| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Exemple de proiectare a operatiilor de
prelucrare pe masinile de rectificat
1. Proiectarea unei operatii de rectificare cilindrica exterioara, in productia de unicate
Fig. 8.1
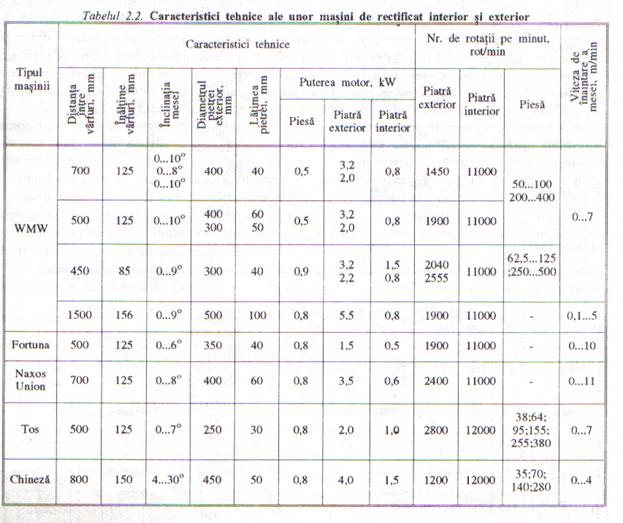
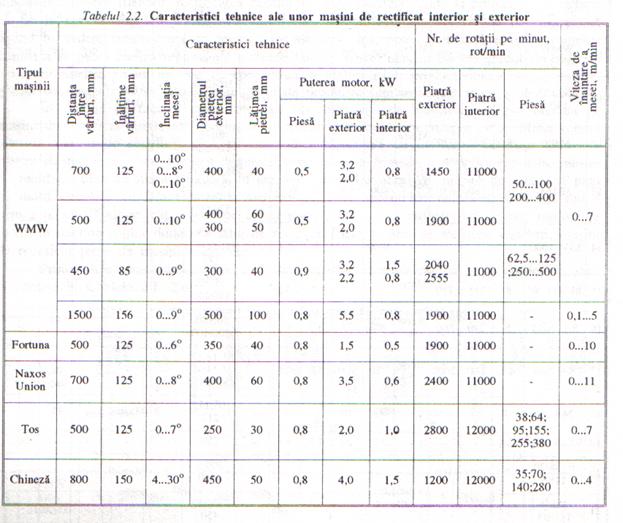
Tema. Sa se determine adaosul de prelucrare, regimul de aschiere si norma de timp pentru rectificarea piesei din fig.8.1 in urmatoarele conditii de prelucare : - volumul productiei : 1 bucata ; - semifabricatul este din OLC 45 cu duritatea 45 HRC ; - prelucrarea se face pe o masina de rectificat exterior tip W.M.W, cu distanta intre varfuri de 450 mm (tabelul 2.2) - se prelucreaza prin rectificare de degrosare cu avans longitudinal piesa din fig.8.1. cu dimensiunile : D1=400.015 mm, l=200 mm (lungimea de prelucrat) si L=270 mm ; - rugozitatea suprafetei prelucrate, Ra=1.6 mm.
1.1 Alegerea sculei abrazive
Masina-unealta, pe care se executa prelucarea, admite o piatra pentru rectificare exterioara cu dimensiunile D=300 mm si B=40 mm. Din STAS 601/1-84 se alege o piatra cilindrica plana 3004075 mm (tabelul 3.2).
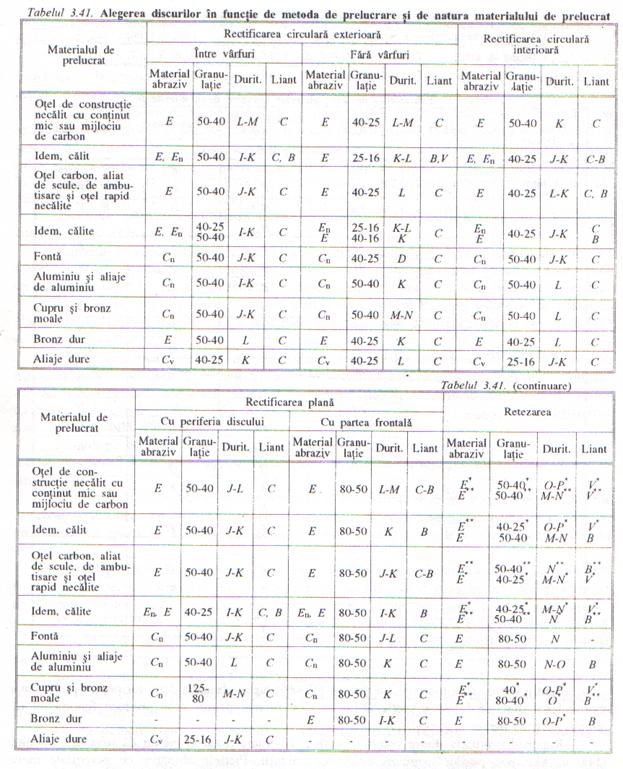
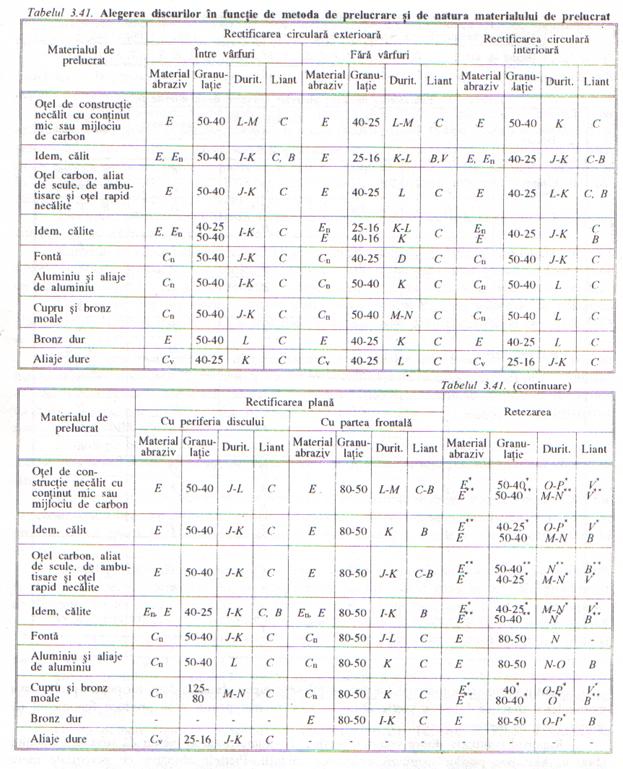
Din tabelul 3.41, in functie de materialul de prelucrat si tipul rectificarii, se aleg : materialul abraziv En, granulatia 40, duritatea J, liantul C.
1.2 Stabilirea adaosului de prelucrare
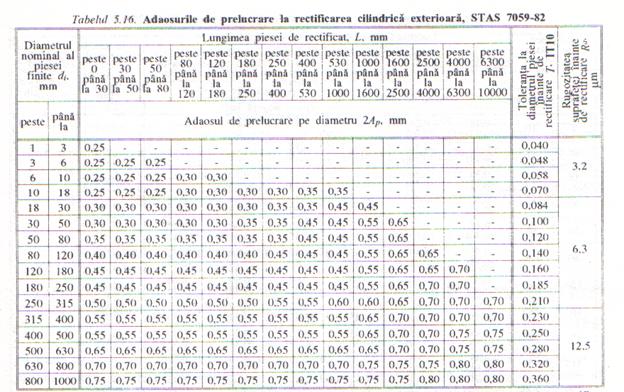
In functie de tipul rectificarii, materialul de prelucrat, diametrul si lungimea rectificarii se alegeadaosul de prelucrare pe diametrul 2Ap=0.40 mm (tabelul 5.16).
1.3 Stabilirea durabilitatii economice a discului abraziv
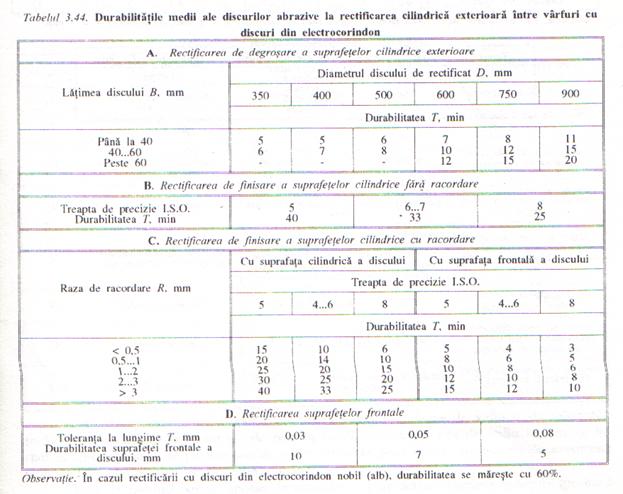
In functie de tipul rectificarii, latimea si diametrul discului abraziv, se alaege durabilitatea econimica Tec=5 mm (tabelul 3.44).
1.4 Stabilirea adancimii de aschire si a numarului de treceri
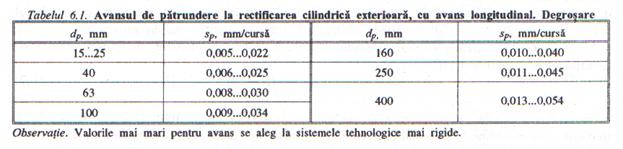
In functie de tipul rectificarii se alege adancimea de aschiere corespunzatoare unei treceri t=0.020 mm/trecere (tabelul 6.1).
In aceste condtitii, numarul de treceri va fi :
i = 2Ap/ (2t)=0.4/(2*0.02)=10 treceri
1.5 Stabilirea avansului longitudinal
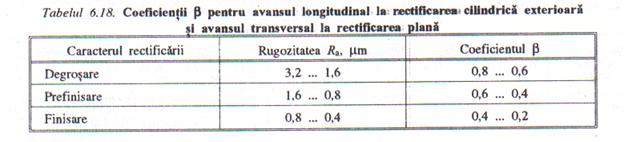
In functie de felul prelucrarii se alege avansul longitudinal
Sl β B;
sl 0.5*B=0.5*40=20 mm/rot (tabelul 6.18).
1.6 Stabilirea vitezei de aschiere
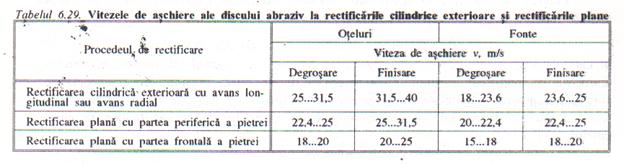
In functie de materialul de prelucrat si tipul rectificarii se alege viteza de aschiere a discului abraziv v=30 m/s (tabelul 6.29).
Se calculeaza in continuare turatia discului abraziv :
n= 60000*v/(πD)=60000*30/(3.14*300)=1910 rot/min
Din caracteristicile masinii de rectificat se alege turatia : nr=2040 rot/min (tabelul 2.2).
In aceste conditii, viteza de aschiere reala a discului abraziv va fi :
vr=π D nr/60000=3.14*300*2040/60000=32 m/s
1.7 Stabilirea vitezei de avans (circular) a piesei
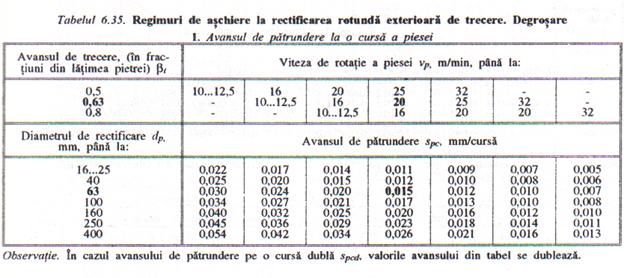
In functie de adancimea de aschiere (avansul de patrundere sp=0.02 mm/trecere), avansul longitudinal (sl=0.5B) si diametrul de rectificat (D=40 mm) se alege viteza de avans (circular) a piesei vs=16m/min (tabelul 6.35).
Se calculeaza in continuare turatia piesei
np=1000 vs/(πd)=1000*16/(3.14*40)=127 rot/min.
Din caracteristicile masinii-unelte se alege turatia reala a piesei npr=125 rot/min (tabelul 2.2).
In aceste conditii, viateza de avans reala va fi :
vsr π dn nr/1000=3.14*40*125/1000=15.7 m/min.
1.8 Stabilirea vitezei longitudinale a mesei
In functie de viteza de avans (vs=15.7m/min), avansul longitudinal de trecere (sl=20 mm/rot) si avansul de patrundere (sp=0.02 mm/trecere), se alege puterea efectiva P=4 kW (tabelul 9.154, Vlase A., s.a, Regimuri de aschiere ), care se corecteaza cu urmatorii coeficienti : K1=0.8 in functie de latimea si duritatea piesei (tabelul 6.39), K2=0.9 in functie de diametrul piesei, rezultand puterea reala
Pr=P K1
Din caracteristicile masinii-unelte se gaseste puterea PMU=3.2 kW (tabelul 2.2). Deci Pr<PMU.
Rezulta ca prelucrarea din exemplul 1 (fig. 8.1) se poate realiza pe masina de rectificat exterior W.M.W. 450 cu urmatorii parametri reali ai regimului de aschiere : adancimea de aschiere (avansul de patrundere),t=0.02 mm/trecere ; numarul de treceri, i=10 treceri ; avansul longitudinal, sl=20 mm/rot ; viteza de aschiere a discului abraziv, vr=32 m/s ; turatia discului abraziv, nd=2040 rot/min ; viteza de avans (circular) a piesei, vs=15.7 m/min ; turatia piesei, np=125 rot/min ; viteza longitudinala a mesei, vl=2.5 m/min ; puterea efectiva Pr=2.88 kW.
1.10 Stabilirea normei tehnice de timp in productia de serie mijlocie
In vederea compararii rezultatelor se mentine acelasi anunt al problemei de la exemplul 1 si aceeasi fig. 8.1, modificandu-se numai volumul de productie, la 2000 bucati.
In aceste conditii se recomanda determinarea timpului de baza prin calcul analitic:
Tb L/(sl np)] [h/t] K,
in care: -L este lungimea cursei, im mm, adica L=l- (0.2.0.4) BD (tabelul 7.23);
-l lungimea de rectificat (l=200 mm);
-BD latimea discului (BD=40 mm);
-sl avansul longitudinal calculat la exemplul 1 (sl=20 mm/rot) ;
- np turatia piesei (np=125 rot/min) ;
-adaosul de prelucrare pe raza (h=Ap/2=0.4/2=0.2 mm
-t adancimea de aschiere la o trecere (t=0.02 mm/trecere);
-k=1.3 (vezi tabelul 7.23).
Inlocuind in relatia de mai sus rezulta:
Tb=[(200-0.3∙40)/20∙125]∙[0.2/0.02]∙1.3=0.98 min
Timpii auxiliari se aleg astfel:
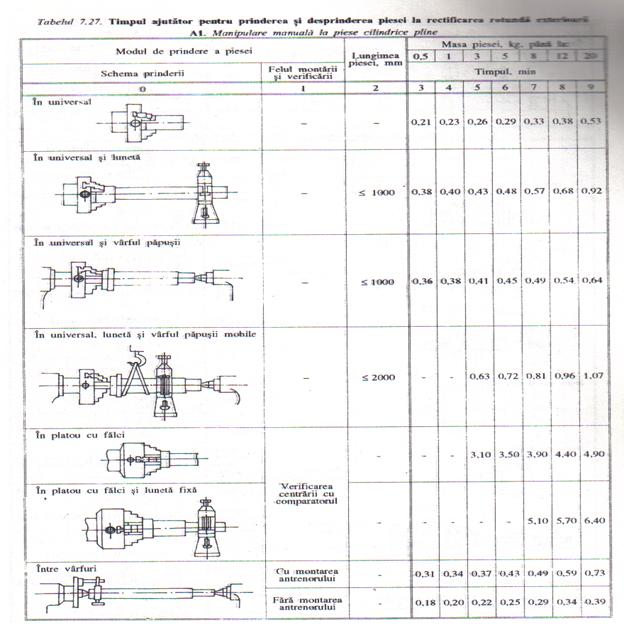
ta1=0.37 min, pentru prinderea si desprinderea semifabricatului (tabelul 7.27) ;
ta2=0.04 min, pentru apropierea sculei de piesa (tabelul 7.30) ;
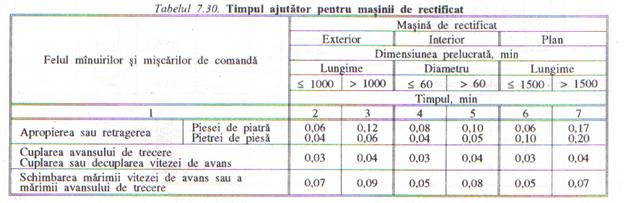

ta3=0.03 min, pentru cuplarea avansului longitudinal (tabelul 7.30) ;
t'a3=0.03 min, pentru cuplarea turatiei piesei (tabelul 7.30);
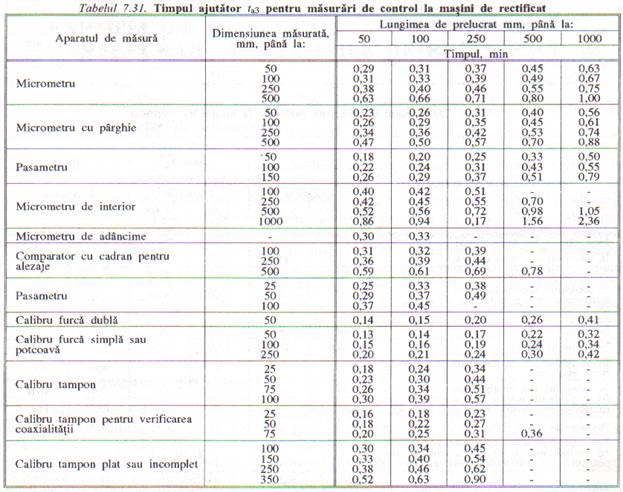
ta4=0.37 min, pentru masuratori de control (tabelul 7.31).
Ta=∑tai=0.37+0.04+0.03+0.03+0.37=0.84 min
In continuare se aleg ceilalti timpi
-timpul de deservire tehnico-organizatorica:
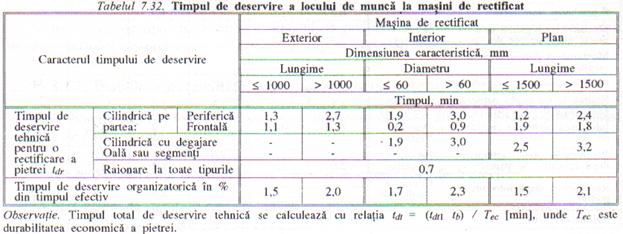
Td=Tdt+Tdo=td1∙tb/Tec Tb+Ta) ∙1.5/100=
=1.3∙0.98/5+(0.98+0.84)∙1.5/100=0.283 min (tabelul 7.32);
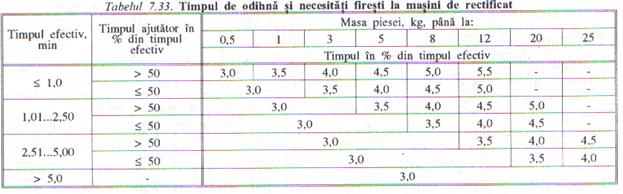
-timpul de odihna si necesitati firesti:
Ton=(Tb+Ta)∙3/100=(0.98+0.84)∙3/100=0.054 min (tabelul 7.33) ;
-timpul pentru pregatire-inchiere : Tpi=7 min, pentru prinderea intre varfuri (tabelul 7.34) ; Tpi=10 min, pentru primirea si predarea documentatiei tehnologice si SDV-urilor (tabelul 7.34) :
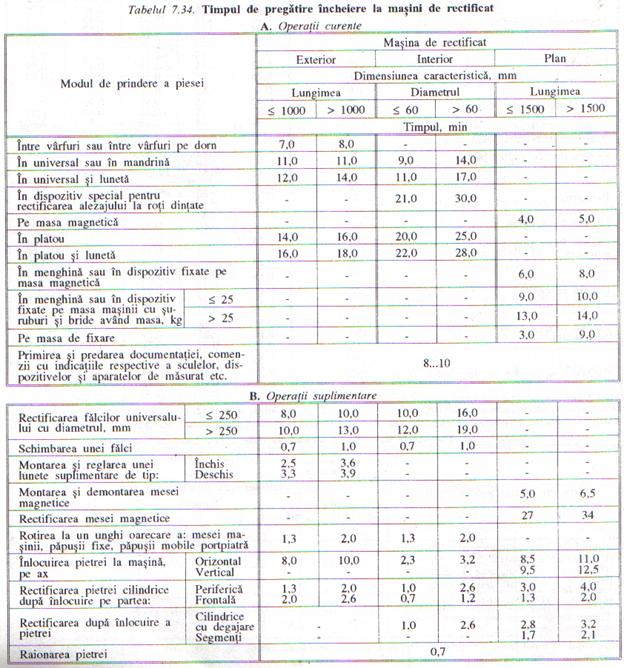
Tpi=7+10=17 min
Rezulta ca timpul normat pe operatie va fi :
Tn=Tb+Ta+Td+Ton+Tpi/n=0.98+0.84+0.283+0.054+17/100=2.33 min.
S-a considerat prelucrarea pieselor pe loturi de cate 100 bucati.
2. Proiectarea unei operatii de rectificare cilindrica interioara, in productia de serie mica
Tema. Sa se determine adaosul de prelucrare, regimul de aschiere si norma tehnica de timp pentru rectificarea piesei din fig. 8.2, in urmatoarele condtii de prelucare: volumul productii: 100 bucati, semifabricatul este OLC 45 calit cu duritatea de 45 HRC; prelucrarea se face face pe o masina de rectificat tip W.M.W 450 (tabelul 2.2); se prelucreaza prin rectificare de degrosare cu avans longitudinal piesa din fig 8.2 cu dimensiunile: D1=600.015 mm, L=65 mm; rugozitatea suprafetei prelucrate, Ra=1.6 mm, treapta de precizie 6 (dupa I.S.O).
2.1 Alegerea sculei abrazive
In functie de diametrul alezajului se recomanda un disc abraziv cu diametrul Dd=0.9∙60=54 mm (tabelul 3.43) si latimea, B=50 mm.

Din STAS 601/1-84 se alege o piatra cilindrica plana 555010.
Din tabelul 3.41, in functie de materialul de prelucrat si tipul rectificarii, se aleg: materialul abraziv En, granulatia 40, duritatea j, liantul C.
2.2 Stabilirea adaosului de prelucrare
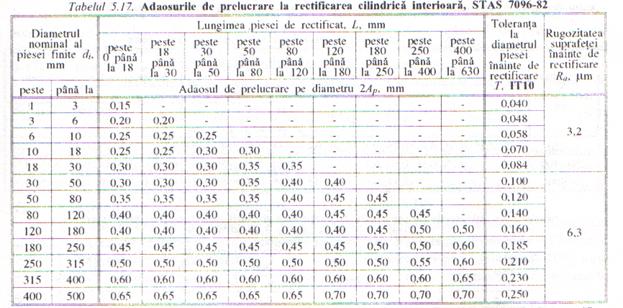
In functie de materialul de prelucrat, diametrul si lungimea rectificata, se alege adaosul de prelucrare pe diametrul 2Ap=0.45 mm (tabelul 5.17).
2.3 Stabilirea durabilitatii economice a discului abraziv
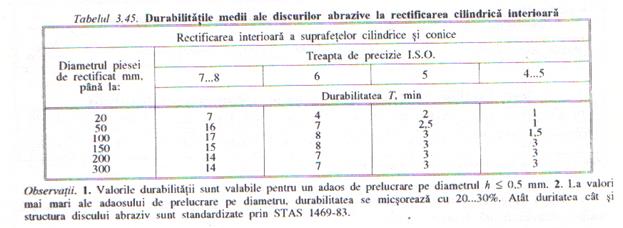
In functie de diametrul de rectificat si treapta de precizie se alege durabilitatea economica Tec=7 min. (tabelul 3.45).
2.4 Stabilirea adancimii de aschiere si a numarului de treceri
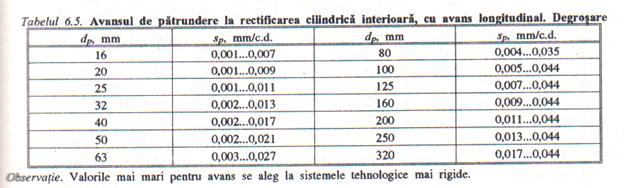
In functie de tipul rectificarii si diametrul gaurii se alege adancimea de aschiere (avansul de patrundere) la o cursa dubla a mesei: t=sp=0.007 mm/c.d (tabelul 6.5).
In aceste conditii, numarul de treceri va fi:
i=2Ap/2t=0.45/(2∙0.007)=32 treceri.
2.5 Stabilirea avansului longitudinal
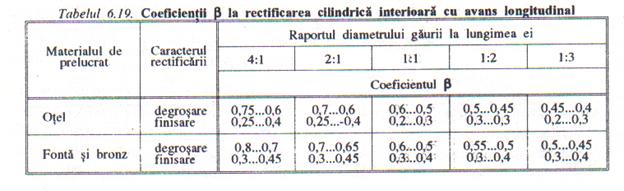
In functie de materialul de prelucrat si tipul rectificarii se alege avansul longitudinal sl=0.5∙B=0.5∙50=25 mm/rot. (tabelul 6.19).
2.6 Stabilira vitezei de aschiere
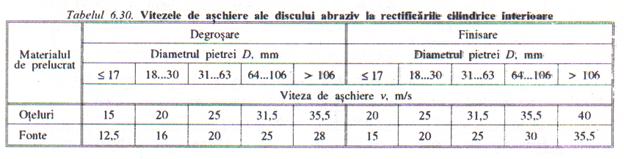
In functie de materialul de prelucrat si diametrul gaurii se alege viteza de aschiere a discului abraziv v=25 m/s (tabelul 6.30).
Se calculeaza in continuare turatia discului abraziv :
n=60000∙v πD)=60000 ∙25/(3.14∙ 55)= 8670 rot/min
Masina-unealta adoptata are o singura turatie pentru rectificat alezaje nr=11 000 rot/min (tabelul 2.2).
In aceste conditii, viteza de avans reala va fi:
vr= π D nr/60000=3.14∙55∙11000/60000=31.6 m/s.
2.7 Stabilirea vitezei de avans (circular) a piesei
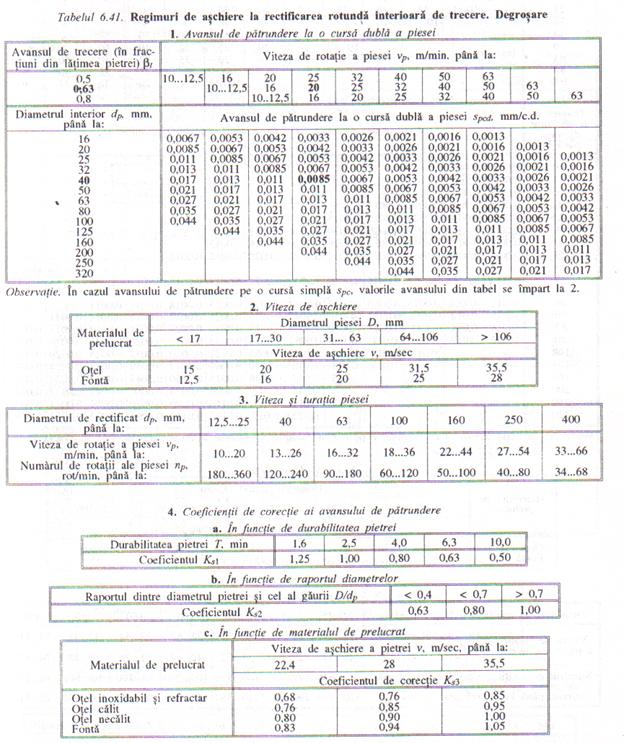
In functie de adancimea de aschiere (avansul de patrundere sp=0.007 mm/c.d.), avansul longitudinal (sl=0.5B) si de diametrul de rectificat (D=60 mm), se alege viteza de avans (circular) a piesei vs=32 m/min (tabelul 6.41).
Se calculeaza in continuare turatia piesei:
np 1000 vs/( d)=1000∙32/(3.14∙60)=169.8 rot/min.
Din caracteristicile masinii-unelte se alege turatia reala a piesei npr 125 rot/min (tabelul 2.2). In aceste conditii, viteza d avans reala va fi:
Vsr=π d npr/1000=3.14∙60∙125/1000=23.55 m/min.
2.8 Stabilirea vitezei longitudinale a piesei
vl=sl∙npr=25∙125=3125 mm/min=3.12 m/min.
Viteza longitudinala a piesei, calculata, se poate realiza pe masina aleasa, care permite o reglare continua a vitezei mesei in limitele 07 m/min (tab 2.2).
2.9 Verificarea puterii
In functie de viteza de avans (vs=23.55 m/min), avansul longitudinal de trecere (sl=25 mm/rot) si avansul de patrundere (sp=0.007 mm/c.d.), se alege puterea efectiva Pe=1.6 kW (tabelul 6.43).
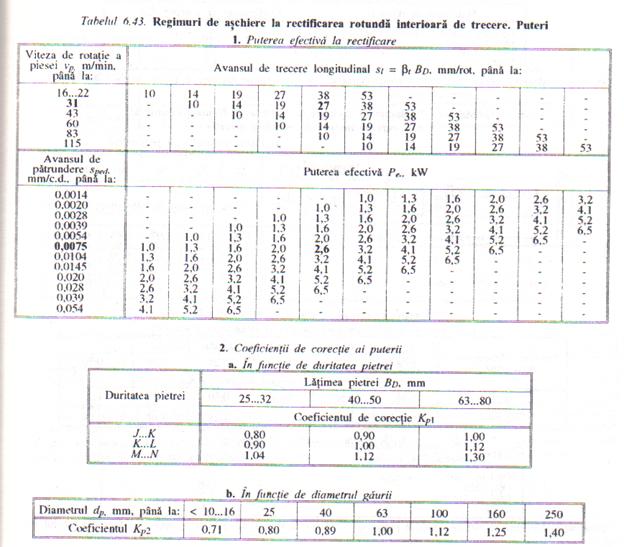
Se corecteaza cu urmatorii coeficienti: K1=0.90 in functie de latimea si duritatea pietrei ; K2=1.0 in functie de diametrul gaurii.
In aceste conditii puterea reala va fi: Pr=Pe K1 K2=1.6∙0.9∙1.0=1.44 kW.
Din caracteristicile masinii-unelte se gaseste puterea PMU=1.5 kW (tabelul 2.2). Deci Pr<PMU.
Rezulta ca prelucrarea din exemplul 2 (fig 8.2)se poate realiza pe masina de rectificat de tip W.M.W 450 cu urmatorii parametri reali ai regimului de aschiere: adancimea de aschiere (avansul de patrundere), t=0.007 mm/c.d; numarul de treceri i=32 treceri, avansul longitudinal, sl=25 mm/rot; viteza de aschiere a discului abraziv, vr=31.6 m/s; turatia discului abraziv, nd=11000 rot/min; viteza de avans (circular) a piesei, vs=23.55 m/min; turatia piesei np=125 rot/min; viteza longitudinala a mesei, vl=3.12 m/min; puterea efectiva, Pr=1.44 kW.
2.10 Stabilirea normei tehnice de timp
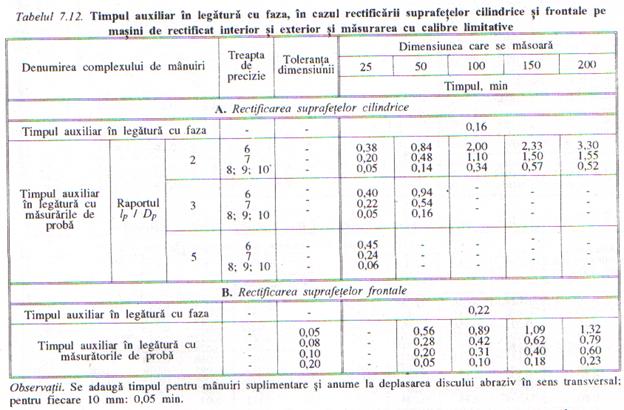
In functie de diametrul si lungimea de rectificat se alege timpul de baza Tb=(5.29+6.76)/2=6.03 min (tabelul 7.3).
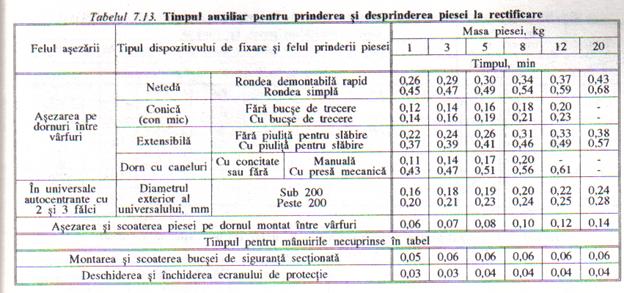
Timpii auxiliari se aleg astfel: ta1=0.16 min, in legatura cu faza (tabelul 7.12); ta2=0.48, in legatura cu masuratorile (tabelul 7.12); ta3=0.18 min, in legatura cu prinderea si desprinderea piesei (tabelul 7.13);
Ta=∑tai=0.16+0.48+0.18=0.82 min.
In continuare se aleg ceilalti timpi:
-timpul de deservire tehnico-organizatorica:
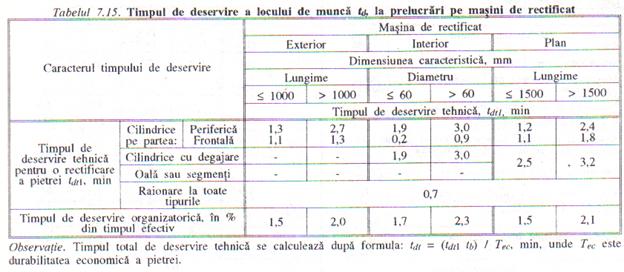
Td=Tdt+Tdo=tdt1∙tb/Tec+ (Tb+Ta)∙1.7/100= 1.9∙6.03/7+(6.03+0.82)∙1.7/100=
1.76 min (tabelul 7.15).
-timpul de odihna si necesitati firesti:
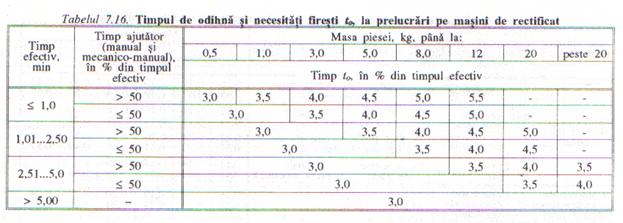
Ton=(Tb+Ta)∙3/100=(6.03+0.82)∙3/100=0.21 (tabelul 7.16).
-timpul de pregatire-inchiere,Tpi1=8 min, pentru modul de prindere (tabelul 7.17) ; Tpi2=8 min, pentru primirea documentatiei si a S.D.V-urilor (tabelul 7.17):
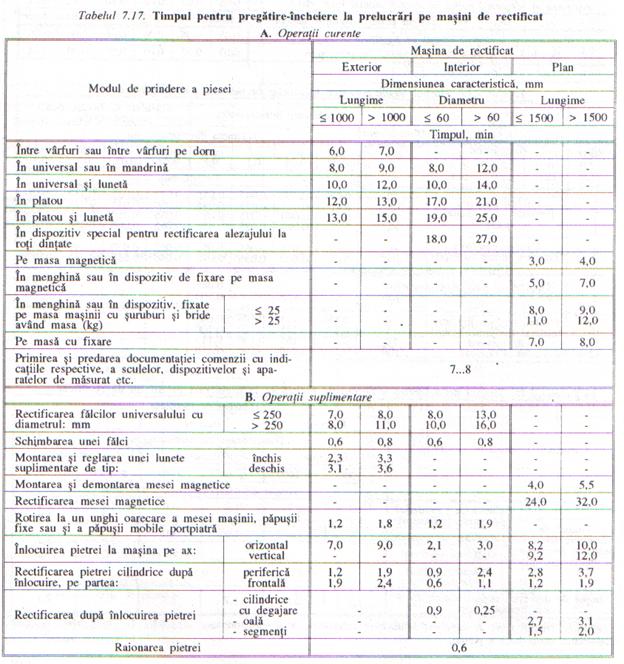
Tpi=8+8=16 min.
Rezulta ca timpul normat pe operatie va fi:
Tn=Tb+Ta+Td+Ton+Tpi/n=6.03+0.82+1.76+0.21+16/100=8.98 min.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5402
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved