul poate fi realizat si din cavitati realizate prin sudura unor aripioare, asa cum rezulta din Fig. 24.B.
Blocul anodic este realizat dintr-o bara de cupru fara oxigen in care se realizeaza prin prelucrare cavitatile rezonante sau prin lipirea pe suprafata interioara a unor lamele de cupru. La una din acestea, se va racorda conductorul pentru extragerea energiei microundelor. Catodul este realizat, de regula, din sarma de wolfram toriat si carburat; realizarea catodului, respectiv torierea constituie una din problemele dificile in realizarea magnetroanelor.
Intre catod si anod, exista un asa-zis 'spatiu de interactiune'. La aplicarea unei tensiuni inalte intre catod si anod, catodul incepe sa emita electroni care sunt atrasi de anodul aflat la polaritatea pozitiva. Tubul este introdus intre polii unui camp magnetic, care produce rotirea electronilor in jurul catodului; in acelasi timp, datorita campului electric complex din tub (dat de forma sa) are loc o grupare a electronilor, astfel incat apar ca niste spite de electroni, care se rotesc in jurul catodului (Fig. 25).
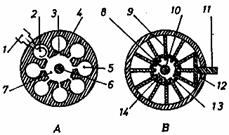
Fig. 24. Tipuri de magnetroane: anod cu cavitati
prelucrate (A)
sau cavitati realizate prin suduri de aripioare (B).
A. 1. Iesire B. 8. Spatiu de interactiune
2. Bucla de cuplare 9. Aripioare anod
3. Fanta 10. Catod
4. Bloc anodic 11. Sistem de cuplare iesirii
5. Cavitate 12. Doua bucle de cuplaj asociate
6. Catod 13. Inel de scurtcircuitare
Spatiu de interactiune 14. Fanta
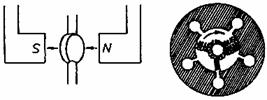
Fig. 25. Deplasarea electronilor in camp.
Se aranjeaza in asa fel configuratia, incat, in momentul in care o 'spita' apare in dreptul unei cavitati rezonante (formata din ansambluri fanta-cavitate, peretii cavitatii reprezentand partea de self, iar fanta partea capacitiva), campul electric al acestuia sa franeze electronii pentru a le prelua energia; in momentul in care ar trebui ca energia sa fie cedata de cavitate, trebuie sa nu fi venit inca in dreptul sau, urmatoarea 'spita' de electroni, incat energia sa nu aiba cui sa fie cedata, ajungandu-se, in acest mod, la un bilant energetic favorabil cavitatilor. Printr-o bucla de cuplaj dispusa intr-una din cavitatile rezonante se genereaza o tensiune cu frecventa egala cu cea de rezonanta a cavitatilor (microunde).
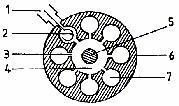
O desfasurare spatiala a partilor componente ale unui magnetron este data in Fig. 26.
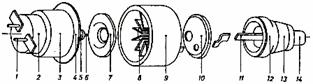
Fig. 26. Elementele componente ale unui magnetron.
Se obtine o buna comportare la frecventa, in domeniul
500-20000MHz.
Klystronul
Se deosebeste de magnetron prin structura sa lineara, cuprinzand, in principal, un tub de electroni, cavitati intermediare, o cavitate finala si 'tuburi de alunecare' dispuse intre cavitati, ca in Fig. 2
Tunul de electroni produce un fascicul ingust de electroni, pastrat la acest diametru, datorita unui camp magnetic puternic, paralel cu axa tubului. Acest fascicul de electroni va traversa cavitatile rezonante intermediare, separate prin tuburile de alunecare.
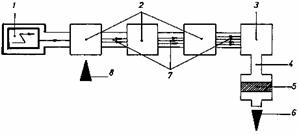
Fig. 2 Elementele componente ale unui klystron.
In prima cavitate, se injecteaza un semnal hiperfrecventa, iar semnalul de iesire amplificat este extras din ultima cavitate. Aceasta amplificare se datoreaza interactiunii campului de inalta frecventa din cavitatile rezonante cu fasciculul de electroni care le traverseaza. Astfel, semnalul injectat in prima cavitate face sa apara o tensiune la intrarea primului tub de alunecare, tensiune care produce un camp electric alternativ, care accelereaza electronii in prima alternanta si-i incetineste in cea de a doua, cand campul isi inverseaza polaritatea. Astfel, semnalul de intrare produce o modulatie de viteza asupra fascicolului, electronii accelerati (in functie de alternanta) care au produs-o ii ajung pe cei intarziati si cu aceasta formarea de pachete de electroni; modulatia de viteza se converteste astfel, in modulatie de densitate.
Traversand a doua cavitate, fasciculul induce un camp ce se stabileste la intrarea celui de al doilea tub de alunecare, fasciculul de electroni sufera o noua modulatie de viteza care se transforma intr-o modulatie de densitate pe parcursul celui de al doilea tub si asa mai departe. In cavitatea finala, vor ajunge pachete foarte dense de electroni, a caror energie prin franare este cedata si este extrasa printr-un ghid de unde cuplat la iesire. Klystronul are trei mari avantaje: putere ridicata (cca 50kW la 2450MHz); durata de viata mare (cca 15000 ore); randament ridicat (cca 60%).
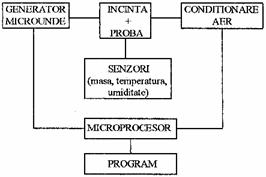
Fig. 28. Schema bloc a unei instalatii de uscare cu microunde.
O schema bloc a unei instalatii de uscare cu microunde arata ca in Fig. 28.
Intr-o incinta de uscare cu atmosfera controlata si conectata la o instalatie de conditionare a aerului, este dispus obiectul ce trebuie uscat. Un generator de microunde este conectat, de asemenea, la incinta, furnizand energia necesara. Procesul de uscare este condus de un microprocesor - dupa un program stabilit - care comanda generatorul de microunde si regimul de uscare, dupa informatiile pe care le primeste - masa, temperatura, umiditate - de la un bloc de senzori.
Aplicatii ale microundelor. Sectorul agroindustrial
Microundele sunt un mijloc eficient de uscare sau deshidratare, mai ales daca aplicarea lor se face in faza ultima a procesului. Spre exemplu, sunt de preferat uscarea unor cereale si extragerea apei prin alte mijloace mai simple (uscarea cu aer, spre exemplu) si doar ultimele procente - greu de asigurat prin alte procedee - sa se extraga utilizand microundele.
Acest procedeu mixt, uscare cu aer si apoi aplicare de microunde, se utilizeaza pentru uscarea porumbului, tutunului, lucernei, orezului, pastelor fainoase.
De asemenea, se mentioneaza utilizarea microundelor pentru pro-ducerea pulberilor din fructe de format mic (zmeura, fructe exotice), producerea unor extracte de sucuri si legume, a colorantilor naturali, uleiurilor pentru esente, a granulelor de proteine, oua, ciuperci, uscari de legume.
Un mare
succes il reprezinta cuptoarele cu microunde in gospodarii sau cantine.
Decongelarea este o operatie de mare eficienta, atunci cand se utilizeaza
microunde. Spre exemplu, cu o sursa de 10kW, se poate decongela o tona de carne
pe ora de la temperatura de
-20o pana la +5oC.
Microundele isi gasesc utilizari largi si in procesele de pasteuri-zare si sterilizare de produse alimentare, uscarea fructelor, pasteurizarea laptelui si berii.
Trebuie privita cu atentie si posibilitatea de a utiliza in viitor microundele in lucrarile agricole, efectul termic pe care il genereaza putand produce o distrugere a unor seminte de buruieni, insecte si paraziti. Insamantarea cerealelor, dupa aceasta operatie, va da un avans de crestere de 2-3 saptamani fata de buruieni.
In industria alimentara, microundele isi gasesc largi aplicatii si in operatii de preincalzire si fierbere, in fermentarea pastelor cu drojdie, liofilizare, incalzirea preparatelor reci, prajirea unor boabe. Se mentioneaza, spre exemplu, ca timpul de uscare al unor paste este de opt ori mai redus atunci cand se utilizeaza microundele.
Industria textila
Exista unitati de ordinul zecilor de kW utilizate pentru uscarea in masa a produselor (bobine, sculuri, semitort) cu mari economii de energie.
Incalzirea cu microunde a baloturilor de lana permite desfacerea materialului, eliminarea substantelor insolubile in cazul spalarilor ulterioare. Se mentioneaza ca, intr-un cuptor tunel de cca 50kW, un balot de lana de 200kg se poate incalzi la 30oC in numai doua minute, dupa cum uscarea tesaturilor textile, utilizand microunde, se poate face in timpi de zece ori mai scurti decat cei cunoscuti la procedeele uzuale.
Industria chimica
Microundele isi gasesc utilizari pentru polimerizarea unor substante: rasini epoxidice, monomeri vinilici, stiren, uscarea filmelor poliuretanice, uscarea filtrelor de grafit epoxidic (tehnica aerospatiala), tesaturi impregnate. De asemenea, se mentioneaza utilizarea lor pentru vulcanizarea cauciucului, polimerizarea unor paste de cauciuc, ca si incalzirea unor blocuri de materiale, uscarea unor vopsele si lacuri, fabricarea unor materiale neferoase, turnarea materialelor plastice sub forma de spuma, producerea maselor plastice laminate, uscari si intariri de tevi din plastic, uscarea pulberilor si comprimatelor in industria medicamentelor, uscarea produselor din piele.
Industria lemnului
Exista aplicatii ale microundelor pentru uscarea esentelor tari, a placajului si furnirului, a hartiei, a pastei de lemn si a rumegusului, pentru tratarea lemnului impotriva fungicidelor si insecticidelor.
Medicina
Numeroase terapii se vor baza in viitor pe aplicatii ale micro-undelor, singure sau complementare altor tehnici. Fata de razele X, spre exemplu, radiatia la frecventa microundelor este mai putin daunatoare, permite obtinerea unui contrast mai bun in tesutul subcutanat, realizeaza incalziri selective in tesuturi.
Caldura generata, spre exemplu, prin patrunderea radiatiei, poate 'coace' celulele unor tumori, tratament cunoscut sub numele de hipertermie.
Anumite boli (contracturile incheieturilor, boala inflamatorie pelvica, arterita, luxatiile) raspund bine la tratamentul cu caldura generata prin microunde, intrucat cresterea temperaturii in tesut sporeste ritmul de curgere a sangelui, permeabilitatea membranei celulare, ca si ritmul metabolic cresc, grabind ritmul de vindecare.
Tumorile canceroase localizate la creier, san, plaman sunt sensibile la radiatia microundelor. Printr-o dozare corespunzatoare a temperaturii, se poate actiona in asa fel incat sa nu fie afectat tesutul sanatos, ci doar cel bolnav (complementar cu chimioterapia).
Contributii romAnesti la dezvoltarea electrotermiei
Inca din anul 1950, academicianul Aurel Avramescu aborda in ICPE o serie de tematici de acest gen, alta in constructia de echipamente, cat si in problemele de fond ale studiului propagarii caldurii in cupru si aluminiu. Se poate afirma ca cercetarile sale in domeniul incalzirii adiabatice a acestor metale, incepute in Dresda, unde si-a sustinut doctoratul si continuate la ICPE, au condus la rezultate si abace de calcul care si astazi sunt de referinta, fundamentale in studiul incalzirii unor cai de curent sau contacte.
O alta serie de lucrari au fost dezvoltate in decursul anilor in domeniul conceperii unor produse electrocalorice, ca si in calculul unor rezistoare destinate unor echipamente de incalzire.
Incepand din anul 1975, in ICPE, se consolideaza un nou domeniu, acela al generatoarelor electronice de inalta frecventa, fiind realizate variantele de 1, 5 10 si 20kW tip inductiv, la frecvente de ordinul MHz.
Dintre aplicatiile cele mai importante mentionam:
tratamente termice: caliri si incalziri la scule aschietoare, matrite mici, piese auto, piese de mecanica fina, aparate de masura si control mecanice;
brazari: placute vidia, panze de circular, scule diamantate, elemente pneumatice, contacte de wolfram sinterizat pe suport de cupru pentru intrerupatoare automate;
lipiri cu aliaj de cositor: termostate de frigider, elemente elastice pentru manometre, armaturi de izolatori de trecere pentru condensatoare etc.;
incalziri speciale: piese metalice din interiorul tuburilor cinescop in timpul vidarii, incalzirea in creuzet a probelor de material, purificarea zonara a cuprului, aluminiului, stibiului, siliciului;
uscari: pentru fibre textile, lemn, cleiuri epoxidice, bobinele de roving din fibre de sticla.
Peste 135 de echipamente din aceasta familie se gasesc aplicate in industrie, realizandu-se productivitati ridicate si un nivel de calitate, neasigurat prin alte procedee. In prezent, se realizeaza o noua varianta de generator de inalta frecventa, de 30kW, destinat echipamentelor de tragere zonara a siliciului in industria de componente.
Intr-un alt domeniu, acela al uscarii unor lacuri depuse pe panouri de mobila, prin actiunea unor radiatii puternic ionizante, ICPE a dezvoltat, dupa cercetarile echipei conduse de dr. Radu Cramariuc, constructia unor generatoare tip Van der Graaff, capabile de a furniza energia necesara pentru procese de reticulare, de accelerare a proceselor de uscare. Au fost realizate generatoare de 2MeV si, pentru un pilot destinat uscarii panourilor de mobila (600keV), echipamente cu un inalt grad de originalitate, care au permis dezvoltarea unor cercetari de varf in acest domeniu.
Dupa anul 1980, in cercetarile institutului apar preocupari pentru dezvoltarea unor echipamente bazate pe aplicatii ale microundelor in procedee de incalzire industriala. Au fost realizate prototipurile pentru studiul uscarii unor alimente, produse ale industriei usoare, punandu-se la punct tehnicile necesare pentru realizarea unor echipamente pilot. In faza inaintata, se gaseste punerea in functiune in industrie a unor cuptoare pentru uscarea vopselelor de pe formele din turnatorii, pentru decongelarea carnii sau unor alimente. Sfera de aplicatii va creste in urmatorii ani prin dezvoltarea unor constructii in gama de 2-15kW.
Sesizand importanta domeniului si a implicatiilor pe care le poate genera electrotermia in economia de energie, ICPE a infiintat la Targu Mures o filiala a sa, activand in totalitate in problemele de realizare a unor echipamente electrotermice sau de reglaj a proceselor de incalzire. Infiintata in anul 1983 sub conducerea dr. ing. Vasile Szentgyorgyu, recunoscut specialist in domeniu, filiala a dezvoltat o valoroasa serie de cercetari abordand:
incalzirea cu arc electric;
incalzirea prin inductie de medie frecventa;
incalzirea prin rezistenta;
incalzirea cu fascicul de electroni.
In domeniul incalzirii cu arc electric, a fost dezvoltat, in anii 1983-1985, un sistem de pozitionare a electrozilor la cuptoarele cu actionare electromecanica cu capacitati de 0,5-6t. Produse in serie de I.Electrotehnica-Bucuresti, sub denumirea de SPE, ele au condus la o reducere substantiala a consumului de energie specifica cu cca 100-250kWh pe tona de otel topit, la o reducere a consumului de electrozi cu 10-15% si la o crestere a productivitatii muncii cu 10-20% prin reducerea timpului de topire. Intrate in dotarea a mai mult de 30 unitati industriale (din randul carora mentionam: I. 23 August-Bucuresti, I. Vulcan-Bucuresti, I.Utilaj Petrolier-Targoviste, IUG-Progresul-Braila), ele au condus la o substantiala imbunatatire a proceselor tehnologice.
Incalzirea prin inductie la medie frecventa constituie
cel de al doilea domeniu care, prin seriile de generatoare statice de 50-800kW
in banda de frecventa 500-1500Hz si de 35-350kW la frecventele de
6-10kHz a condus la o esentiala modernizare a sectoarelor calde, in cadrul
carora s-au integrat cu rezultate tehnico-economice deosebite.
In Tab. 5, se prezinta seria de generatoare statice de medie frecventa, conceptie ICPE-I.Electrotehnica, destinate incalzirii prin inductie a metalelor.
Tab. 5.
|
Caracteristici tehnice Tip generator |
Tensiunea de alimentare (V) |
Puterea maxima de lucru (kW) |
Tensiunea de medie frecventa |
Frecventa nominala (Hz) | ||||
|
GSMF-50A2500 |
3 x 380 | |||||||
|
GSMF-175L2500 |
3 x 380 | |||||||
|
GSMF-350L2500 |
3 x 440 | |||||||
|
GSMF-500L1200 |
3 x 660 | |||||||
|
GSMF-800L500 |
3 x 660 | |||||||
|
GSMF-800L2500 |
3 x 440 | |||||||
|
GSMF-500L1000T |
3 x 660 | |||||||
|
GSMF-35A8000 |
3 x 380 | |||||||
|
GSMF-40A8000 |
3 x 380 | |||||||
|
GSMF-80A8000 |
3 x 380 | |||||||
|
GSMF-140L8000 |
3 x 380 | |||||||
|
GSMF-175L8000 |
3 x 440 | |||||||
|
GSMF-350L8000 |
3 x 510 | |||||||
Domeniile de utilizare sunt in principal pentru incalziri la forjare, tratamente termice, topiri si sinterizari, lipiri cu si fara adaos, incalzirea reactoarelor chimice. Dintre avantajele tehnico-economice mai importante, mentionam:
fata de incalzirea in cuptoare cu gaz, pierderile de metal prin oxidare se reduc cu cca 4%;
fata de generatoarele rotative, randamentul tehnologic global creste cu cca 10% (Fig. 29);
reducerea duratei de incalzire: de exemplu, durata de incalzire a unei piese de otel pentru forjare cu diametrul 100 intr-un cuptor cu gaz se face in 70-90 minute ; incalzirea inductiva asigura reducerea acestei durate la sapte minute;
pierderile de mers in gol fata de generatoarele rotative se reduc de la 30% la 10%;
fata de generatoarele rotative, se reduc cheltuielile anuale de intretinere si reparatii cu 100.000 lei/generator;
posibilitatea automatizarii complexe a intregului flux tehnologic.
Peste 100 generatoare statice de frecventa au fost dezvoltate in ultimii ani, beneficiarii fiind unitati puternice ale economiei noastre precum: Intreprinderea de tevi Slatina si I.Republica din Bucuresti, Intreprinderea mecanica Oradea, I.Rulmentul Brasov s.a.
Avantajele pe care le prezinta, in comparatie cu generatoarele rotative (Fig. 29), le recomanda ca solutii sigure de inlocuire, mai ales ca ofera randamente globale mai bune, reducerea duratei de incalzire a unor sarje de otel in timpi spectaculosi, pierderi reduse de mers in gol, cheltuieli de intretinere mai mici.
Cercetari valoroase se dezvolta in prezent in domeniul realizarii unor regulatoare de temperatura pentru sistemele de incalzire prin rezistenta si al incalzirii cu fascicul de electroni.
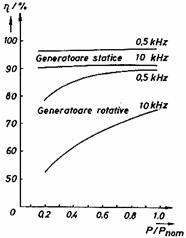
Fig. 29. Randamentul in functie de raportul P/Pnom.
Bibliografie
Schiffmann, R.F. Le chauffage micro-ondes, dans l'industrie aux Etats-Unies. In: RGE, nr.11, 1981, pp.802-804.
Catier, E. Les micro-ondes industrielles. In: Electronique industrielle, 1981, nr.22, pp.121-124.
Poitevin, J.P. Perturbations radioelectriques produits par les appareils industriels, scientifiques et medicaux. In: RGE, nr.11, 1981, pp.805-809.
Conrad,H. Krampitz, R. Electrotechnologie. Verlag Technik, Berlin, 1983
Orfewil, M. L'essor de l'electricite passe par l'innovation technologique. In: L'Epure, E de F, 1984, pp.29-45.
Digneffe, H. La cuisinière à induction son secret, l'ASCR, a commutation rapide. In: EMI, 216, 1-3, 1976, pp.15-19.
Gupta, C. Microwaves in medicine. In: Electronics and Power, 1981, pp.403-405.
Barber, H. Microwaves for cooking and heating. In: Electronics and Power, 1981, pp.401-402.
Thourel, L. Utilisations des ondes electromagnetiques dans l'industrie agro-alimentaires. In: RGE, 1979, 88, nr.11, pp.851-85
Tixier, J.L. Nouvelles applications de l'electricite dans l'industrie agro-alimentaire. In: RGE, 88, nr.5, 1979, pp.377-380.
Poiroux, R. Le chaufage par induction. In: L'Epure, E de F, 1985, pp.25-37
Benkowsky, G.Inductionerwarmung. Verlag Technik, Berlin, 1972
Hulis, P. Dielectric heat gets to the parts other forms, of heat cannot reach. In: Electrical Rev., vol.209, nr.13, 1981, pp.28-30
Lefeuvre, S. Proprietes caracteristiques du chauffage micro-ondes. In: RGE, nr.11, 1981, pp.793-801.
xxx Saving energy with infra-red. In: Product Finishing, 1984, pp.23-39.
Jouliou, M. Applications industrielles des micro-ondes. In: RGE, 81, nr.11, 1981, pp.840-845.
Chabert, J., Viallier, P. Sechage par micro-ondes des meches et fils encolles sans torsion dans l'industrie textile. In: Rge, 81, nr.11, 1981, pp.823-825.
Berteaud, A. s.a. Les micro-ondes appliques aux macromolecules filmogenes. In: RGE, 81, nr.11, 1981, pp.826-829.
Bouteville, A. La vulcanisation du caoutchouc par micro-ondes. In: RGE, 81, nr.11, 1981, pp.834-838.
Manoury, M. s.a Interaction eau-cellulose. Application au chauffage dielectrique. In: RGE, 81, nr.11, 1981, pp.839-846.
Copoon, D. Microwave heating. Ari Publishing Comp., West Post, 1975.
Orfewil, M. Electrothermie industrielle. Paris, Ed.Dunod, 1981.
Prospecte firma Leybold-Haereus 1988-1994.
P.Franhcais: Report ou Thermal Plasma and Laser Processing. Elektroteh.,92, Montreal 1992, p.91-120.
Fnfschihung, s.a.: Plasmox, a New Technology for Hazardous Waste destruction and Nuclear Waste Consolidation, Oxford, 25-27 sept.90, British Nat.Commitee for Electroheat.
Electrotermia in
imagini semnificative si explicatii
Date sintetice
Prin electrotermie, se intelege partea stiintei si tehnologiei care trateaza transformarile energiei electrice in caldura pentru scopuri utile. Arderea combustibilului lichid, solid sau gazos ca si pierderile prin caldura in motoare sau transformatoare nu constituie procese specifice electrotermiei.
Prin electrotermie, se va intelege, in cele ce urmeaza, caldura produsa de fenomenele electrice: efectul Joule, arcul electric si plasma, inductia electromagnetica, laserul si fasciculul de electroni, generatoare statice sau rotative de frecvente ridicate, microundele, histerezisul dielectric, radiatii (infrarosu) etc.
1) carcasa metalica; 2) izolatie termica; 3) material
refractar; 4) element incalzire;
5) corpuri de incalzit; 6) usa acces.
Incalzirea prin rezistenta, cel mai vechi si mai simplu sistem de incalzire. Transferul de caldura se face de la rezistente la corpul de incalzit. Temperaturi de lucru 1000-1000oC, dar pentru constructii speciale, 1300oC. Se sesizeaza "neomogenitati in distributia temperaturii in cuptor". Largi utilizari pentru topiri de metal, tratamente termice, arderea ceramicilor si a altor silicati, uscari de vopsele si lacuri.
1) electrozi; 2) arc electric; 3) baie lichid topit.
Incazirea prin arc electric. Arcul electric intr-un mediu gazos la presiune normala sau presiune redusa este o sursa de caldura, temperatura in centrul sau ajungand la 18000oC. Cuptoarele de acest tip pot fi cu arc direct (a) sau indirect (b).
Cuptoarele cu arc trebuie racordate la retelele electrice cu puterea de scurtcircuit mai mare decat aceea a cuptorului; de asemenea, se impune compensarea energiei reactive.
Plasma este o stare a materiei obtinuta prin ionizarea unui gaz si conferindu-i proprietati de conductie electrica. Temperaturile obtinute 4000-30000K si densitati de puteri volumice ridicate de ordinul a 100MW/m3.
Cinetica reactiilor ridicate, instalatii compacte, suplete de utilizare, temperaturi, ceea ce permite realizarea unor operatii de sudare, decupari, acoperiri refractare, reincalziri de piese.
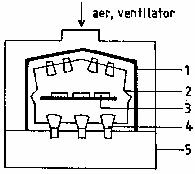
1) izolatie; 2) reflector polizat; 3) piese de uscat;
4) lampa de infrarosu;
5) carcasa metalica.
Incalzirea prin radiatie in infrarosu. Lungimea de unda a radiatiei este cuprinsa in gama 0,76-200m. Lampile sunt dispuse in functie de puterea termica ce se impune de procesul tehnologic, ca numar si putere. Utilizari in special in procese de impregnare a bobinajelor, uscari (absorbtii de apa din materiale izolante, cereale etc.). Randamentele mai bune decat la alte sisteme cu flacara sau incalzire prin rezistente.
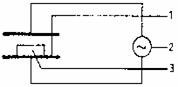
1) placi condensator; 2) generator Dielectric cu
pierderi.
de inalta frecventa; 3) dielectric de incalzit.
Incalzire prin generator de inalta frecventa capacitiv. Destinate, in special, operatiilor de incalzire a dielectricilor (ceramici, mase plastice, panouri mobila etc.). Incalzirea este datorita polarizarii dielectricului intr-un camp de inalta frecventa.
Incalzirea prin inductie. In 1841, M. Faraday descopera legile
electromagnetismului. Sub actiunea unui curent periodic de frecventa f,
care parcurge un circuit primar sub forma unei bobine in care se introduce un
corp rezistiv de diametru d, in aceasta se vor induce, conform legii lui Lenz,
curenti indusi care vor genera caldura. Se definesc o repartitie a curentilor
in piesa si o adancime de patrundere p, i = i0 e-x/p si ![]() : cu r rezistivitatea metalului; m permitivitatea vidului 4p10-7; r
permeabilitatea magnetica relativa; f, frecventa utilizata.
: cu r rezistivitatea metalului; m permitivitatea vidului 4p10-7; r
permeabilitatea magnetica relativa; f, frecventa utilizata.
T) transformator D - Y; R) redresor cu tiristoare; L) self de netezire; ondulator cu tiristoare; Cc) circuitul cuptorului; I) inductorul echipamentului C) bateria de condensatoare.
Incalzire prin inductie cu surse statice. Tensiunea de 50Hz, data de transformatorul T, este redresata de redresorul cu tiristoare 2 (o punte Graetz). Curentul de c.c. din acest circuit este comutat alternativ de ondulorul 9, in circuitul de acord al cuptorului Cc constituit din inductorul I si condensatorul C. Frecventele atinse pana la 10Khz, iar puterile pana la 4000kW. Largi utilizari in tratamente termice pentru piese mari din oteluri (lingouri, blumuri etc.).
1) Izolator; 2) catod, 3) electrod cupa; 4) anod
circular; 5) bobine de ajustare fascicul electroni; 6) valva circuit vacumm, 7)
lentile magnetice de focalizare,
8) bobine de deflexie.
Incalzirea prin fascicul de electroni. Desi electronii au o masa redusa, viteza lor relativista mare face ca energia mv2/2 sa fie ridicata, incat la impactul cu o suprafata sa dezvolte energii ridicate. Tunurile de electroni, ale caror elemente componente sunt date alaturat, sunt elementul important al unei instalatii de topire a metalului. Se pot realiza topiri de metale la temperaturi inalte si cu un grad inalt de puritate (Al, Ti, Nb, W, Zr, Mo) sau aliaje speciale, scotand lingouri de diametre pana la 100mm. Productivitatile unor astfel de cuptoare pot atinge valori de 25-100kg/ora, iar lungimea lingourilor scoase, pana la 1600mm.
1) Iesire; 2) bucla de cuplare; 3) fanta; 4) spatiu de
interactiune;
5) catod; 6) bloc anodic; 7) cavitate.
Incalzirea prin microunde . Magnetronul este partea principala a unei
instalatii de incalzire, el fiind acela ce genereaza microunde. Principiul de
baza consta in crearea de hiperfrecvente intr-un sir de cavitati aduse in stare
de rezonanta si pastrarea acestei stari prin energia cedata de electronii franati
in aceasta zona. Energia este extrasa
printr-o bucla de cuplaj.
Doua aplicatii ale
incalzirii prin microunde: a)
uscarea tesaturilor in industria usoara;
b( uscarea miezurilor in turnatorie.
1) magnetroane; 2) cuptor; 3) banda transportoare; 4)
miezuri de turnatorie;
5) tesaturi textile.
Numeroase sectoare industriale, constructii de masini, metalurgie, industria alimentara, industria silicatilor utilizeaza in grad tot mai ridicat echipamente bazate pe transformarea electricitatii in caldura.
Conversia energiei electrice in caldura se face cu randamentele cele mai ridicate.
Costurile de exploatare, comparativ cu alte sisteme, sunt mai reduse.
Reglajul si controlul temperaturii, ca si distributia temperaturii in cuptoare, se pot face cu mare precizie. Inertia de stabilizare redusa.
Permite atingerea unor temperaturi mai ridicate decat la sisteme clasice.
Noile tehnologii, bazate pe aplicatiile fasciculului de electroni, convertizoare de frecventa si microunde, cunosc, prin avantajele pe care le ofera, cresteri explozive.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5654
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved