| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
EXAMINAREA NEDISTRUCTIVA PRIN METODA LICHIDELOR PENETRANTE
INTRODUCERE
Examinarea nedistructiva cu lichide penetrante este folosita pentru testarea unor varietati de produse metalice sau nemetalice cum sunt: suduri, piese turnate, forjate, materiale plastice, ceramice, etc. Atat timp cat examinarea cu lichide penetrante este capabila sa releve in mod economic discontinuitatile de suprafata in materiale diferite, este unul dintre cele mai importante instrumente in procesul de asigurare al calitatii.
OBIECTIVE
1) Obiectivul examinarii cu lichide penetrante este sa asigure fiabilitatea produselor avand in vedere satisfacerea urmatoarelor conditii:
a) Obtinerea unei imagini vizibile corespunzatoare discontinuitatilor de suprafata a produsului testat.
b) Determinarea naturii discontinuitatii fara a se deteriora materialul.
c) Diferentierea in materiale acceptate si neacceptate in conformitate cu standardele prestabilite.
2) Nici un test nu este complet pana ce evaluarea rezultatelor nu este facuta. Evaluarea procedurii de examinare si a rezultatelor obtinute necesita intelegerea obiectivelor examinarii.
1.DOMENIUL DE APLICARE
1.1. GENERALITATI
Examinarea cu lichide penetrante evidentiaza discontinuitatile deschise la suprafata prezente in materiale neporoase. Acest tip de examinare este folosita cu succes in examinarea metalelor,cum ar fi: aluminiu, magneziu, alama, cupru, fonta, otel inoxidabil, titan si alte aliaje nemetalice. Poate fi folosit de asemenea si in examinarea altor materiale inclusiv ceramice, materiale plastice, cauciucuri sau sticla.
Se pot detecta in felul acesta 3 categorii de defecte:
a)
Defecte ale
materialelor primare obtinute prin turnare, laminare, forjare, extrudare,
tragere, etc. (exemple tipice:
b)
Defecte ale
pieselor rezultate in procesul de fabricare al acestora prin sudare, lipire,
aschiere, presare, tratament termic etc.(exemple tipice: fisuri de rectificare,
c) Defecte ale pieselor,aparute in procesul de exploatare al acestora (exemple tipice: fisuri de oboseala, uzuri, crapaturi, ruperi etc.)
Sensibilitatea examinarii cu lichide penetrante este foarte mare, permitand detectarea unor fisuri deschise la suprafata cu latime minima de 0,001 mm si lungime minima de 0,01 mm.
1. AVANTAJELE EXAMINARII CU LICHIDE PENETRANTE
Lichidele penetrante prezinta urmatoarele avantaje: au o sensibilitate ridicata, un domeniu larg de aplicare in raport cu natura defectelor de suprafata si a materialelor examinate, concludenta ridicata a rezultatelor, posibilitatea examinarii pieselor cu diferite grade de complexitate, posibilitatea examinarii intregii piese sau numai a unei portiuni a acesteia, simplitatea operatiilor de examinare,posibilitatea examinarii si automatizarii majoritatii operatiilor tehnologice, cantitatea sporita de informatii privind forma, marimea si chiar natura defectelor, costul relativ scazut al materialelor folosite s.a.
1.3. DEZAVANTAJELE EXAMINARII CU LICHIDE PENETRANTE
Printre dezavantaje se pot enumera: domeniul de aplicare redus numai la defectele de suprafata, volum mare de munca in lipsa mecanizarii si consum mare de timp (0,5.1,5h), necesitatea curatirii amanuntite a suprafretelor examinate, dificultatea examinarii la temperaturi scazute, modificarea rezultatelor datorita peliculelor de oxizi si deformatiilor stratului superficial al pieselor examinate, volumul mare al instalatiilor stationare de examinare, subiectivitatea examinatorului care depinde de calificarea si constiinciozitatea personalului operator.
1.4. CONCLUZII
Avand in vedere particularitatile examinarii cu lichide penetrante, enumerate anterior, rezulta ca acesta se poate aplica la examinarea pieselor si semifabricatelor in procesul de fabricatie si montaj in laboratoare de examinare, sectii productive sau in conditii de santier.
Metodele de examinare cu lichide penetrante se asociaza frecvent examinarii defectoscopice nedistructive cu radiatii penetrante sau cu ultrasunete care prezinta dificultati la detectarea discontinuitatilor de suprafata.
De asemenea aceasta examinare se asociaza examinarii magnetice, pentru sporirea cantitatii de informatii referitoare la discontinuitatile de suprafata.
Un
De asemenea examinarea cu lichide penetrante poate fi aplicata cu rezultate bune la determinarea etanseitatii recipientilor, cazanelor, carcaselor etc.
BAZELE FIZICE ALE EXAMINARII CU LICHIDE PENETRANTE
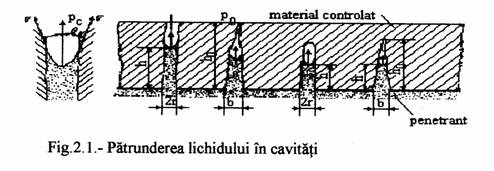
Examinarea defectoscopica nedistructiva cu lichide penetrante se bazeaza pe proprietatea unor lichide de a umecta suprafetele corpurilor solide si de a patrunde in cavitatile discontinuitatilor acestor suprafete. Intrucat patrunderea lichidelor in interiorul defectelor are loc prin capilaritate,metoda de examinare cu lichide penetrante este cunoscuta si sub denumirea de metoda capilara.
Studiul fenomenelor care se produc la interfata lichid - solid si care au ca rezultat patrunderea lichidului in cavitatea discoontinuitatii se poate simplifica reducandu-l doar la studiul fenomenelor capilare si utilizand cateva relatii principale din fizica ce caracterizeaza aceste fenomene. Astfel presiunea coloanei de lichid aflata in echilibru in cavitatea defectului se determina cu relatia:
Pc=hrg, (1)
In care pc este presiunea capilara, h este inaltimea coloanei de lichid, r este densitatea lichidului,iar g acceleratie gravitationala.
Inaltimea coloanei de lichid h se poate determina si pe baza legii lui Jourin:
h =2s cos q/drg (2)
in care s este coeficientul de tensiune superficiala a lichidului, q unghiul de udare pentru starea de echilibru iar d este deschiderea (latimea) discontinuitatii.
Ca urmare, relatia presiunii devine:
Pc = 2s cos q/d, (3)
Pentru crapaturi, respectiv:
Pc = 2s cos q/r, (4)
Pentru cavitati tubulare cu raza r, stabilindu-se astfel o legatura intre marimea defectului si proprietatile lichidului folosit la examinare.
Intrucat legea lui Jurin ia in consideratie numai conditiile echilibrului static pentru defectoscopie este necesar sa se determine timpul in care se stabileste acest echilibru.
Luandu-se in considerare factorii care conditioneaza patrunderea lichidului in cavitatea defectelor, s-au stabilit urmatoarele relatii in care este inclus si timpul de penetrare tp :
a) pentru cavitati tubulare strapunse:
h2 =(r s cos q h)tp, (5)
de unde rezulta:
tp= (2h/ r s cos q)h2 (6)
b) pentru crapaturi strapunse
h2 =(d s cos q h)tp, (7)
de unde rezulta:
tp = (3h/ d s cos q)h2 (8)
c) pentru cavitati tubulare infundate:
tp r2/8h = h2/2pc + po h3/3p2cho + po (po + pc)h4/4p3ch2o, (9)
unde rezulta:
tp = 8h/ r2(h2/2pc + po h3/3p2cho + po (po + pc)h4/4p3ch2o)
d) pentru crapaturi infundate:
tp c2/12h = h2/2pc + po h3/3p2cho + po (po + pc)h4/4p3ch2o
de unde rezulta:
tp = c2/12h( h2/2pc + po h3/3p2cho + po (po + pc)h4/4p3ch2o)
S-a determinat astfel timpul de penetrare pentru diferite tipuri de discontinuitati, notandu-se cu h vascozitatea dinamica, cu po presiunea atmosferica, cu ho adancimea cavitatii defectului si cu h adancimea de penetrare corespunzatoare timpului tp.
3.CLASIFICAREA METODELOR DE EXAMINARE CU LICHIDE PENETRANTE
3.1. PROCEDURA DE LUCRU
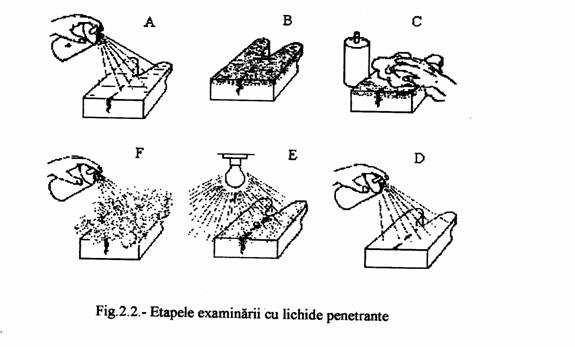
In principiu examinarea cu lichide penetrante comporta mai multe etape comune diferitelor tipuri de penetranti. Etapa premergatoare inceperii procedurii de testare este operatia de pregatire a suprafetei. Aceasta are drept scop indepartarea murdariei, oxizilor si substantelor grase de pe suprafata, astfel incat sa se asigure accesul penetrantului la cavitatile discontinuitatilor. Urmatorii pasi constau in:
a) aplicarea penetrantului pe suprafata de studiat;
b) acordarea unui timp necesar penetrantului pentru a patrunde in cavitati;
c) inlaturarea excesului de penetrant;
d) aplicarea developantului necesara extragerii penetrantului din cavitati;
e) examinarea vizuala a suprafetei de studiat;
f) curatirea finala a suprafetei.
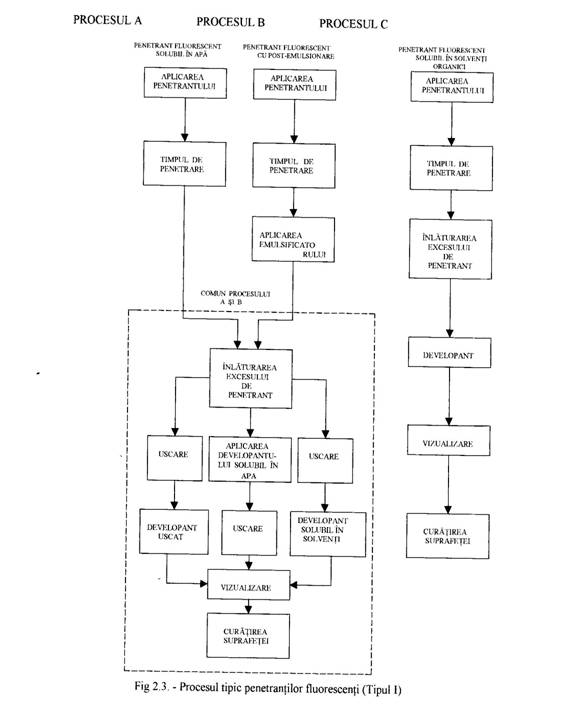
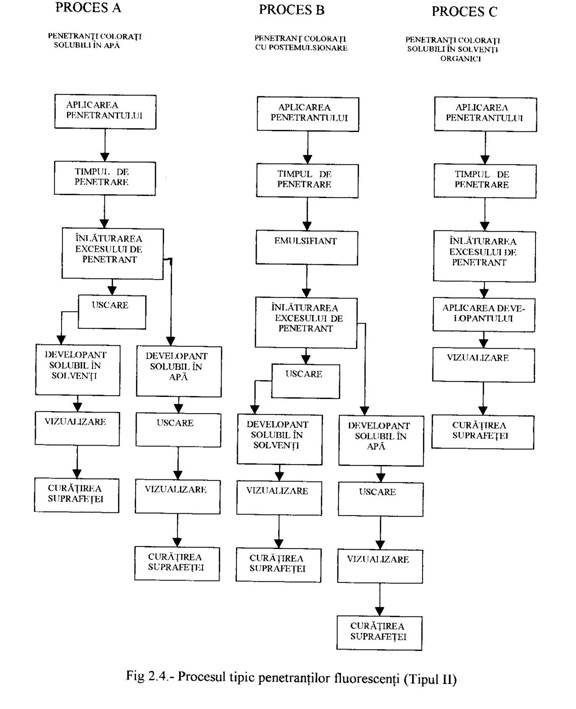
3. TIPURI DE PENETRANTI
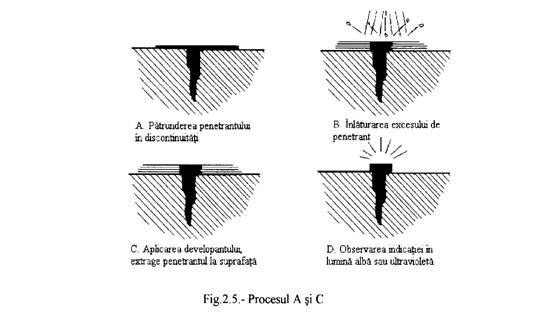
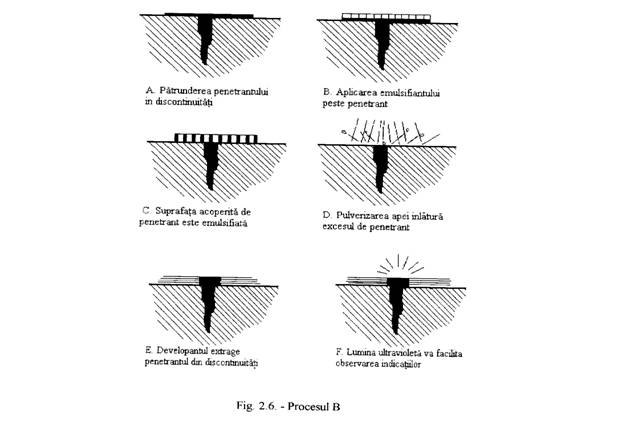
Lichidele penetrante utilizate in examinarea nedistructiva pot fi clasificate in functie de colorantul pe care il contin. Admitem ca penetrantii care contin coloranti fluorescenti sunt de tip I iar cei care contin coloranti vizibili (de obicei rosu) sunt de tip II. Orice proces de lucru ce foloseste penetranti solubili in apa se refera la Procedura A; procesul de lucru care se refera la folosirea penetrantilor cu postemulsionare se refera la Procedura B; iar procesul de lucru care foloseste penetranti solubili in solventi organici se refera la Procedura C.
Astfel Procedura A, tip I semnifica un proces de lucru ce necesita un penetrant solubil in apa ce contine coloranti fluorescenti; Procedura C, tip II semnifica un proces de lucru ce utilizeaza un penetrant solubil in solventi organici si contine un colorant vizibil.
4.TEHNOLOGIA EXAMINARII CU LICHIDE PENETRANTE
4.1. CURATIREA SUPRAFETELOR
Operatia de pregatire a suprafetelor examinate are un rol deosebit in buna desfasurare a examinarii. Eficacitatea examinarii cu lichide penetrante este bazata pe capacitatea penetrantului de a patrunde in discontinuitati. Suprafata ce urmeaza a fi examinata trebuie sa fie curata si eliberata de prtezenta altor materiale straine care pot acoperi discontinuitatile. Orice urma de vopsea , oxizi, sgura, substante grase, apa, murdarie treuie inlaturate de pe suprafata produsului de examinat. O atentie deosebita se va acorda prezentei uleiurilor sau unsorilor, care prin influentarea nefavorabila a tensiunii superficiale a penetrantului vor impiedica patrunderea acestuia in cavitatile discontinuitatilor. Metoda de curatire folosita este determinata de natura materialului de examinat si de impuritatile ce trebuiesc inlaturate. In general este acceptata orice metoda de curatire, cu conditia ca aceasta sa lase suprafata curata si uscata, sa nu atace materialul de examinat si nu provoace inchiderea sau mascarea defectelor si alterarea lichidelor penetrante.
Principalele metode de curatire sunt
a) Curatirea mecanica. Realizata cu ajutorul periilor rotative din sarma de otel, otel inoxidabil, alama, cupru, cu ajutorul materialelor abrazive sau sablarii. Aceste metode sunt deosebit de productive, dar prezinta unele dezavantaje ca: extragerea dificila a murdariei din discontinuitatile inguste, inchiderea si mascarea defectelor,mai ales la materialele metalice moi.
b) Spalarea cu apa. Este utilizata in vederea indepartarii de pe suprafata pieselor si din cavitatile discontinuitatilor a substantelor ce se dezvolta in apa. Rezultate bune se obtin cu apa calda sau prin spalare repetata cu apa calda si apa rece. Spalarea cu apa , desi ieftina si usor de aplicat, nu asigura o buna pregatire a pieselor, mai ales a celor continand urme de substante grase.
c) Spalarea cu detergenti. Poate fi folosita la orice fel de material. Deoarece detergentii sunt de natura chimica sau alcalina, trebuie luat in considerare ca ei pot fi corozivi pentru anumite materiale. Incalzirea solutiilor favorizeaza procesul de incalzire. El poate fi optimizat prin combinarea cu metoda de curatire mecanica. Dupa curatirea cu detergrenti suprafata trebuie sa fie foarte bine clatita si uscata.
d) Spalarea cu solventi organici. Este folosita pentru indepartarea urmelor de ulei, unsoare, ceara, parafina, unele vopsele, smoala etc.. Ca solventi se pot folosi: benzenul, acetona tehnica, benzina usoara, white-spirit-ul, tetraclorura de carbon, tricloretilena, clorura de metilen si diversi solventi organici. Acesti solventi asigura o buna curatire si in special degresare.
e) Spalarea cu vapori de solventi organici. Constituie una dintre cele mai eficiente metode de degresare. Solventul incalzit intr-o baie speciala se evapora; vaporii, intalnind piesa relativ rece se condenseaza pe suprafata acesteia si actioneaza asupra impuritatilor. Procesul nu numai curata piesa dar o si incalzeste astfel incat dupa curatare niu va ramane solvent in discontinuitati. Trebuie avut grija sa se foloseasca solventi care nu sunt daunatori materialului de examinat.
f) Curatirea chimica prin decapare. Se poate face in bai acide sau bazice. Decaparea constituie cel mai sigur mod de curatire al suprafetelor fara a denatura discontinuitatile prezente in material. Decaparea in bai acide permite inlaturarea straturilor de oxizi, produselor coroziunii si a murdariei existente pe suprafata pieselor confectionate din cele mai diferite materiale. Pentru aceasta se va alege compozitia chimica a baii de decapare in functie de natura materialului de examinat si se va respecta regimul de lucru recomandat. Curatirea prin decapare necesita mai multe etape: degresare - (neutralizare) - decapare - spalare cu apa - neutralizare - spalare cu apa - uscare.
g) Curatirea electrochimica. Reprezinta un proces de curatire in electroliti sub actiunea curentului electric. Folosirea curentului contribuie la intensificarea proceselor si, in consecinta, la micsorarea duratei de lucru.
h) Curatirea cu ultrasunete. Se desfasoara in mediul lichid activ si constituie o metoda eficienta de curatire. Durata de lucru este mult redusa.
4. USCAREA
Se pot folosi urmatoarele tehnici:
uscarea in aerul inconjurator, uscarea cu jet de aer comprimat, incalzirea in
cuptor sau in dulapuri de uscare cu aer cald, uscarea in vid, incalzirea la
temoeraturi ridicate in vid sau in medii de gaze protectoare.
Uscarea efectuata inainte
aplicarii penetrantului are drept scop indepartarea urmelor de solutii de
curatire sau de apa de pe suprafata piesei sau din cavitatile
discontinuitatilor. Principala problema care trebuie rezolvata la o uscare o
constituie golirea completa a cavitatilor discontinuitatilor de orice lichid
care ar impiedica patrunderea ulterioara a penetrantului.
4.3 APLICAREA PENETRANTULUI
Penetrantul poate fi aplicat prin pulverizare, stropire, pensulare si scufundare (imersie).
Suprafetele de examinat trebuie sa ramana acoperite de penetrant un timp bine stabilit nimit timp de penetrare. Dupa expirarea timpului de penetrare preodusul de examinat este pregatit pentru urmatoarele etape din procedura de testare.
Caracteristicile diferitelor tipuri de aplicare a penetrantului sunt urmatoarele:
a) Aplicarea prin pulverizare. Este cea mai raspandita metoda asigurand cea mai mare sensibilitate datorita depunerii penetrantului intr-un strat uniform, oricat de complicata ar fi configuratia suprafatei examinate. Pulverizarea se poate face in mai multe moduri: mecanic, cu aer comprimat, cu aerosol(spray). Varianta de pulverizare se stabileste in functie de intinderea suprafetei examinate si de gradul de mecanizare al procesului. Datorita imprastierii picaturilor foarte fine de penetrant in spatiul inconjurator este necesara o ventilatie foarte buna a locului de munca.
b) Aplicarea prin pulverizare in camp electrostatic. Asigura cel mai uniform strat de penetrant, concomitent cu micsorarea duratei de aplocare cu circa 30-70% in raport cu pulverizarea cu aer comprimat. In acelasi timp se imbunatatesc conditiile igienico - sanitare la locul de munca. Penetrantii trebuie sa prezinte proprietati electrice corespunzatoare.
c) Aplicarea prin stropire. Are productivitate ridicata si este folosita numai in conditii de atelier si examinarea in serie la piese cu suprafete de intindere mare sunt necesare instalatii speciale de recirculare a penetrantului.
d) Aplicarea prin imersie. Este cea mai buna metoda de aplicare a penetrantului dar impune existenta unor bai cu penetrant de dimensiuni corespunzatoare cu ale produselor examinarte. Se preteaza bine acestei metode examinarea pieselor de dimensiuni relativ mici cu conditia ca acestea, prin configuratia lor, sa permita scurgerea penetrantului.
4.4 TIMPUL DE PENETRARE
|
MATERIALUL UTILIZAT |
MODUL DE PRELUCRARE AL PIESEI DE EXAMINAT |
TIPUL DISCONTINUITATILOR |
TIMPUL DE PENETRARE (PROCESUL A; TIPUL I SI II PENTRANT SOLUBIL IN APA) |
TIMPUL DE PENETRARE (PROCESUL B;TIPUL I SI II PENETRANT CU POSTEMULSIONARE |
TIMPUL DE PENETRARE (PROCESUL C;PENETRANT SOLUBIL IN SOLVENTI ORGANICI) |
|
ALUMINIU |
TURNARE EXTRUDARE SI FORJARE SUDURI ORICE ALTA FORMA DE PRELUCRARE |
POROZITATI LIPITURI RECI FALTURI LIPSURI IN SUDARE POROZITATI FISURI FISURI DE OBOSEALA |
5-10 MIN NR*** NR |
**5 MIN |
3 MIN 5R |
|
MAGNEZIU |
TURNARE EXTRUDARE SI FORJARE SUDURI ORICE ALTA FORMA DE PRELUCRARE |
POROZITATI LIPITURI RECI FALTURI LIPSURI IN SUDARE POROZITATI FISURI FISURI DE OBOSEALA |
NR*** NR | ||
|
ALUMINIU |
TURNARE EXTRUDARE SI FORJARE SUDURI ORICE ALTA FORMA DE PRELUCRARE |
POROZITATI LIPITURI RECI FALTURI LIPSURI IN SUDARE POROZITATI FISURI FISURI DE OBOSEALA |
NR*** NR*** |
20 | |
|
BRONZ SI ALAMA |
TURNARE EXTRUDARE SI FORJARE LIPIRI CU ALAMA ORICE ALTA FORMA DE PRELUCRARE |
POROZITATI LIPITURI RECI FALTURI LIPSURI IN LIPIRE POROZITATI FISURI |
NR*** | ||
|
PLASTICE SAU STICLA |
ORICE FORMA DE PRELUCRARE |
FISURI | |||
|
ALIAJ DUR DE CARBURI METALICE |
LIPSURI IN LIPIRE POROZITATI FISURI | ||||
|
TITAN SI ALIAJE LA TEMPERATURI INALTE |
ORICE FORMA DE PRELUCRARE |
NR** | |||
|
ALTE METALE |
ORICE FORME DE PRELUCRARE |
STRES SAU COROZIUNI INTERGRANULARE |
NR*** |
* pentru materialele care au temperatura mai mare de 60F
** doar pentru turnare
*** NR nerecomandat
Tab. 1. - Timpul de penetrare
Perioada de timp in care penetrantul este mentinut pe suprafata de examinare a suprafetei de examinat constituie partea vitala a examinarii. Aceasta perioada de timp, cunoscuta sub numele de timp de penetrare, este strans legata de marimea si adancimea discontinuitatilor anticipate deoarece marimea discontinuitatilor determina viteza de partrundere a penetrantului in ele. Crapaturile inguste pot necesita un timp de penetrare de 30 de minute pentru ca indicatia asteptata sa fie satisfacatoare. Pentru discontinuitatile de dimensiuni mari este necesar un timp de penetrare de numai cateva minute. Timpul de penetrare in fiecare caz al examinarii este determinat de discontinuitatile anticipate si de recomandarile producatorilor de penetranti .
a. Datorita proprietatilor bazice ale penetrantilor ei sunt afectati de temperatura si, in consecinta, timpul de penetrare este de asemenea afectat. Temperatura produsului de testat si temperatura penetrantului pot afecta timpul necesar penetrarii. In functie de penetrantul folosit cresterea temperaturii implica scurtarea timpului de penetrare. Pe de o parte cresterea temperaturii mareste viteza de patrundere a penetrantului in cavitati, dar pe de alta parteeste posibila uscarea penetrantului patruns in cavitati ceea ce determina ori infundarea discontinuitatilor ori imposibilitatea extragerii penetrantului de catre developant din cavitati in vederea obtinerii unor rezultate adecvate. Masura de prevedere ce trebuie luata este evitarea incalzirii excesive a materialului pentru a nu cauza evaporarea penetrantului din discontinuitati.
b. Temperatura si umiditatea spatiului de lucru poate afecta de asemenea actiunea penetrantului deoarece temperatura mediului ambiant determina viteza de uscare a penetrantului. In general cu cat temperatura mediului ambiant este mai ridicata cu atat timpul de penetrare este mai scurt. Daca umiditatea este scazuta penetrantul se usuca rapid si examinarea devine dificila daca nu chiar imposibila. Iar daca aerul este foarte uscat penetrantul se usuca inainte de a patrunde in discontinuitati.
4.5. INDEPARTAREA EXCESULUI DE PENETRANT
Dupa scurgerea timpului de penetrare,excesul de penetrant se inlatura cat mai bine de pe suprafata examinata. In urma acestei operatii trebuie sa mai ramana penetrant doar in cavitatile defectelor. Modalitatile de inlaturare a excesuluui de penetrant depind de natura acestuia si de natura solventilor ce se pot folosipentru indepartarea lui.
a. Penetrantii solubili in apa se indeparteaza prin clatire sau stropire cu jet de apa si stergerea cu tampoane din materiale textile fara scame.
b. Penetrantii solubili in solventi organici se indeparteaza in 2 etape: mai intai se indeparteaza cat se poate de mult penetrant prin stergere cu o carpa curata, fara scame, apoi se indeparteaza restul de penetrant prin tamponarea sau pulverizarea cu solvent, urmata de stergerea cu material textil uscat. Operatia de indepartare a excesului de penetrant se efectueaza pana la disparitia fondului colorat sau fluorescent, evitandu-se spalarea excesiva. Cand se lucreaza cu penetranti fluorescenti este recomandcabil ca inlaturarea excesului de penetrant sa se faca sub incidenta luminii negre pebtru obtinerea unei eficiente sporite.
c. Penetrantii cu postemulsionare sunt substante cu putere mare de penetrare, dar care nu pot fi inlaturate de pe suprafata examinata decat dupa aplicarea unui emulsificator. Perioada de timp permisa emulsificatorului sa ramana pe suprafata pana la inlaturarea lui este cuprinsa intre 1-4min
d. Timpul de emulsionare este in concordanta cu indicatiile producatorilor de emulsificatori. Excesul de penetrant, dupa emulsionare, se inlatura prin spalare cu apa.
4.6. APLICAREA DEVELOPANTULUI
Deoarece penetrantul ramas in discontinuitati tinde sa se usuce, aplicarea developantului se face imediat dupa ce indepatarea excesului de penetrant a fost facuta. Rolul developantului este acela de a extrage la suprafata penetrantul ramas in discontinuitati, la baza acestei actiuni fiind fenomenul de capilaritate. Developantul accentueaza prezenta discontinuitatilor deoarece absoarbe penetrantul ramas in discontinuitati si acesta se va intinde la suprafata pe o arie mai mare decat marimea discontinuitatilor. De asemenea ofera un contrast bun intre discontinuitatile indicate de penetrantul absorbit si restul suprafetei. Developantul este intalnit atat sub forma uscata, de pulbere, cat si sub forma de solutie.
a) Developanti pulbere. Se aplica prin presarare, sitare, pulverizaresau prin scufundarea produsului de examinat in pulbere. Nu este necesara nici un fel de pregatire a pulberii singura cerinta este aceea ca suprafata studiata sa fie perfect uscata. Timpul de developare pentru developantii in sub forma de pulbereeste egal cu jumatate din timpul pe penetrare corespunzator penetrantului aplicat.
a) Developantii in suspensie. Sunt developanti care prezinta o solutie de pulbere alba amestecata cu solvent sau cu apa. Ei se aplica prin imersare, pulverizare sau cu ajutorul pensulei. Cea mai folosita metoda de aplicare este totusi prin pulverizare. Developantul trebuie aplicat atunci cand suprafata de examinat este complet uscata. Folosirea developantilorn in suspensie impune un anumit timp in care lichidul suspesiei sa se evapore. In functie de volatilitatea acestuia timpul de evaporare va fi de ordinul secundelor sau minutelor. Este posibila accelerarea evaporarii prin suflare de aer la temperatura normala sau a aerului caldla temperatura sub 50 grade Celsius. Presiunea aerului trebuie sa fie mica astfel incat sa nu se disloce pulberea de pe suprafata piesei. Timpul de developare utilizat in practica este cel recomandat de producator.
4.7. EXAMINAREA
In functie de metoda de examiinare aplicata - a colorarii sau a fluorescentei - examinarea vizuala a suprafetelor examinata se face in lumina alba respectiv ultravioleta.
Examinarea suprafetelor examinate cu penetranti colorati se face la lumina alba, difuza se face la minimum de 800 lx. Se poate folosi in acest scop un tub fluorescent de 80wati la no distanbta de circa 1 metru sau a unui bec cu incandescenta de 100 wati la o distanta de circa 0,2 metri. Sursa de lumina trebuie sa creeze un camp uniform luminat fara reflexii.
Examinarea suprafetelor pe care au fost penetranti fluorescenti se face in spatii intunecate si sub incidenta "luminii negre". Asa numita "lumina neagra" are o lungime de unde de 3650 Angstrom. Aceasta lumina este situata in spectrul intrevizibil si ultraviolet. Radiatia din acest interval nu afecteaza pielea sau ochii. O lumina adecvata pentru examinarea suprafetelor examinate cu penetranti fluorescenti este in general obtinuta prin folosirea unui bec cu vspori de mercur de 100 wati. Se mai pot folosi si becuri cu lumina ultravioleta de 400 wati care sunt capabile sa ilumineze o arie de zece ori mai intinsa fata de cele de 100 wati.
Pentru olbtinera unor rezultste bune examinarea suprafetelor trebuie sa se realizeze in spatii intunecate sau slab iluminate. Cu cat spatiul de examinare este mai intunecat, cu atat se vor vedea indicatiile mai stralucitoare. Acest lucru este extrem de important inm cr a ce priveste educatiile fine. Daca exista urme de penetrant pe masa de lucru sau pe mainile operatorului acestea vor straluci puternic sub incidenta lumnii negre si pot determina confuzia operatorului.
De asemenea operatorul trebuie sa se obisnuiasca cu vederea la intuneric inaintea inceperii examinarii. Patrunderea luminii negre in ochi produce senzatia de "ceata" datorita faptului ca lichidul din ochi este fluorescent. Aceasta poate fi cauzata de incidenta directa sau reflectata a luminii negre in ochi. Nu este daunatoare pentru ochi dar cauzeaza oboseala si reduce sensibilitatea observarii indicatiilor.
Dupa examinare developantul uscat sau in suspensie trebuie inlaturat de pe suprafata prodxusului. Mentinerea lui pe aceasta suprafata un timp mai indekungat il face dificil de inlaturat.
4.8. PREZENTAREA IN IMAGINI A PROCESULUI DE EXAMINARE CU LICHIDE PENETRANTE
5. INTERPRETAREA REZULTATELOR
Termenii "interpretare" si "evaluare sunt adesea confundati de catre personalul ce executa examinarea. De fapt termenii se refera la 2 etape complt diferite in procesul de examinare. A interpreta o indicatie inseamna a decide careeste cauza formarii ei. Evaluarea urmeaza interpretarii. Daca exista o discontinuitate,decide efectul ei asupra piesei care necesita evaluarea, in consecinta articolul este acceptat asa cum este retusat sau respins. Succesul si siguranta interpretarilor si avaluarilor indicatiilor examinarii cu lichide penetrante depinde de meticulozitatea cu care este efectuat procesul.
5.1. GENERALITATI ASUPRA INDICATIILOR
Cat timp penetrantul nu indica nimic altceva decat o pata pe suprafata, indicatia este cauzata de o discontinuitate de suprafata sau de catre o urma de penetrant ramasa pe suprafata dintr-o cauza necunoscuta.
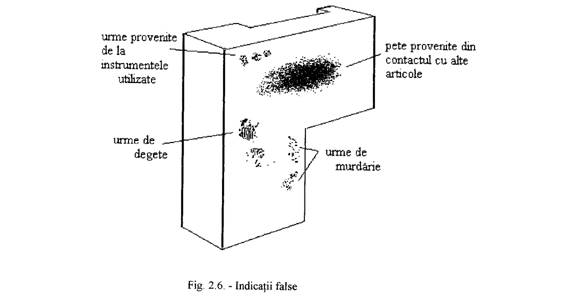
5. INDICATII FALSE
Cea mai obisnuita sursa de indicatii false este inlaturarea incompleta a penetrantului de pe suprafata de examinat. Folosirea luminii ultraviolete in timpul procesului de inlaturare a excesului de penetrant atunci cand se foloseste un penetrant fluorescent, este foarte importanta. Operatorul poate observa cu usurinta daca s-a obtinut o curatire completa sau daca au ramas pete fluorescente pe material. La penetrantii care necesita o inlaturare prin solvent este preferat de asemenea ca procesul de inlaturare sa fie complet.
Masurile de prevedere care se iau in evitarea confuziilor date de incatiile fluorescente sau colorate, altele decat indicatiile adevarate, sunt acelea de a avea grija ca suprafata sa nu fie contaminata din exterior. Sursele de contaminare sunt:
a. Urme de penetrant pe mainile operatorului;
b. Contaminarea cu developant pulbere sau in suspensie;
c. Penetrantul extras dintr-o discontinuitate ajuns intr-o portiune curata din suprafata de examinat;
d. Pete de penetrant pe masa de lucru;
e. Pentru a elimina contaminarea aceste cauze pot fi evitate.
5.3. INDICATII NERELEVANTE
In afara domeniului de indicatii false este o categorie de indicatii nerelevante pe care personalul ce efectueaza examinarea le poate recunoaste cu usurinta. Acestea sunt indicatii adevarate in sensul ca ele sunt cauzate de discontinuitati de suprafata dar discontinuitatile acestea fac parte din structura produsului si in nici un fel ele nu sunt considerate discontinuitati adevarate. Cele mai multe sunt usor de recunoscut atat timp cat ele sunt legate direct de anumite caracteristici ale ansamblului, caracteristici care justifica prezenta lor. Indicatiile nerelevante le includ si pe acelea care apar in produsele care sunt imbinate prin presare, nituite, care prezinta caneluri, pete de suduri unite sau acelea care apar in piesele turnate ca rezultat al pierderii aderentei sau a suprafetei aspre a formei in care sunt turnate. Aceste indicatii nerelevante trebuie observate cu atentie atat timp cat pot interfera cu indicatii adevarate.
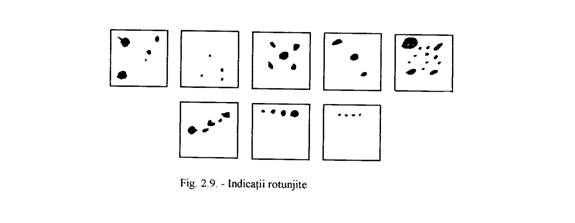
Cele
mai obisnuite indicatii nerelevante sunt aratate in fig.
5.4. INDICATII ADEVARATE
Indicatiile adevarate sunt acelea cauzate de discontinuitati. Interpretarea indicatiei ca adevarata este facuta observand indicatia, eliminand posibilitatea ca ea sa fie falsa si determinand ca nu este o indicatie nerelevanta. Orice indicatie adevarata devine imediat subiect de evaluare pentru a stabili cauza ei si efectul pe care il are in destinatia produsului. Nu sunt reguli stricte de stabilire a unei metode sigure a determinarii daca indicatia este adevarata. Astfel de aprecieri definite necesita cunoastwerea procesului de fabricatie al produsului sau, in cazul unui produs utilizat, cunoasterea modului lui de utilizare si solicitarile la care este supus.
5.5. CATEGORII DE INDICATII ADEVARATE
Indicatiile de discontinuitati variaza in mare masura in infatisare dar pentru fiecare indicatie trebuie sa se raspunda la 2 intrebari interpretative. Ce tip de discontinuitati a cauzat indicatia? Care este marimea discontinuitatii evidentiate de indicatie? Raspunsurile la intrebarile interpretative sunt obtinute prin observarea indicatiilor si identificarea discontinuitatilor din caracterul infatisarii indicatiilor.
Raspunsul la intrebarea de evaluare este bazat pe cunoasterea sigura a gravitatii discontinuitatilor si completa intelegere a utilizarii produsului. Indicatiile adevarate se impart in 5 categorii: linii continue, linii intrerupte, indicatii rotunde, puncte mici si indicatii difuze sau slabe.
a) Linii continue. Indicatiile sub forma de linii continue sunt cauzate de fisuri, suprapuneri, stratificari, lipsa de topire si nepatrunderi ale sudurilor, exfolieri, incretiri la laminare etc.
b) Linii intrerupte. Aceleasi discontinuitati care cauzeaza indicatiile sub forma de linii continue in imprejurari diferite, cauzeaza indicatiile sub forma de linii intrerupte. Astfel ele pot fi datorate fisurilor foarte fine sau acelor partial strapunse la suprafata precum si defectelor precedente, inchise in cursul unor prelucrari anterioare.
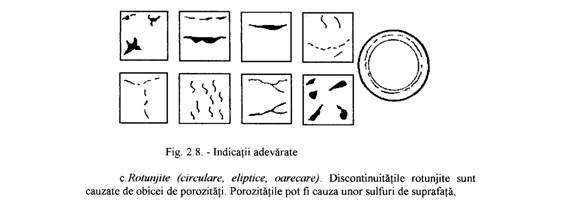
c) Rotunjite (circulare, eliptice, oarecare). Discontinuitatile obisnuite sunt cauzate de obicei de porozitati. Porozitatile pot fi cauza unor sulfuri de suprafata, goluri de stantari sau porozitatea materialului in general. Fisurile adanci pot sa apara sub forma unor indicatii rotunde deoarece ele absorb o cantitate mare de penetrant care difuzeaza cand developantul este aplicat. Orice indicatie rotunda care apare singura intr-o pozitie izolata indica de obicei o discrepanta de nivel care sau nu fi rotunda.
d) Puncte mici. Indicatiile sub forma de puncte mici sunt datorate unor sulfuri de suprafata foarte fine, porozitatii materialului sau a granulatiei mari a formei in care a fost turnat.
e) Indicatii difuze sau slabe. Indicatiile difuze sau slabe sunt greu de interpretat. Indicatiile slabe care apar pe o arie extinsa sunt intotdeauna suspecte cand apar pe un produs care nu a fost minutios curatat si apoi retestat. Alte indicatii slabe sau difuze pot fi cauzate de porozitatea suprafetelor dar mai ales de o curatire insuficienta, o inlaturare incompleta a penetrantului sau un exces de developant.
5.6. DETERMINAREA ADANCIMII DISCONTINUITATILOR
Luminozitatea unei indicatii colorate sau stralucirea unei fluorescente este o masura a adancimii discontinuitatii. Cu cat este mai mare adancimea discontinuitatii cu atat ea va absorbi mai mult penetrant si indicatia va fi mai mare si mai stralucitoare. Discontinuitatile superficiale absorb o cantitate mica de penetrant si apar sub forma unor linii subtiri de stralucire scazuta. Cand evaluarea necesita mai multe informatii despre adancimea discontinuitatii aceasta se obtine prin curatarea suprafetei si repetarea examinarii. Se va tine seama ca marimea indicatiilor si viteza de extragere a penetrantului din discontinuitati este proportionala cu adancimea discontinuitatilor.
6. SENSIBILITATEA EXAMINARII CU LICHIDE PENETRANTE
Sensibilitatea examinarii cu lichide penetrante poate fi definite in diverse moduri cel mai raspandit fiind legat de cele mai mici dimensiuni ale defectelor detectate(sensibilitate absoluta).
Principalii factori care influenteaza sensibilitatea examinarii cu lichide penetrante sunt: calitatea materialelor folosite, starea suprafetelor pregatite pentru examinare si operatiile anterioare de prelucrare a acestora, timpii de penetrare; emulsionare, developare, modul de indepartare a excesului de penetrant, cantitatea de developant, temperatura de lucru, modul de iluminare al suprafetei in timpul examinarii, insusirile fiziologice, calificarea si constiinciozitatea personalului operator.
Rezulta ca respectarea stricta a disciplinei tehnologice, calitatea materialelor folosite si calificarea personalului operator sunt imperative de cea mai mare importanta in asigurarea sensibilitatii examinarii cu lichide penetrante.
6.1. METODE PENTRU MARIREA SENSIBILITATII EXAMINARII CU LICHIDE PENETRANTE
Pentru a se spori sensibilitatea examinarii cu lichide penetrante, se pot aplica o serie de metode, care au drept scop asigurarea unei mai bune patrunderi a penetrantului in cavitatile discontinuitatilor. Dintre aceste metode fac parte :
a) Penetrarea in vid Piesele examinate sunt introduse in camere de vidare; dupa realizarea vidului se acopera suprafetele cu penetrant. Pe langa o crestere a sensibilitatii datorita penetrarii mai bune (nu mai exista aer in cavitatile discontinuitatilor).
b) Penetrarea cu incalzire Se incalzesc piesele examinate la o temperatura care sa nu conduca la alterarea penetrantului. Eventual se incalzeste si penetrantul (cazul penetrarii prin imersie). Cresterea sensibilitatii este pusa pe seama modificarii favorabile a fluiditatii penetrantului si a capacitatii sale de umectare.
c) Penetrarea cu vibrare In timpul penetrarii piesa examinata este supusa unor vibratii ceea ce conduce la modificarea geometriei defectelor si deschiderea lor, indepartarea impuritatilor si impingerea penetrantului datorita inertiei. La frecvente mari - in domeniul ultrasunetelor (17 - 20 kHz) - poate apare si fenomenul de cavitatie.
d) Penetrarea combinata. Aceasta consta din combinarea metodelor descrise mai inainnte ( de exemplu: penetrarea in vid cu incalzire).
7. CALITATEA EXAMINARII CU LICHIDE PENETRANTE
Eficienta examinarii cu lichide penetrante este determinata in mare parte de calitatea materialelor (a penetrantilor) folosite. Cele mai bune metode pot fi nesatisfacatoare daca materialele folosite la examinare sunt de proasta calitate. Pentru a ne asigura de faptul ca materialele folosite indeplinesc conditii satisfacatoare se utilizeaza mai multe tipuri de examinare a calitatii acestora. Producatorii de materiale utilizaten in examinarea cu lichide penetrante stabilesc limitele acceptabile de contaminare si diluare a acestora, precum si indicatii detaliate privind modul de folosire al acestora. Testele de examinare a calitatii sunt bazate pe presupunerea ca puritatea si utilizarea materialelor sunt in stricta concordanta cu recomandarile producatorilor.
7.1. BLOCURILE DE EXAMINARE
Blocurile de examinare se confectioneaza din aluminiu in stare laminata cu o rezistenta de rupere de circa 400 N/mm2, avand forma din figura
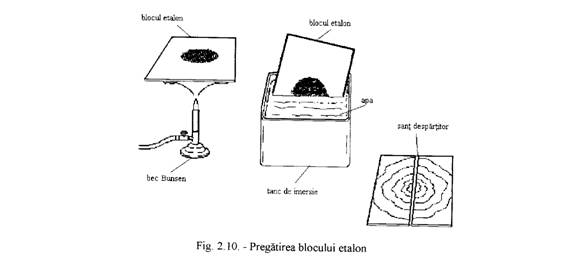
In centrul fiecarei portiuni a blocului (marcate cu A si B) se delimiteaza cu un creion termocolor (pentru 510 - 525 C) cate o suprafata cu diametrul de 25 mm. Se incalzeste blocul pe partea opusa cu un bec Bunsen sau cu o lampa cu gaz pana la temperatura de virare a culorii creionului termocolor. Dupa obtinerea acestei temperaturi blocul este in continuare incalzit un timp de aproximativ 4 minute, dupa care este introdus imediat in apa rece, ceea ce va duce la formarea unei retele de fisuri. Se usuca apoi blocul la circa 150 C.
Compararea performantelor tehnice a doi penetranti diferiti se efectueaza prin aplicarea unui penetrant pe suprafata A si a celuilalt pe suprafata B. In crestatura dintre cele doua portiuni se introduce un ecran de carton, pentru a preveni amestecarea lichidelor. Penetrantul care produce cea mai clara indicatie a retelei de fisuri de pe suprafata pe care a fost aplicat, va fi cel preferat.
Dupa cel mult trei utilizari ale blocului de examinare, acesta trebuie degresat cu aburi, spalat cu o perie cu detergent si apa, lasat in acetona circa 12 ore, clatit cu apa si incalzit incet pana la 400 C si introdus apoi in apa rece. Inainte de reutilizare se usuca la o temperatura de circa 150 C.
In cazul in care instalatia cu care se examineaza se gaseste la o temperatura diferita de cea prevazuta de producatorul penetrantului, se vor folosi doua blocuri de examinare: unul la temperatura normala si in conditiile indicate de producator si celalalt la temperatura instalatiei. Se modifica parametrii de examinare in cea de a doua situatie, pana cand indicatiile obtinute pe cele doua blocuri asemanatoare; in acest caz procedeul propus poate fi acceptat pentru aplicare.
7. ALTE TIPURI DE BLOCURI DE EXAMINARE
Exista si alte tipuri de blocuri de examinare avand o retea de fisuri si anume:
a) Placute din otel cu grosimea de 3 - 4 mm cromate pe una din fete. Pe fata opusa cromajului se apasa o bila din otel, care produce fisuri in stratul de crom;
b) Tije din otel calibil cu diametrul de 25mm si lungimea pana la 250mm.
Probele se calesc la cea mai mare duritate posibila si se rectifica la F=24mm. Pe suprafata rectificata se depune electrolitic un strat de crom cu grosimea de 0,3 - 0,4 mm si se rectifica din nou, folosind un regim dur (avans transversal mai mare de 0,3mm/cursa simpla, avans longitudinal mai mare de 20mm/rot si lipsa racirii). Se obtine o retea fina de fisuri de rectificare pe suprafata prelucrata.
La utilizarea blocurilor de examinare trebuie avut in vedere faptul ca nu este posibil sa se obtina doua blocuri cu retele de fisuri identice, lucru de care trebuie sa se tina seama la interpretarea rezultatelor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2990
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved