| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
ALEGEREA SI JUSTIFICAREA FLUXULUI TEHNOLOGIC
Fabricarea portelanului fosfatic constituie unul din cele mai complexe procedee de fabricatie in industria ceramici. Procedeul uzual folosit pentru prepararea masei este procedeul de macinare umeda si obtinerea sub forma de barbotina caracteristic maselor ceramice. Prin macinare umeda se urmareste omogenizarea mai buna a materiilor prime care trbuiesc sa aiba dimensiunile granulelor sub 0,06 mm.
Rezistenta mecanica si rezistenta la soc a portelanului sunt mai mari decat la faianta. Prepararea masei se face dupa retete corespunzatoare . In functie de procedeul de fasonare se prepara fie pasta plastica, fie barbotina, fie un amestec pulverulent, necesar in cazul produselor prin presare.
Sectia de preparare se utileaza cu mori pentru macinarea fina a materiilor prime, cu site vibratoare pentru curatierea barbotinelor de impuritatii, cu malaxoare pentru amestecarea materiilor prime fin macinate cu argila si feldspat, cu filtru presa pentru indepartarea partiala a apei din barbotina in vederea obtineri unei paste plastice, cu uscatorii si agregate de de macinare pentru obtinerea amestecurilor pulverulente si camere pentru macerarea pastelor palstice. Prerpararea corecta si ingrijita a maselor determina in mare masura calitatea productiei fabrici.
Fabricile care produc portelan sau faianta de menaj sau obiecte de arta sunt prevazute cu sectii mari, in care se efectueaza ornamentarea produselor. In prezent decorul manual se foloseste la aplicarea liniilor la marginea farfuriilor, cestilor si farfurioarelor, precum si in cazul executari decorului pe vase si obiecte de arta. O mare parte a produselor se ornamenteaza cu ajutorul unor metode mai ieftine si mai productive prin decalcografiere, cu tipare, prin imprimare etc.
Pentru fixarea decorului aplicat deasupra smaltului, produsele se ard la 450-8500. deoarece diferite culori necesita temperaturi variate de ardere, produsele se ard de mai multe ori in cuptoare cu mufe sau electrice.
Flux tehnologic de fabricare a portelanului fosfatic
1.Definirea produsului finit.
Portelanul este o masa ceramica fina complet vitrificata, impermeabila, translucida in strat subtire, alba sau colorata artificial.
Absorbtia de apa a portelanurilor este sub 0.5 %. La baza fabricari portelanului sta ideea obtineri unor produse cu grad de alb foarte ridicat, deci permitand un maxim de posuibilitati de decorarae si avand rezistenta mecanice, chimice si electrice cat mai mari. Pentru gradul de alb ridicat trebuie folosite caolinuri foarte putin impurificate, rezistentele crescand odata cu reducerea porozitati. Pentru realizarea vitrificari se utilizeaza adaosuri importante de fondanti si temperaturi de ardere mai ridicate decat pentru faianta.
Proprietatile maselor ceramice sunt determinate de raportul fazei sticloase fata de faza cristalina, precum si de compozitia celor doua faze, de natura si marime cristalelor.
Intre cantitate de faza vitroasa care determina esential gradul de vitrificare al maselor ceramice si propietatil;e microstructurale ale acestora, cum sunt densitatea aparenta si porozitatea, exista o stransa corelatie. Acestea la randul lor determina propietati cum sunt: absorbtia apei si a altor lichide, permeabilitatea la gaze, contractia. Proportia de faza vitroasa determina de asemenea raportul de faze in produsul de portelan si in consecinta propietatile mecanice, termice, electrice si estetice.
Pentru functiile lor de utilizare propietatile termice, mecanice, electrice si optice (si derivate din acestea cele estetice) constituie caracteristicile cele mai importante ale maselor din portelan.
Principalele propietati ce caracterizeaza portelanul sunt:
Ø Densitatea aparenta: este o marime fizica ce caracterizeaza masele sinterizate si vitrificate. Ea depinde nu numai de compozitia chimica ci si de temperatura de ardere, fiind determinata de gradul de vitrifiere al masei ceramice.
Ø Porozotatea totala: a portelanului este de 6-7% ea fiind constituita din pori inchisi, in general orutnzi si izolati, avand dimensiuni mici. Proportia porilor deschisi poate fi practic negijata . ca rezultat al ac estor [orozotati portelanurile nu sunt permeabile la luichide si gaze.
Ø Rezistenta mecanica la solicitari statice: depinde in principal de compozitia si structura fazelor prezentesi de conditiile de obtinere a portelanului. Eae este influentata in principal de: porozitatea, forma si marimea porilor, natura fazelor cristaline, forma si marimea cristaleor, proportia de faza sticloasa si distributia cristalelor in matricea sticloasa, dilatarea reciproca a fazelor tensiunilor structurale.
Ø Stabilitatea termica: este propietatea produse;lor de a rezista fara a se distruge la variatii bruste de de temperatura. La racirea brusca a unui produs, straturile exterioare se contracta rapid si introduc in miezul produsului tensiuni de comprimare in tim ce ele sunt supuse unor eforturi de tractiune. Cand tensiunile aparute depasesc limita rezistentei produsul se distruge.
Ø Duritatea : este ridicata la aproximativ 6.5-7 pe scara MOHS ceea ce inseamna ca portelanul nu poate fi sgariat de metale si de o mare parte din minerale.
Ø Propietati optice: pentru portelanul fosfatic cele mai importante sunt: gradul de alb si transluciditatea. Gradul de alb este o caracteristica importanta in cazul portelanului de menaj si decorativ. Culoarea portelanului depinde de calitatea materiilor prime, de natura si propietatile impuritatilor pe care le contin. Transluciditatea este propietatea unor materiale ceramice de a conduce (transmite) si de a difuza concomitent lumina.
Ø Stabilitatea chimica: prezinta o stabiliate chimica la actiunea agresiva a acizilor. Este foarte importanta aceasta proprietate in cazul portelanului de menaj deoarece acesta trebuie sa reziste la atacul detergentilor de menaj din apele de spalare precum si a alimentelor cu caracter acid. Stabilitatea chimica a portelanului e buna, sungurulul acid care are o actiune puternic dizolvanta, puternic distructiva este HF. In cazul coroziuni solutiilor acide la suprafata de reactie se formeaza un strat compact si protector de gel de silice, care nu permite avansarea lichidului agresiv in profunzime. Rezistenta la atacul solutiilor bazice este mai putin buna.
2.Pincipalele procedee de fabricatie cunoscute
Pepararea pe cale umeda se foloseste in ceramica fina pentru a putea asigura simultan o macinare fina sau foarte fina si o omogeniizare avansata pentru un amestec multicomponent. Acest lucru se datoreaza actiuni superficiale si de dispersare pe care o exercita apa.
Exista doua variante ale acestei metode de preparare in functie de tratamentul aplicat materiilor prime argiloase.
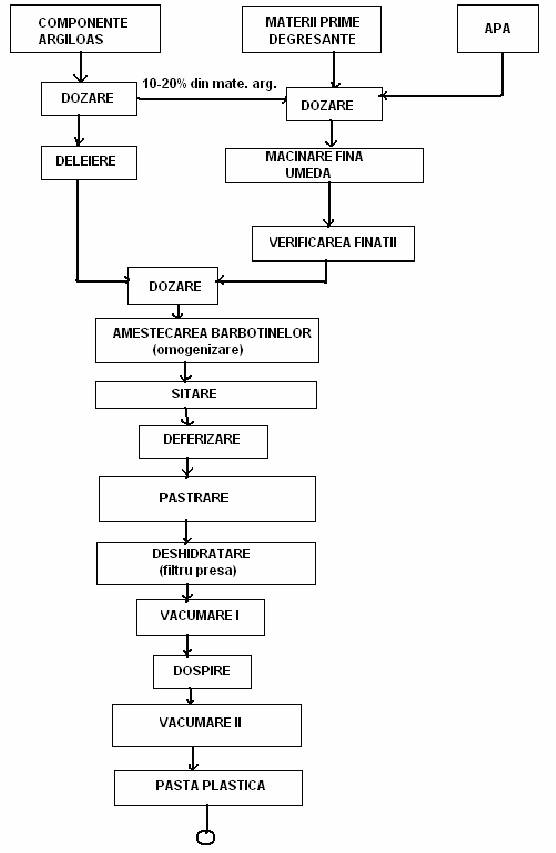
Ø Varianta cu prepararea concomitenta a degresantilor si a materiilor prime plastice. Macinarea acestora se realizeaza in aceeasi moara. Avantajul acestei variante este schema tehnologica mai simpla, numar mai redus de utiliaje si spatiu ocupat mai redus. Dezavantajul este utilizarea mai putin rationala a mori cu bile care nu este folosita integral pentru macinare degresantilor ci trebuie sa lase circa jumatate din volumul util pentru desfacerea materiilor argiloase, care s-ar putea realiza mai eficient intr-un deleior.
Ø Varianta cu preparare separata. Avantajul acestui procedeu este folosirea mai rationala a mori cu bile, care in acest caz este utilizata aproape integral pentru macinare degresantilor. Dezavantajul il reprezinta necesarul mare de utilaje si de spatiu. Este de asemena mai putin exacta sau mai dificila dozarea cantitatilor din cele doua barbotine.

a produselor din portelan
1.Pregatirea materiilor prime
materiile prime sosesc in intreprindere fie cu vagoane CFR sau fie cu mijloace auto.descarcarea lor se realizeaza cu ajutorul benzilor transportoaresau cu motostivuitoare. Depozitarea materilor prime se face in magazi prevazute cu compartimente speciale pentru fiecare sac de materie prima si este legat de sectia de preparare prin linie ferata ingusta sau alte mijloace de transport. Calitatea materiilor prime precum si umiditatea ei in momentul puneri in lucru, se determona de catre laboratorul fabricii in vederea stabiliri cantitatilor necesare satisfaceri retetei de fabricatie.
Maruntirea materiilor prime : materiile prime care necesita maruntire dunt ciobul rebutata la arderea-II-a, dolomita, feldspatul si cuartul. Finetea de macinare se controleaza prin reziduri pe sita de 10000 ochiuri/cm2 , precum si prin densitate si greutate specifica. Pentru maruntire se folosesc: concasoare cu falci,concasoare cu valturi, moara cu ciocane, instalati de separare.
2.Prepararea masei
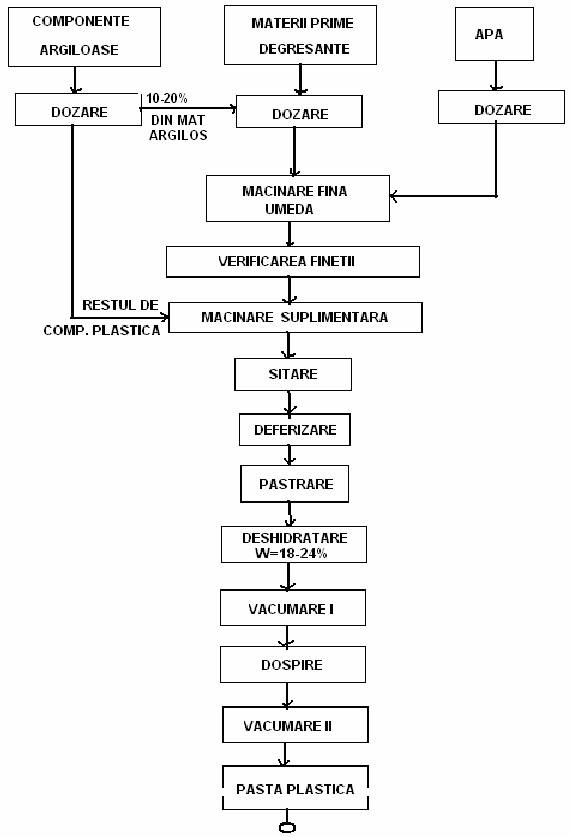
La dozarea materiilor prime se utilizeaza un dozator gravimetric. Dupa dozare materiile prime sunt ridicate la gurile de alimentare ale morilor cu bile. Macinare materiilor prime degresante se realizeaza in mori cu bile. Prin mentinerea in suspensie a materialului degresant (se introduce 10-20% din cantitatea de degresant).
Deleierea caolinului se face in bazine cu agitator elice, prin deleiere urmarindu-se desfacerea in apa a caolinurilor si ontinerea unor barbotine omogene. Omogenizarea barbotinei : barbotina de argila este amestecata cu barbotina de degresant intr-un bazin prevazut cu agitator cu elice, timp de doua ore. Barbotina obtinuta este sitata si deferizata, aceste etape ale procesului au ca scop retinerea granulelor grosiere accidental patrunse in barbotina si eliminarea fierului provenit din uzura utilajelor. Barbotina este trecuta apoi in bazinul de pastrare .
Filtrarea
Prin filtrare se uramreste deshidratarea partiala a masei ceramice pentru obtinerea pastei. Se realizeaza cu ajutorul unui filtru presa, presiunea fiind 8-12 daN/cm2. barbotina este adusa la filtrul presa cu ajutorul unei pompe cu membrana. Turtele obtinute la filtrul presa cad pe o banda de transport, care le conduce la un dispozitiv de alimentare a presei vacuum unde are loc omogenizarea pastei.
Omogenizarea pastei se face pentru a realiza omogenizarea structuri si umiditatii. Se realizeaza cu o presa vacuum. Vacumizarea se face cu scopul omogenizarii si al extrageri bulelor de aer, a caror prezenta determina scaderea plasticitati pastei, fisurarea produselor la uscare. Se realizeaza cu ajutorul unei prese vacuum. Pasta obtinuta sub form de calupi are diametre diferite in functie de categoria de produse ceurmeaza sa fie fasonate.
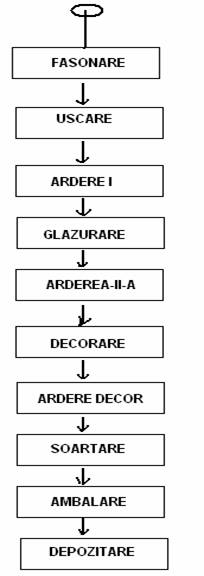
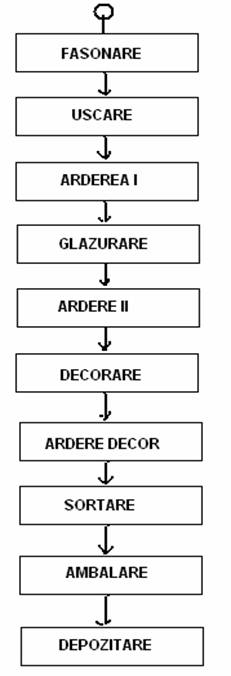
Fasnarea
Este operatia tehnologica prin care masa ceramica este transformata intr-un semifabricat cu anumite forme si dimensiuni , avand si rezistentele necesare manipulari din fazele anterioare.pasta destinata fasonari plastice are o umiditate intre 15-25%. Calupii obtinuti la presa melc cu vid sunt taiati in fasi si adusi la fasonarea prin strunjire cu ajutorul rolelor. Aceasta metoda se aplica produselor care prezinta forma de rotatie. Formele de ipsos se introduc in locasurile masei rotative intr-o pozitie sationara, iar sablonul masinii Roller are forma de rezolutie si este incalzit
Fasonarea prin turnare- turtele sunt introduse intr-un bazin prevazut cu agitator cu elice impreuna cu apa si fluidifianti. Fasonarea prin turnare se poate efectua in doua variante: turnare si prin varsare. Fasonarea prin turnare se foloseste de obicei la turnarea obiectelor mari, iar a doua varianta la obiectele mici. Grosimea stratului depinde de tipul mentineri barbotinei in forma.
Uscarea
Este operatia prin care se indeparteaza umiditatea din material. Prin uscarea are loc cresterea rezistentelor mecanice si tot acum are loc contractia. Pentru farfuri utilizarea uscatoarelor cu radiatii care asigura un schimb termic mai eficient decat cele conventionale, permite coborarea ciclului de uscare la 10-12 min.contractia la uscare nu trebuie sa depaseasca 6-8%. Uscarea finala a produselor se conduce pana la o umiditate de 2-4%.
Arderea I-a
Are drept scop obtinerea unei rezistente suficiente pentru galzurare, biscuitul obtinut fiind poros. Biscuitarea se face la 1200-1250 C. Atmosfera este puternic oxidanta contribuind astfel la arderea comonentilor orgnici, la oxidarea sulfurilor, descompunerea sulfatilor. Incalzirea se face lent la inceput pentru eliminarea resturilor de apa de fasonare. Absorbtia de apa a biscuitului este intre 18-22%, iar rezistenta la incovoiere este de 60-140 N/cm2 . Arderea se face in cuptorul tunel.
Incadrarea fluxului tehnologic cu utilaje
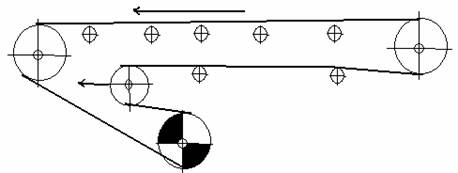
Transportoare cu banda.
Transportoarele cu banda flexibila continua se utilizeaza pnru transportul materialelor granulare varsate sau uneori a sarcinilor individuale(saci, bucati, bulgari de materii prime).
Transportoarele cu banda prezinta multiple avantaje: constructia simpla, capacitate de transport mare. Aceste instalati au functionare linistita, fara zgomot, consumul specific de energie relativ mic si siguranta in exploatare. Banda este o fasie din materiale textile impregnata cu insertie de bumbac, material plastic hotel. Banda este intinsa pe doi tamburi unul de antrenare, celalalt de intindere si este mentinuta de role. Alimentarea benzii se face printr-o palnie cu dispozitiv de repartizare uniforma.
Hala de materii prime
Hala de materi prime are forma dreptunghiulara impartita in mai multe compartimente. Prin mijlocul halei trece o cale ferata, ceea ce permite descarcarea sacilor si butoaielor de materii prime direct in compartimentul destinat fiecaruia. In aceste hale sacii setransporta la locul de preparare al amestecului cu ajutorul transportorului cu banda.
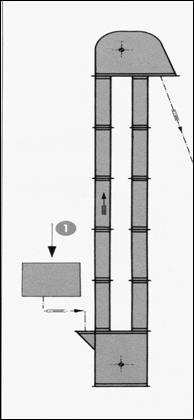
Elevator cu cupe pentru materialul macinat
Elevatorul cu cupe se utilizeaza pentru transportul pe verticala sau sub un unghi mare de inclinare fata de orizontala a materialelor granulare varsate.
Caracteristici:
Ø Inaltime ridicare: 60 m la constructia cu lanturi si pana la 100 m la cea cu banda.
Ø Debit : 2500-300 [Kg/h]
Ø Reductor in doua trepte
Dozator garvimetric- se foloseste pentru dozarea materiilor prime.
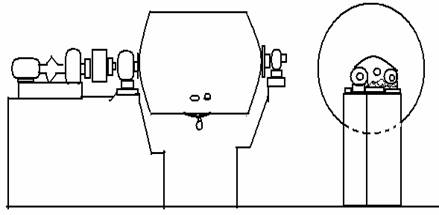
Moara cu bile
Moara cu bile se foloseste la omogenizarea si maruntirea materiilor prime prin lovirea si frecarea unor corpuri de macinare libera. Se compune dintr-un tabmbur cilindric, care se roteste in jurul axului sau orizontal si prezinta doua capace. Capacele sunt turnate dintr-o singura bucata sau asamb;ate prin presare asezate de obicei in lagare cu corp sferic.tamburul este prevazut co o coroana dintata si o gura de evacuare. Tamburul este captusit in interior cu placi de blindaj de grosime variabila din hotel turnat sau forjat.
Caracteristici :
Ø Diametru interior al morii : 1500 mm
Ø Latimea morii 1250 mm
Ø Volumul util 1.5 m3
Ø Greutatea materialului de macinat 400 Kg
Ø Turatie 30 min-1
Ø Putere 3.5 CP
Ø Greutatea morii fara caotusala 1080 Kg
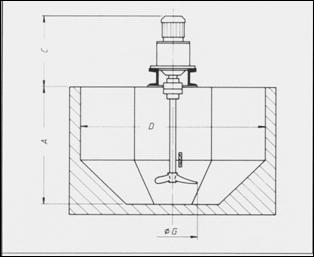
Amestecator tip elice
Caracteristici :
Ø Volum util 5.5 m3
Ø Diametru 2500 mm
Ø Inaltimea cuvei 1700
Ø Turatia u1=160 rot/min
U2=320 rot/min
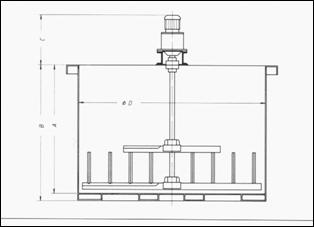
Bazin cu agitator cu palete
Caracteristicii:
Ø Volum util 11.2 m3
Ø Adancimea cuvei 2000 mm
Ø Turatie 13 rot/min
Ø Diametru 3000 mm
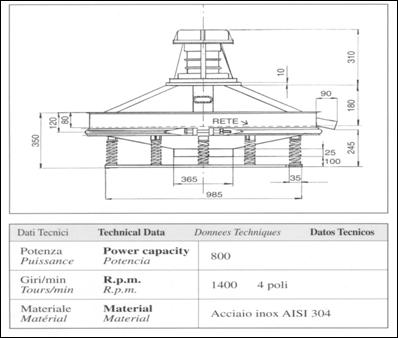
Sita vibratoare
Sita vibratoare cu un singure arbore se foloseste in scopul efectuari controlului maruntiri materialului. Pentru a ajuta deplasarea materialului pe sita si implicit pentru maruntirea productivitatii, inclinarea sitei este de 24 o . Frecventa vibratiilor este de 1000/min si amplitudinea de 1.5 mm.
Caracteristici :
Ø Suprafata utila de sitare 600x720 mm
Ø Capacitate 10 m3/h
Ø Putere instalata 2.2 KW
Ø Turatie 1000 rot/min
Filtru presa sau uscatorul tambur
Filtru presa se compune dintr-un cadru sustinut de suporturi, dintr-o placa de presiune, care poate fi actionata prin surub si maneta. Pe cadru se aseaza elementel filtrante formate di suprafata filtranta si un cadru de prindere prevazut cu un orificiu de sortare a barbotinei. Cadrele elementelor filtrante au o grosime suficient de mare ca intre suprafetele filtrante sa se poata forma dupa presare turtele din barbotina deshidratata. Cadrele si suporturiloe mpot fi din lemn sau hotel. Durata filtrari este de 90-180 min.
Caracteristici :
Ø Numarul camerelor 42-62 buc.
Ø Diametru camerei 800 mm
Ø Grosimea turtei 30 mm
Ø Volumul de barbotina 0.508-0.730 m3
Ø Presiunea de filtrare 8-10 Kg/cm2
Ø Presiunea de ridicare 50-200 Kg/cm2
Ø Greutatea instalatiei 63000 Kg
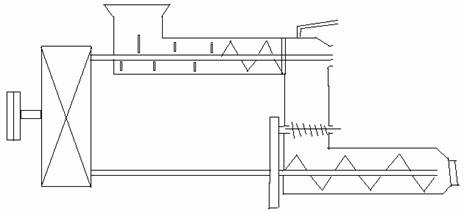
Presa melc cu vid
Caracteristici :
Ø Productivitate 2500-4000 buc/h
Ø Puterea de amestecare 18.5 KW
Ø Puterea de presare 22 Kw
Ø Diametrul arborelui presa 350 mm
Ø Greutate 800 Kg
Ø Diametru cilindru 250 mm
Ø Lungime 1043 mm
Ø Diametru calup la iesire 170-220 mm
Ø Diametru de gabarit 4230x680x1280 mm
Presele melc cu vid se folosesc pentru fasonarea maselor de portelan, faianta, tuburi, caramizi cu goluri etc.
Banda transport calupi pasta
Caracteristici:
Ø Lungime 3600 mm
Ø Latime 400 mm
Ø Viteza benzii 0.3 m/s
Ø Puterea instalata 3 Kw
Ø Turatia 1420 rot/min
Roler pentru strunjit farfurii
Caracteristicii :
Ø Productivitate 4800 buc/8h
Ø Turatie corp strunhire 250-650 rot/min
Ø Putere instalata 54 Kw
Ø Turatie sablon 190-560 rot/min
Ø Dimensiuni gabarit 24500x3950x4250 mm

Uscator tunel
Caracteristici :
Ø Temperatura maxima de lucru 110 oC
Ø Durata uscarii 8 h
Bilant materiale
P = 1000 t/an
P = ![]() =
115.74 Kg/h
=
115.74 Kg/h
1.sortarea produsului final - Pt = 0.2%
100Kg/h ............99.8 Kg/h produs
x...............115.74 Kg/h
X = 115.97 Kg/h
Pt = 115.97 - 115.74 = 0.23 Kg/h
2.Arderea decor - Pt = 2%
100 Kg/h ..........98 Kg/h
X..............115.97 Kg/h
X = 118.34 Kg/h
Pt = 118.34 -115.97 2.37 Kg/h
3.Decorare -Pt = 1.5 %
100 Kg/h.......98.5 Kg/h produs
X ...........118.34
X = 120.14 Kg/h
Pt = 120.14 - 118.34 = 1.8 Kg/h
4.Arderea II - Pt = 2.5%
100 Kg/h.........97.5 Kg/h produs
X...........120.14 Kg/h
X = 123.22 Kg/h
Pt = 123.22 - 120.14 3.08 Kg/h
Cantitatea de apa eliminata = 0.2%
100 Kg/h............99.8 Kg/h produs
X.............123.22 Kg/h
X = 123.47 Kg/h
Pt = 123.47 -123.22 = 0.25 Kg/h apa eliminata
5.Glazurarea - Pt = 0.5 %
100 Kg/h ...........99.5 Kg/h
X ...........123.47 Kg/h
X = 124.09 Kg/h produs glazurat
Pt = 124.09 - 123.47 = 0.62 Kg/h
Glazurarea reprezinta 2 % din produsul finit.
124.09 x 0.02 = 2.48 Kg/h glazura
124.09 - 2.48 = 121.6 Kg/h ciob
6. Arderea I - Pt = 2%
100 Kg/h .........98 Kg/h ciob
X............121.6 Kg/h
X = 124.08 Kg/h ciob
Pt = 124.08 - 121.6 = 2.48 Kg/h
Pierderi la calcinare.
-caolin Zettliz 25 % PC = 12.91 ![]() =
3.235
=
3.235
-faina de oase 50 % PC = 3.37 ![]()
-feldspat tip K 50 % PC = 0.257 ![]()
PQ 45 (turcia)
PC = 4.98%
PC = ![]()
100 Kg/h ..........95.02 Kg/h
X..............124.08
X = 130.58 Kg/h
Umiditatea produsului dup uscare 3%
100 Kg/h.........97 Kg/h
X............130.58 Kg/h
X = 134.62 Kg/h produs uscat cu ![]() =
3%
=
3%
Cantitatea de apa eliinata :
134.62 - 130.58 = 4.04 Kg/h apa
7.Uscarea - Pt = 2%
100 Kg/h ...........98 Kg/h
X ...............134.62 Kg/h
X = 137.36 Kg/h
Pt = 137.36 - 134.62 = 2.75 Kg/h
Pentru fasonare plastica vi
vT
100 Kg/h..........97 Kg/h produs uscat
134.36 Kg/h ..........X
X = 167.08 Kg/h produs cu vi
Cantitatea de apa elimitata:
167.08 - 137.36 = 29.72 Kg/h
8. Fasonarea - Pt = 3%
100 Kg/h...........97 Kg/h
X..............167.08
X = 172.25 Kg/h produs
Pt = 172.25 - 167.08 = 5.17 Kg/h
vi
vT
100 Kg/h ............77 Kg/h
X ...............134.36
X = 174.49 Kg/h produs cu v
Cantitatea de papa eliminata
174.49 - 172.25 = 2.23 Kg/h
9.Vacumarea II - pierderi tehn ologice 0.1 %
100 Kg/h ......99.9 Kg/h
X.........174.49 Kg/h
X = 174.66 Kg/h
Pt = 174.66-174.49 Kg/h = 0.175 Kg/h
10. Vacumarea I - pierderi tehnologice 0.1 %
100 Kg/h .........99.9 Kg/h
X .............174.66 Kg/h
X = 174.84 Kg/h
Pt = 174.84 - 174.66 = 0.18 Kg/h
11.Deshidratarea partiala - pierderi tehnologice 1.5 %
vi
vf
100 Kg/h ..........98.5 Kg/h
X ............174.84 Kg/h
X = 177.50 Kg/h
Pt = 177.50 - 174.84 = 2.66 Kg/h
100 Kg/h ..........77 Kg/h material uscat
177.50 ..........X Kg/h
X= 136.68 Kg/h material uscat
100 Kg/h .........43 Kg/h material uscat
X .............136.68 Kg/h material uscat
X = 317.86 Kg/h barbotina
Cantitatea de apa eliminata:
317.86 - 177.50 = 140.36 Kg/h
12. Cernere si deferizare -pierderi tehnologice 0.1 %
100 Kg/h .........99.9 Kg/h
X ............317.18 Kg/h
X = 318.18 Kg/h
Pt = 318.18 - 317.86 = 0.32 Kg/h
13.Omogenizare -pierderi tehnologice 0.1%
100 Kg/h ..........99.9 Kg/h
X .............318.18 Kg/h
X = 318.50 Kg/h
Pt = 318.50-318.18 = 0.32 Kg/h
La omogenizare se introduc si Pt = 5.17 Kg/h de la fasonarea plastica.
318.50 - 5.17 = 313.33 Kg/h barbotina
100 Kg/h ...........43 Kg/h material uscat
313.33 Kg/h ...........X
X = 134.73 Kg/h material uscat
Cantitatea de apa adaugata:
318.50 - 134.73 = 183.77 Kg/h
100 Kg/h ...25 Kg/h caolin...25 Kg/h frldspat....50 Kg/h faina oase
134.73 Kg/h .X.........Y.........Z
X = 33.68 V caolin
Y = 33.68 Kg/h feldspat
Z = 67.36 Kg/h faina oase
14.Macinare caolin - pierderi tehnologice 0.5%
100 Kg/h ...........99.5 Kg/h
X..............33.68 Kg/h
X = 33.85 Kg/h caolin
Pt = 33.85 - 33.68 = 0.17 Kg/h
15.Concasare caolin - pierderi tehnologice 0.5 %
100 Kg/h............99.5 Kg/h
X..............33.85
X = 34 Kg/h
Pt = 34-33.85 = 0.17 Kg/h
16.Macinare feldspat -pierderi tehnologice 0.5%
100 Kg/h ............99.5 Kg/h
X...............33.68 Kg/h
X = 33.85
Pt = 33.85 - 33.68 = 0.17 Kg/h
17. Concasarea feldspat -pierderi tehnologice 0.5%
100 Kg/h ..........99.5 Kg/h
X .............33.68 Kg/h
X = 33.85 Kg/h
Pt = 33.85 - 33.68 =0.17 Kg/h
Materi intrate 134.73 materi iesite 115.97
Apa 183.77 Pt 22.84
Glazura 2.48 PC 6.18
![]()
![]() Apa
eliminata 176.65
Apa
eliminata 176.65
320.98 Kg/h 321 Kg/h
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 7133
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved