| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Generalitati
Alezarea este procedeul de prelucrare finala a alezajelor cilindrice sau conice obtinute in prealabil prin burghiere largire, strunjire interioara sau adancire in scopul imbunatatirii formei geometrice a alezajului, marirea preciziei dimensionale, imbunatatirea rugozitatii suprafetei prelucrate.
Alezarea se executa cu o scula speciala numita alezor (figura 1,a) care se deosebeste de burghie si largitoare - adancitoare prin numar mare de dinti (z = 68) sau cu cutite (figura 1,b).
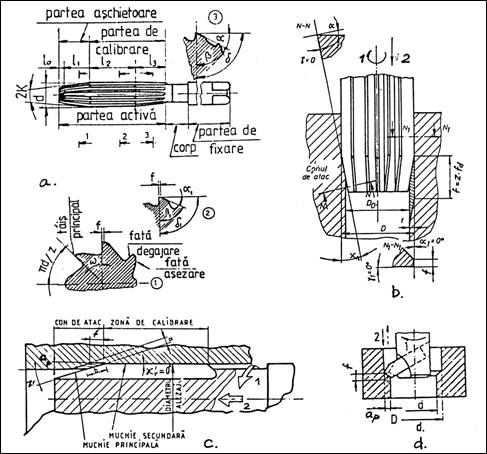
Figura 1 Alezare cu scule de tipul alezoarelor si alezare cu cutite de alezat
Masinile-unelte utilizate sunt masini de gaurit masini de frezat de scularie si masini de alezat si frezat.
Cinematica generarii suprafetelor prin alezare este similara celei de la burghiere sau largire. Suprafetele cilindrice si conice interioare se genereaza utilizand generatoare si directoare materializate prin constructia sculei aschietoare conform variantei din figura 1,b,c.
Miscarile necesare generarii suprafetei sunt:
- miscarea de aschiere 1, rotatie in jurul axei alezajului de prelucrat, de viteza v = p n D /1000 [m/mm];
miscarea de avans 2, translatie in lungul axei alezajului de prelucrat, de viteza vf = n fd z [mm/min].
Cele doua miscari, ca si la burghiere, largire si adancire, pot fi realizate in mai multe variante tehnologice: piesa rotativa si scula in miscare de avans; piesa in miscare de avans si scula rotativa; piesa fixa si scula ce executa ambele miscari; piesa rotativa si scula rotativa si scula rotativa si in miscare de avans.
2. Dimensiunile aschiei si geometria sculei
Dimensiunile aschiei. Particularitatea operatiei de alezare, consta in faptul ca, sculele de alezat detaseaza un adaos (strat) mic de material (figura 1,a).
Adancimea de aschiere ap, nu depaseste valori de ordinul 0,150,25 mm si se calculeaza cu relatia (18.1).
Avansul de lucru f, este mare, datorita numarului mare de dinti ai alezorului, fapt ce conduce la o productivitate ridicata a operatiei. Acesta se determina cu relatia:
![]() [mm/rot] (1)
[mm/rot] (1)
in care: fd [mm/dinte] este avansul pe dinte; z, numarul de dinti.
Unghiul de atac cr fiind foarte mic (cr 0,51,5 pentru alezoare de mana, cr 4045 pentru alezoare de masina), grosimea aschiei a este mica, iar latimea aschiei b capata valori mari, conform relatiilor:
![]() [mm] (2)
[mm] (2)
![]() [mm] (3)
[mm] (3)
Ca urmare, forma aschiei nu este convenabila pentru aschiere, ducand la deformatii plastice mari, intensificarea uzurii fetelor active ale sculei, aparitia vibratiilor, etc.
Datorita faptului ca adaosul de prelucrare este redus, la prelucrarea cu alezoare nu se pot face corectii ale directiei sau ale pozitiei axei gaurii prelucrate, alezorul ghidandu-se dupa suprafata anterior prelucrata.
Acest inconvenient este inlaturat la prelucrarea de alezare cu cutite (figura 1,d).
Geometria alezorului. Din punct de vedere constructiv, alezoarele se pot clasifica dupa modul de actionare (de mana sau de masina), dupa forma gaurii prelucrate (cilindrice sau conice), dupa constructie (monobloc sau cu dinti demontabili), dupa modul de reglare (fixe sau reglabile).
Geometria alezorului si elementele constructive sunt prezentate in figura 1. Partea activa a alezorului este alcatuita din partea aschietoare de lungime l1 si partea de calibrare de lungime l2. Alezoarele ca si largitoarele au taisuri principale numai pe conul de atac si acestea se extind spre centru cu ceva mai mult decat grosimea adaosului de prelucrare.
Dintii de pe partea aschietoare (conul de atac) sunt ascutiti pe fata de asezare sub un unghi de asezare a
Dintii de pe partea de calibrare, pentru asigurarea unei bune ghidari a alezorului, mentinerea dimensiunii alezorului dupa reascutire, micsorarea rugozitatii suprafetei si directionarea corecta a sculei, sunt prevazuti cu o fateta cilindrica de latime f = 0,050,4 mm, functie de materialul de prelucrat.
Unghiul de atac cr se alege in functie de tipul gaurii prelucrate (strapunsa sau infundata), natura materialului de prelucrat (moale sau casant), modul de actionare al alezorului (de mana sau de masina), avand valori de la cr 0,5 pana la cr
Unghiul de atac secundar c'r, avandu-se in vedere obtinerea unei bune rugozitati a suprafetei prelucrate, este nul.
In partea dinspre coada, alezorul este prevazut cu o conicitate inversa (0,040,07 mm la alezoarele de masina), in acest fel, eventualele batai ale cozii alezorului nu produc largirea gaurii prelucrate. Existenta conicitatii exclude posibilitatea ridicarii unor aschii late sau a blocarii alezorului, ca urmare a uzurii, cand, alezorul fara conicitate poate deveni conic.
Unghiul de degajare g atat pe conul de atac, cat si pe partea cilindrica are valori mici (de regula g = 0), avandu-se in vedere realizarea unui proces de razuire.
Unghiul de asezare pe partea cilindrica at, este nul, in scopul asigurarii unei bune ghidari a sculei.
La prelucrarea unor suprafete ce prezinta discontinuitati (canale de pana), se utilizeaza alezoare cu dinti inclinati (elicoidali) spre stanga cu unghiul w
Materialele utilizate pentru partea activa a alezoarelor sunt otelul rapid si materialele metaloceramice.
3. Regimul de aschiere la alezare
Uzura alezoarelor se produce similar cu cea de la burghie sau la largitoare (figura 2). Aschia avand grosime mica, o uzura redusa a varfului si a muchiei aschietoare secundare duce la cresterea deformatiilor plastice ale materialului si la inrautatirea rugozitatii suprafetei prelucrate. Pentru semifinisare, uzura maxima admisa va fi VB = 0,60,8 mm.
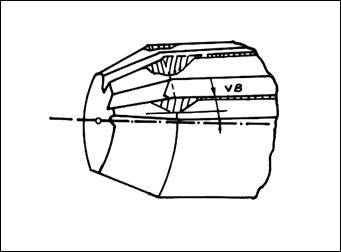
Figura 2 Uzura alezoarelor
Durabilitatea T a alezorului, corespunzatoare criteriului de uzura adoptat, este de 1884 min la prelucrarea otelului si 36 150 min la prelucrarea fontei. Pentru realizarea preciziei dimensionale si rugozitatii suprafetei este necesar sa se stabileasca corect viteza de aschiere si uzura limita.
Adancimea de aschiere ap, se calculeaza cu relatia (18.1).
Avansul f, se determina similar ca la largire cu relatia (18.2) si are valori mari comparativ cu burghierea, datorita numarului mare de dinti. Valoarea determinata prin calcul se va adopta la posibilitatile existente pe masina-unealta pe care se face prelucrarea.
Viteza de aschiere v, se stabileste cu relatia (18.3), in care constanta Cv si exponentii m, x, y se aleg din normative functie de conditiile de aschiere.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3499
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved