| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Durizarea laser a suprafetelor metalice
1. PRINCIPIUL DURIFICARII STRUCTURALE
La tratamentul termic al aliajelor metalice s-a aratat ca e posibila modificarea proprietatilor daca componentele lor formeaza o serie de solutii solide la care gradul de solubilitate se modifica cu varierea temperaturii. Efectul tratamentului termic depinde de proportia cantitativa a fazelor, de cantitatea separarilor diferitelor faze si de pozitia reciproca a acestora.
Durificarea structurala se realizeaza printr-un tratament termic analog celui aplicat otelurilor si consta dintr-o calire, urmata de o noua incalzire sau mentinere un timp indelungat la temperatura ambianta.
Aliajele ce se preteaza la durificare structurala trebuie sa aiba o diagrama de echilibru cu lacuna de solubilitate (fig.1). Diagrama de echilibru prezinta o transformare eutectica si solubilitatea componentelor variaza cu temperatura.
Linia CF separa doua domenii, I in care exista solubilitatea componentelor si II unde exista o lacuna de solubilitate. Incalzind la temperatura T2 aliajul 1 a carui concentratie este mai mica decat a punctului C, are loc punerea in solutie a compusului intermetalic XnYm. Se observa ca pe masura ridicarii temperaturii scade cantitatea de compus intermetalic si creste cantitatea solutiei solide. Aplicand regula orizontalei la temperatura T0 si la temperatura T1, cantitatea fazelor va fi :
la T0:
G0a ![]()
![]()
la T1:
G1a=![]() ;
;
![]()
Cum a'< a si b b, rezulta
ca: G0a< G1a
si ![]() >
> ![]()
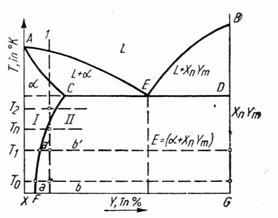
Fig. 1. Diagrama de echilibru a aliajelor susceptibile de a fi durificate structural.
Daca dupa punerea in solutie se face racirea cu o viteza suficient de mare, transformarea inversa (saracirea solutiei solide a in compusul intermetalic) nu are loc si se obtine la temperatura ambianta o solutie suprasaturata in afara de echilibru, adica aliajul este calit.
Teoretic exista posibilitatea de a cali orice aliaj a carui concentratie in B este mai mare decat a punctului F cu conditia ca Tlnc<TCED. Intensitatea calirii poate fi apreciata prin modificarea concentratiei la incalzire si la racire a solutiei solide si prin cantitatea fazelor. Efectul calirii este maxim pentru aliajele cu un continut in B inferior punctului C si care au fost incalzite la o temperatura superioara intersectiei concentratiei cu linia FC. Daca continutul in B este mai mare decat al punctului C, proportia so1utiei solide suprasaturate scade, iar daca se micsoreaza mult concentratia, atunci apare o cantitate de solutie solida suprasaturata a (temperatura de incalzire corespunzatoare), dar variatia concentratiei la cald si la rece este mica.
Prin urmare posibilitatile de calire depind in ultima instanta nu de continutul total in elementul de aditie, ci de variatia solubilitatii acestui element la incalzire si la racire, fiind posibila realizarea calirii cu doze relativ mici de elemente de aditie.
Durificarea dupa calire este foarte slaba sau uneori chiar nula. Daca dupa o calire se aplica o incalzire ce nu depaseste temperatura Tn, se favorizeaza descompunerea solutiei solide suprasaturate si se precipita faza care a fost dizolvata la prima incalzire. Gradul de dispersie, forma si natura precipitarilor din solutia solida suprasaturata determina in ultima instanta valoarea modificarii proprietatilor aliajului. Dispersia precipitarilor depinde de timpul de mentinere la acea temperatura. Influenta temperaturii de incalzire si a timpului de mentinere asupra duritatii aliajului este schematic aratata in figura 2.
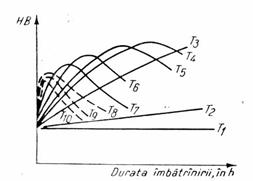
Fig. 2. Influenta temperaturii si duratei incalzirii asupra duritatii aliajelor
Duritatea maxima se obtine cu atat mai repede cu cat temperatura de incalzire este mai mare (T10 > T3), T3 - temperatura ambianta. Scaderea duritatii la temperaturi mai ridicate, T5 T10, se datoreste dizolvarii unor particule, micsorarii cantitatii de precipitati si a gradului lor de dispersie. Temperaturile T1<T2<T3 nu favorizeaza dizolvarea fazelor secundare si ca atare nici nu modifica duritatea.
Timpul indelungat de mentinere la temperatura de incalzire provoaca coagularea separarilor si ca urmare micsorarea duritatii.
In unele cazuri (duraluminiu) modificarea proprietatilor mecanice se face dupa calire in mod spontan la temperatura ambianta.
Procesul prin care se realizeaza durificarea aliajului calit poarta denumirea de durificare structurala sau imbatranire. Daca durificarea are loc la temperatura ambianta se produce o imbatranire naturala, iar daca se realizeaza la diferite temperaturi are loc imbatranirea artificiala.
Viteza proceselor ce au loc si proprietatile mecanice dupa durificarea structurala pot fi influentate si de deformarea plastica si de adaugarea altor elemente ce formeaza cu componentele aliajului solutii solide de substitutie.
Durificarea structurala a fost pusa prima data in evidenta de catre A. Wilm (1911). cand a elaborat un aliaj de Al, Cu, Mg, Mn, numit apoi duraluminiu. Dupa ce a facut un tratament termic noului aliaj (incalzirea la 748 K, urmata de calire in apa). A. Wilm a constatat o duritate relativ slaba. Efectuand o noua masurare, dupa o saptamana, el constata o duritate considerabil mai mare. Aliajul s-a durificat structural. Negasind la microscopul optic nici o modificare a structurii Wilm n-a putut interpreta fenomenul.
In 1920 Marica Waltenberg si Scott au aratat ca durificarea aliajului Al - Cu este legata de micsorarea solubilitatii cuprului in Al in timp ce temperatura scade si ei propun urmatoarea explicatie: dupa calire, matricea metalica suprasaturata in cupru este in stare de echilibru instabil. Cu trecerea timpului, matricea evolueaza catre o stare de echilibru mai stabila eliminand sub forma de precipitati elementele continute in stare suprasaturata. Acesti precipitati se localizeaza pe planele de alunecare ale matricei si le blocheaza. Aceasta precipitare rezulta in urma difuziunii atomilor de Cu dizolvati, care poate avea loc la temperatura ambianta dar in mod foarte lent. Cum mijloacele tehnice in acea vreme nu au permis punerea in evidenta a precipitatilor s-a emis ipoteza ca ar fi de natura submicroscopica.
In 1937/38 Guinier in Franta si Preston in Anglia, independent unul de altul au demonstrat cu ajutorul razelor X, ca trecerea sistemului spre o stare de echilibru mai stabila are loc in mai multe etape.
In prima etapa, atomii de Cu dizolvati se aduna in zonele din matrice unde exista imperfectiuni structurale, de obicei pe planele de alunecare sau la limitele grauntilor, deoarece difuziunea atomilor este favorizata de distorsiunile reticulare.
Aceste ingramadiri primare de atomi formeaza un compus intermetalic cu legaturi coerente cu reteaua matricei si au fost numite zone Guinier - Preston sau zone GP.
In general, atomii dizolvantului nu au aceeasi dimensiune cu atomii matricei si planele cristalografice vecine cu cele in care s-au creat ingramadirile de atomi sufera o distorsiune reticulara; se nasc tensiuni interioare care durifica metalul. Structura ingramadirilor sau zonelor fiind aceeasi cu a matricei se spune ca exista o precipitare coerenta. Aceasta precipitare nu poate fi pusa in evidenta cu ajutorul microscopului optic sau electronic, ci numai cu ajutorul razelor X. De fapt ele se prezinta pe diagrama Laue ca pete difuze in vecinatatea petei centrale. In cazul aliajului Al - Cu (reteaua cristalina a Cu si Al fiind CFC) zonele Guinier - Preston se prezinta sub forma de mici plachete de cateva zecimi de A latime, cateva optimi de A lungime si cativa: A grosime. In acest caz particular zonele Guinier - Preston iau nastere pe planele (100) ale aluminiului.
In timp, se constata ca zonele GP se organizeaza si ca se formeaza unul sau mai multi compusi intermetalici. Mici grupuri de ioni se aglomereaza in afara nodurilor retelei initiale si apare un precipitat a carui retea este diferita de a matricei si se formeaza o faza noua q'. Faza q' se prezinta sub forma de particule fine care blocheaza planele de alunecare, ceea ce corespunde unei mariri a duritatii. In timp are loc cresterea fazei q', particulele sunt mari, uneori vizibile la microscopul optic si duritatea aliajului descreste. Organizarea reticulara a zonelor GP sau mai bine zis incoerenta retelelor precipitatului si matricei provoaca micsorarea tensiunii interne si apare o duritate mai scazuta. Dupa ce a trecut printr-o duritate maxima aliajul se inmoaie si atinge teoretic, o duritate interioara celei initiale pentru ca reteaua sa in principiu nu mai este perturbata de atomii dizolvati (fig. 3).
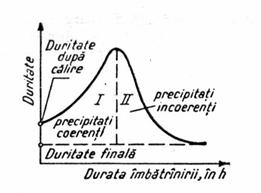
Fig. 3. Variatia duritatii in functie de durata imbatranirii
Faza q' are o compozitie chimica apropiata de a fazei de echilibru CuAI2 avand fiecare o celula cristalina bine determinata, iar zonele GP sunt de fapt deranjamente in omogenitatea solutiei solide.
In cele expuse s-a considerat formarea si cresterea precipitatilor coerenti si incoerenti la temperatura ambianta si s-a admis ca ei sunt guvernati de difuziunea atomilor dizolvati in matrice. Aceasta difuziune fiind mica la temperatura ambianta si procesul de durificare va fi lent si va fi numit imbatranirea naturala.
Cresterea temperaturii mareste viteza difuziunii, se accelereaza procesul de precipitare si durificarea se produce in timp mai scurt. Pentru a specifica faptul ca aceasta durificare este intentionat accelerata procesul va fi numit imbatranire artificiala.
Spre a ilustra influenta temperaturii se reprezinta in figura 4 variatia duritatii in timp a unui otel cu 0,006 % C imbatranit la diferite temperaturi.
Se observa ca la temperaturile de 273, 293 si 313K maximul de duritate nu-i atins nici dupa 80 de ore de imbatranire. La temperaturi mai mari (353 ..373K) cresterea duritatii este mai putin pronuntata si este urmata imediat de o marcanta diminuare. Dupa 80 de ore la 373K otelul este mult mai moale decat initial deoarece a aparut coalescenta precipitatilor.
In practica se studiaza aptitudinea de durificare a otelului incalzindu-l la 523K timp de o ora si se cerceteaza modificarea duritatii sau rezilientei. Multi specialisti sustin ca o asemenea accelerare a imbatranirii ar produce denaturari si insista sa se faca incalzirea la 253373K timp de 10 ore pentru a nu se indeparta prea mult de conditiile imbatranirii naturale.
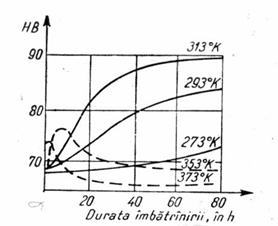
Fig. 4. Variatia duritatii functie de temperatura si durata imbatranirii.
2. DURIFICAREA STRUCTURALA DUPA CALIRE
In cazul aliajelor metalice, la care solubililtatea componentelor variaza cu temperatura, se poate ca printr-o calire sa se obtina duritati ridicate, adica are loc o durificare structurala datorita calirii. Solutiile solide suprasaturate sunt instabile si tind sa se apropie de echilibru, respectiv are loc separarea din solutia solida a atomilor inserati tinzand ca aceasta sa aiba concentratie corespunzatoare echilibrului.
In cazul aliajelor neferoase se recurge adesea la acest fenomen pentru a le imbunatati, proprietatile mecanice. Astfel, in cazul duraluminiului, care contine in plus pe linga Al si Cu, 0,5% Mg si 0,5% Mn, se vor obtine dupa calirea in apa de la temperatura de 748K urmatoarele valori pentru proprietatile mecanice :
sr=34 daN/mm2; sc=16 daN/mm2 ; d
Se precizeaza ca fenomenul de durificare structurala (la imbatranirea artificiala) este mai pregnant daca aliajul contine si Si in proportie pana la 1 . In cazul otelurilor durificarea structurala se datoreste azotului care-i introdus in timpul elaborarii si care formeaza cu ferita o solutie solida. La 873 K ferita poate sa dizolve 0.06% N2, iar la temperatura ambianta numai 0,002%. Dupa o simpla racire in aer ferita este suprasaturata in N2 si eliminarea acestuia favorizeaza formarea nitrurilor de Fe care provoaca durificarea otelului. Pentru a evita aceasta durificare este suficient de a angaja azotul intr-o combinatie chimica, lucru ce se poate face usor daca se adauga Al in otelul lichid. Aluminiul are afinitate pentru azot si formeaza nitrura de Al, un precipitat incoerent, stabil. Otelurile cu adaosuri de A1 sunt numite oteluri calmate si ca atare ele nu se durifica.
In general, otelurile Thomas insuflate cu aer atmosferic, contin mai mult azot (0,011%), in raport cu otelurile Martin (0,005%) si ca atare ele in principiu sunt mai sensibile la durificarea structurala.
In cazul elaborarii otelurilor Thomas prin procedee noi (aer imbogatit cu oxigen si vapori de apa) acestea au continuturi reduse in azot situandu-se la aceeasi valoare ca si otelurile Martin si afirmatia de mai inainte nu mai este valabila.
Carbonul de asemenea formeaza cu Fe o solutie solida de insertie care la 996K contine 0,02% C iar la temperatura ambianta contine 0,006% C si ca urmare si el provoaca durificarea structurala dar mai putin intensa ca azotul. Durificarea structurala cauzata de C apare marcata in otelurile foarte moi (cu continut scazut in C) si pentru a evita acest fenomen este suficient de a adauga elemente cu afinitate mare fata de carbon (de ex. vanadiu) si se formeaza carburi.
Tendinta la imbatranire a otelurilor datorita continutului in azot si carbon este ilustrata in figura 5., din analiza careia rezulta ca:
- durificarea structurala datorita azotului este mult mai accentuata;
- temperatura de incalzire necesara pentru a se realiza imbatranirea
otelului este de 423K respectiv de 573K datorita azotului si
carbonului.
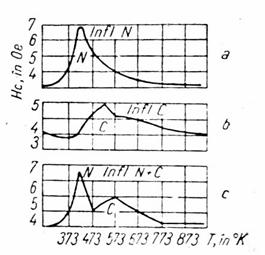
Fig. 5. Influenta azotului si carbonului asupra imbatranirii otelurilor
3. DURIFICAREA STRUCTURALA DUPA DEFORMAREA
PLASTICA
Din cercetari experimentale a rezultat ca unele oteluri sau aliaje neferoase ecruisate inainte sau dupa imbatranire iti modifica proprietatile mecanice in timp si dau nastere unei durificari structurale. Aceasta durificare structurala dupa deformarea plastica se va numi imbatranire dupa deformare, pentru a se aminti cauza.
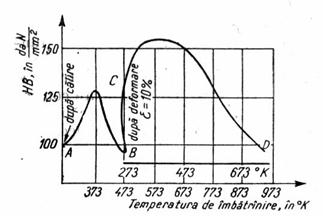
Fig.6. Modificarea duritatii dupa calire si deformare
In figura 6 se prezinta cele doua tipuri de imbatraniri (dupa calire, dupa deformare) pentru un otel care contine 0,02 % N. Ramura AB a curbei reprezinta variatia duritatii la imbatranire dupa calire, iar ramura BC dupa deformare plastica (10%) si CD' dupa imbatranirea artificiala. Cele doua ramuri de durificare sunt evident independente una de alta, asa ca nu-i nevoie de a preceda un tip de imbatranire de altul. Se precizeaza de asemenea ca dupa deformarea plastica se sesizeaza durificarea structurala si in cazul imbatranirii naturale.
E dificil in stadiul actual al cercetarii de a descrie cu certitudine fenomenele ce au loc in cursul imbatranirii dupa deformare. Cert este faptul ca e vorba inca de difuziunea atomilor dizolvati si a celor care se gasesc in solutie in stare suprasaturata. Atomii care se gasesc dizolvati in solutie se aseaza de obicei in zonele cu defecte structurale, rezultate ca urmare a prezentei dislocatiilor si impiedicand deplasarea acestora consolideaza matricea metalica. Atomii dizolvati in solutia solida impiedica deplasarea dislocatiilor si ca atare mentin proprietatile mecanice la nivel ridicat.
4. Modificarea durizarii suprafetelor metalice cu laser.
Utilizarea laserilor pentru procesele de incalzirea a materialelor cu aplicatii la operatiile de tratament termic de suprafata impune conditii restrictive deosebite privind alegerea corespunzatoare a parametrilor de iradiere laser, dupa cum este de dorit sau nu sa se produca schimbari de faza in structura materialelor, in zonele afectate.
Imbunatatirea caracteristicilor de duritate ale materialelor metalice in urma tratamentului termic este rezultatul modificari constituentilor metalografici structurali datorita transformarilor termice produse de laser. Aceste transformari dau nastere fazei tranzitorii in starea solida, ceea ce implica ca metalul sa fie adus local in stare de suprasaturare. Aceasta stare se obtine incalzind materialul la anumite temperaturi, de exemplu pentru oteluri deasupra liniilor de transformare G-S, (fig. 7), dupa care materialul este racit brusc pentru a se impiedica procesul de difuzie, respectiv realizarea starii de echilibru.
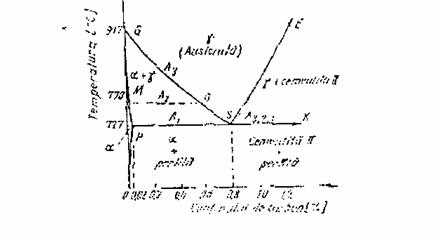
Fig.7. Diagrama de transformare a otelurilor in functie de temperatura si de continutul de carbon
Trebuie mentionat ca un dezavantaj al tratamentului termic cu laser il constituie faptul ca tratarea se poate face numai local, pe suprafete de dimensiuni mici (arii de lucru de aproximativ 2-3 mm2, datorita necesitatii de a concentra energia fasciculului laser pentru obtinere intensitatilor radiatiei capabile sa provoace schimbari termice in materialul tratat. Indiferent de modul de emisie in pulsuri sau continuu al radiatiilor laser utilizate, incalzirea zonei din material respecta aceeasi lege de evolutie temporala ca si intensitatea fascicolului laser incident. Investigatiile metalografice ale zonei tratate au aratat ca transformarile produse de laser in material au un caracter neomogen, datorita existentei unui maxim de energie in centrul fascicolului care conduce la aparitia unor constituienti structurali alungiti inconjurati, la marginile zonei tratate, de graunti recristalizati simetric.
In functie de parametrii sistemelor laser, durizarea probelor se poate realiza in doua moduri. Cercetarile experimentale(5,6) au aratat ca incalzirea straturilor interne ale unui material supus actiunii unui puls scurt incepe dupa incetarea actiunii laserului, datorita efectului propagarii undei termice. De asemenea, s-a constatat ca, pentru pulsuri laser cu durate mai mici sau de ordinul a 10-7s, aria suprafetei durizate laser este mult mai mare decat in cazul utilizarii de pulsuri cu durate mari tp I (10-4, 10-3) s, in aceleasi conditii de focalizare si la aceleasi valori ale energiei radiatiilor. Aceasta constatare se explica prin faptul ca o contributie semnificativa este adusa, in cazul suprafetei pe o arie mult mai mare de catre norul de plasma care se formeaza in urma evaporarii unui strat foarte subtire de material (cateva straturi atomice) de pe suprafata probelor, cat si efectului undei de soc, cu o presiune frontala foarte mare, care ia nastere in aceste conditii. Rezulta ca pentru pulsuri laser cu durate mai mari si energii ale radiatiei care nu implica generarea plasmelor-laser durizarea probelor se face prin calire termica, iar pentru durate ale pulsurilor laser mai scurte si energii ale radiatiei suficiente pentru generarea plasmelor-laser, durizarea probelor metalice este rezultatul calirii prin soc laser. Dependenta care exista intre intensitatea radiatiilor si durata de actiune a laserului este data in figura.8 , in care se prezinta o sinteza a posibilitatilor de prelucrare cu laser. Se pot observa care sunt valorile optime de reglaj pentru cei doi parametri, cu mentiunea ca delimitarile intre prelucrari sunt aproximative, domeniile de variatie ale acestor parametrii de reglaj fiind dependente si de materialul prelucrat, de lungimea de unda si de modul de focalizare al radiatiilor.
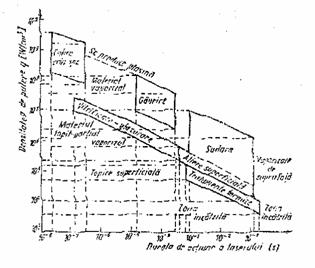
Fig. 8. Sinteza privind posibilitatile de prelucrare cu laser
* CALIREA TERMICA LASER
La determinarea parametrilor ciclului de tratament termic cu laser, (fig.9), respectiv temperatura de incalzire, Ti, si duratele de incalzire, ti, de mentinere la temperatura constanta, tm si de racire, tr, trebuie sa se tina seama, in primul rand, de transformarile ce se doresc a fi provocate in material pentru imbunatatirea proprietatilor acestuia.
Aceasta implica cunoasterea punctelor critice de transformare pentru fiecare material si, in raport cu acestea, alegerea, dupa caz, a unei temperaturi cat mai apropiate punctului critic. Aprecierea acestor temperaturi se poate face cu precizie diferita in mai multe moduri: pe baza diagramelor de echilibru, utilizand relatii empirice sau semiempirice, din normativele pentru tratamentele termice clasice sau, experimental, prin incercari de proba. Temperatura de incalzire a suprafetei probei si adancimea de patrundere in material pot fi variate prin reglarea puterii fasciculului (focalizarii), duratei pulsului laser si, in cazul unei miscari relative controlate a probei fata de fascicolul laser, (fig. 10), prin modificarea vitezei de baleiere pe proba.
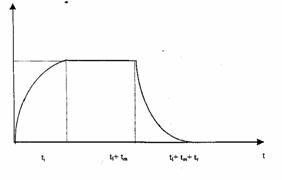
Fig.9. Diagrama unui ciclu de calire termica
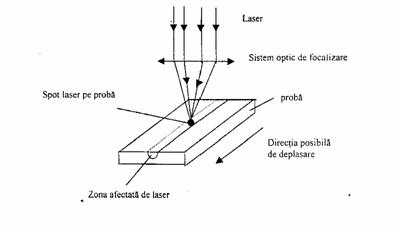
Fig. 10. Prezentare schematica a calirii termice cu laser in geometrie cu miscare relativa a probei in raport cu fasciculul laser
Grosimea stratului tratat termic este influentata semnificativ si de conductibilitatea termica a materialului probei. In cazul calirii termice cu laser trebuie avut in vedere ca intensitatile radiatiilor laser sa fie inferioare celor ce produc transformarea de faza. In tabelul 1 sunt date constantele termice ale unor materiale mai des utilizate, iar in tabelul 2 sunt date, pentru unele metale, intensitatile critice la care apar transformari de faza. Durata pulsului laser folosita este de 1 ms pentru o lungime de unda de 1,06 mm.
Tabelul. 1 . Constante ale unor materiale (valori orientative)
Materialul |
Densitatea (g/cm3) |
Caldura specifica (J/g/K) |
Conductivitatea termica W/mK |
Difuzivitatea termica cm2/s |
|
Ag | ||||
|
Au | ||||
|
Cu | ||||
|
Alama | ||||
|
Cr | ||||
|
Ni | ||||
|
Fe | ||||
|
Otel | ||||
|
Al | ||||
|
Apa | ||||
|
Aer | ||||
|
Sticla (crown) |
Tabelul. 2 Intensitati critice ale radiatiei laser la care apar transformari de faza.
Metalul |
Al |
Cu |
Ni |
Otel |
Ti |
Cr |
Mo |
W |
|
Ttopire(K) | ||||||||
|
Icr(W/cm2) |
4,2x103 |
1,1x104 |
6,5 x103 |
1,5 x104 |
9,5 x103 |
7,7 x103 |
1,3 x104 |
2 x104 |
Pentru determinarea comportarii materialelor metalice la calirea termica cu laser, trebuie avute in vedere atat caracteristicile fizico-chimice ale acestora, diagramele de echilibru fazic, cat si transformarile in starea solida cu microstructurile de echilibru care apar la aceste materiale. Astfel, de exemplu, la tratarea otelurilor(7) este necesar sa fie considerate deplasarile temperaturilor critice pentru transformarile care au loc in alte conditii decat cele de echilibru, adica incalziri cu durate foarte scurte (106 0C/s) si, in special, raciri rapide (103 - 104 0 C/s), deoarece acestea sunt conditiile in care au loc tratamentele termice cu laser. Experimental s-a constatat ca temperaturile de transformare la incalzire nu sunt egale cu temperaturile de transformare la racire (de exemplu, la transformarea Fe a nemagnetic - Fe g, temperatura la incalzire este 1185 K iar la racire este 1171 K). Diferenta, numita histerezis termic, este provocata de faptul ca transformarile la racire se produc cu un grad de subracire cu atat mai pronuntat cu cat viteza de racire este mai mare, diferentele de temperatura putandu-se accentua si mai mult datorita unor elemente de aliere din compozitia otelului.
Experimental se constata ca duritatea probelor iradiate laser la valori ale intensitatii sub valoarea critica creste odata cu cresterea intensitatii laser pentru o valoare constanta a duratei pulsului laser. In figura 11 este reprezentata dependenta duritatii unei probe de otel cu intensitatea radiatiei laser (c mm), in domeniul optim de reglaj, pentru doua valori ale duratei pulsului laser
tp = 1,5 ms si 6,5 ms. Din aceeasi figura se poate observa si cresterea duritatii probei odata cu cresterea duratei pulsului laser, la o valoare constanta a intensitatii radiatiei laser. Rezulta ca duritatea probei tratate creste atunci cand energia pulsului laser creste.
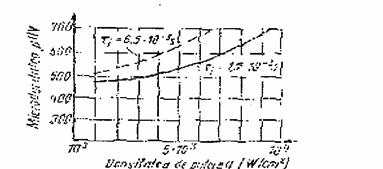
Fig. 11. Dependenta duritatii unei probe de otel de intensitatea radiatiei laser pentru doua durate ale pulsului laser: tp = 1,5 ms si tp = 6,5 ms, (c mm).
Un alt parametru de reglaj care influenteaza evolutia procesului de incalzire, respectiv duritatea materialului de reglaj tratat este marimea defocalizarii fasciculului laser. Pozitionarea suprafetei probei ce urmeaza a fi tratata termic se poate face sub planul focal, (defocalizare pozitiva + Df), deasupra planului focal, (defocalizare negativa - Df), sau in planul focal, (defocalizare nula), (fig. 12).
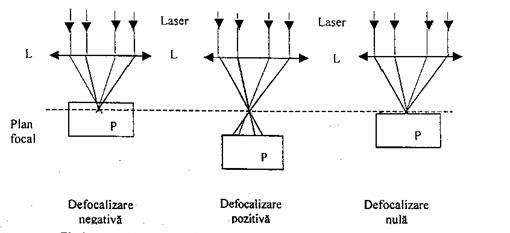
Fig. 12 Pozitionari posibile ale suprafetei probei in raport cu planul focal la calirea termica cu laser (L - sistem optic de focalizare, P -proba)
Experientele(8)(9)(10) au demonstrat ca defocalizarea este un parametru care influenteaza sensibil temperatura de incalzire, marimea zonei afectate si adancimea de patrundere a caldurii in proba metalica. In conditiile mentinerii constante a intensitatii radiatiilor laser, in domeniul I I (5,5-9,5) x 103 W/cm2 si duratei pulsurilor laser in intervalul tp I (1,65- 6,5) x 10-3 s se arata ca efectul este maxim, adica duritatea indusa probei are valorile cele mai mari, atunci cand exista o defocalizare pozitiva + Df I (1,4) mm, (fig. 13).
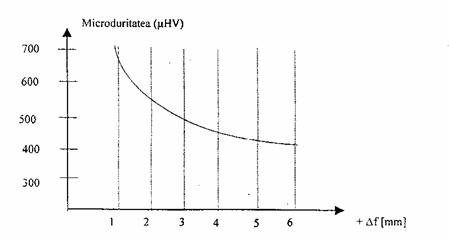
Fig. 13 Influenta marimii defocalizarii asupra duritatii materialului tratat
Investigatiile metalografice ale zonelor tratate au evidentiat aparitia unor constituenti metalografici favorabili cresterii duritatii. In urma tratamentului termic cu laseri la probele din OSC 10, structura initiala, perlitica, a materialului s-a transformat intr-un amestec de ferita si carburi metalice cu dispersie mare, troostita, ce confera materialului o rezistenta si o duritate apropiata de a martensitei, care este un constituent tipic de calire cu duritate ridicata. La probele din OLC 45, ca efect al incalzirii si racirii rapide, au rezultat componenti metalografici (martensita si perlita lamelara) care maresc duritatea materialului tratat de aproape trei ori. Intre duritatea probei si adancimea de calire exista o relatie de inversa proportionalitate care se explica prin micsorarea gradientului de temperatura in masa piesei cand creste adancimea de calire.
Pentru studiul experimental al calirii termice laser am utilizat un laser Nd: YAG cu lungimea de unda de 1064 nm . Laserul opereaza in pulsuri (Q-Switch) a caror durata poate fi 5 ns, la o frecventa de repetitie reglabila pana la valoarea maxima de 10 Hz. Forma pulsurilor este gaussiana, dar pentru simplificarea calculelor referitoare la adancimea de difuzie termica si la intensitatea de prag a radiatiei laser pentru producerea topirii superficiale, s-a presupus ca forma pulsului este dreptunghiulara . Energia pulsului este 400 mJ. valoarea medie a puterii laserului este 4 W. In focalizare maxima diametrul fasciculului laser este de 0,3 mm, rezultand o valoare a intensitatii radiatiei laser de 0.44 x 106 W/cm2.
Caracteristicile laserului Nd: YAG Brilliant folosit sunt urmatoarele:
a) Lungimea de unda: depinzand de elementul activ, emisia laser poate fi obtinuta prin UV, infrarosu sau vizibila. Laserele din familia Nd: YAG Brilliant emit la 1064,532,266 si 213 nm.
b) Durata pulsului: depinzand de modul de operare si alti parametri laser, durata pulsului poate varia de la emisie continua la pulsuri ultra-scurte de aproximativ 10-13 s.Q- Switch conduce la pulsuri laser de aproximativ 5-6 ns.
c) Energia pulsului: depinzand de tipul de laser, energia pulsului poate varia de la 10-13 J la 106Joules. Laserul Brilliant are capacitatea de a procura energia pulsului la 360 mJ si 850 mJ respectiv 1064 nm.Pentru alte lungimi de unda se indica datele obtinute o data cu laserul.
d) Puterea medie laser: valoarea medie a puterii laserului este obtinuta prin multiplicarea energiei pulsului si a ratei de repetitie ( frecventa). La 10 Hz puterile medii ale laserului Brilliant sunt 3,6 W si 8,5 W, respectiv 1064nm.
e) Divergenta de raze: divergenta de raze pentru laserele standard este mai mica decat 0,5 sau 0,7 mrad, depinzand de frecventa ratei repetitive a laserului. Aceasta divergenta este masurata la 1/e2 de varf, 85% din energia totala.
Dispozitivul utilizat este aratat in figura 14.Pentru focalizre a fost folosit o lentile din cuart.
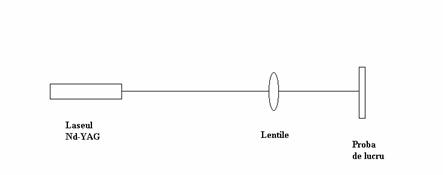
Fig.14.Dispozitivul utilizat
Probele utilizate au fost confectionate din aluminiu, cupru, cuart si un tip de otel:OLT65.Compozitile chimice ale probelor sunt date in tabelele de mai jos:
Tabelul.3
|
Marca de otel |
Norma |
C |
Mn |
Si |
P |
S |
|
OLT 65 |
STAS |
max. |
max. |
Proba Proba |
Al % min |
Impuritati, % max |
||||||
|
Fe |
Si |
Cu |
Zn |
Ti |
Alte impuritati |
Total impuritati |
||
|
Al | ||||||||
|
Proba |
Cu % min. |
Impuritati, % max. |
||||||||
|
Pb |
Fe |
Bi |
As |
Zn |
Sb |
S |
Alte impuritati |
Total impuritati |
||
|
Cu |
Rest | |||||||||
Forma probelor a fost cilindrica, cu grosimea de 1.5-2 mm si cu diametrul de 10 mm. Suprafata ce urmeaza a fi iradiata a fost slefuita fina cu alumina, iar apoi locul de incidenta al fasciculului laser pe tinta a fost vopsit cu un strat foarte subtire de vopsea neagra in scopul cresterii absorbtivitatii radiatiei laser. Experientele au fost efectuate in aer in conditii normale si in defocalizare laser pozitiva. Valorile masurate ale duritatii probelor inainte de iradierea laser sunt date in tabelul 6. Pentru masurare a duritatii s-a utilizat un microdurimetru: Micro Hardness Tester Shimadzu, folosindu-se un penetrator piramidal de diamant cu unghiul de 1360, avand o sarcina de apasare de 3 kg,forta aplicata a fost 30 N, pentru un timp de mentinere de 15 s.
Pe piesa de incercat a fost aplicat cu o sarcina F, un timp dat, un penetrator piramidal drept cu baza patrata, avand unghiul la varf a, dupa care s-au masurat diagonalele d1 si d2 ale urmei lasate pe suprafata piesei de incercat, dupa indepartarea sarcinii.
Suprafata de incercat a fost pregatita metalografic inainte de a determina microduritatea. Probele trebuie sa fie uscate, curate si lipsite de oxizi pe o distanta de min. 2,5 d de la centrul urmei.
Grosimea piesei de incercat trebuie sa fie de min. 1,5 d la metale dure si de min. 3 d la metale neferoase moi.
Notarea microduritatii Vickers se face folosind simbolul HV urmat de un indice care reprezinta sarcina de incercare, in kgf, si separat printr-o linie oblica, de un indice care reprezinta durata de mentinere a sarcinii, in secunde, daca aceasta difera de durata normala de mentinere (10. 15 s).
Incercarea se executa in conditiile atmosferei ambiante de incercare.
Piesa de incercat se asaza astfel incat sa se evite orice deplasare in timpul incercarii. Suprafetele de contact trebuie sa fie curate, lipsite de impuritati.
La fiecare urma se masoara cele doua diagonale d1 si d2 si se stabileste media aritmetica.
Tabelul 6. Valori ale duritatii unor probe metalice inainte de iradierea laser
|
Proba |
Al |
Cu |
Cuart |
OLT65 |
|
Duritatea HV3 |
Probele au fost iradiate cu laser Nd: YAG alegand o energie pe puls si conditiile de focalizare astfel incat intensitatea radiatiei laser sa fie sub pragurile de topire superficiala ale materialelor din care sunt constituite probele. Adancimea de difuzie termica, reprezentand adancimea de penetrare a caldurii in proba, se calculeaza cu relatia:
rezultand adancimi de ordinul a 0.08-0.16 mm. Cum diametrul regiunii iradiate este cu un ordin de marime mai mare decat Ith, aproximatia semispatiului iradiat pe intreaga suprafata este satisfacuta, cel putin in vecinatatea centrului petei focale, si atunci, temperatura atinsa la sfarsitul pulsului laser, in centrul spotului de iradiere, se poate aproxima cu relatia:
![]() ,
,
Din aceasta relatie se poate determina limita maxima a intensitatii radiatiei absorbita de tinta, (tabelul 2.):
I = AI0 = ![]() ,
,
daca se considera valorile constantelor termofizice date in tabelul 1.
Pentru probele pregatite s-a studiat durificarea superficiala a acestora in functie de numarul de pulsuri si de rugozitatea suprafetelor .
S-a studiat variatia duritatii probelor in functie de numarul de pulsuri laser incidente pe tinta: 300, 600, 900 pulsuri. in aceasta experienta diametrul spotului laser a fost de 3 mm. Durata pulsului laser a fost de 5 ns ,energia pulsului a fost 400 mj, valoarea medie a puterii laserului a fost 4 W. Rezultatele obtinute sunt date in tabelul 7 si in figura 15, se observa ca duritatea creste cu cresterea numarului de pulsuri laser in virtutea cresterii temperaturii suprafetei probelor, in special, prin cresterea absorbtivitatii superficiale a radiatiei laser ca rezultat al curatirii si decontaminarii laser a suprafetei si a cresterii liniare a absorbtivitatii cu temperatura(11).
|
Numarul de pulsuri | ||||
|
Al |
6.00 HV3 |
6.65 HV3 |
7.32 HV3 |
7.94 HV3 |
|
Cu |
7.97 HV3 |
8.23 HV3 |
8.72 HV3 |
9.08 HV3 |
|
OLT 65 |
8.30 HV3 |
8.58 HV3 |
8.97 HV3 |
9.37 HV3 |
|
Cuart |
11.50 HV3 |
11.63 HV3 |
11.79 HV3 |
11.98 HV3 |
Proba:Al
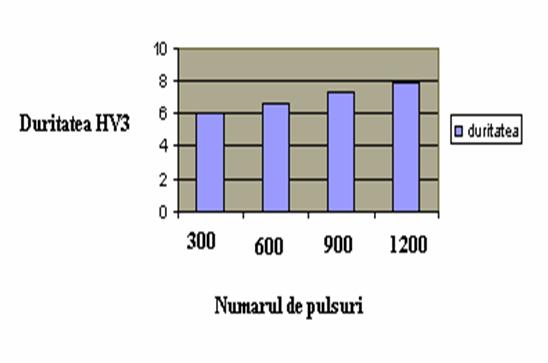
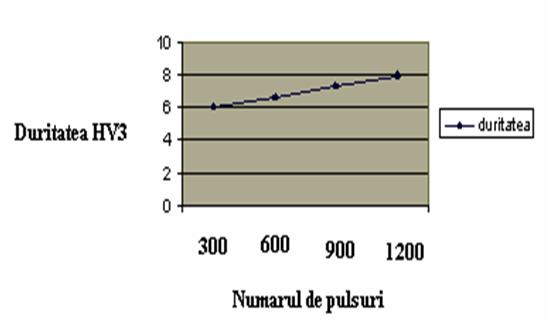
Fig. 15 a
Proba: Cu
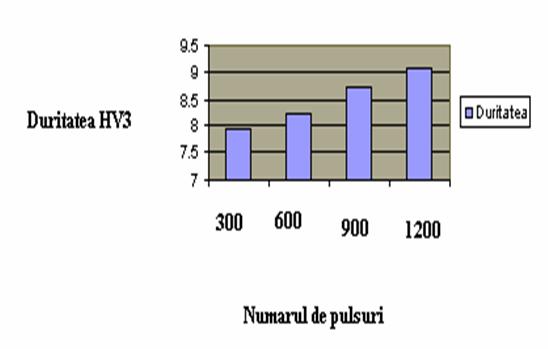
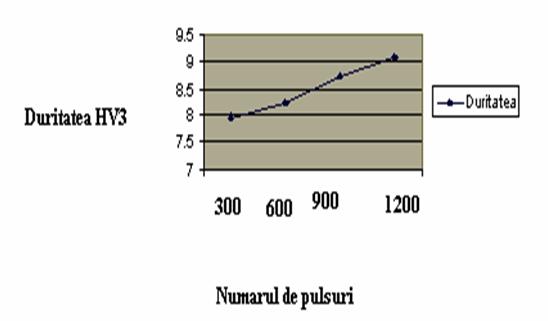
Fig. 15 b
Proba: OLT65
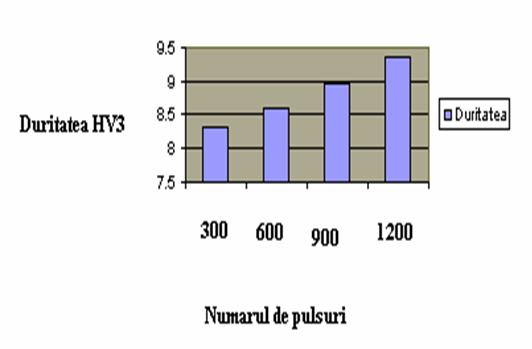
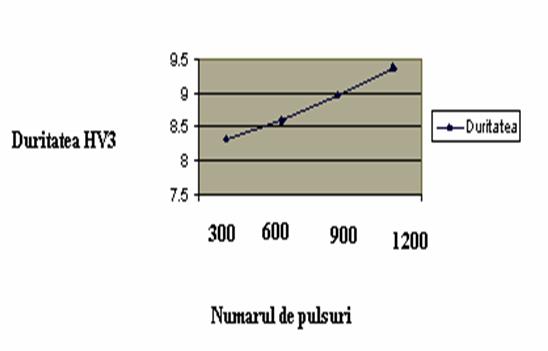
Fig.15 c
proba: Cuart
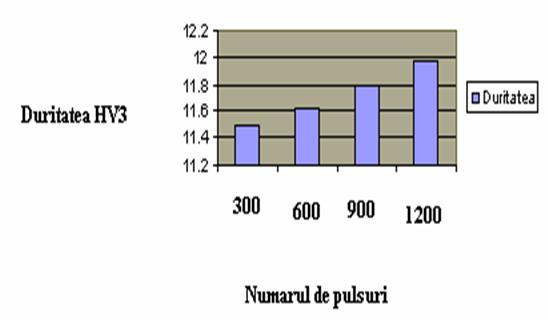
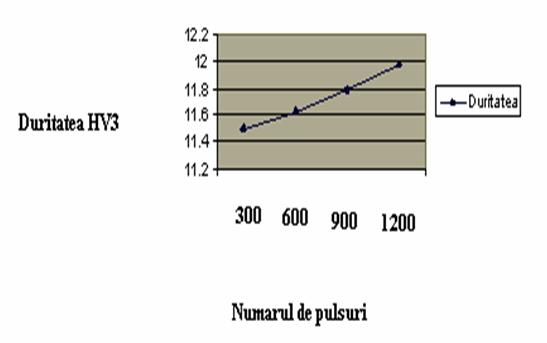
Fig.15 d
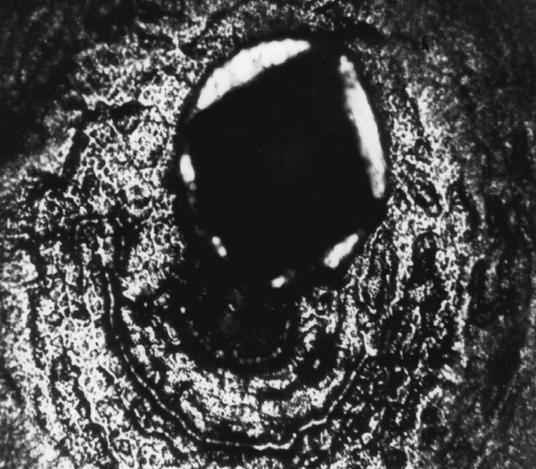
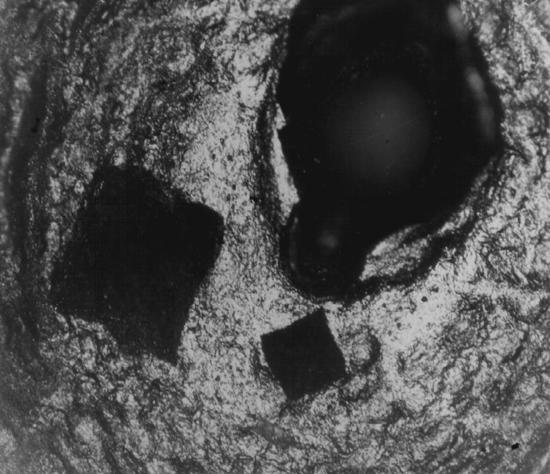
Al
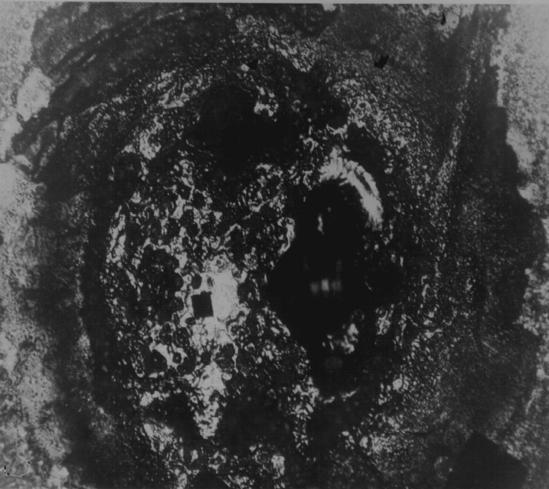
OLT 65
Fig. 16. Fotografiile probelor iradiate cu laserul Nd:YAG (300 de pulsuri)
S-au obtinut urmatorii constituenti metalografici conform STAS 5000-73.
Pentru proba cu Al s-a obtinut urmatorul constituent metalografic: graunte de austenita, limite de graunti.
Pentru OLT 65 s-a obtinut urmatorul constituent metalografic: perlita troostitica.
Pentru proba cu Cu s-a obtinut urmatorul constituent metalografic: bainita superioara.
S-a studiat variatia duritatii probelor in functie de rugozitatea suprafetelor metalice(12). in aceasta experienta diametrul spotului laser a fost de 3 mm. Durata pulsului laser a fost de 5 ns ,energia pulsului a fost 400 mj, valoarea medie a puterii laserului a fost
4 W.
Probele folosite au fost Al , OLT65, Cu. Compozitile chimice ale probelor sunt date in tabelele 3, 4 si 5.
Slefuirea probelor s-a facut conform STAS 4203-74 Luarea si pregatirea probelor metalografice.
Slefuirea s-a facut cu materiale abrazive, in urmatoarele etape (numar de granulatie conform STAS 1753-60).
Slefuirea de degrosare s-a facut la polizor, prin apasare usoara, folosind discuri abrazive de carborund cu numar de granulatie 2516.
Slefuirea intermediara s-a facut cu hartie de slefuit cu granulatie crescanda in finete, incepand cu granulatia 20. pana la 1000 sau la 600. In cazul slefuirii manuale, s-a fixat hartia de slefuit pe o placa metalica sau de sticla, incadrata, proba metalografica a fost miscata prin apasare de-a lungul hartiei, numai intr-o singura directie.
Slefuirea fina s-a facut pe masina de slefuit cu ajutorul unor discuri pe care s-a fixat hartia de slefuit. S-a facut pe cale uscata, in timpul slefuirii probele s-au incalzit si au fost racite in apa.
Lustruirea suprafetei s-a facut pe masini de lustruit prevazute cu un disc pe care se fixeaza o pasla de lana merinos. In timpul lustruirii, pasla de pe discuri se imbiba cu o suspensie apoasa de oxid de aluminiu.
Aceste operatii au fost efectuate in laboratoarele din cadrul ICEM S.A. Bucuresti.
Rezultatele obtinute sunt date in tabelul 8 si in figura 17, se observa ca duritatea creste cu cresterea rugozitatii suprafetei.
Tabelul 8. Dependenta duritatii suprafetelor unor probe metalice de rugozitate.
Tabelul 8.a
|
Al | |
|
1 slefuire fina cu alumina |
5.97 HV3 |
|
2 slefuire cu hartie abraziva 1000 |
6.32 HV3 |
|
3 slefuire cu hartie abraziva 600 |
6.83 HV3 |
Tabelul 8.b
|
OLT65 | |
|
1 slefuire fina cu alumina |
8.30 HV3 |
|
2 slefuire cu hartie abraziva 1000 |
8.41 HV3 |
|
3 slefuire cu hartie abraziva 600 |
8.72 HV3 |
Tabelul 8. c
|
Cu | |
|
1 slefuire fina cu alumina |
7.97 HV3 |
|
2 slefuire cu hartie abraziva 1000 |
8.24 HV3 |
|
3 slefuire cu hartie abraziva 600 |
8.39 HV3 |
Proba: Al
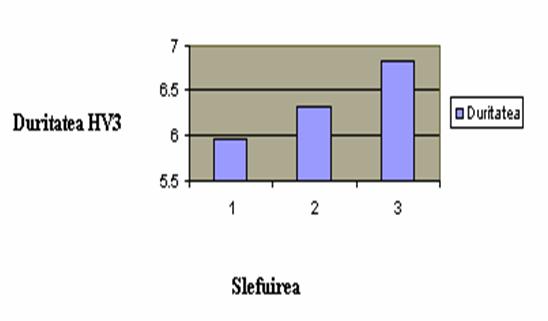
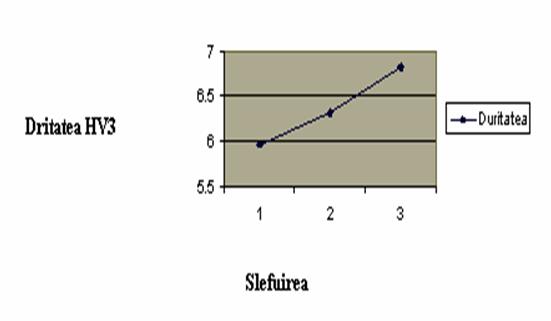
Fig. 17. a
Proba: cu
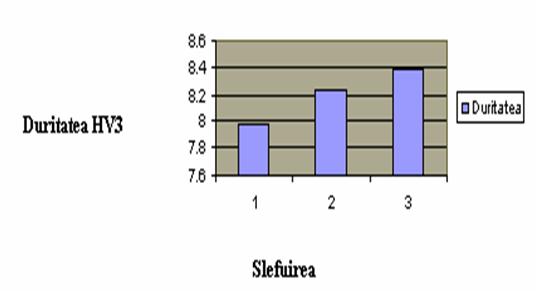
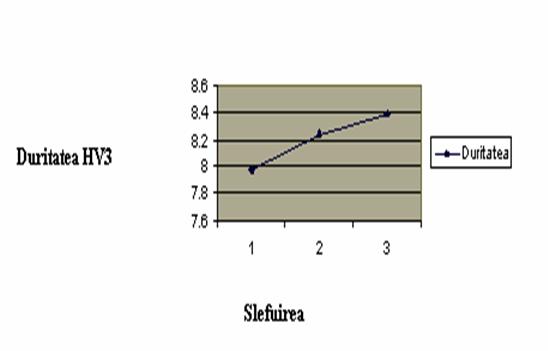
Fig. 17. b
Proba: OLT65
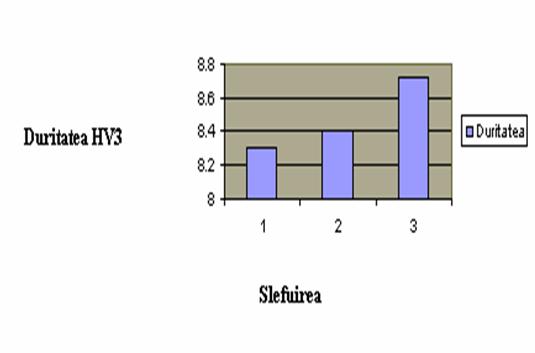
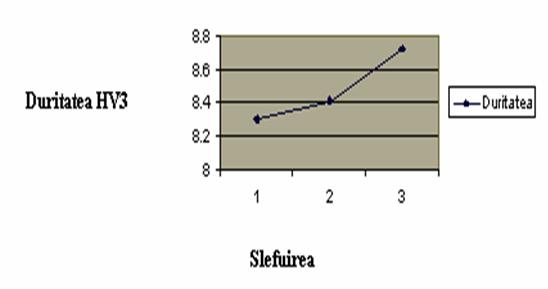
Fig. 17. c
Fig. 17. Dependenta duritatii suprafetelor unor probe metalice de rugozitate.
Se remarca, in final, ca nu se pot gasi solutii si modelari analitice pentru cazul calirii termice cu ajutorul laserilor deoarece conditiile concrete de iradiere laser, compozitia materialului tintei necesita aprecieri care pot fi facute numai cu ajutorul metodelor numerice. Pe de alta parte, se poate vorbi numai de o durificare maxima eficienta a suprafetei tintei deoarece, un dezavantaj al cresterii duritatii prin calire termica cu laser il reprezinta posibilitatea cresterii friabilitatii materialului. In aceste conditii, in functie de aplicatia concreta existenta trebuie aleasa o solutie optima referitoare la un anumit nivel de durizare laser a suprafetei tintei.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2139
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved