| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CINEMATICA PROCESULUI DE ASCHIERE
Procesul de prelucrare prin aschiere se poate defini ca un proces mecanic de taiere-deformare sau rupere, desprindere si indepartare sub forma de aschii succesive a surplusului de material de pe un semifabricat in scopul obtinerii formei geometrice, dimensiunilor, pozitiei relative si calitatii suprafetei generate.
La toate procedeele de prelucrare prin aschiere, transformarea in aschii a adaosului de prelucrare se realizeaza prin actiunea sculei asupra semifabricatului in prezenta unei miscari relative denumita miscare de aschiere. Pentru desfasurarea procesului de aschiere trebuie indeplinite urmatoarele cerinte:
- existenta unui sistem tehnologic MUSDP, capabil sa asigure interactiunea scula-semifabricat in prezenta miscarii de aschiere;
- capacitatea sistemului tehnologic de a asigura generarea suprafetei conform metodei de generare adoptata;
- desfasurarea procesului de aschiere in conditii de eficienta economica;
- capacitatea sculei aschietoare de a realiza transformarea adaosului de prelucrare in aschii in prezenta unor solicitari termomecanice si de uzura cat mai reduse;
- posibilitatea reglarii parametrilor de lucru astfel incat sa se realizeze conditiile tehnice impuse de proiectant.
1. Miscari necesare la generarea suprafetelor pe masinile-unelte.
In cazul general al generarii suprafetelor reale pe masinile-unelte, cand cele doua curbe ale suprafetei, generatoarea G si directoarea D, se realizeaza pe cale cinematica, elementul generator Ge al sculei trebuie sa se deplaseze simultan in lungul directoarei teoretice D cu viteza vd si in lungul directoarei teoretice G cu viteza vg. Cele doua miscari se compun dand in spatiu o miscare rezultanta intre elementul generator al sculei si suprafata generata (figura1).
Pentru definirea cinematicii procesului de aschiere semifabricatul (piesa de prelucrat) se considera in stare de repaus, miscarile fiind executate de carte scula.
Miscarea rezultanta de aschiere este miscarea relativa intre semifabricat si partea aschietoare a sculei, prin care se realizeaza generarea suprafetei.
Directie rezultanta de aschiere este directia pe care se produce aceasta miscare. Viteza rezultanta de aschiere ve, este viteza cu care se realizeaza aceasta miscarea si reprezinta viteza la un moment dat, in directia miscarii rezultante de aschiere, a unui punct considerat pe taisul sculei.
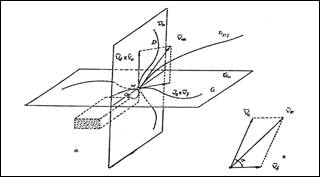
Figura 1 Generarea suprafetelor cu generatoare si directoare cinematica
Miscare de aschiere este deplasarea elementului generator Ge al sculei in lungul directoarei D (in urma careia se indeparteaza aschii). Directie de aschiere este directia pe care se produce aceasta miscare. Viteza de aschiere vr este viteza cu care se realizeaza miscarea de aschiere si este viteza la un moment dat, in directia miscarii de aschiere, a unui punct considerat pe taisul sculei. Marimea vitezei de aschiere vc este data de relatiile:
![]() [m/min] (1)
[m/min] (1)
![]() [m/min] (2)
[m/min] (2)
unde: - D [mm], diametrul piesei/sculei care executa miscare de rotatie;
- n [rot/min], turatia piesei/sculei care executa miscare de rotatie;
- k, raportul intre vitezele de deplasare in cursa inactiva si activa;
- L [mm], lungimea cursei active (de aschiere);
- ncd [cd/min], numar de curse duble pe minut ale miscarii de aschiere.
Pentru cazul k =1 (vitezele active si inactive
sunt egale), relatia (2) capata forma: ![]() [m/min] (3)
[m/min] (3)
Relatia (1) este pentru miscarile de aschiere circulare (rotatie), iar relatiile (2), (3) pentru miscarile de aschiere rectilinii alternative.
Miscarea de avans este deplasarea (pozitionarea repetata) a elementului
generator Ge al sculei in lungul generatoarei G (in urma
careia se aduc noi straturi de material in fata partii aschietoare a sculei). Directie
de avans este directia pe care se produce miscarea de avans. Viteza de
avans vf este viteza cu care se realizeaza miscarea de avans si
reprezinta viteza la un moment dat, in directia miscarii de avans a unui punct
considerat pe taisul sculei. Avansul de aschiere este marimea cursei de avans
la o frecventa a miscarii de aschiere (rotatie sau cursa dubla) si se exprima
in mm/rot pentru miscarile de aschiere circulare (rotatie) si in mm/cd
pentru miscarile de aschiere rectilinii alternative. Avansul pe dinte fd,
se defineste pentru sculele aschietoare cu un numar z dinti si este dat de
relatia: ![]() [mm/rot] (4)
[mm/rot] (4)
Viteza de avans vf, este viteza cu care se realizeaza miscarea de avans si reprezinta viteza la un moment dat, in directia miscarii de avans a unui punct considerat pe taisul sculei.
Marimea vitezei de avans vf este data de relatiile:
![]() [mm/min] (5)
[mm/min] (5)
![]() [mm/min] (6)
[mm/min] (6)
Relatia (6) reprezinta viteza de avans pentru sculele aschietoare cu un numar z de dinti. Miscarile necesare generarii suprafetei (miscarea de aschiere, miscarea de avans) se pot realiza simultan sau alternativ. In majoritatea cazurile practice de generare a suprafetelor pe masinile-unelte, viteza vg = vf este mult mai mica ca marime fata de viteza ve, iar viteza vd - vc este mai apropiata ca valoare de ve.
Pentru desfasurarea procesului de aschiere, pe langa miscarile necesare generarii suprafetei, mai sunt necesare miscari auxiliare, strict necesare pentru pregatirea desfasurarii procesului de aschiere.
Aceste miscari sunt urmatoarele:
miscarea de apropiere, miscarea relativa intre piesa si scula, prin care scula este apropiata de piesa in vederea efectuarii miscarii de reglare;
miscarea de reglare, miscarea relativa intre piesa si scula, prin care se stabileste marimea stratului de prelucrare cu care urmeaza a se incepe prelucrarea;
miscarea de compensare, miscarea relativa intre piesa si scula, prin care se corecteaza pozitia sculei, modificata prin uzura, sau prin deformare termica, in vederea realizarii unei prelucrari corespunzatoare;
miscarile de comanda, se refera la realizarea pornirii sau opririi, miscarilor de lucru, schimbarea frecventei miscarilor de lucru;
miscarile de automatizare, au in vedere comanda miscarilor de comanda.
2. Lanturi cinematice ale masinilor-unelte.
Toate miscarile necesare desfasurarii procesului de aschiere, inclusiv miscarile auxiliare sunt realizate de lanturi cinematice. Lantul cinematic are rolul de baza de a transfera miscarea de la elementul conducator (sursa de miscare) la elementul final de executie. Structura lantului cinematic consta dintr-o succesiune de mecanisme legate in serie.
Clasificarea lanturilor cinematice se poate realiza functie de miscarile pe care le realizeaza:
lanturi cinematice de lucru sau generatoare (de aschiere si de avans);
lanturi cinematice auxiliare;
lanturi cinematice de comanda;
lanturi cinematice de automatizare.
Lanturile cinematice generatoare (de lucru), formate dintr-un numar mai mare de mecanisme, asigura deplasarea generatoarei pe directoare, prin combinarea unor miscari pe traiectorii diferite, mentinand raporturi constante intre componentele vitezelor. Lanturile cinematice auxiliare sunt alcatuite dintr-un numar redus de mecanisme. Trebuie sa asigure deplasari cu viteze cat mai mari pentru reducerea timpilor neproductivi. Pentru fiecare mecanism independent se defineste un raport de transfer intre o marime de iesire xe si o marime de intrare xi, dat de relatia:
![]() (7)
(7)
In cazul unui lant cinematic format din k mecanisme legate in serie (figura 2), prin dezvoltari succesive, se obtine relatia dintre raportul de transfer al lantului cinematic si rapoartele de transfer ale mecanismelor componente:
![]() (8)
(8)
Raportul de transfer / al lantului cinematic este egal cu produsul rapoartelor de transfer ale mecanismelor componente legate in serie.
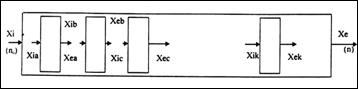
Figura 2 Lant cinematic format din "n" mecanisme
Reglarea cinematicii masinilor-unelte.
Prin reglarea cinematicii masinii-unelte se intelege obtinerea miscarilor sculei si/sau a semifabricatului (piesei) la valorile impuse de conditiile de lucru.
Domeniul de valori pentru care se face reglarea cinematica se numeste gama de reglare. Pentru fiecare masina-unealta se definesc game de reglare frecventa (turatie), viteze si avansuri, prin relatiile:
![]()
![]()
![]() (9)
(9)
Functie de modul cum este acoperita gama de reglare se deosebesc doua game de reglare cinematica:
- metoda de reglare in trepte;
- metoda de reglare continua.
Reglarea in trepte acopera cu valori distincte gamele de reglare Rn,Rv, Rf.
Reglarea continua poate realiza orice valoare cuprinsa intre nmax si nmin, vmax si vmin, fmax si fmin. Este preferata reglarea continua,dar masinile-unelte ce au aceasta posibilitate prezinta un pret de cost mai ridicat. Cea mai raspandita reglare in trepte este reglarea cu ajutorul lanturilor cinematice de natura mecanica formate din roti dintate, curele, lanturi, came, etc., care alcatuiesc cutia de viteze sau cutia de avansuri. La masinile-unelte, lanturile cinematice sunt legate intre ele pentru obtinerea diferitelor rapoarte de transmitere si pentru transmiterea miscarii in diferite puncte ale masinii unelte.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2817
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved