| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CUPRINS
Introducere.
Generalitati privind compresoarele cu piston.
Generalitati constructive ale masinilor compresoare.
Capitolul 1:
Considerente generale privind abordarea proiectarii.
Capitolul 2:
Determinarea parametrilor de functionare si dimensionare a compresorului.
2. 1. Determinarea parametrilor principali;
2. 2. Calculul termic al ciclului de functionare;
2. 3. Calculul fortelor si momentelor in mecanismul biela-manivela;
2. 4. Determinarea puterii necesare de antrenare si stabilirea motorului electic;
2. 5. Calculul volantului;
2. 6. Calculul de rezistenta al arborelui cotit;
2. 7. Calculul de rezistenta al axului motorului electric;
2. 8. Calculul de rezistenta al bielei;
2. 9. Calculul supapelor;
2. 10. Dinamica compresorului
Capitolul 3:
Program compresor.
Capitolul 4:
Calculul economic.
Capitolul 5:
Managementul societatii producatoare
Capitolul 6:
Norme de protectia muncii.
Capitolul 7:
Impact asupra mediului.
Capitolul 8:
Fisa film a arborelui cotit
Bibliografie
INTRODUCERE
Odata cu dezvoltarea exploziva a sistemelor industriale automatizate si robotizate, au cunoscut o dezvoltare similara si echipamentele hidropneumatice. Aceasta se integreaza in instalatii si sisteme cu rol de comanda si executie preluand in multe cazuri, functiile unor echipamente electrice si electronice. Evident simultan cu patrunderea masiva in toate domeniile industriale a echipamentelor hidropneumatice de comanda, control si executie au cunoscut o dezvoltare deosebita si sursele de aer comprimat, respectiv compresoarele de aer utilizae in acest domeniu.
Debitele foarte mici necesare in echipamentele de comanda
au favorizat aparitia unor familii de compresoare care sa acopere
aceste necesitati de presiune si debit si in acelasi timp, sa posede o fiabilitate ridicata la un pret de cost coborat. In
acest sens se fac remarcate pe piata mondiala a echipamentelor pentru
producerea aerodului comprimat, familii de electrocompresoare cu debite intre 60 si 300 litri/min. la
presiunea maxima de 10
Micile ateliere de vopsitorie, service-auto, unitatile de alimentatie publica etc. se doteaza in mare parte cu acest gen de electrocompresoare, datorita avantajelor majore pe care acestea le poseda in comparatie cu produsele din generatia mai veche: pret de cost foarte scazut, fiabilitate ridicata, intretinere mai usoara, nivel de zgomot foarte redus si nu in ultimul rand estetica impecabila.
Aceasta constructie este utilizata cu mici diferente de cea mai mare parte a firmelor constructoare datorita, in prinul rand pretului de cost coborat, productivitatii mari de fabricatie cu posibilitatea obtinerii unor finisaje si desing impecabile.
GENERALITATI PRIVIND
COMPRESOARELE CU PISTON
Compresoarele sunt masini termice de lucru care transforma o energie mecanica (cedata de motorul electric de antrenare) in energie de presiune a gazelor. De asemenea aceste masini realizeaza si transportul gazelor in interiorul conductelor pana la recipientul de gaz si prin intermediul furtunului spre utilizator.
Compresorul cu piston este o masina consumatoare de energie. Rolul masinii este acela de a marii presiunea unui gaz. Acest lucru se realizeaza prin doua categorii de compresoare:
a) prin compresie volumetrica cresterea presiunii se obtine prin micsorarea volumului in urma unui proces de comprimare.
b) prin curgere continua gazul curge prin spatii de sectiune variabila, prin canalele dintre palete primeste energie cinetica care se tronsforma in energie potentiala de presiune.
La compresoarele cu piston gazul se introduce intr-un cilindru si prin deplasarea pistonului in el se modifica parametrii gazului. Pistonul primeste miscarea de la arborele cotit prin intermediul bielei. Antrenarea arborelui cotit se poate face prin doua modalitati:
cu motor electric numit electrocompresor;
cu motor cu ardere interna numit motocompresor.
Un arbore cotit sau un excentric antrenat de catre motorul electric care pune intr-o miscare plan paralela biela si implicit intr-o miscare de translatie grupul piston (piston, bolt, segmenti). Comprimarea este realizata prin micsorarea volumului gazului intre piston si placa port-supape.
Tehnologic nu poate fi realizat un spatiu mort egal cu zero, deci va exista un volum de gaz comprimat remanent ce se va destinde in timpul deplasarii pistonului in sens invers, pentru aspirarea gazului de comprimat.
In ceea ce urmeaza sunt prezentate caracteristici generale de constructie ale compresoarelor.
Din aceste solutii am ales varianta optima cu un randament ridicat, cu o disponibilitate cat mai mare si cu un pret de cost cat mai scazut dar nu in detrimental calitatii.
Compresoarele cu piston pot fi clasificate dupa mai multe criterii in functie de:
I. Marimea debitului:
1. Compresoare mici Q<10Nm/min.
2. Compresoare mijlocii cu 10Nm/min <Q<30Nm/min.
3. Compresoare mari cu Q >30Nm/min.
II. Dupa presiunea de livrare a aerului comprimat:
1. De joasa presiune cu pr. <10
2. De medie presiune cu pr. >10
3. De presiune inalta cu pr. >80
4. De presiune foarte inalta cu pr. >100bari
III. Dupa scheme de functionare:
1. Cu o treapta de comprimare.
2. Cu mai multe trepte de comprimare.
IV. Dupa pozitia axei cilindrilor.
1. Orizontal.
2. Vertical.
3. Inclinat.
V. Dupa numarul cilindrilor:
1. Monocilindric.
2. Cu doi cilindri (driplex).
3. Cu trei cilindri (triplex).
4. Policilindrice.
VI. Dupa asezarea cilindrilor:
1. In linie.
2. In unghi sau in L.
3. In V la 90 sau 60.
4. In H.
5. In W.
GENERALITATI CONSTRUCTIVE ALE MASINILOR COMPRESOARE
Tipuri de compresoare
Caracteristici constructive generale:
a) Tipul constructiv al masinii compresoare se stabileste luandu-se in considerare proportiile masini, fluidului de lucru si observatiile practice de care se dispune, care pot fi rezumate astfel:
dispozitia cilindrilor de comprimare (masinile compresoare se construiesc in cea mai mare parte cu cilindrii de comprimare in pozitie verticala);
numarul de fete active ale pistonului (la masinile compresoare pentru vapori se folosesc pistoane cu o singura fata activa, iar la cele pentru gaze se folosesc pistoanele cu doua fete active);
tipul de piston ( piston cu tija; plonjor care inplica mai multa simplitate, spatiu mai redus si pret de cost mai mic).
b) Dispozitia treptelor se poate face in trei feluri:
dispozitia treptelor pe mai multi cilindri;
dispozitia prin pistoane diferentiale;
dispozitia combinata pe cilindri si pe pistoane diferentiale.
Mecanismul biela-manivela
Deplasarea pistonului cu miscare rectilinie, in constructia compresorului, se realizeaza prin transformarea miscarii de rotatie a arborelui motor in miscare liniara, alternativa, cu ajutorul mecanismului biela-manivela motoare. Aceasta este constructia masinii compresoare cu piston, pentru gaze si vapori, folosita in cele mai variate scopuri.
Echipajul mobil al agregatului este cauza unor forte perturbatoare in timpul functionarii masinii fiind mult amplificate de sistemul de transmisie.
Mecanismul biela-manivela la o masina monocilindrica se realizeaza constructiv prin doua solutii:
cu piston plonjor fara cap de cruce (compus din: manivela, biela, piston);
cu cap cruce (compus din: manivela, biela, capul de cruce, pistonul si tija pistonului).
In ambele solutii biela este articulata direct pe fusul maneton al arborelui cotit iar axa dupa care se misca piciorul bielei intalneste axa de rotatie a arborelui cotit.
Sunt insa solutii constructive ale masinilor compresoare cu piston (ca ansamblu) prin care miscarea liniara a pistonului se realizeaza pe alta cale decat prin transformarea miscarii de rotatie in miscare rectilinie: compresoarele cu pistoane libere, la care miscarea pistonului se face prin comanda pneumatica si compresoare oscilante, la care miscarea pistonului se face pe cale electromagnetica.
Mecanismul de distributie
In compresorul cu piston, intrarea gazului in spatiul de comprimare (aspiratie) si evacuarea lui din acesta (refulare) este asigurat de un ansamblu de organe, care formeaza dispozitivul de distributie; efectul functionarii acestiu dispozitiv constituie distributia gazului in cilindrul de comprimare al compresorului.
Sunt trei solutii constructive pentru realizarea distributiei compresorului cu piston:
distributie prin supape independente solutie folosita exclusiv la constructia compresoarelor uzuale (ofera avantajul unui dispozitiv simplu din punct de vedere constructiv, functional si usor de intretinut);
distributie prin sertare si supape (acest dispozitiv este constructiv mai complicat, din punct de vedere functional (prezinta dezavantajul unor laminari atat la inchiderea cat si la dechiderea canalelor respective);
distributie prin ferestre de distributie (se intalneste rar in special la compresoarele pentru vapori).
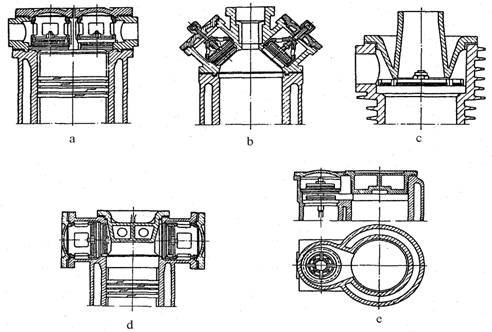
Distributia prin supape independente
Prin dispozitia si constructia supapelor se urmareste satisfacerea urmatoarelor conditii: sectiuni mari la curgere a gazului, spatii moarte mici, racire buna si simplitate.
La masinile compresoare de debit mare, orizontale, supapele de distributie sunt prevazute in camere de distributie; la masinile compresoare de constructie verticala cu unul sau mai multi cilindri de comprimare se urmareste asezarea supapelor de distributie in capacul cilindrului de comprimare.
|
|
In schitele de mai sus sunt reprezentate diferite solutii constructive ale acestei dispozitii de supape.
Constructiv, supapa de distributie prezinta, in general, aceeasi solutie atat pentru supapa de aspiratie cat si pentru supapa de refulare.
Conditiile constructive si functionale pentru orice supapa de distributie sunt:
sectiuni de trecere a gazului cat mai mari (pentru ca laminarea sa fie cat mai redusa);
masa pieselor mobile ale supapei cat mai redusa (pentru ca fortele de inertie sa fie cat mai mici);
spatiul ocupat sa fie cat mai redus (pentru ca sa se poata situa supapele in conditii de spatiu mort minim);
siguranta si durata in serviciu.
Conditia de spatiu minim ocupat se satisface in mare masura prin constructia supapei cu mai multe canale in scaun.
Resortul supapei este necesar pentru asigurarea deschiderii ei prompte, repede si sigur.
Supapele compresoarelor de mare debit se construiesc de obicei pe o placa, fixate elastic (prin intermediul resorturilor) la limitatorul de cursa,
pentru amortizarea socului supapei, ceea ce are ca efect si o functionare mai silentioasa a compresorului.
Distributia prin ferestre de distributie
Distributia prin ferestre de distributie este realizata cu ajutorul unor deschideri practicate longitudinal la cilindrul de comprimare prin care se face aspiratia gazului si prin supape de refulare aflate la extremitatea superioara a cilindrului. Deschiderea si inchiderea ferestrelor de aspiratie se face chiar de pistonul compresorului.
Sistemul de racire
Racirea gazelor comprimate, se impune in general, prin conditiile de utilizare. Chiar daca temperatura gazului comprimat nu constituie o conditie, racirea lui in timpul procesului de comprimare este interesanta, pentru micsorarea energiei schimbate cu exteriorul. In cazul aerului comprimat racirea se impune si ca o masura de siguranta a instalatiei: in rezervorul de aer este pericol de aprindere a uleiului antrenat cu aerul si introdus. Folosirea aerului cald in masinile si sculele pneumatice (la utilizare) este avantajoasa din punct de vedere al procesului. Aceasta nu justifica insa trimiterea aerului cald in rezervorul de aer, intrucat el se raceste in acest rezervor si in conductele retelei, deci isi pierde aceasta calitate la utilizare; aerul comprimat cald devine periculos (in rezervor) pentru siguranta instalatiei si contribuie in mare masura la degradarea diferitelor garnituri si tuburi flexibile de cauciuc din instalatie.
Schimbul de caldura si mediul de racire
Pentru aducerea gazului comprimat la temperatura initiala, este necesar a se schimba cu mediul de racire un debit de caldura echivalent puterii indicate consumate in procesul de comprimare.
Mediile de racire uzuale sunt apa si aerul. In procesele de comprimare a vaporilor si in special in tehnica frigului, se folosesc cu mare eficienta si alte substante ca medii de racire.
Racirea prin aer implica o constructie simpla a masinii compresoare. Aceasta solutie are o eficienta redusa si din aceasta cauza este utilizabila pentru unitati mici. Pentru gaze, limita superioara este pentru cilindri de 5l capacitate. In concluzie, constructia noastra nu depaseste aceasta capacitate, racirea facandu-se corespunzator datelor tehnice.
Racirea prin apa este o racire mai intensa si mai eficienta: apa de racire poate patrunde bine si in spatiile din jurul supapelor, in special la supapa de refulare. In instalatiile de compresoare, unde lipseste apa curenta, se foloseste racirea cu apa in circuit inchis.
Reglarea, automatizarea
In general, reglarea compresoarelor consta in realizarea posibilitatilor
de functionare cu debit variabil la presiune
Pentru realizarea posibilitatilor de micsorare a
debitului unui compresor in functiune, la presiune
O clasificare a acestor procedee de reglare este urmatoarea:
a) reglarea fara interventie directa in procesul din cilindrul de comprimare:
- prin turatie (micsorarea debitului treptei se poate obtine cel mai simplu
prin variatia turatiei arborelui motor);
prin presiunea de aspiratie (prin obturarea completa pe timp limitat a conductei de aspiratie);
prin tot sau nimic (scoaterea din functiune a masinii compresoare, pe timp limitat, si repunerea ei in functiune);
prin prea-plin bypass (se realizeaza prin refularea gazului comprimat, in atmosfera, pe timp limitat, ceea ce implica si o supapa de retinere inspre rezervorul de gaz, pentru impiedicarea golirii acestuia).
b) reglarea cu interventie indirecta in procesul din cilindrul de comprimare:
prin pastrarea deschisa a supapei de aspiratie (un dispozitiv, adaptat la supapa de aspiratie, deschide supapa si o pastreaza deschisa un timp limitat);
- prin suprimarea unor parti active (prin numarul de cilindri);
prin laminare la aspiratie (cu ajutorul unui robinet de laminare a gazului la aspiratie, comandat manual sau automat)
CAPITOLUL 1
CONSIDERENTE GENERALE PRIVIND
ABORDAREA PROIECTARII
Prezentul proiect isi propune inventarierea solutiilor tehnice ale constructorilor de marca in domeniul electrocompresoarelor de aer cu debite cu prinse intre 60-300 l/min. , analizarea lor si elaborarea unui proiect de agregat electrocompresor pe recipient cu debitul de 100-120 l/min. la presiunea maxima de 10 bari, care sa satisfaca atat din punct de vedere al posibilitatilor de realizare, cat si din punct de vedere al desingului, fiabilitatii si pretului de cost.
Proiectul va contine determinarea prin calcule a parametrilor functionali principali precum si predimensionarea, verificarea si elaborarea documentatiei de executie pentru elemente mobile ale agregatului.
In urma efectuarii unei evaluari globale aproximative a puterii necesare de antrenare, verificata si prin constructiile de electrocompresoare de mic litraj produse de firme precum: Kaesar, Atlas Capco, Fini, Haug, Cecato, Ecoair se constata includerea acesteia in gama de 0, 7-1, 1 Kw. Aceasta putere mica necesara pentru antrenarea compresorului conduce la ideea utilizarii unui motor electric asincron monofazat (220 V/50 Hz) care ar permite largirea sferei de folosire la utilizatori ce nu poseda sursa de tensiune trifazata. De altfel toate firmele producatoare din lume ofera pentru aceste puteri posibilitati de conectare la curent de 220 V/50 Hz monofazat cat si la curent de 380 V/50 Hz trifazat prin utilizarea unor motoare electrice specifice.
Componenta agregatului este determinata de solutia speciala de antrenare a compresorului:
1. Agregat electrocompresor monobloc;
2. Recipient de aer;
3. Echipament de reglare a protectiei, presiunii si control.
Recipientul de aer comprimat va avea forma cilindrica sau elipsoidala si va fi proiectat la un volum de maxim 24 litri, astfel incat sa nu intre sub incidenta I. S. C. I. R.
pV < 200;
p = 8
V = 24 l; pV = 192 <200.
Echipamentul de reglare a presiunii si implicit al debitului si conectarea la utilizator este compus dintr-un regulator de presiune pe care se monteaza o cupla rapida de aer.
Agregatul electrocompresor cu echipament aferent (regulator de presiune, supapa de siguranta, etc. ) va fi dispus pe recipientul tampon.
DESCRIERE SI FUNCTIONARE
Solutia constructiva a electrocompresorului
Solutiile cele mai moderne in domeniul electrocompresoarelor de mic litraj, evidentiate si de realizarile celor mai importante firme constructoare din lume (Atlas Capco, Kaeser, Ecoair) sunt cele ce utilizeaza carterul compresorului si cu rol de scut tractiune motor electric. In acest fel este dezvoltata o constructie foarte compacta si foarte ieftina care prezinta urmatoarele caracteristici:
scutul tractiune al motorului electric este inlocuit cu o parte din carter, lagarul cu rulment avand rolul de sustinere atat pentru ax cat si pentru arborele cotit al compresorului. Separerea celor doua cavitati ale carterului respectiv cea aferenta motorului electric si cea aferenta compresorului se face prin intermediul unui inel de etansare. Acest inel protejeaza bobinajul la patrunderea uleiului barbotat in carter si este plasat fata de lagar catre bobinaj;
lagarul aferent scutului tractiune (carterului) va fi dimensionat prin incarcarea suplimentara radiala determinata de mecanismul biela-manivela;
arborele cotit va dimspune de o solutie deosebita fiind montat pe pana pe axul motorului electric si fixat axial printr-un surub. Manetonul se afla in consola, introducerea bielei facandu-se lateral;
conform constructiei de arbore, biela va fi realizata fara sectionarea capului si nu va prezenta bucsi sau cuzineti. Materialul din care va fi executata va raspunde atat cerintelor de rezistenta mecanica cat si cerintelor de lagar cu ungere prin barbotaj;
ventilatorul motorului electric realizeaza si racirea compresorului prin utilizarea unui capotaj ce directioneaza scurgerea aerului atat catre motor cat si catre cilindru si chiulasa.
Recipientul de aer comprimat este realizat prin sudura a doua funduri semielipsoidale sau semisferice. Se genereaza astfel o forma elipsoidala care
confera posibilitati largi de montare si dispunere pe fata superioara atat a electrocompresorului cat si a echipamentelor de comanda si control.
Recipientul poate fi asezat direct pe sol cu ajutorul unor picioare fixe cu tampoane de cauciuc sau poate fi dispus pe un carucior cu roti pentru inlesnirea deplasarii.
Greutatea maxima estimativa va fi de circa 35 Kg pentru intreg ansamblu.
Materialele din care se vor executa piesele componente ale compresorului vor fi urmatoarele:
Carterul si cilindrul vor fi executate din aliaje de aluminiu si vor fi puternic nervurate pentru a asigura o racire eficienta.
Chiulasa va fi executata din aliaj de aluminiu cu o nervurare foarte pronuntata.
Supapele vor fi lamelare, fixarea lamelelor facandu-se intre doua placi de aluminiu.
Pentru bolt se propune ca material un otel de cementere in vederea obtinerii unui strat superficial imbogatit in carbon. Aceasta conduce atat la realizarea unor duritati superficiale ridicate cat si la obtinerea unor bune proprietati antifrictiune.
Arborele cotit este de preferat a fi executat din fonta cu grafit nodular Fgn 70-2 care are proprietati deosebite la frecare uscata si o rezistenta mecanica ridicata. Turnarea unei cazi a fontei cu grafit nodular conduce la preturi de cost reduse si productivitati foarte ridicate.
In aceasta constructie cea mai mare parte a pieselor componente sunt executate din aliaje de aluminiu, procedeele de obtinere a semifabricatelor aferente fiind de mare productivitate ( turnarea sub presiune pentru chiulasa, cilindru, carter, placi supape si matritare pentru biela).
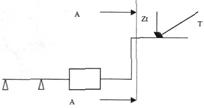
Automatizarea functionarii agregatului se face cu ajutorul unui aparat special conceput. Acesta indeplineste functiile a trei aparate distincte: contactor, presostat si supapa de decompensare. In principiu este format dintr-o camera cu membrana care actioneaza asupra unui contactor monofazat prin intermediul unor parghii. La atingerea presiunii maxime centactele se deschid, iar reanchiderea se face numai la coborarea presiunii sub limita minima. Simultan cu deschiderea contactelor este actionata o supapa normal inchisa care pune in legatura cu atmosfera conducta de refulare. La inchiderea contactelor supapa se inchide si compresorul refuleaza in recipient.
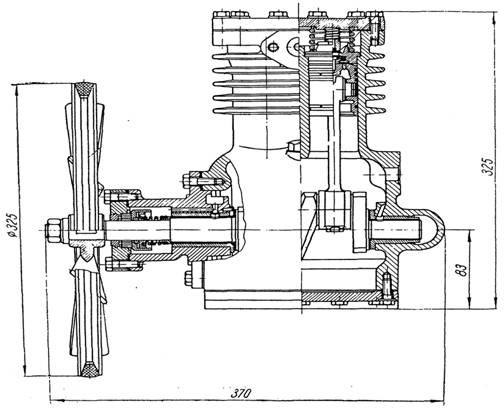
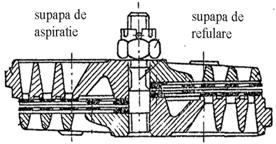
In figura urmatoare este reprezentat un compresor, cu doi cilindri, constructie monobloc, cu o curgere a agentului in echicurent, avand supapele
de aspiratie in capul pistonului iar supapele de refulare rezemate pe scaunul lor prin resoarte, cu racire prin aerul refulat de volantul compresorului, construit corespunzator, cu palete.
|
|
FUNCTIONAREA AGREGATULUI poate fi descrisa astfel:
pornirea se efectueaza prin conectarea stecherului la reteaua de 220 V/ 50 Hz si actionarea butonului contactorului;
motorul electric antreneaza, prin intermediul bielei, grupul piston intr-o miscare de translatie de dute-vino. Ungerea lagarelor palier (rulment) maneton si bolt se face prin barbotarea uleiului din carter de catre o lingurita montata pe capul bielei. Inelul de etansare de pe axul motorului impiedica partunderea uleiului catre bobinaj. La deplasarea pistonului din punctul mort superior (p. m. s. ) catre cel inferior (p. m. i. ) aerul este aspirat in cilindru prin filtrul de aer si
supapa de aspiratie. La deplasarea inversa a pistonului aerul este impins prin supapa de refulare in galeria de refulare si apoi, prin supapa de sens dispusa la intrarea in recipient, in interiorul acestuia.
Conducta de refulare prezinta o legatura la supapa de punere in legatura cu atmosfera.
La cresterea presiunii in recipient peste valoarea maxima
reglata a aparatului de automatizare (8
Obtinerea unui volum cu presiune zero este deosebit de importanta pentru pornirea in gol a motorului electric (pornirea in sarcina la un motor electric monofazat este practic imposibila).
Prin regulatorul de presiune si furtun aerul este transportat spre utilizator golind dupa un anumit timp recipientul daca agregatul nu intra in functionare.
La atingerea in recipient a
presiunii minim reglate pe aparatul de automatizare (6
CAPITOLUL 2
DERMINAREA PARAMETRILOR DE FUNCTIONARE SI DIMENSIONAREA COMPRESORULUI
Procedeul de calcul
La proiectarea comprersorului cu piston, trebuiesc stabilite urmatoarele marimi si dimensiuni principale: turatia, suprafata activa si cursa pistonului; acestea sunt si principalele dimensiuni ale unei trepte de comprimare. Se intalege prin treapta de comprimare atat spatiul in care are loc un singur proces de comprimare , asupra aceleiasi mase de gaz, cat si procesul insusi realizat. Ca urmare, atat procesul din compresorul cu piston, care functioneaza cu o singura treapta de comprimare, cat si procesul din oricare treapta a compresorului cu piston, care functioneaza cu mai multe trepte de comprimare, se poate analiza prin acelasi studiu al treptei de comprimare.
Intre dimensiunile cilindrului de comprimare si turatie este o stransa legatura, ceea ce rezulta chiar de la definitia coeficientului de debit al treptei conform relatei:
![]()
![]()
Notand cu i produsul intre numarul de cilindri de comprimare si numarul de fete active ale pistonului si cu n turatia, relatia debitului la forma ei generala are urmatoarea forma:
![]()
unde - ![]() viteza medie a
pistonului pe intreaga cursa
viteza medie a
pistonului pe intreaga cursa
Viteza medie nu poate fi oricat de mare, valoarea ei maxima este limitata de ungerea in bune conditii a suprafetei interioare a cilindrului de comprimare. Pentru constructiile uzuale viteza medie poate fi cuprinsa intre 2 si 5 m/s, putand atinge, la anumite constructii, valoarea de 8 m/s.
O alta cauza
pentru care marimile ![]() si
si ![]() deci si
deci si ![]() nu pot avea valori
oricat de mari, o constituie fortele perturbatoare. Aceste forte iau
nastere in timpul functionarii masinii, in organele in miscare
si se transmit prin blocul
nu pot avea valori
oricat de mari, o constituie fortele perturbatoare. Aceste forte iau
nastere in timpul functionarii masinii, in organele in miscare
si se transmit prin blocul
cilindrilor de comprimare si prin lagarele arborelui motor la
intreaga masa a masinii, sub forma de oscilatii si trepidatii. Importanta acestor forte depinde de produsul ![]() denumit factor de inertie si este un
multiplu al acceleratiei maxime
denumit factor de inertie si este un
multiplu al acceleratiei maxime ![]() .
.
Fortele perturbatoare la anumite valori c si r , depind de valoarea greutatii maselor in miscare alternative. Aceasta valoare la randul ei depinde de diametrul cilindrului de comprimare d. Limitarea fortelor perturbatoare se poate obtine printr-o relatie intre diametrul cilindrului si, cursa pistonului, la o anumita valoare a vitezei medii a pistonului; relatia aceasta este: c/d.
Pierderile de
presiune medii, atat in cursa de aspiratie cat si in cea de refulare, depind in special de valoarea presiunilor nominale ![]() si
si ![]() , de viteza medie a pistonului
, de viteza medie a pistonului ![]() si de raportul c/d al cursei pistonului fata
de diametrul cilindrului de comprimare.
si de raportul c/d al cursei pistonului fata
de diametrul cilindrului de comprimare.
Valorile acestor
pierderi de presiune medii in cele doua curse, de aspiratie si
de refulare, variaza cu presiunea nominala astfel: ![]() .
.
Presiunea maxima de lucru pentru instalatiile de automatizare pneumatice este in general mai mica de 6 bari, deci la un reglaj al presostatului 6-8 bari se determina o presiune maxima de refulare pentru compresor de 8 bari si o presiune in cilindru la finele comprimarii estimata de 8, 5 bari.
Stabilirea numarul de cilindri necesari pentru producerea unui debit egal sau a unui debit putin mai mare decat cel pentru care este proiectat compresorul cu o treapta nu prezinta dificultatile care se intalnesc la proiectarea compresorului cu mai multe trepte; determinarea dimensiunilor principale ale compresorului intereseaza in principal pentru dimensionarea primei trepte, chiar daca masina compresoare are mai multe trepte de comprimare.
Debitul cerut prin tema proiectului este de circa 100 litri/min.
Determinarea debitului, controlului turatiei si al vitezei medii
Debitul unei masini compresoare este exprimat pentru starea gazului corespunzatoare conditiilor din sectiunea de aspiratie. De cele mai multe ori daca compresorul lucreaza cu o singura treapta, debitul compresorului se confunda cu debitul treptei de comprimare.
Valoarea coeficientului de debit al compresorului care lucreaza intr-o treapta se stabileste cu ajutorul tabelei:
|
Gazul |
Relatia empirica |
p, kgf/ |
|
|
Aer |
| ||
|
Aer |
| ||
|
Azot |
| ||
|
Azot |
| ||
|
Hidrogen |
|
Pornind de la aceste date se poate dimensiona compresorul respectiv, se pot stabili dimensiunile alezajului, cursa pistonului si turatia de antrenare.
Volumul aspirat la o cursa activa a pistonului va fi dat de relatia:
![]() [m3/cursa]
[m3/cursa]
Linia de dezvoltare a masinilor termice cu piston, deci si a compresoarelor cu piston, urmareste realizarea acestora la turatii cat mai ridicate (se realizeaza debite mai ridicate la aceleasi dimensiuni constructive). Avandu-se in vedere solutia constructiva impusa, turatia de antrenare este identica cu turatia motorului electric, deci de circa 2860 rot/min.
Debitul de aer refulat redus la conditiile de aspiratie (Nm3/min. ) poate fi dedus cu ajutorul formulei:
unde:
d - diametrul pistonului [dm
s - cursa pistonului [dm
n - turatia [rot/min
λ - coeficientul de umplere se estimeaza cu ajutorul datelor detinute de la compresoarele cu solutii identice de supape si aceeasi turatie de functionare,
![]() ● s ● 2860
● 0, 6= 100
● s ● 2860
● 0, 6= 100
d2 ● s= ![]()
d2 ● s ≈ ![]() = 0, 074
= 0, 074
Cursa S se determina astfel incat viteza pistonului sa fie limitata maxim 3 m/s
![]()
2860 x S < 900 sau S< 0, 315 dm
Se alege S= 30 mm;
Rezulta:
d = dm
dm
Diametrul pistolului d = 48 mm
Se alege d = 50 mm
Pentru: s = 30 mm cursa pistonului;
Debitul Q rezulta:
Q =  litri/min
litri/min
Q = 101 litri/min.
In concluzie dimensiunile principale ale compresorului sunt:
Diametrul pistonului D = 50 mm;
Turatia: n = 2860 rot/min;
Coeficientul de umplere λ = 0, 6
Debitul Q = 101 litri/min
Se poate spune ca dimensionarea compresorului a fost facuta in sensul acoperirii integrale a cerintelor de proiectare.
CALCULUL TERMIC AL CICLULUI DE COMPRIMARE
Schimbul de energie
Energia totala a unui sistem macroscopic, adica a unui corp constand dintr-un numar mare de particule, se compune din energia lui interna si energia lui externa.
La un sistem termodinamic obisnuit cum este si compresorul, are loc o interactiune cu mediul inconjurator, aceasta interactiune se manifesta prin schimb de energie.
Schimbul de energie intre sistemul considerat si mediul inconjurator poate avea loc numai in doua moduri.
cu variatia parametrilor externi denumit lucru mecanic;
fara variatia parametrilor externi denumit schimb de caldura.
Calculul tehnic al ciclului de comprimare al acestui tip de electrocompresor este determinat in principiu de coeficientul politropic al comprimarii. Acesta este ales in urma studierii determinarilor experimentale efectuate pe tipuri similare de compresoare. In general, s-a constatat ca la aceste debite reduse racirea este foarte eficienta determinand un coeficient politropic de circa 1, 22 1, 25.
Valori uzuale ale
exponentilor politropici![]() si
si ![]() realizate cu racire buna in treapta
de comprimare, pentru aer, gaze si amestecurile lor
realizate cu racire buna in treapta
de comprimare, pentru aer, gaze si amestecurile lor
|
Debitul
|
Presiunea
|
|
Rap. de comprimare
|
|
|
|
| |||
|
| ||||
|
| ||||
|
|
| |||
|
|
| |||
|
|
Din tabelul de mai sus se aleg urmatoarele valori pentru:
- coeficientul politropic al comprimarii mc = 1, 24
- coeficientul politropic al destinderii md = 1, 20
Debitul de caldura total care trebiue schimbat cu mediul de racire (fie el aer sau lichid de racire) Q poate fi exprimat prin:
![]() [kcal/h]
[kcal/h]
Intre piston si capacul cilindrului trebuie sa existe un spatiu, denumit spatiu mort sau vatamator, daca pistonul s-ar lipi la PMS de capacul cilindrului acesta s-ar sparge lovindu-se de supape.
Spatiul mort rezultat in urma solutiei constructive a supapelor este de circa 2-3% din cilindre.
Temperatura de aspiratie este de
20![]() C, datorita comprimarii aerului in cilindrul
compresorului, temperatura aerului la iesirea din cilindru este mai mare
cu
C, datorita comprimarii aerului in cilindrul
compresorului, temperatura aerului la iesirea din cilindru este mai mare
cu ![]() , temperatura la finele refularii ajunge la 270-300 C.
, temperatura la finele refularii ajunge la 270-300 C.
Ta = 293 K Tfa= 300 K
Presiunea din cilindru la finele
refularii se considera cu circa 0, 5
Pc= 8, 5
Sintetizand, se pot preciza datele de intrare pentru calculul termic:
- Coeficientul politropic al comprimarii mc = 1, 24;
- Coeficientul politropic al destinderii md = 1, 20;
- Temperatura la finele aspiratiei Tfa= 300 K.
Aceste date sunt introduse intr-un program de calcul rezultatele putand fi vizualixate si analizate din listingul anexat la capitolul programului de calcul al compresorului.
Calculul randamentelor
Randamentul ![]() se calculeaza dupa
proiectarea constructiei compresorului. Diferente mai mari decat 10%, intre valoarea folosita in calculul preliminar si cea calculata, impun recalcularea compresorului.
se calculeaza dupa
proiectarea constructiei compresorului. Diferente mai mari decat 10%, intre valoarea folosita in calculul preliminar si cea calculata, impun recalcularea compresorului.
Randamentul izotermic
Calitatea procesului termodinamic in treapta masinii compresoare se poate califica cu ajutorul unui randament de forma:
![]()
Valoarea randamentului izotermic depinde , pentru un anumit gaz, de raportul de comprimare, datorandu-se, pe de o parte, conditiilor reale in care au loc fazele de comprimare si de expansiune in proces, iar pe de alta parte, pierderile de presiune in fazele de aspiratie si, mai ales, de refulare.
Pentru utilizarea valorilor randamentului
izotermic ![]() este necesar a se
cunoaste valorile raportului
este necesar a se
cunoaste valorile raportului ![]() pe treapta, precum si exponentii politropici care caracterizeaza calitatea
procesului si gazului cu care se lucreaza.
pe treapta, precum si exponentii politropici care caracterizeaza calitatea
procesului si gazului cu care se lucreaza.
La calcul se pot
adopta urmatoarele valori pentru ![]() , stabilite experimental ca valori medii:
, stabilite experimental ca valori medii:
- ![]() pentru teapta de joasa
presiune;
pentru teapta de joasa
presiune;
- ![]() pentru treapta de
inalta presiune;
pentru treapta de
inalta presiune;
- ![]() ca medie, aceasta
fiind valoarea cu care se lucreaza obisnuit.
ca medie, aceasta
fiind valoarea cu care se lucreaza obisnuit.
Randamentul mecanic
Se defineste randamentul mecanic prin relatia:
![]()
Randamentul mecanic variaza cu: solutiile constructive, calitatea fabricatiei si starea (nou sau vechi) masinii compresoare si a agregatelor, proportiile compresorului, raportul intre cursa pistonului si diametrul cilindrului de comprimare, gradul de incarcare a masinii compresoare.
Randamentul mecanic, pentru o masina cu o treapta, ingrijit construita si
exploatata, este cuprins intre limitele: ![]() = 0. 900. 96. pentru
rapoarte de comprimare mici, insa la rapoarte de comprimare mari, randamentul
= 0. 900. 96. pentru
rapoarte de comprimare mici, insa la rapoarte de comprimare mari, randamentul ![]() poate cobora pana
la 0. 85. randamentul mecanic variaza cu incarcarea masinii.
poate cobora pana
la 0. 85. randamentul mecanic variaza cu incarcarea masinii.
Randamentul transmisiei
Randamentul transmisiei se defineste prin raportul:
![]()
El se datoreaza schimbului de lucru mecanic in dispozitivul de transmisie a miscarii de rotatie de la arborele masinii motoare, care antreneaza compresorul, la arborele motor al compresorului.
Randamentul izotermic si adiabatic la arbore
Randamentul la arbore rezulta din produsul:
![]()
in care ![]() este randamentul
mecanic datorat pierderilor de lucru mecanic schimbat pentru invingerea frecarilor
in mecanism si in lagarele auxiliare.
este randamentul
mecanic datorat pierderilor de lucru mecanic schimbat pentru invingerea frecarilor
in mecanism si in lagarele auxiliare.
Randamentul
izotermic la arbore este sensibil influentat si anume micsorat
la compresoarele functionand cu viteze medii mari ale pistonului; de asemenea
racirea cu aer coboara valoarea acestui randament din cauza
ventilatorului folosit in instalatie. Din aceste cauze, compresoarele mici si
compresoarele functionand cu turatie mare prezinta randamente![]() scazute. Se indica pentru asemenea cazuri ca
rapoartele de comprimare uzuale, sa
se incadreze in urmatoarele limite:
scazute. Se indica pentru asemenea cazuri ca
rapoartele de comprimare uzuale, sa
se incadreze in urmatoarele limite:
- ![]() = 0. 250. 40 pentru
compresoarele mici;
= 0. 250. 40 pentru
compresoarele mici;
- ![]() = 0. 350. 55 pentru
compresoarele rapide intr-o singura treapta.
= 0. 350. 55 pentru
compresoarele rapide intr-o singura treapta.
Aceste randamente se pot calcula cu relatiile urmatoare:
randament izotermic la arbore:
![]() ;
;
randamentul adiabatic la arbore:
![]() .
.
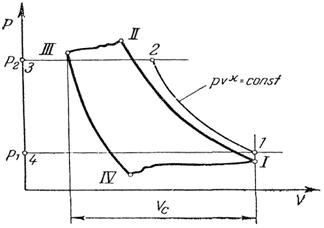
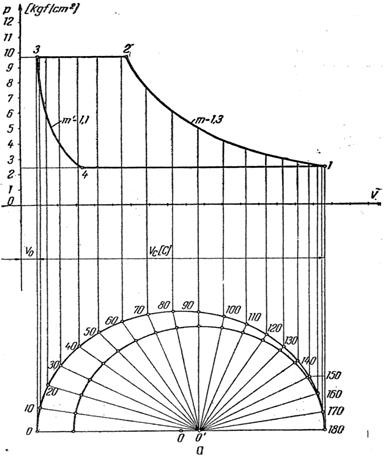
DIAGRAMA INDICATA
Pentru a intelege si studia mai bine procesele care se desfasoara in interiorul cilindrului compresorului se deseneaza diagrama indicata a ciclului de comprimare
In
figura de mai jos s-a prezentat in coordonate p-v alura unei diagrame reale a
treptei compresorului in conditii normale de functionare si cu o
singura fata activa a pistonului: conturul cuprins intre
punctele I-II-III-IV-I, in aceeasi figura s-a trasat si diagrama
teoretica corespunzatoare presiunilor ![]() si
si ![]() (1-2-3-4-1).
(1-2-3-4-1).
|
|
Continutul diagramei reale reprezinta chiar conturul diagramei indicate, cele doua contururi se suprapun exact pentru conditiile normale de functionare.
In continuare este schitata diagrama indicata a ciclului de conprimare a compresorului ce va fi supus proiectarii in acest proiect.
INFLUENTA CONDITIILOR CONSTRUCTIVE SI FUNCTIONALE ASUPRA DIAGRAMEI PROCESULUI
Influenta spatiului mort
Volumul cilindrului de comprimare nu poate fi realizat egal cu volumul generat in cursa pistonului, intre aceste doua marimi exista o diferenta care in raport cu fata activa a pistonului constituie spatiul mort; acest spatiu nu este parcurs de piston in cusa lui.
Spatiul mort este necesar pentru urmatoarele motive constructive:
incalzirea cilindrului de comprimare a capacelor lui si a pistonului (a tijei pistonului daca exista), in timpul functionarii compresorului duce la modificari de dimensiuni liniare ale acestor organe. Deci trebuie asigurata posibilitatea de dilatare diferita a pieselor organelor mobile fata de piesele fixe ale cilindrului de comprimare, aceasta se poate realiza numai prin prevederea unui spatiu liber intre cele doua parti.
compresorul cu piston functioneaza cu ajutorul unor supape sau sertarase de distributie. Pentru introducerea acestor organe de distributie si pentru a fi posibila functionarea lor se pierde un spatiu util din cursa pistonului. Daca organele de distributie sunt asezate in capacul cilindrului de comprimare, spatiul pierdut din cursa pistonului este mai redus decat in cazul constructiei cu organele de distributie dispuse radial la cilindrul de comprimare.
etansarea pistonului in cilindru de comprimare se face in mod obisnuit prin segmenti de etansare. Spatiul exterior pistonului, cuprins intre acesta si alezajul cilindrului de comprimare pana la primul segment de etansare, contribuie de asemenea la marirea spatiului mort.
Se caracterizeaza marimea spatiului mort prin raportul:
![]()
Acest spatiu mort in cazul de fata reprezinta circa 2-3% din volumul
total al cilindrului de comprimare.
In constructia treptei compresorului se urmaresc solutii constructive care duc la realizarea spatiilor moarte cele mai mici, aceasta conditie influenteaza favorabil valoarea debitului compresorului.
Presiunea de aspiratie
Atat presiunea de aspiratie cat si presiunea de refulare la treapta compresorului real sunt diferite de presiunile definite la compresorul teoretic si variaza de-a lungul curselor respective.
Coloana de gaz din conducta de aspiratie se deplaseaza in cursa de aspiratie in acelesi timp cu pistonul, cand contactul intre gaz si suprafata activa a pistonului este si ramane continuu, ceea ce se obtine atata timp cat presiunea gazului in sectiunea de aspiratie este mai mare decat presiunea gazului asupra fetei active a pistonului in miscare. Diferenta de presiune este necesara pentru invingerea fortelor care se opun miscarii coloanei de gaz, acestea dezvoltandu-se chiar din cauza miscarii coloanei.
Daca gazul trebuie sa urmareasca pistonul in miscare, fara a parasi contactul cu suprafata lui, este necesara in orice moment o diferenta de presiune intre presiunea din cilindru si presiunea din conducta de aspiratie, aceasta diferenta se poate exprima prin relatia:
![]()
unde: - ![]() presiunea din conducta
de aspiratie;
presiunea din conducta
de aspiratie;
- ![]() presiunea din corpul
compresorului.
presiunea din corpul
compresorului.
|
|
![]() este caderea de
presiune care determina forta de presiune asupra coloanei de gaz
aspirat, necesara pentru a invinge inertia masei de gaz care curge in
cilindrul de comprimare in cursa de aspiratie a pistonului
este caderea de
presiune care determina forta de presiune asupra coloanei de gaz
aspirat, necesara pentru a invinge inertia masei de gaz care curge in
cilindrul de comprimare in cursa de aspiratie a pistonului
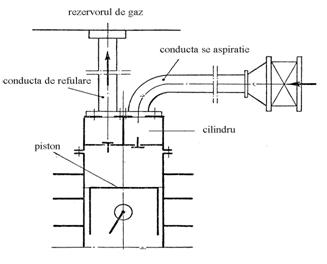
In figura de mai jos este prezentat un compresor cu piston cu o treapta de comprimare, cu o singura fata activa, cu distributia realizta prin supape indepentente, cum este constructia uzuala, pistonul fiind antrenat printr-un sistem biela-manivela.
Presiunea de refulare
Fenomene similare cu cele descrise in cursa de aspiratie a treptei compresorului au loc si in cursa de refulare. Presiunea din corpul compresorului este mai mare decat cea din conducta de refulare, ea variaza de-a lungul cursei.
In timpul functionarii
compresorului, in orice moment este o diferenta de presiune intre
presiunea din corpul compresorului, care este mai mare, si presiunea din
conducta de refulare; aceasta presiune este notata cu ![]() si se poate
exprima prin relatia:
si se poate
exprima prin relatia:
![]()
unde: -![]() presiunea din corpul compresorului;
presiunea din corpul compresorului;
-![]() presiunea din conducta de refulare.
presiunea din conducta de refulare.
Caderile de presiune din relatia de mai sus, se produc din aceleasi cauze si au aceleasi expresii ca si pierderile de presiune de la presiunea de aspiratie scrise mai sus.
Schimbul de caldura pereti fluid
In cazul nostru este vorba despe aerul atmosferic (folosit in special pentru compresoarele mici).
In regimul normal de functionare, la inceputul comprimarii, are loc un schimb de caldura dinspre peretii cilindrului de comprimare inspre gaz, tempertatura peretilor fiind mai ridicata decat temperatura gazului aspirat.
Procesul de comprimare continuandu-se, energia interna si deci temperatura gazului continua sa creasca si, ca urmare, are loc un transfer de caldura invers, adica de la gaz inspre peretii cilindrului de comprimare, procesul de comprimare continua pana cand se deschide supapa de refulare si inceteaza comprimarea.
In mod similar, se desfasoara procesul in faza de expansiune a gazului. La inceputul expansiunii are loc un transfer de caldura de la gazul cald, comprimat, la peretii cilindrului de comprimare, racit. Acest proces se desfasoara pana cand se produce echilibrul termic intre gazul care expandeaza si peretii cilindrului. Gazul continuand a expanda, temperatura lui scade sub temperatura peretilor, transferul de caldura se produce de la pereti la gaz.
Caldura reziduala a gazului la finele cursei de refulare
Gazul care intra in faza de comprimare la fiecare cursa activa a pistonului este format dintre amestecul din coloana de aspiratie si gazul din spatiul mort al compresorului, gazul rezidual, destins.
Starea gazului la finele cursei de aspiratie depinde deci de mai multi parametrii, care sunt:
constructia cilindrului de comprimare si marimea lui (aceste elemente influenteaza starea si volumul gazului rezidual la finele cursei de refulare, prin marimea spatiului mort);
raportul de comprimare si conditiile de racire ale treptei (aceste elemente influenteaza starea gazului la inceputul refularii);
numarul de curse active ale pistonului pe unitatea de timp, deci turatia arborelui motor (acestea influenteaza incalzirea amestecului in cursa de aspiratie, prin schimbul de caldura pereti-gaz).
Influenta conditiilor reale de etanseitate
Conditiile reale de etanseitate sunt imperfecte, din care cauza au loc pierderi de gaz in diferite faze ale procesului, care pot influenta sensibil forma diagramei.
Se deosebesc urmatoarele cazuri de neetanseitate:
neetanseitati exterioare prin garniturile chiulasei, prin segmentii pistonului, in cazul compresoarelor cu o singura fata activa a pistonului, prin cutiile de etansare;
neetanseitati interioare prin supapele de aspiratie si de refulare, prin segmentii pistonului, in cazul compresoarelor cu doua fete active ale pistonului sau in cazul compresoarelor cu piston diferential, la comprimarea in mai multe trepte.
Aceste neetanseitati provoaca si ele micsorarea debitului compresorului, insa nu prin scapari de gaz in exterior, ci prin crearea unui circuit de gaz interior, continuu.
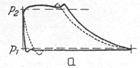
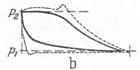
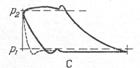
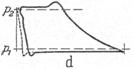
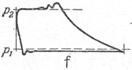
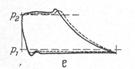
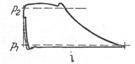
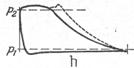
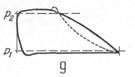
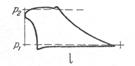
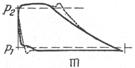
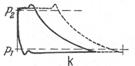
Pentru ca sa se exemplifice influenta conditiilor functionale si constructive asupra formei diagramei reale a treptei compresorului, se reprezinta in figurile de mai jos contururi de diagrame indicate la functionarea in conditii nenormale (in fig. sa desenat cu linii continue functionarea in conditii nenormale iar cu linii intrerupte unele faze din diagrame indicate la conditii de functionare normala).
|
|
|
|
|
|
a schimbul de caldura cu exteriorul se face insuficient sau lipseste cu desavirsire (nu se face racirea cilindrului de comprimare);
b diagrama trasata cu un indicator defect (robinetul indicatorului nu deschide complet);.
c spatiul mort s-a marit sau, in cazul unui compresor functionind cu vapori uscati, vaporii intra in compresor umezi (cu titlul mai mic decit unitatea);
|
|
|
|
|
|
d supapa de refulare nu inchide bine: gazul comprimat patrunde din conducta de refulare inapoi in cilindru;
e rezistentele
hidraulice in conductele de aspiratie si de refulare sint mari; au
loc pierderi importante de lucru
mecanic.
f supapele deschid cu intirziere (resorturile exercita forte de apasare prea mari);
|
|
|
|
|
|
g supapa de refulare este neetansa (faza de comprimare in coordonate pv apare aproape ca o dreapta);
h supapa de aspiratie este neetansa (neetanseitatea este la scaunul supapei, iar nu la discul de inchidere);
i defect al indicatorului: pistonul indicatorului nu inchide bine Ia finele refularii;
|
|
|
|
|
|
k discul supapei de aspiratie nu inchide bine (este gripat sau plesnit);
l defect la indicator: pistonul compresorului inchide la finele cursei legatura cu indicatorul;
m segmentii pistonului nu realizeaza o etansare buna.
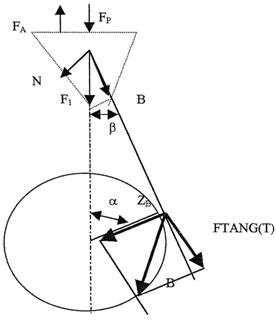
CALCULUL FORTELOR SI MOMENTELOR IN
MECANISMUL BIELA-MANIVELA
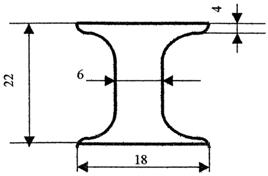
Calculul fotelor si momentelor din mecanismul biela-manivela este efectuat cu ajutorul unui calculator numeric, datele fiind afisate pe listing. Calculul se desfasoara pe baza determinarilor din calculul termic si alegerii parametrilor constructivi ai compresorului: alezaj, cursa, turatie, lungime biela, latime biela, diametrul fusului maneton etc.
Lungimea bielei se stabileste astfel incat sa fie redusa pe cat posibil forta normala ce aplica pistonul pe cilindru. Valori reduse cu o dimensiune acceptabila din punct de vedere constructiv se obtin pentru o valoare a
λ= r/ l= 0, 15.
Cursa= s/ 2 = 30/2 = 15 mm, rezultata:
l= 15/ 0, 15 =100 mm.
Lungimea bielei l= 100 mm
Latimea bielei se alege constructiv lb =18 mm.
Diametrul fusului maneton dm =35 mm.
|
|
Programul de calcul ofera valorile fortelor si momentelor din mecanismul biela- manivela din 100 in 100 rotatie arbore cotit (RAC).
Fomule de calcul:
Forta de presiune a gazelor:
![]()
![]()
unde:
p - presiunea in cilindru;
![]() - presiunea din carter.
- presiunea din carter.
Forta de inertie a maselor aferente miscarii de translatie:
FINERTIE =
![]()
unde:
mA masa aferenta miscarii de translatie;
α- unghiul curent;
λ= 0, 15 raportul r/l.
Forta rezultanta in piciorul bielei:
![]()
Forta in lungul bielei:
![]()
Forta normala care aplica pistonul pe cilindru:
![]()
Forta in lungul manivelei:
![]()
Forta tangentiala:
![]()
Momentul motor:
![]()
unde:r- raza manivelei.
In partea a doaua a calculelor dinamice este pusa in evidenta uzura fusului maneton prin diagrama de uzura explicitata numeric. Aceasta pune in evidenta incarcatura fusului maneton din 100 in 100 RAC.
Programul determina numeric si diagrama polara a fusului maneton stabilind tot cu acelasi pas incercarea mecanica a cestuia, datele putand fi apoi utilizate la calculul de rezistenta al arborelui cotit.
DETERMINAREA PUTERII NECESARE DE ANTRENARE SI STABILIREA MOTORULUI ELECTRIC
Puterea consumata in procesul real al treptei
Pentru determinarea puterii indicate consummate in treapta compresorului ce trebuie proiectat, se poate proceda in doua feluri:
utilizand diagrama echivalenta se poate calcula cu relatia:
![]() [CP];
[CP];
![]() [kW].
[kW].
utilizand randamente energetice se poate calcula cu relatia:
![]() [CP];
[CP];
![]() [kW].
[kW].
Determinarea puterii necesare de antrenare se face pe baza momentului mediu rezultat care a fost calculat in programul de calcul.
Mmed = -21, 5 x 10-2daNm.
Puterea efectiva in kW se determina cu relatia:
Pef = Mmed x n/955 Mmed [daNm] Pef = 0, 646Kw.
Acesta reprezinta puterea efectiva consumata de masina compresorare pe ciclu termic.
Puterea necesara de antrenare se determina dupa aplicarea corectiei datorate randamentului mecanic:
Pnec = 0, 646/0, 75 = 0, 86 Kw;
Pnec=Pef /ηm ;
Pnec= 0, 860 Kw la 7 bari refulare.
Puterea necesara motorului electric trebuie sa fie inferioara puterii standardardizate a motorului existent in fabricatia curenta la intreprinderile specializate.
Se alege motorul electric asincron monofazat din fabricatia S. C. Motoare El. S. A. Sf. Gheorghe cu o putere disponibila de 1, 1 Kw la 3000 rot. /min.
Pe baza cotelor din desenul de executie al scutului tractiune al motorului electric se va dimensiona carterul, astfel incat sa corespunda conditiilor de functionare ale motorului si de etansare la ulei a acestuia.
CALCULUL VOLANTULUI DISPUNERE
Solutia constructiva deosebita impune dispunerea volantului pe axul motorului electric la scutul ventilatorului. Pe volant se va monta un ventilator radial din material plastic, curgerea aerului fiind dirijata de catre un capotaj.
Studiul cinematic si dinamic al compresorului s-a facut in ipoteza ca viteza unghiulara a arborelui cotit este constanta. In realitate viteza unghiulara este variabila in primul rand datorita lucrului mecanic consumat variabil in timpul ciclului de comprimare si in al doilea rand de cinematica mecanismului biela manivela. In aceasta situatie este evident ca vor apare varfuri de putere consumata de circa doua, trei ori mai ridicate decat puterea medie, ceea ce ar conduce fie la o scadere masiva a fiabilitatii motorului electric, fie la o dimensionare excesiva a acestuia cu efect a masei si gabaritului.
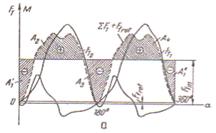
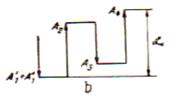
Valoarea minima a masei volantului, care asigura rotirea arborelui compresorului cu un grad suficient de iregularitate, este determinata de diagrama momentului rezistiv al compresorului.
|
|
|
|
Pentru uniformizarea miscarii arborelui cotit se foloseste cresterea momentului de inertie mecanic (utilizarea volantului).
Determinarea dimensiunilor acestuia se va face in functie de gradul de neuniformitate acceptat, care la antrenarea directa poate fi impus 1/80.
Determinarea energiei cinetice ![]() necesare volantului
pentru atingerea gradului de neuniformitate stabilit se face pe baza diagramei
de moment. Aria pozitiva a momentului ( M-M. med. )t a fost determinata cu ajutorul unui program
de calcul pe calculator.
necesare volantului
pentru atingerea gradului de neuniformitate stabilit se face pe baza diagramei
de moment. Aria pozitiva a momentului ( M-M. med. )t a fost determinata cu ajutorul unui program
de calcul pe calculator.
Momentul rezistent al compresorului se calculeaza cu ajutorul relatiei:
unde: r- raza manivelei
Momentul rezistent al compresorului variaza corespunzator curbei de variatie a fortei tangentiale. Pe unele portiuni ale cursei, momentul rezistent este mai mare iar pe altele mai mic, decat momentul creat de motor.
Pe portiunile cursei, in care consumul de energie este mai mare decat energia data de motor, volantul este cel care transmite compresorului o parte din energia, pe care el a acumulato pe portiunile cursei in care exista un plus de energie.
Energia cinetica a volantului pentru o rotatie este:
![]()
unde:
- gradul de
neuniformitate![]() acceptat, care la antrenarea directa poate fi impus 1/80.
acceptat, care la antrenarea directa poate fi impus 1/80.
![]()
![]() - momentul de inertie
al volantului.
- momentul de inertie
al volantului.
Valoarea gradului de iregularite este determinata de tipul motorului electric de antrenare si de modul de actionare a compresorului, dar la alegerea sa trebuie sa se tina seama si de greutatea admisibila a volantului, care este limitata de rezistenta arborelui cotit si de dimensiunile adoptate pentru lagare.
Acest moment de inertie se poate calcula cu relatia urmatoare:
![]()
unde:
![]() - greutatea volantului
redusaa la diametru;
- greutatea volantului
redusaa la diametru;
d diametrul exterior al volantului;
g acceleratia gravitationala.
Pentru calculul numeric a fost conceput un program care prezinta tabelar posibilitatile solutiilor de adapost:
D |
Gv |
Mv |
|
[mm |
[kgf] |
[kg] |
Greutatea totala a volantului este egala cu greutatea lui propriuzisa avand in vedere butucul si zona paletelor (daca este prevazut din turnare cu palete).
Acesta poate fi executat din fonta sau aluminiu. Volantul din aluminiu prezinta un adapost deosebit la turnarea sub presiune si in aceasta solutie poate fi executat cu aripioare astfel incat sa indeplineasca si rolul de ventilator.
Diametrul va fi adoptat in urma studierii efectelor pe care le include debitul de aer de racire in functionarea compresorului.
S-a adoptat ф200 mm volant din aluminiu dimensiunile efective rezultand:
Ф215 diametrul exterior al volantului ;
Ф185 diametrul interior al volantului;
30 mm latimea al volantului.
Daca se considera existenta unui moment de inertie considerabil aferent motorului electric se poate aprecia ca reducand diametrul volantului se va mentine gradul de neuniformitate. Se propune:
ф210 diamerul exterior al volantului;
ф190 diametrul interior al volantului;
30 mm latime al volantului.
CALCULUL DE REZISTENTA
Calculul de rezistenta al arborelui cotit se face prin verificarea fusului maneton la presiunea maxima si la temperatura maxima de lucru a compresorului.
Presiunea maxima pe orice fus al arborelui cotit se calculeaza in functie de dimensiunile lui si de incarcarea acestuia.
Presiunea maxima se citeste dupa programul de calcul si care a fost determinata folosind formula:
![]() daN/cm
daN/cm![]()
unde:
![]() - rez. man. max;
- rez. man. max;
![]() - diametrul fusului maneton;
- diametrul fusului maneton;
![]() - lungimea fusului
maneton.
- lungimea fusului
maneton.
In literatura de specialitate ![]() se admite in limitele
50-100 daN/cm
se admite in limitele
50-100 daN/cm![]() valoarea de ~67 daN/cm
valoarea de ~67 daN/cm![]() fiind acceptabila.
fiind acceptabila.
Verificarea la incalzire se face prin determinarea coeficientului de uzura kuzura.
In programul de calcul a rezultat kuzura: Ku = 31, 5 limitele acceptate in literatura de specialitate fiind pentru aliaje pe baza de aluminiu intre 95-110.
Se considera ca fusul maneton corespunde din punct de vedere al presiunii maxime de incalzire.
Verificarea fusului maneton
Pentru forma constructiva adoptata a arborelui cotit nu este necesara efectuarea unui calcul complet al acestuia, deoarece dimensionarea a fost facuta mai mult pe baza constructiva si mai putin pe considerente de rezistenta mecanica.
Se va efectua totusi o verificare la oboseala in sectiunea de incastrare a manetonului in brat:
|
|
Fortele care supun la incovoiere aceasta sectiune a fusului maneton sunt fortele Zt in lungul manivelei.
Forta Zt este rezultanta fortelor Zl, FA si Fm unde Z este forta in lungul manivelei.
FA forta de inertie a masei din biela aflata in rotatie
Fm forta de inertie a manetonului
Determinarea fortelor Ztmax si Ztmin cu ajutorul programului compresor are ca zerultat urmatoarele valori:
Ztmax = 112 daN
Ztmin = -28, 2 daN
Forta Zt solicita fusul maneton la incovoiere, valorile eforturilor unitare fiind date de relatia:
![]()
unde:
![]() - efortul de incovoiere;
- efortul de incovoiere;
Mz - momentul generat de forta Zt;
W - modulul de rezistenta
![]()
unde: dm - diametrul fusului maneton = 35 mm
![]()
momentul generat da forta Zt se calculeaza cu ajutorul formulei:
Mz = Zt![]() r r = 0, 9 cm; Zt = 113 daN
r r = 0, 9 cm; Zt = 113 daN
![]()
![]()
Coeficientul de siguranta la oboseala se calculeaza cu relatia:
din inlocuiri
rezulta ca: ![]()
Se poate remarca valoarea foarte mare a coeficientului de siguranta determinata de dimensionarea constructiva a arborelui cotit.
Aceasta ne conduce la necesitatea axului motorului electric care este mult mai solicitat in zona lagarului palier.
In aceasta zona axul este solicitat la incovoiere pe doua directii incovoiere si torsiune fiind necesar un calcul la solicitrari compuse.
Calculul reactiunilor si alegerea rulmentilor
Reactiunile din lagare si dimensionarea rulmentilor se va face in urma stabilirii unei scheme de incarcare si efectuarii calculelor.
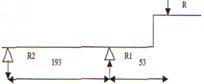
Pentru a usura calculele se considera arborele incarcat de rezultanta fortelor Z si T respectiv forta R (rezultanta maneton).
|
|
Din desenele de executie rezulta lungimile:
![]() = 193 mm intre
lagarele motorului electric
= 193 mm intre
lagarele motorului electric
![]() = 53 mm intre punctul
de aplicatie al fortei R si primul lagar
= 53 mm intre punctul
de aplicatie al fortei R si primul lagar
Rezultantele
vor fi: ![]()
![]()
Valorile reactiunilor functie de unghiul ![]() sunt date in tabelul
nr. 1
sunt date in tabelul
nr. 1
Sarcina echivalenta care incarca rulmentul se poate determina cu relatia:
Rezulta: Pech![]()
![]() = 90 daN
= 90 daN
Pech![]() = 20 daN
= 20 daN
Se alege rulmentul radial cu bile seria 6305 cu capacitate dinamica de 1760 daN.
![]()
Deoarece capacitatea dinamica de incarcare este direct proportionala cu durabilitatea si invers proportionala cu sarcina care il incarca se poate determina durabilitatea. Aceasta se extrage din tabele pe baza Cd/Pech.
Cd/Pech = ![]()
ceea ce corespunde unei durabilitati de circa 35. 000 ore finctionare.
Se poate considera ca rulmentul corespunde cerintelor de fiabilitate cerute de exploatarea compresorului si se propune a fi adoptat.
Rulmentul aflat langa ventilator se pastreaza in varianta utilizata curent pe motorul electric din fabricatia societatii comerciale producatoare (serie rulment 6304).
Acest rulment are o capacitate dinamica de 1250 daN si pentru un raport:
![]()
se determina durabilitatea la peste 29. 000 ore de functionare.
Pentru conditii impuse de exploatare rulmentul corespunde si se propune solutia prezentata mai sus.
TABELUL 1
|
|
REZ. MAN. |
R |
R |
|
| |||
CALCULUL DE REZISTENTA
MOTORULUI ELECTRIC
Pentru constructia arborelui cotit in consola cu lagarele motorului electric indeplinind functia de lagare palier al compresorului este necesar a se efectua calculul de rezistenta la oboseala a axului motorului electric, solicitat atat la incovoiere cat si la torsiune.
Momentul incovoietor Mi se determina cu relatia:
Mi = Zt ![]() R
R
unde:
Zt forta maxima si normala pe maneton
R distanta de la sectiunea considerata la punctul de aplicatie al fortei.
![]() ; r = 53 mm.
; r = 53 mm.
Efortul unitar si minim se determina cu relatia:
![]() ;
;
unde:
![]()
D diametrul arborelui in sectiunea considerata = 25 mm
![]()
![]()
![]()
Coeficientul de siguranta la oboseala la solicitarea de incovoiere se determina cu relatia:
unde:
![]() pentru 0 < 50
materialul utilizat curent pentru constructia axului motorului electric.
pentru 0 < 50
materialul utilizat curent pentru constructia axului motorului electric.

Dupa inlocuiri coeficientul de siguranta la oboseala la solicitarea de incovoiere este: C = 4, 22
Pentru solicitarea de torsiune se determina in mod analog coeficientul de siguranta la oboseala:
![]()
unde:

Coeficientul de siguranta la solicitarea de torsiune va fi: ![]()
Coeficientul global de siguranta pentru solicitari compuse incovoiere-torsiune se determina cu relatia:
![]()
Se poata considera pe baza
valorii obtinute, ca nu se pun probleme de rupere la oboseala a
axului motorului electric chiar la incercari ale acestuia determinate de
presiuni de regiune de peste 8
Coeficientii ce apar in formulele de calcul pentru determinarea coeficientilor de siguranta au fost preluati din literatura de specialitate: Oboseala metalelor B. Horavitz; Constructia si calculul motoarelor cu ardere interna Ghe. Zatreanu.
Daca se doreste o crestere a sigurantei in exploatare se poate executa axul motorului electric din oteluri de calitate (OLC 45) sau din oteluri slab aliate (41MoCr11).
Se pot obtine valori cuprinse intre 2, 5 si 3, 5 pentru coeficientul de siguranta, dar se ridica pretul de fabricatie.
CALCULUL DE REZISTENTA
Solutia constructiva deosebita cu biela din aliaj de aluminiu fara capac, conduce la calcule specifice. In acelasi timp, functionarea compresorului si masele reduse ce genereaza fortele de inertie conduc la simplificarea calculelor.
Datorita fortelor mici de inertie solicitarea de intindere a bielei poate fi neglijata, considerabila fiind numai forta de comprimare datorita presiunii gazului.
Forma constructiva speciala cu rigiditate mare in ambele planuri de incastrare fac inutile calculele piciorului si capului bielei. Deosebit de important este calculul corpului bielei avandu-se in vedere atat lungimea mare a acestuia cat si aliajul de aluminiu din care este construita.
Calculul corpului bielei se dezvolta in sectiunile minima si medie ale acesteia considerand numai compresiunea bielei sub actionarea fortelor de presiune.
Sectiunea minima:
![]()
Datorita fortelor mici de inertie se poate neglija si fractiunea din forta Fc aferenta rezultand:
Aceeasi ipoteza este valabila si pentru sectiunea medie, diferenta de forta de inertie la deplasarea de la sectiunea minima la sectiunea medie fiind sub 2% si deci nesemnificativa.
Se poate considera ca biela, in cazul acestui gen de compresor, este supusa unui ciclu pulsatoriu, coeficientul de siguranta determinandu-se cu relatia:
Valorile coeficientilor aferenti fiind preluati din Calculul si constructia motoarelor cu ardere interna Ghe. Zatreanu.
In sectiunea minima:
![]() unde:
unde: ![]() - aria sectiunii minime
- aria sectiunii minime
|
|
rezulta ![]()
Coeficientul de siguranta:
Coeficientul de siguranta corespunde valoric domeniilor admisibile in literatura de specialitate (2-6).
Aria in sectiunea medie va fi:
![]()
Efortul unitar in sectiunea medie este astfel determinat incat sa tina cont si de flambaj.
In planul de miscare:
![]()
unde: ![]()
|
|
Coeficientul de siguranta se determina astfel:
Prin aceste determinari rezulta o rezistenta buna a profilului de compresiune si flambaj urmand ca pe biela sa se efectueze probe in vederea obtinerii caracteristicilor de material propuse. Se va urmarii imbunatatirea acestora prin ecruisarea suprafetei exterioare si tratament termic de imbunatatire. Marca aliajului de aluminiu poate fi: ATC pentru turnare si AlSiCu2, 5 pentru matritare.
CALCULUL SUPAPELOR
Prin calculul supapelor se intelege dederminarea sectiunilor canalelor de scurgere a gazului prin organale supapei si conditiile de dimensionare a resoartelor supapei.
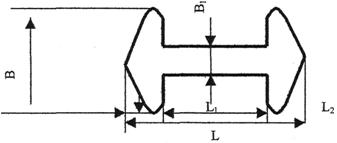
In schita urmatoare este reprezentata constructia supapei de distrubutie uzuala (folosita si in cazul nostru), folosita atat ca supapa de aspiratie (partea stanga) cat si ca supapa de refulare (partea dreapta) la aceeasi treapta de comprimare. In aceasta constructie resortul supapei este format dintr-un disc cu canale ambutisat, supapa contine si un disc de amortizare.
|
|
Supapele se dimensioneaza astfel incat, caderile de presiune sa fie minime, iar viteza de curgere a aerului sa fie in domeniul admisibil.
Problema esentiala consta in stabilirea tipului de supapa care sa asigure o abilitate acceptabila, tinand cont de turatia ridicata a compresorului si temperatura de evacuare ridicata la comprimare intr-o singura treapta la presiunea de circa 8 bari.
S-a constatat, comparand diferite tipuri de supape, ca in cazul turatiilor ridicate, circa 3000 rpm, ce utilizeaza curent supapele lamelare, iar cresterea fiabilitatii este determinata de modul de montaj si limitarea incovoierii lamelei.
In aceste conditii s-a proiectat o supapa lamelara cu prindere in doua placi de aliminiu, . Prin intermediul a doua stifturi. Intrarea aerului in supapa se face printr-un orificiu circular, dupa care directia de curgere este determinata de forma lamelei, iesirea efectuandu-se prin doua orificii cu o sectiune de circa 1, 5 ori mai mare decat cea de intrare.
Destinderile partiale ale aerului la trecerea prin supapa contribuie la scaderea temperaturii acestuia si implicit ale organelor cu care vine in contact. Se estimeaza caderi de temperatura de circa 100 - 200 C.
Dimensionarea canalelor.
Doi factori determina dimensiunile rationale ale canalelor supapei:
- socul la asezarea discului supapei pe scaun si in limitatorul de cursa respectiv;
- pierderile din diagrama indicata;
Ambii factori se urmaresc a se obtine la valori cat mai mici. Intre valorile acestor factori si viteza medie a pistonului pe cursa lui
exista o stransa legatura caracterizate prin viteza medie a
pistonului ![]() si sectiunea
si sectiunea
![]() , si cea din canalele suportului supapei, caracterizate
prin viteza medie a gazului
, si cea din canalele suportului supapei, caracterizate
prin viteza medie a gazului ![]() si in sectiunea
si in sectiunea![]() se calculeaza cu formula:
se calculeaza cu formula:
![]()
Calculul supapelor
Pentru determinarea dimensionata a supapelor apare ca necesitate determinarea ariei laterale necesare asigurarii unei viteze de curgere in limitele accesibile.
Pe baza ecuatiei de continuitate a curgerii rezulta:
![]()
unde:
ωm1= viteza aerului in sectiunea laterala a supapei;
ωmp= viteza medie a pistonului;
Ap= aria pistonului;
A1= aria laterala a supapei;
![]() ;
;
![]() ;
;
![]() m/s;
m/s;
![]() ;
;
ωml = 0, 000196 x 2, 86/0, 000113= 49, 6 m/s;
Diametrul de trecere al supapei a fost ales constructiv astfel incat sa poata intra in gabaritul cilindrului ambele supape, mentinand astfel un spatiu mort redus.
Sectiunea de intrare in supapa trebuie sa fie cel putin egala cu sectiunea laterala de trecere:
0, 000113 = π x d2 / rezultand: d = 12mm
Sectiunea de iesire din supapa este dimensionata incat sa asigure o destindere partiala:

A1= 0, 000158 m2
Marimea sectiunii de trecere pe parcursul evolutiei aerului prin supape asigura scaderea substantiala a temperaturii acestuia si o viteza de curgere in limitele admisibile.
Pentru determinarea scaderii de presiune pe supapa se calculeaza forta de presiune necesara asezarii lamelei pe scaun, deci forta de presiune necesara incovoierii lamelei, astfel incat sectiunea laterala de trecere sa fie cel putin egala cu sectiunea de intrare.
Inaltimea de incovoiere maxima a lamelei
F = 3 mm unde f= (p x l3)/(3EIz) din formula de incovoiere a unei arii lamelare.
p = forta de incovoiere;
l = lungimea lamelei;
Fq= b x h3/12= 1, 5 x 0, 023/12= 10-6cm3= 10-3mm3
E= 2, 1 x 106 daN/cm2
P= 3 x E x I2 x f/e3 unde I4=25 mm
P= (3 x 2, 1 x 106 x 0, 3 x 10-6)/2, 53= 0, 121 daN
Forta de presiune p = 0, 121 daN
Presiunea necesara determinarii fortei P
p= P/S unde :
S= suprafata activa
S= 3, 14 x d2/4= 3, 14 x 1, 22/4= 1, 13cm2
p= 0, 121/1, 13= 0, 1 daN/cm2= 0, 1 bari
Caderea de presiune pe supapa p= 0, 1 bari
Pe baza datelor prezentate se pot concluziona:
Aria de intrare- A1 = 1, 13 cm2; d012 mm;
Aria laterala A1= 1, 13 cm2;
Viteza medie prin supapa wm= 47 m/s
Caderea de presiune pe supapa p= 0, 1 bari;
Grosimea lamelei q= 0, 2 mm;
Lungimea activa a lamelei l= 25 mm.
DINAMICA COMPRESORULUI CU PISTON
Cinematica pistonului
Pistonul are o miscare de translatie intre doua puncte
extreme numite puncte sau pozitii moartre: punctul mort superior (PMS) si
punctul mort inferior (PMI). Distanta dintre cele doua puncte moarte
constituie cursa pistonului (c); deplasarea pistonului, ca si viteza si
acceleratia sa, depind de unghiul de rotatie al manivelei ![]() si de parametrul
si de parametrul ![]() care exprima
raportul dintre raza manivelei si lungimea bielei.
care exprima
raportul dintre raza manivelei si lungimea bielei.
Deplasarea pistonului se masoara
fata de punctul mort superior si se poate exprima in functie de
unghiul de rotatie al manivelei. Aceasta expresie a deplasarii
pistonului este data in functie de variabilele ![]() si
si ![]()
Deplasarea pistonului corespunzatoare
unei pozitii oarecare a manivelei, determinata de unghiul ![]() , se poate calcula cu
formula:
, se poate calcula cu
formula:
![]()
Tinand seama ca ![]() si
si ![]() sunt legate intre ele
prin raportul:
sunt legate intre ele
prin raportul:
![]()
Introducand in relatia
deplasarii pistonului raportul de mai sus se obtine expresia exacta
a ZB in functie numai de variabila independenta ![]() :
:
![]()
Deplasarea este o functie para, ceea ce reprezinta o
curba simetrica fata de punctul de coordonate ![]() . De aceea nu este necesar sa se calculeze deplasarea
pistonului decat in intervalul
. De aceea nu este necesar sa se calculeze deplasarea
pistonului decat in intervalul ![]() ; pentru cealalta jumatate de rotatie, valorile sunt egale, simetric fata de punctul de coordonate
; pentru cealalta jumatate de rotatie, valorile sunt egale, simetric fata de punctul de coordonate ![]() .
.
Viteza pistonului
Derivand functia ZB a deplasarii pistonului in raport cu timpul, se obtine expresia exacta a vitezei pistonului.
![]()
Rezulta ca viteza pistonului este o functie impara
simetrica fata de punctul de coordonate ![]() . De aceea nu este necesar sa se calculeze valorile
vitezei pistonului decat in intervalul
. De aceea nu este necesar sa se calculeze valorile
vitezei pistonului decat in intervalul ![]() ; pentru cealalta jumatate de rotatie, valorile
sunt egale simetric fata de punctul de coordonate
; pentru cealalta jumatate de rotatie, valorile
sunt egale simetric fata de punctul de coordonate ![]() , dar cu semn schimbat.
, dar cu semn schimbat.
Viteza pistonului se anuleaza in punctele moarte, iar intre cele doua puncte moarte are un maxim.
Viteza medie a pistonului
Viteza medie a pistonului reprezinta viteza uniforma cu care s-ar deplasa pistonul intre cele doua puncte moarte in timpul unei rotatii complete a butonului de manivela.
Aceasta viteza se poate afla cu urmatoarea relatie:
![]()
unde: c cursa pistonului;
n turatia [rot/min].
Acceleratia pistonului
Derivand functia vitezei pistonului in raport cu timpul se obtine relatia exacta a acceleratiei pistonului:
Acceleratia pistonului este o functie para, ce reprezinta
o curba simetrica fata de punctul de coordonate ![]() . De aceea nu este necesar sa se calculeze valorile
acceleratiei pistonului decat in intervalul
. De aceea nu este necesar sa se calculeze valorile
acceleratiei pistonului decat in intervalul ![]() ; pentru cealalta jumatate de rotatie valorile sunt
egale, simetric fata de punctul de coordonate
; pentru cealalta jumatate de rotatie valorile sunt
egale, simetric fata de punctul de coordonate ![]() .
.
Cinematica bielei
Deplasarea unghiulara a bielei
Deplasarea unghiulara a bielei reprezinta inclinarea fata
de axa verticala a cilindrului, unghiul ![]() si se poate
calcula cu relatia urmatoare:
si se poate
calcula cu relatia urmatoare:
![]()
Se observa ca deplasarea unghiulara este o functie
impara, care reprezinta o curba simetrica fata de
punctul de coordonate ![]() periodica, de perioada
periodica, de perioada ![]() , deci este suficient sa se determine valorile in
intervalul
, deci este suficient sa se determine valorile in
intervalul![]() .
.
Deplasarea unghiulara se anuleaza in punctele moarte si
este maxima cand ![]() sau
sau ![]() .
.
Viteza unghiulara a bielei
Aceasta viteza unghiulara a bielei se obtine derivand expresia deplasarii unghiulare in raport cu timpul si are relatia:
Se observa ca viteza unghiulara a bielei este o functie
para, periodica, de perioada ![]() , deci este suficient sa se determine valorile in
intervalul
, deci este suficient sa se determine valorile in
intervalul![]() .
.
Viteza unghiulara a bielei se anuleaza pentru ![]() si
si ![]() si este maxima
pentru
si este maxima
pentru ![]() si
si ![]() .
.
Acceleratia unghiulara a bielei
Acceleratia unghiulara a bielei se obtine derivand functia din expresia vitezei unghiulare a bielei in raport cu timpul si are expresia:
![]()
Se observa ca acceleratia unghiulara a bielei este
o functie impara, (deoarece ![]() ), periodica, de perioada
), periodica, de perioada ![]() .
.
Acceleratia unghiulara a bielei se anuleaza pentru ![]() si
si ![]() si este maxima
pentru.
si este maxima
pentru. ![]() si
si ![]() .
.
STUDIUL FORTELOR CARE ACTIONEAZA ASUPRA COMPRESORULUI
Analiza tututror fortelor si momentelor care sunt aplicate sau se dezvolta in mecanismul de miscare constituie obiectul calculului dinamic. Cunoasterea acestor forte si momente este necesara pentru calculul de rezistenta, calculul la vibratii al organelor compresorului, calculul volantului si studiul echilibrajului.
Organele compresorului sunt solicitate de forte datorite presiuni gazelor, fortelor de inertie, fortele de frecare, de momentul de rotatie, la capatul arborelui cotit si de fortele de greutate ale mecanismului biela-manivela care nu se ia in considerare deoarece sunt constante ca marime si directie si au valori mici in raport cu celelalte forte si pot fi neglijate.
La efectuarea acestor calcule se
considera un regim de functionare stabil al compresorului, cu turatie
si viteza unghiulara
Fortele de frecare
Fortele de frecare apar atat din miscarea de translatie cat si din miscarea de rotatie a mecanismului biela-manivela.
Forta de frecare din miscarea de translatie ![]() cuprinde fortele
de frecare ale pistoanelor si segmentilor fata de peretii
cilindrilor. Aceste forte sunt variabile ca marime, sunt dirijate in
sens contrar miscarii si se reduc la 0 in punctele moarte.
cuprinde fortele
de frecare ale pistoanelor si segmentilor fata de peretii
cilindrilor. Aceste forte sunt variabile ca marime, sunt dirijate in
sens contrar miscarii si se reduc la 0 in punctele moarte.
Valoarea medie a fortei![]() se poate determina cu relatia:
se poate determina cu relatia:
![]()
unde: - ![]() este puterea consumata
prin frecare [kW];
este puterea consumata
prin frecare [kW];
- c este cursa pistonului [m];
- n este turatia [rot/min]
![]() se poate calcula cu
ajutorul puterii indicate si al randamentului compresorului, presupunand ca
din puterea totala consumata de compresor pentru invingerea frecarii, 60-70% se consuma in mecanismul de translatie si se poate
calcula cu ajutorul formulei:
se poate calcula cu
ajutorul puterii indicate si al randamentului compresorului, presupunand ca
din puterea totala consumata de compresor pentru invingerea frecarii, 60-70% se consuma in mecanismul de translatie si se poate
calcula cu ajutorul formulei:
![]()
Forta de frecare din miscarea de rotatie ![]() cuprinde fortele
de frecare ale fusurilor arborelui cotit in cuzinetii lagarelor, fortele
de frecare dintre lagarul capului bielei si manetonul manivelei si
fortele de frecare ale boltului pistonului in lagare.
cuprinde fortele
de frecare ale fusurilor arborelui cotit in cuzinetii lagarelor, fortele
de frecare dintre lagarul capului bielei si manetonul manivelei si
fortele de frecare ale boltului pistonului in lagare.
Valoarea medie a fortei ![]() se poate determina cu
relatia:
se poate determina cu
relatia:
![]()
![]() se poate calcula cu
ajutorul puterii indicate si al randamentului compresorului, presupunand ca
din puterea totala consumata de compressor pentru invingerea frecarii, 30-40% se consuma pentru invingerea fortei
se poate calcula cu
ajutorul puterii indicate si al randamentului compresorului, presupunand ca
din puterea totala consumata de compressor pentru invingerea frecarii, 30-40% se consuma pentru invingerea fortei![]() si se poate calcula cu ajutorul formulei:
si se poate calcula cu ajutorul formulei:
![]()
Fortele produse de presiunea gazelor din cilindru
Presiunile gazului din cilindrul
compresorului se exercita asupra cilindrului si asupra pistonului, producand doua forte ![]() egale si de sens
contrar.
egale si de sens
contrar.
La compresoare in stadiul de proiectare variatia, volorilor fortelor de presiune a gazelor asupra suprafetelor active ale pistonului, se poate determina cu ajutorul diagramei reale simplificate.
Pentru a construi diagrama reala simplificata, este necesar a fi cunoscute ca date initiale: presiunile medii din conductele de aspiratie si de refulare, volumul cursei pistonului pentru treapta respectiva si spatiul mort.
Punctele diagramei reale simplificate sunt date presiunile ![]() si
si ![]() , de valorile exponentilor
, de valorile exponentilor ![]() politropici si de
volumele:
politropici si de
volumele: ![]() .
.
Pentru presiuni mari trebuie sa se tina seama de coeficientul de compresibilitate al gazului care urmeaza a fi comprimat.
|
|
Cu ajutorul diagramei indicate a treptei, sau al diagramei reale
simplificate se poate stabili si variatia fortelor![]() cu unghiul de rotatie a manivelei, luand in considerare si
solutia constructiva a masinii compresoare. Pentru o singura
treapta cu o singura fata activa a pistonului expresia
acestei forte este:
cu unghiul de rotatie a manivelei, luand in considerare si
solutia constructiva a masinii compresoare. Pentru o singura
treapta cu o singura fata activa a pistonului expresia
acestei forte este:
![]()
unde: - d diametrul pistonului;
- p presiunea variabila din cilindrul de comprimare;
-![]() presiunea medie din carterul compresorului (c. n. =
presiunea medie din carterul compresorului (c. n. =![]() )
)
Fortele de inertie
Pentru determinarea fortelor de inertie ale organelor mobile ale mecanismului de miscare a compresorului, este necesar sa se cunoasca acceleratiile si masele pieselor in miscare.
Masele cotului arborelui efectueaza o miscare de rotatie, deci fortele de inertie ale acestor mase sunt determinate de acceleratia
centripeta ![]() .
.
Biela efectueaza o miscare plan paralela complexa, care poate fi examinata ca rezultatul compunerii a doua miscari: o miscare de translatie identica cu a unui punct de referinta ales si o miscare de rotatie a bielei in jurul punctului de referinta. Pentru studiul efectelor fortelor de inertie ale bielei asupra intregului mecanism se determina fortele de inertie ale bielei, descompuse intr-un sistem echivalent format din doua mase concentrate.
Distributia reala a fortelor de inertie ale bielei
Considerand miscarea bielei ca rezultanta a unei translatii identice cu a piciorului bielei si o rotatie in jurul acestuia se dezvolta trei forte de inertie, aceste forte sunt:
miscarea de translatie a piciorului bielei (care are directia dupa axa verticala a cilindrului si sensul invers acceleratiei pistonului).
![]()
forte de inertie normala (centrifuge) din miscarea de rotatie fata de picior (care are directia bielei)
![]()
forta de inertie tangentiala (care are directia perpendiculara pe directia bielei)
![]()
unde:
x este distanta elementului de masa fata de punctul de sprijin al bielei in piston;
dx grosimea elementului;
![]() sectiunea bielei
la distanta x de punctul B;
sectiunea bielei
la distanta x de punctul B;
![]() densitatea
materialului bielei;
densitatea
materialului bielei;
![]() acceleratia
pistonului;
acceleratia
pistonului;
![]() viteza unghiulara
a bielei;
viteza unghiulara
a bielei;
![]() acceleratia
unghiulara a bielei.
acceleratia
unghiulara a bielei.
Toate aceste forte variaza in functie de unghiul de rotatie al manivelei. Solicitarea maxima a bielei la incovoiere datorita fortelor de inertie tangentiale se poate considera ca are loc pentru pozitia in care biela si manivela sunt perpendiculare.
Componeta tangentiala are efecte importante la turatii mari si cand biela are lungime mare, ea tinde sa incovoaie biela si produce vibratii transversale.
Fortele de inertie ale bielei descompuse in doua mase concentrate
Pentru calculul reactiunilor bielei asupra organelor cu care este articulata este necesara cunoasterea rezultanta fortelor de inertie a bielei.
Daca se raporteaza miscarea coplexa a bielei la centrul ei de greutate, fortele de inertie din miscarea de translatie se reduc la o forta de inertie datorita intregii mase a bielei, forta aplicata in centrul de greutate al bielei. Aceasta forta se poate calcula cu ajutorul urmatoarei relatii:
![]()
unde:
- ![]() acceleratia
centrului de greutate al bielei;
acceleratia
centrului de greutate al bielei;
- ![]() masa bielei.
masa bielei.
Fortele de inertie produse de miscarea bielei in jurul centrului ei de greutate se reduc la un cuplu situat in planul de deplasare, al carui moment are expresia:
![]()
Pentru ca sistemul inlocuitor de mase sa fie echivalent din punct de vedere dinamic cu biela, trebuie ca forta de inertie, rezultanta si momentul cuplului de inertie sa pastreze aceleasi valori, iar centrul de greutate sa ramana neschimbat, ceea ce duce la necesitatea respectarii urmatoarelor conditii:
suma celor doua mase concentrate sa fie egala cu masa totala a bielei;
centrul de greutate al sistemului format din cele doua mase concentrate sa coincida cu centrul de greutate al bielei;
momentul de inertie al celor doua mase concentrate fata de centrul de greutate sa fie identic cu momentul de inertie al bielei.
Fortele de inertie ale maselor in miscare de rotatie
Daca se presupune ca
viteza unghiulara a arborelui este ![]() .
.
Forta centrifuga a maselor in rotatie este
![]()
![]() - este masa totala
a partilor neechilibrate in rotatie, reduse la raza manivelei
- este masa totala
a partilor neechilibrate in rotatie, reduse la raza manivelei
Fortele de inertie ale maselor in miscarea de translatie
In miscarea de translatie se afla masele pistonului, boltului si masa bielei repartizata la piciorul bielei, iar in cazul mecanismului biela-manivela cu cap de cruce se adauga masele tijei pistonului si capului de cruce.
Forta de inertie a maselor in miscare de translatie se poate calcula cu relatia:
![]()
![]() - masa totala a pieselor aflate in miscare de
translatie.
- masa totala a pieselor aflate in miscare de
translatie.
CAPITOTUL 3
PROGRAM COMPRESOR
Prezentare generala
Pentru obtinerea datelor primare necesare proiectarii compresorului prototip, ale carui caracteristici au fost stabilite de tema prezentului proiect s-a elaborat un program de prelucrare automata a datelor in conformitate cu metodologia standard de proiectare a compresoarelor.
Pentru asigurarea unei generalitati suficient de larga, programul a fost elaborat pentru obtinerea datelor de proiectare in conditiile in care sa asigure intreaga gama de compresoare fabricate in mod curent in tara. Astfel el a fost elaborat in vederea obtinerii unui compresor in 4 trepte cu max. 4 cilindrii in stea, 6 cilindrii in linie 24 cilindrii in W cu 6 manetoane.
Datorita complexitatii problemei si a restrictiilor de multiplicare aparand astfel de destinatii, procedura obtinerii datelor primare necesare proiectarii a fost transpusa intr-un program automat de calcul, prin intermediul limbajului de programare Turbo Pascal.
Pentru faza de proiectare propusa prin tema, programul a fost rulat pentru un compresor cu 1 cilindru si o treapta de comprimare. Asa cum a fost prezentat la alineatul 1 programul este mult mai general, el putand fi rulat in functie de necesitati pentru o gama larga de comprimare in mai multe trepte.
Explicarea datelor de intrare
Datele cuprinse in instructiuni de tip DATA sunt pentru fiecare compresor in parte si se refera la caracteristicile constructive si functionale ale acestora.
Prima instructiune de tip DATA cuprinde urmatoarele:
RC- raza de manivela in cm;
Pl= 3, 174;
ALAM raportul dintre raza de manivela si lungimea bielei;
CMB- coeficientul de repartizare a maselor pentru biela 0, 750;
NTR- numarul de trepte al compresorului;
ALB- latimea bielei cm;
DMAN- diametrul manetonului;
CSI- coeficientul pentru determinarea coeficientului de uzura K
CSI= 1, 042;
NN- turatia rot/min;
EPS- raportul dintre volumul spatiului mort si cilindrii;
DC diametrul cilindrului ( matricea de 4 pentru numarul maxim de trepte 4);
AMB- masa bielei kg;
AMGP- masa grupului piston kg;
CC- coeficientul politropic al comprimarii;
CD- coeficientul politropic al destinderii;
PA- presiunea din cilindru la finele aspiratiei ( absoluta);
PR- presiunea de refulare;
TE temperatura aerului in cilindru la finele aspiratiei;
Cea de-a doua instructiune de tip DATA cuprinde:
NPSA- pasul de calcul ( rotatie arbore coti) grade RAC
NPSA>10 RAC ( 10, 20, 30, 40, 50, 60. . );
NRM- numarul de manetoane;
NDM- unghiul dintre manetoane;
MDC- unghiul dintre cilindrii;
Cea de-a treia instructiune de tip DATA cuprinde matricea de 34 elemente care pozitioneaza treptele si cilindrii pe arborele cotit.
Explicarea datelor de iesire
Prima pagina de rezultate cuprinde valorile volumului presiunii si temperaturii aerului comprimat in functie de pasul de calcul pentru o rotatie completa a arborelui cotit.
Volumul cm3;
Presiunea- valoarea absoluta
Temperatura oK;
Cea de-a doua pagina cuprinde valoarea unghiurilor α, β, γ unde:
α unghiul de rotatie al arborelui cotit
β unghiul dintre biela si axa verticala
γ unghiul dintre manivela si axa vertivala.
Cea de-a treia pagina cuprinde urmatoarele:
ALFA- unghiul de rotatie al arborelui cotit;
FPRES- forta de presiune daN;
FINERTIE- forta de inertie a maselor in miscarea de translatie,
FORTA F1- rezultanta dintre FPRES si FINERTIE;
FNORMAL- forta care aplica pistonului pe cili8ndru (forta normala); Forta B- forta in lungimea bielei;
FTANG- forta tangentiala care genereaza momentul rezistentei;
MOMENT- momentul rezultat pentru cilindru respectiv;
REZ MAN- rezultanta care solicita fusul maneton( diagrama polara a fusului maneton);
BMAX, BMED- valorile maxime si medii ale fortei B;
PRB MAX, PSB MED- valorile maxime si medii ale presiunii specifice determinate de forta B;
PSR MAX, PSR MED- valorile maxime si medii ale presiunii specifice determinate de forta R( presiunea specifica reala);
RUZURA- coeficient de uzura.
Cea de-a patra pagina cuprinde incarcatura fusului maneton sub forma calitativa pentru a se pozitiona corect gaurile de ungere in cazul utilizarii ungerii sub presiune( diagrama de uzura a fusului maneton).
Cea de-a cincea pagina cuprinde valorile momentelor rezistente pentru fiecare fus maneton in parte si el pentru intregul arbore cotit precum si valoarea medie a acestuia. Mai este afisata puterea medie consumata pe ciclul termic care corecta cu randamentul mecanic estimat poate oferi o valoare foarte apropiata de valoarea reala a consumului de putere a compresorului si implicit se poate dimensiona motorul electric sau termic de antrenare.
Programul cuprinde mai multe pagini in cazul existentei mai multor trepte de comprimare(4 pagini pentru fiecare treapta) si pagina finala cu valorile momentelor si a puterii.
Formulele de calcul utilizate au fost:
Debitul compresprului
![]() ;
;
Volumul total al compresorului:
![]() ;
;
Temperatura:
 ;
;
Presiunea in cilindru:
 ;
;
Viteza unghiularaa:
![]() ;
;
Forta de inertie a bielei in rotatie:
![]() ;
;
Forta de inertie a maselor aflate in miscare:
![]() ;
;
Forta de presiune a gazelor
![]() ;
;
Forta de inertie:
![]() ;
;
Forta rezultanta in piciorul bielei:
![]() ;
;
Forta in lungul bielei:
![]() ;
;
Forta care aplica pistonul pe cilindru:
![]() ;
;
Forta in lungul manivelei:
![]() ;
;
Forta tangentiala:
![]() ;
;
Momentul rezistent al compresorului:
![]() ;
;
Energia cinetica a volantului:
![]() ;
;
Momentul de inertie al volantului:
![]() ;
;
Puterea efectiva de antrenare a compresorului:
![]() ;
;
Puterea necesara pentru antrenarea compresorului:
![]()
Presiunea maxima pe fusul maneton:
![]() ;
;
Coeficientul de uzura Kuzura:
![]()
![]() ;
;
![]() ;
;
![]()
![]()
![]()
unde
d diametrul pistonului [mm];
s cursa pistonului [mm];
n turatia [rot/min];
![]() - coeficient de
umplere al cilindrului;
- coeficient de
umplere al cilindrului;
![]() - coeficient politropic al comprimarii;
- coeficient politropic al comprimarii;
![]() - coeficient
politropic al destinderii;
- coeficient
politropic al destinderii;
![]() - temperatura de
aspiratie ;
- temperatura de
aspiratie ;
![]() - presiunea din
cilindru la finele refularii [
- presiunea din
cilindru la finele refularii [
![]() - viteza medie
periferica [m/s];
- viteza medie
periferica [m/s];
![]() - diametrul fusului
maneton [mm];
- diametrul fusului
maneton [mm];
![]() - lungimea fusului;
- lungimea fusului;
![]() - gradul de
iregularitate al turatiei arborelui;
- gradul de
iregularitate al turatiei arborelui;
g acceleratia gravitationala;
![]() - diametrul volantului
[mm];
- diametrul volantului
[mm];
![]() - greutatea masei
distribuite la diametru[kg/m
- greutatea masei
distribuite la diametru[kg/m![]() ];
];
![]() - randamentul mecanic;
- randamentul mecanic;
r - raza manivelei [mm];
l - lungimea bielei [mm];
![]() - latimea bielei
[mm];
- latimea bielei
[mm];
p presiunea din cilindru [
![]() - presiunea din carter
[
- presiunea din carter
[
![]() -unghiul curent de
rotatie.
-unghiul curent de
rotatie.
PROGRAMARE COMPRESOR 24
Compresor in 4 trepte cu 24 de cilindrii dispusi in W cu 6 manetoane (4 cilindrii in stea si 6 cilindrii in linie).
Declaratii generale:
Type
Sir4;array[1. . 4] of real
Var
Vx, tx, px, fu1, zb1, b1, t1, am1 arraz[1. . 4, 1. . 73] of real
Amr arraz[1. . 7, 1. . 73]
Fp, fa, f1, m1, maft, rgf, delt. ram arraz[1. . 73] of real
V arraz[1. . 97] of real
Nv,
Cost
Rc:real=4;alam:real=16;
Cmb: real=67;
Nrt:integer=2;alb:real-2. 5;dman:real=5. 5;
Csi:real=1. 042;nn:integer=1460;eps:sir4-(002, 005, 00);
Alc:sir4=(16, 11, 8, 00);
Amb:sir4=1. 80, 1. 30, 00;
Amgp:sir4=(2. 5, 2. 5, 00);
Cc:sir4=(1. 3, 1. 32, 00);
Cd:sir4=(1. 25, 1. 2, 00);
Pr:sir4=(3. 68, 15. 2, 00);
Pd:sir4=0. 90, 3. 5, 00);
Te:sir4=(310, 335, 00);
Npas:integer=10;
Ntm:integer=1;
Mdm:integer=0;
Ncm:arraz[1. . 6, 1. . 4] of real=((1, 0, 0, 0, 0, 0), (z, 0, 0, 0, 0, 0), (1, 0, 0, 0, 0, 0), (0, 0, 0, 0, 0, 0));
[functii]
function power(a:real, p:integer:real);
Realizeaza ridicarea la puterr:fx9x;
Var
I:integer;
Alfa real
Begin
Alfa=1;
For I=1 to p do
Alfa= alfa*a;
Power=alfa;
End;
PROCEDURA CALCVE
Procedura calculeaza volumul, temperaturile si presiunilse in functie de unghiul de rotatie al arborelui coti.
Var
Coc, cod, vrm, vo, alfa, real;
Pc, tb, vt, real;
Ins, inc, I:imteger;
Begin
Coc:=(cc[ind]-1)/cc[ind];
Cod:=(cd[
Vrm:=pi*sqr(dc[
Vo:=eps[
For I:=1 to nd do
Begin
Alfa:=malf[I]*pi/180;
Vx[imd, I]:=vo+pi*sqr(cd[ind]/rc*(1- cos(alfa)+1-sqrt(1-sqr(alam) *sin(alfa)/alam/4;
End;
Ins:=180/npas+1;
Vt:=vx[
Inc:=0;
Ins:=ins+1;
For I:=ins 1to nv do
Pc:=pa[ind]*power(px[ind, I]/pa[ind], coc);
End;
Else begin
Px[
Tx[ind, I]:=te[ind]*power(px[ind, I]/pa[nd], coc);
Inc:= I+1;
I:=nv+1;
End;
If inc<=0then
For I:=inc to nv do
Begin
Px[
Fx[ind, I]:=te[ind]*power(pr[ind]/pa[ind], coc);
End;
Ins:=ins-1;
Inc:=0;
Fb:tx[
For I:=1 to ins do
Begin
Pc:=pr[ind]*power(vo/vx[ind, I], cd[ind, I);
If pc<pa[
Begin
Px[
Fx[ind, I]:=tb*power(pa[ind]/pr[ind], cod);
Inc:=i+1;
I:=ins+1;
End
Else
Begin
Px[
Fx[ind, I]:=tb*power(px[ind, I]/pr[ind], cod);
End;
If inc<>0 then
For I:=inc to ins do
Begin
Px[
Fx[ind, I]:=tp*power(pa[ind]/pr[ind], cod);
End;
PROCEDURE CALC fm:
Pocedura calculeaza fortele din mecanismul biela-manivela, momentele in functie de unghiul alfa; presiunile specifice pe fusul maneton PSMAX, PSMIN.
VAR
FUR, FRB, TG, RMED, RMAX, BMED, BMAX, SUIA, COSA, cosb, cosz, tgb, atant, slf, gam, sind, cosd, tand, attend, malfa, malfaz, psbx, axub, psrd, psrx, axur:real;
I:integer;
Begin
Tur:=p1*nn/30;
Frb:=-((mb*amb[
Fg:=-(amgp[ind]+[1+cmb])*amb[ind]*rc*srq(tur)/981;
Rmed:=0;
rmax:=0;
rmed:=0;
bmed:=0;
bmax:=0;
for I:=1 to nn do
begin
alf:= malf[1]*pi/180;
siua:=siua[alf];
cosa:=cos[alf];
simb:=sqrt(1-srq[simb]);
tgb:=simb/cosb;
slf:=atant[tgb]*180/pi;
fp[1]:=(px[ind, i]-1*dc[[ind]*dc[ind]*pi/4;
fa:=fg*(cosa+cos2*alf)*alam;
fi[I]:=fp[I]+fa[I];
zb[
fui[
bi[
f1[
am1[
rm1[I]:=-sqrt(sqr(erb)+b1[ind, I]+2*frb*b1[ind, I]*cosz;
gam:=alf+atant;
sind:=sin(gam)*b[ind, I]+sqr(frb)+sqr(rm1[I]/2*abs(frb)*rm1[I];
if cos:=0 then tand:=1E20
else tand:=simd/cosd:
atand:=atam(tand);
alclt[I]:=atand*180/pi;
if(sind>=0. And. (cosd<0). or. (sind<0)and. (asd<0)
then delt[I]:=180+delt[I]
else if. (sind<0)and. (cosd>=0) then delt[I]:=delt[I]+180;
if delt[I] >360 then delt[I]:=delt[I]-360;
rmed:==rmed:=bmed+b1[
if abs(rmax) <abs(rm1[I];
begin
rmax:=rm1[I];
malfa1:=malf[I];
end;
if abs(bmax) <=abs(b1[
begin
bmax:=b2[
malfa2:=malf[I];
end;
end;
PROCEDURE INTREG
Procedura pregateste datele de intrare pentru procedura GRAF; pozitioneaza forta RM pe directia reala de actiune.
Var
Nc, I, j:integer;
Nmax, nmin:real;
Begin
Nc:=nv-1;
Nmax:=npas/2;
Nmin:=360-nmax;
Ram[I]:=0;
For I:=1 to nc do
Begin
Ifnot(delt[in]<nmin). and. (delt[I]>=nmax))thenram[1]:=ram[1]+rm1[I];end;
Ram[73]:=ram[1];
Fori:=2 to nc do begin
If not(delt[in]<nmin). and. (delt[I]>nmax)) then ram[1]:=ram[1]+rm[I];end;
End;
End;
End;
PROCEDURE GRAF
Procedura GRAF determina calitativ fortele care incarca fusul maneton.
Var
I, j, nv2, il, i2, i3, j1 integer;
Div, s, amx, amin:real;
Begin
J:60 div npas;
Nv1:=nv+2xj;
For I:=1 to j do
Begin
I1:=nv-j-1+I;
I2:=nv+j+I;
I3:=I+1;
V[i2]:=rum[i3];
V[i1]:=rum[i1];
End
Nv2:=j+nv;
J1:=j+1;
For I:=j1 to nv2 do
Begin
I1:=I-j1+1;
V[I]:=rum[i1];
End;
I1:=2*j+1;
S:=0;
For I:=I to i1 do
S:=s+v[I];
Rgf[1]:=s;
Rgf[nv]:=s;
J1:=nv-1;
For I:=2 to j1 do
Begin
Rgf[I]:=rgf[I]*npas/(2*60+npas);
Amx:=rgf[1];
Amn:=rgf[1];
Md2:=0;
Ind1:=0;
End;
For I:=1 to nv do
Begin
If rgf[1]>=amx then
Begin
Amx:=rgf[I];
Ind1:=I;
End;
If rgf[I]<=amn then
Begin
Amn:=rgf[I];
Ind:=I;
End;
End;
End;
PROCEDURE CALCUL
Procedura realizeaza calculul general pentru o treapta: presiune, temperatura, volum, forte si momente.
FOR I:=1 TO NRM DO
Begin
K:=1;
For:=1 to nv do
Begin
Amr[i7]:=am1[
K:=k+1;
Whilw ncm[I, k]<>0 do
Begin
Mc:=(k-1)*mc;
For j:=1 to nv do
Begin
J1:=j+mc;
If j1>nvc then
J1:=j1-nvc;
Amr[I, j]:amr[I, j]+am1[
End;
End;
End;
For j:=1 to nv do
Begin
Amr[nrmc, j]:=amr[1, j];
If nrm<>1 then
Mm:=mm*(k-1);
For j:=1 to nv do
Begin
J1:=j+mm
Ifthen
J1:=j1:=j1-nvc;
Amr:=nrmc[j]:=amr[nrmc, j]+amr[k, j1];
End;
End
Var I:=integer;
Begin
Nv:=360/npas+1;
For I:=1 to nv do
Malf[I]:=[I-1]*npas;
For
Calcve;
For I:=1 to nv do;
Calcfm
Integer
Write1n;
For I:=1 to nv do;
Write1n(maIfs, ramils, rgfiIs);
Writeln;
Writeln(amn, malfiind2s, amx, malfiind1s);
End;
End;
PROCEDURE MOMAN
Procedura insumeaza momentele fiecarui cilindru si fiecarui maneton, rezultand momentul la arbore, determina momentul mediu determina puterea consumata pe ciclul termic.
Var nvc,
Prw, pnc, amed:real;
Begin
Mc:=mcd/npas;
Nvc:=nv-1;
Nrmc:=nrm+1;
Mm:=mdm/npas;
Writeln(MOMENTUL REZULTANT PE MANETON SI ARBORE);
WRITELN;
Begin
Amed:=amed+amed+amr[nrmc, I];
Amed:=amed/nvc;
Write(MOMENTUL MEDIU=;AMED);
PNW:=ABS(AMED)*NN/95500;
PNC:=1. 36*PNW;
WRITELN(PUTERE [KW]=, PNW;PUTERE[CP]=;PNC);
END;
* PROGRAMUL PRINCIPAL *
BEGIN
NN:=700;
WHILE(NN<1500)DO BEGIN
CALCUL;
Noman;
NN:=NN+100
END;
END;
CAPITOLUL 4
CALCULUL ECONOMIC
Estimarea pretului de cost al produsului.
Pretul de cost al produsului se va estima tinand cont de preturile de livrare ale diferitelor subansamble de la terti furnizori si de estimarea subansamlelor executate in cadrul societatii comerciale producatoare.
Preturile practicate la ora actuala pe piata interna depind de cantitatile contractate, existand diferente de circa 5 % in functie de aceasta.
Principalele subansamble executate la terti furnizori sunt urmatoarele:
recipientul de aer;
motorul electric;
aparatele de masura si reglare a presiunii;
aparatura electrica.
Estimarea preturilor subansamblelor de la terti furnizori
Recipientul de aer a fost estimat de catre producatorul acestuia S. C. C. P. M. S. A. Bucuresti la circa 2. 600. 000. lei pentru prototip si la circa 1. 600. 000. lei pentru o productie de serie de 200 bucati pe luna.
Motorul electric este contractat pentru faza de prototip la 1. 400. 000. lei si se estimeaza la 1. 250. 000. lei pentru serie.
Aparatele de masura si
reglare a presiunii sunt contractate de la diversi producatori din
regulator de presiune DN 6, producator S. C. Mecanica Bistrita S. A. la un peret actual de livrare de 370. 000 lei;
supapa de sens DN 6, producator S. C. Mecanica Bistrita S. A. la un pret actual de livrare de 320. 000lei;
manometru axial ![]() 50, 0-12
50, 0-12
fitinguri, conducte pret estimativ comparativ cu produsul ECR 350 la 200. 000 lei.
Aparatura electrica compusa din:
presostat monofazat, producator S. C. Mecanica Fina S. A. Bucuresti la un pret actual de livrare de 570. 000 lei;
cabluri electrice, stecher etc. 400. 000 lei.
Costul total al subansamblelor provenite de la terti furnizori este:
Prototip - ![]() = 2. 600. 000 +
1. 400. 000 + 370. 000 + 320. 000 + 150. 000 + 570. 000 + 400. 000 + 200. 000 = 6. 010. 000
lei
= 2. 600. 000 +
1. 400. 000 + 370. 000 + 320. 000 + 150. 000 + 570. 000 + 400. 000 + 200. 000 = 6. 010. 000
lei
Serie 200buc. -
![]() = 1. 600. 000 +1. 250. 000
+ 370. 000 + 320. 000 + 150. 000 + 570. 000 + 400. 000 + 200. 000 = 4. 860. 000 lei
= 1. 600. 000 +1. 250. 000
+ 370. 000 + 320. 000 + 150. 000 + 570. 000 + 400. 000 + 200. 000 = 4. 860. 000 lei
Deci: prototip![]() = 6. 010. 000 lei;
= 6. 010. 000 lei;
Serie 200 ![]() = 4. 860. 000 lei.
= 4. 860. 000 lei.
Estimarea pretului de cost al compresorului
Pretul de cost al compresorului propriu-zis se estimeaza prin comparatie cu produse similare existente pe piata.
Subansamblele principale ale compresorului sunt urmatoarele:
carter - turnare la pamant = 370. 000 lei;
- turnare in cochila = 320. 000 lei;
- turnare sub persiune = 300. 000 lei; cilindru - turnare la pamant = 350. 000 lei;
- turnare in cochila = 310. 000 lei;
- turnare sub persiune = 260. 000 lei;
chiulasa - turnare la pamant = 240. 000 lei;
- turnare in cochila = 210. 000 lei;
- turnare sub persiune = 180. 000 lei;
biela - matritata 120. 000 lei/10. 000 buc. ;
- turnata 140. 000 lei/ 10. 000 buc. ;
pistonul (cu segmenti si bolt) - 160. 000 lei/prototip;
- 90. 000 lei/10. 000 buc. ;
arborele cotit - fonta - 270. 000 lei;
- otel de cementare - 390. 000 lei;
supape - turnare la pamant = 430. 000 lei;
- turnare in cochila = 370. 000 lei;
- turnare sub persiune = 320. 000 lei;
Pretul total estimat pentru prototip corespunde turnarii la pamant si va fi:
Ct = 370. 000 + 350. 000 + 240. 000 + 140. 000 + 160. 000 + 390. 000 + 430. 000 = 2. 080. 000 lei.
Pretul corespunzator produsului de serie este mult diminuat fata de pretul prototipului, mai ales datorita tehnologiilor superioare metelurgice care elimina o parte insemnata din operatiile de prelucrare mecanica.
Ct = 300. 000 + 250. 000 + 180. 000 + 120. 000 + 90. 000 + 270. 000 + 320. 000 = 1. 540. 000 lei.
Manopera de montaj general poate fi estimata la circa 400. 000 lei/ buc. la serie si la 1. 200. 000 lei pentru prototip.
Pretul total la nivelul societatii comerciale va fi :
Prototip = 3. 280. 000 lei;
Serie = 1. 940. 000 lei.
Pretul de fabricatie la nivel de montaj general se face pe baza compararii cu valorile de pret practicate in prezent pentru complexitate si gabarit al produselor similare: ECR 350
montaj general, proba, rodaj = 560. 000 lei;
acoperiri prin vopsire = 80. 000 lei;
ambalare = 40. 000 lei;
Total = 680. 000 lei
Costul total al produsului:
Prototip = 6. 010. 000 + 3. 280. 000 + 680. 000 = 9. 970. 000 lei;
Serie = 4. 860. 000 + 1. 940. 000 + 680. 000 = 7. 480. 000 lei.
Cheltuielile indirecte ale intreprinderii
Regia
intreprinderii:
Cheltuieli cu regia intreprinderii:
![]() ;
;
Prototip: ![]() lei;
lei;
Serie: ![]() lei.
lei.
Costul de intreprindere:
Prototip: ![]() = 9. 970. 000 + 1. 246. 500 = 11. 216. 500 lei;
= 9. 970. 000 + 1. 246. 500 = 11. 216. 500 lei;
Serie: ![]() = 7. 480. 000 + 993. 000 = 8. 473. 000.
= 7. 480. 000 + 993. 000 = 8. 473. 000.
Cheltuielei de desfacere:
Procentul aferent desfacerii este de circa: 1, 5 %.
Cheltuielile aferente vor fi:
Prototip: ![]() lei;
lei;
Serie: ![]() lei.
lei.
Costul total comercial al produsului:
Prototip: ![]() lei;
lei;
Serie: ![]() lei.
lei.
Determinare pretului produsului
Pretul produsului este determinat dupa estimarea beneficiului:
![]()
unde: ![]() - costul comercial
- costul comercial
![]() - beneficiul
- beneficiul ![]()
se estimeaza: ![]() = 30;
= 30;
prototip: b = 11. 384. 933 x 30/100 = 341. 549 lei;
serie: b = 8. 600. 124 x 30/100 = 258. 000 lei.
Pretul produsului va fi:
Pentru prototip: 11. 726. 542 lei;
Pentru serie: 8. 858. 124 lei.
Determinarea pretului de piata al produsului
Pretul de desfacere efectiva prin reprezentanta comerciala poate oscila intre 0 si 30 % peste pretul produsului.
Pretul minim de cumparare cu adaos comercial de 0% este:
prototip 11. 726. 542 lei;
serie 8. 858. 124 lei
Pretul maxim de cumparare cu adaos de maxim 30% este:
prototip 15. 244. 504 lei;
serie 11. 515. 561 lei.
Analiza pretului estimat fata de pretul unor produse similare
de pe piata vest-europeana
Pretul produselor similare al unor firme straine producatoare de electrocompresoare mici pe recipienti este urmatorul:
- firma KAESAR(
- firma PREBENA (
- firma ATLAS COPCO 500;
- firma FINI(Italia) 280.
Cursul de revenire pentru pretul de vanzare prin agent comercial cu adaos de 5%:13. 240. 200 lei la paritatea de 40. 500 lei = 1 va fi: 325
Aceasta valoare a pretului pe piata externa face ca produsul sa fie competitiv pe pietele de desfacere vest-europene, dar si pe piatta internaa.
CAPITOLUL 5
MANAGEMENTUL SOCIETATII PRODUCATOARE
Managementul este o stiinta multi disciplinara si in oarecare masura si o arta daca ne raportam la calitatile managerului sau la aceeasi forma de expresie leader sheep.
Henri Fayol inginer de mine defineste pentru prima data functia managementului publicand in 1916 cartea Administration Industrielle Generale (Administrarea generala a intreprinderii industriale) . In aceasta carte el defineste activitatile industriale desfasurate intr-o interprindere ce se pot diviza in urmatoarele grupe precizand astfel functile unei intreprinderi a prevedea, a organiza, a comanda, a comunica, a controla functiuni care sunt perfect valabile astazi si care formeaza bazele fundamentale ale managementului.
Intreprinderea :domeniile:
Tehnic Comercial Financiar Contabil De securitate
Management
![]()
A prevedea A organiza A comanda A coordona A controla
A prevedea in conceptul lui Fayol inseamna a nu mai desfasura activitati de la o zi la alta, a te raporta intotdeauna la viitor.
Prin organizare Fayol a inteles pe de o parte a fundamenta niste principii care sa dea posibilitatea desfasurarii activitatii astfel incat sa se realizeze ceea ce s-a prevazut, defineste astfel 14 principii din care majoritatea au aplicabilitate si astazi in sistemul de organizare a unei intreprinderi.
Conceptul de management a aparut pentru prima data in 1911, odata cu publicarea Principles of Scientific Management a lui F. W Taylor, apare aceea explozie a interesului pentru management ca practica, activitate si este considerat tot o data ca punct de inceput in recunoasterea managementului ca domeniu de informare si instruire scolastica.
In lucrarea sa F. W. Taylor arata ca in esenta sistemul managementului stiintific inplica o revolutie completa a stari de spirit a muncitorilor si in acelasi timp o revolutie a stari de spirit a celor care sunt de partea conducerii. De asemenea Taylor arata ca la baza managementului stiintific trebuie sa stea urmatoarele principii fundamentale:
studiul tuturor cunostintelor traditionale, inregistrarea , clasificarea lor si transformarea acestor cunostinte in legi stiintifice;
selectia stiintifica a muncitorilor si perfectionarea calitatilor si cunostintelor lor ;
punerea in aplicare a studiului muncii de catre muncitori stiintific antrenati
repartizarea aproape egala a munci executate in intreprindere intre muncitori si manageri;
realizarea cooperarii intre oameni, in locul individualismului haotic.
Desigur ca notiunea si conceptul conduceri sistematice a organizatiilor nu a aparut la un moment in timp. Principala forta care a stimulat interesul pentru management a fost revolutia industriala, care a inceput in Anglia. Dar ideea ca managementul prin el insusi poate sa contribuie la performanta oganizatiei apare in America.
Evolutia managementului pe plan mondial
In evolutia si dezvoltare stiintei managementului au aparut o serie de curente care pot fi grupate dupa pricipiile si modalitatile de gandire in legatura cu eficentizarea activitatii intreprinderii in urmatoarele scoli de baza: clasica, sociologica, cantitativa, sistematica si contextuala.
Multe din ideile lui Taylor, cum ar fi folosirea unor metode stintiifice de organizare, selectia stintiifica a personalului, ridicarea calificarii, necesitatea constituirii unor compartimente specializate etc. isi mentin valabilitatea si azi.
Taylor ramane fondatorul managemantului organizatiei mai ales prin studiile efectuate asupra organizarii muncii la nivelul atelierelor.
Intre reprezentantii scolii clasice se numara si o serie de discipoli ai lui Taylor, intre care amintim: G. Barth, Henry L. Gantt, Frank si Lillian Gilbreth si Edward A. Filene.
Ideile lui Taylor au fost dezvoltate de catre sotii Frank si Lilian Gilbret prin studiul aprofundat al miscarilor si timpilor proprii diferitelor activitati. Astfel, ei au studiat activitatea de punere a caramizilor de catre zidari, reusind sa propuna masuri care au dus la dublarea productivitatii muncii.
Managementul in Romania
Stiinta progreseaza cel mai mult, mai mult decat poate prelua tehnica si productia.
Tehnica devanseaza dezvoltarea productiei. In aceste conditii raportul devine: dezvoltarea stiintei > dezvoltarea tehnicii> dezvoltarea productiei.
Management dinamic: conceptia dinamica se bazeaza pe prospectarea viitorului pe studii si previziuni de lunga durata, in care prezentul devine tot mai mult un loc de a pregati viitorul
Management previzional: in cadru acestuia o importanta deosebita o are elaborarea strategiilor de dezvoltare a firmelor, materializate in planuri pe termen lung sau mediu.
Managementul modern reprezinta, asadar, sinteza dintre stiinta practica si arta. In acelasi, timp, managementul este si o stare de spirit, reflectata de un anume fel de a vedea, a dori, a cauta si a accepta noul.
In Romania au existat preocupari sporadice in cea ce priveste aplicarea elementelor stiintifice in practica activitatilor de baza inca inaite de primul razboi mondial preocuparile erau sporadice pentru ca economia era in devenire, firmele erau mici din punct de vedere dimensonal, iar elementele stintifice erau importate odata cu aducerea de capital din exterior.
Performanta functiei manageriale este necesara pentru ca organizatia sa se dezvolte, sa functioneze. Practica managementului este la fel de veche ca si organizatiile, ceea ce inseamna intr-adevar o vechime deosebita , practic inceputa o data cu organizarea vietii sociale a comunitatilor umane.
Productivitatea intr-o societate moderna industrializata are cel putin sase resurse binecunoscute: munca, capitalul, tehnologia, materiile prime, pietele, ideile manageriale, energia si indemanarea. Cea de-a saptea resursa, deobicei ignorata in trecut dar din ce in ce mai recunoscuta in prezent ca fiind implicita cat si importanta este cultura corporatiei, incluzand zona valorilor si etica organizationala. Aceasta cea de-a saptea resursa contureaza, directioneaza si impulsioneaza celelalte sase resurse.
Organizatiile cu o cultura puternica inspira adesea angajatilor lor loialitate.
Managementul modern este conceput astfel ca o activitate dinamica in continua schimbare aceasta fiind ceruta in primul rind de dinamismul mediului extern care impune managementului un caracter de adaptare rapida si eficienta la noile conditii.
In conceptul de sistem, managementul pe proiecte este format din mai multe susisteme si anume:
Organizarea structurala
Organizarea structurala este axata pe specializare si cunoaste diferite forme cum ar fi:
pe functiuni (cu individualizarea functiunilor prin compartimente)
pe produs
pe zona geografica
prin divizii (structuri divizionale)
organizare matriciala
In toate tipurile de organizare se mentin compartimentele functionale cum ar fi tehnic, productie, resurse umane, financiar-contabil ce apar distincte de functiunea productiei, compatrimentele operationale care cuprind in ele activitati legate de marketing, resurse umane, economic, operativ, productiv.
Managementul strategic este un sistem de: prevedere organizare control realizat prin: informatie decizie actiune.
A fundamenta in conceptul de sistem managementul strategic inseamna a avea in vedere urmatorul algoritm: orice intrprindere, organizatie economica are o misiune; aceasta misiune este dusa la indeplinire printr-o serie de obiective; fiecare obiectiv este indeplinit prin strategii; fiecare strategie la randul ei se materializeaza in planuri; fiecare plan se implementeaza prin proiecte.
Rezultatele obtinute prin actionare permit prin feedback pe de o parte confirmarea sau infirmarea implementarii, confirmarea sau infirmarea a planului si a strategiei alese. Acest feedback este controlul activitatii prin care se evalueaza strategia aleasa si in functie de rezultat, rezultat conditionat in mare masura de mediul extern, se mentine strategia sau se muta pe o alta prognoza considerata optima in functie de noile conditii
Dupa terminarea calculelor s-a constatat ca activitatea societatii producatoare a agregatului compresor de face tema acestui proiect este bine organizata deoarece cu o tehnologie mai veche a reusit sa scoata pe piata un produs competitiv atat din punct de vedere al fiabilitatii cat si din punct de vedere al pretului de cost.
Pentru crestere mai mare a competitivitatii produsului pe pietele externe se propune retehnologizarea liniilor de fabricatie in sensul cresterii productivitatii muncii mai ales in sectiile metalurgice si de montaj. De se impune reducerea regiilor de sectie si intreprindere la niveluri de sub 100% pentru sectii si sub 10% pentru intrprindere.
Implicatiile pe care le-ar avea investitiile in sensul retehnologizarii liniilor de montaj, precum si in sectiile cu profil metalurgic ar avea efecte benefice asupra gradului de pregatire profesionala al salariatilor si al impactului asupra mediului.
De asemenea aceasta ar permite intrarea in fabricatie a noi produse cu cheltuieli reduse si de o complexitate sporita la preturi ce le-ar putea impune mult mai bine pe piata externa.
Lansarea in fabricatie a unei familii care sa cuprinda multe subansamble comune ar largi sfera de productie si ar reduce costurile.
Tehnologiile actuale de turnare sub presiune ofera avantaje majore atat din punct de vedere al costurilor cat si al aspectului estetic deosebit.
CAPITOLUL 6
NORME DE PROTECTIE A MUNCII
Sistemul national de norme privind asigurarea securitatii si sanatatii in munca este compus din
Normele generale de protectia muncii, care cuprind prevederi de securitate si medicina a muncii general valabile pentru orice activitate;
Normele specifice de securitate a muncii care cuprind prevederi de securitate a muncii valabile pentru anumite activitati sau grupe de activitati caracterizate prin riscuri similare.
Normele specifice de securitate a muncii sunt reglementari cu aplicabilitate nationala, cuprinzand prevederi minimal obligatorii pentru desfasurarea diferitelor activitati in conditii de securitate. Respectarea acestor prevederi nu absolva persoanele juridice sau fizice de raspunderea ce le revine pentru asigurarea oricaror altor masuri, corespunzatoare conditiilor concrete in care se desfasoara activitatile respective, prin instructiuni proprii.
Intrucat sistemul national al normelor specifice este structurat pe activitati, persoanele juridice sau fizice vor selectiona si aplica cumulativ normele specifice corespunzatoare atat activitatii de baza cat si conexe sau complementare.
Structura fiecarei norme specifice are la baza abordarea sistemica a aspectelor de securitate a muncii - practicata in cadrul Normelor generale pentru orice proces de munca. Conform acestei abordari, procesul de munca este tratat ca sistem, compus din urmatoarele elemente ce interactioneaza reciproc:
executantul: - omul implicat nemijlocit in executarea unei sarcini de munca.
Sarcina de munca: - totalitatea actiunilor ce trebiue efectuate de executant, prin intermediul mijloacelor de productie si in anumite conditii de mediu, pentru realizarea scopului procesului de munca.
Mijloacele de productie: - totalitatea mijloacelor de munca (instalatii, utilaje, masini, aparate, dispozitive, unelte etc) si a obiectelor muncii (materii prime, materiale etc. ) care se utilizeaza in procesul de munca.
Mediul de munca: - ansamblul conditiilor fizice, chimice, biologice si psihosociale in care unul sau mai multi executanti isi realizeaza sarcina de munca.
Reglementarea masurilor de securitate a muncii in cadrul normelor specifice, vizand, global desfasurarea uneia sau mai multor activitati in conditii de securitate, se realizeaza prin tratarea tututror aspectelor de securitate a muncii la nivelul fiecarui element al sistemului executant sarcina de munca mijloace de productie mediu de munca, propriu proceselor de munca din cadrul activitatii care face obiect de reglementare.
Prevederile sistemului national de reglementari normative pentru asigurarea securitatii muncii constituie, alaturi de celelalte reglementari juridice referitoare la sanatatea si securitatea in munca, baza pentru:
activitatea de conceptie a echipamentelor tehnice si a tehnologiilor;
autorizarea functionarii unitatilor;
instruirea salariatilor in domeniul securitatii muncii;
cercetarea accidentelor de munca, stabilirea cauzelor si a responsabilitatilor.
Normele sunt structurate pe capitole distincte, urmarind abordarea problemelor de asigurare a securitatii muncii, comune tuturor procedeelor si tehnologiilor a diferitelor piese din procesul de fabricatie.
Pentru a veni in sprijinul activitatii de conceptie si proiectare a echipamentelor tehnice si a fluxurilor tehnologice, normele prezinta un capitol cu masuri de securitate a muncii necesar a fi asigurate din faza de conceptie si proiectare, in scopul imbunatatirii nivelului de securitate in munca, pentru fiecare tehnologie sau procedeu de fabricatie.
In continuare sunt prezentate diferite norme de protectie a muncii pentru diferite operatii de matritare, forjare, vopsire si alte operatii care au loc la producerea diferitelor piese componente ale compresorului.
Forjare:
incadrarea si repartizarea personalului pe locuri de munca se va face conform prevederilor Normelor generale de protectie a muncii;
instruirea personalului din activitatea de deformare plastica la cald prin forjare, in domeniul protectiei muncii, se va face conform prescriptiilor Normelor generale de protectie a muncii;
acordarea echipamentului individual de protectie se va face conform prevederilor Normativului-cadru de acordare si utilizare a echipamentului de protectie;
personalul din atelierele de forja va purta echipamentul de protectie si de lucru corespunzator operatiilor pe care le executa;
lucratorii care aprind combustibulul de alimentare a liniilor si a instalatiilor complexe cu un numar mare de injectoare sau arzatoare trebuie sa posede o autorizatie de fochist eliberata de ISCIR sau de catre conducerea persoanei juridice;
lucrul la utilajele de forja este permis numai lucratorilor calificati si cu experienta, organizati in echipe. Toti lucratorii din echipa trebuie sa lucreze dupa indicatiile si comenzile sefului de echipa.
Matritare:
la taierea sau retezarea cu ciocanul, barele trebuie tinute cu clestele. La operatiile de crestare executate cu ciocanul, lucratorul trebuie sa fie situat lateral fata de dalta cu care se xecuta operatia;
este interzisa taierea la rece a materialelor cu ciocane mecanice;
toate matritele vor fi verificate inainte de a fi montate si vor fi inlaturate cele care prezinta fisuri sau crapaturi;
fixarea matritelor pe masina se va face cu suruburi in buna stare, fara alte piese intermediare;
lubrifierea matritelor se va face, pe cat posibil, cu pistoalele de puverizare pe teava lunga sau, in lipsa acestora, cu pamatuf cu coada lunga, utilizandu-se lubrifianti care produc cat mai putin fum. Nu se vor folosi lubrifianti in cantitate prea mare spre a se evita stropirea prin improscare in timpul lucrului;
pentru racirea matritelor in timpul lucrului, precum si pentru indepartarea tunderului de pe suprafata acestora, se vor folosi jeturi de aer comprimat;
inainte de orice operatie de revizie sau reparatie a utilajelor de forja se vor intrerupe toate sursele energetice (curent electric, apa, aer comprimat, gaz) in asa fel incat nici accidental utilajul sau instalatia respectiva sa nu poata fi pusa in functiune.
Astfel, au fost prevazute masuri de prevenire adecvate, corelate cu pericolele existente la nivelul fiecarui element component al sistemului de munca.
CAPITOLUL 7
IMPACT ASUPRA MEDIULUI
Dupa 1990 s-a constatat ca majoritatea tarilor in tranzitie se confrunta cu grave probleme de mediu, cu o economie bazata pe un consum excesiv de energie si resurse naturale, cu utilizarea unor tehnologii poluante si mult depasite. Aceste elemente au impus necesitatea unei profunde restructurari a intregii economii si societati, incluzand si plasarea lor pe un loc prioritar al problemelor de protectia mediului, conform conceptului dezvoltarii durabile.
Datorita fortelor care iau nastere in interiorul compresorului, care se transmit prin intermediul blocului de cilindrii spre butelia de gaz si in continuare spre pamant, apar la nivelul intregului agregat compresor vibratii si zgomote care au o influenta negativa asupra mediului.
Zgomotul reprezinta orice sunet care depaseste limita de circa 35-40 dB, provocand disconfort subiectilor umani.
Undele sonore sunt unde mecanice longitudinale, ce se pot propaga in solide, lichide si gaze. Particulele materiale care transmit o astfel de unda oscileza in directia de propagare a undei insasi.
Urechea omeneasca este sensibila la undele din intervalul de frecventa situat intre aproximativ 20 20. 000 Hz.
Un aspect esential al propagarii undelor de toate felurile este transferul de energie. Intensitatea I a unei unde se defineste ca puterea medie transportata prin unitatea de suprafata.
Nivelul de intensitate
Surse de vibratii si zgomote
Principalele tipuri de surse care produc vibratii si zgomote pot fi clasificate dupa cum urmeaza:
masini si procese tehnologice (masini-unelte, masini textile, ventilatoare, turbine etc)
subansamble de organe de masini (mecanisme cu roti dintate, rulmenti etc. );
instalatii sanitare si de conditionare a aerului;
mijloace de transport (zgomot exterior urban).
Una dintre multele surse de poluare cu zgomot si vibratii este si masina compresoare de aceea in ceea ce urmeaza sunt przentate cateva din efectele zgomotelor si vibratiilor asupra organismului uman si asupra utilajelor.
Efecte asupra organismului uman
Omul civilizatiei tehnice actuale are ca insotitor permanent zgomote de diverse proveniente care, in functie de nivelul lor de tarie, genereaza efecte de natura si gravitate diferite.
Primele care se manifesta sunt efctele psihice nedorite cu mult inferioare fata de acelea la care apar leziuni ale urechii interne.
S-a constatat ca zgomotele de intensitate scazuta dar suparatoare, care patrund in locuinta omului din circulatia exteroara sau din incaperile invecinate, datorita actiunii lor permanente, ziua si noaptea, se constituie in niste iritari cronici ale organismului uman. Zgomotele pot ajunge la urechea interna si prin conductie osoasa, astfel de zgomote izolate de numai 40-50 dB sunt suficiente pentru a perturba odihna normala din timpul noptii.
Destul de nocive si immediate sunt efectele unor zgomote cu nivele de tarie mai ridicate, ce depasesc cu 40-50 dB pe cele corespunzatoare gradului de audibilitate.
Actiune negativa asupra organismului uman o au si vibratiile cu o frecventa mai mica de 20 Hz (infrasunete).
Efectele vibratiilor si zgomotelor se manifesta, in functie de energia si directia lor de actiune, prin deplasari relative, ruperi ale ligamentelor sau chiar hemoragii ale organelor interne.
Efectele vibratiilor asupra utilajelor
Fenomenul de oboseala a materialelor
Astazi se considera ca oboseala este rezultatul unor curgeri locale de material sau, altfel spus, rezultatul combinatiei dislocatiilor si a concentrarilpr locale de tensiuni. Oricare alunercare intercristalina este insotita de o distrugere de material.
Primul semn vizibil al oboselii materialului, il constituie aparitia asa-numitelor benzi de alunecare. Sub influenta continua a vibratiilor, benzile de alunecare progreseaza si dau nastere unor mici fisuri care se propaga apoi prin material. Prin cresterea fisurii, tensiunea in materialul ramas devine atat de mare incat propagarea fisurii se accentueaza si se produce distrugerea prin oboseala.
Analiza ciclului de vita
Analiza ciclului de viata este o metoda relativ noua, care a aparut ca raspuns la grija societatii pentru calitatea factorilor de mediu si la obligatia institutiilor guvernamentale de a punesub control fenomenul de poluare industriala.
Analiza ciclului de viata este o metoda prin care sunt evaluate consumurile de energie si materiale, pe de o parte, si impactul asupra sanatatii umane si a ecosistemelor, pe de alta, in fazele reprezentative ale desfasurarii procesului pentru obtinerea unui produs si ale utilizarii lui, incepand cu extractia materiei prime, obtinerea produsului, utilizarea si reciclarea sa, transportul, pana la depozitarea finala a produsului uzat sau a rezidurilor nefolositoare. Datorita privirii de ansamblu asupra procesului si a produsului, analiza ciclului de viata a fost considerata ca o analiza de la nastere la moarte.
Datorita tehnologiilor de prelucrare a materiei prime, din care sunt realizate diferite piesse ale compresorului, acestea genereaza deseuri. In general aceste deseuri sunt deseuri metalice ce se pot recupera sepre a fi retopite si treansformate in materie primpa. In continuare sunt enumerate cateva din obligatiile pe care le are producatorul de deseuri
Obligatii ale producatorului de deseuri:
sa nu amestece deseurile periculoase cu cele nepericuloase;
sa asigure echipament de lucru si protectie personalului;
sa nu genereze descarcari necontrolate in mediu;
sa ia masuri necesare conform legislatiei;
sa nu abandoneze deseurile si sa nu le depoziteze in locuri neamenajate.
Tehnologia de proces trebuie sa fie si o tehnologie de depoluare Vladimir Rojanschi
BIBLIOGRAFIE
1. Mecanica fluidelor DAN NICOLAE ROBESCU
2. Oboseala materialelor B. HOROWITZ;
3. Constructia si calculul motoarelor cu ardere interna GHE. ZATREANU;
Compresoare volumice CORNEL STAMATESCU;
5. Rezistenta materialelor CURS LAURENTIU PANDURU.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5104
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved