| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Generalitati
Strunjirea este unul din procedeele cele mai raspandite, reprezentand circa 30% din totalul operatiilor de prelucrare prin aschiere.
Prin strunjire se pot realiza suprafete de revolutie cilindrice si conice, exterioare si interioare, riglate sau profilate, suprafete plane elicoidale, elicoidale-spirale si poligonale, pe piese din orice material in conditiile unei productii de serie mica, mijlocie sau mare.
Ca procedeu de prelucrare, strunjirea, asigura o productivitate buna si precizie suficient de ridicata pentru forma si dimensiunile suprafetei generate, astfel incat, pentru multe situatii, strunjirea poate constitui operatia finala de prelucrare.
Prelucrarea prin strunjire se realizeaza cu scule simple (gen scula elementara), dar si cu scule profilate.
Masinile-unelte utilizate se numesc strunguri si sunt realizate intr-o gama larga de forme constructive si destinatii.
Miscarile necesare generarii suprafetei sunt (figura 1):
- miscarea de aschiere, cu traiectorie inchisa, de regula circulara, realizata de piesa semifabricat;
miscarea de avans, miscare rectilinie realizata de scula, intr-un plan perpendicular pe directia miscarii de aschiere.
Cele doua miscari se desfasoara simultan, miscarea rezultanta de aschiere, pentru un punct de pe taisul sculei, fiind o miscare elicoidala sau spirala dupa cum miscarea de avans are loc in lungul axei semifabricatului sau este perpendiculara pe acesta.
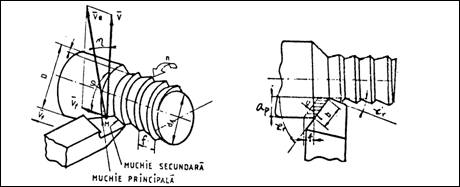
Figura 1 Miscari necesare generarii suprafetelor prin strunjire
2. Generarea teoretica a suprafetelor prin strunjire
Generarea diverselor tipuri de suprafete se realizeaza, in general, cu ajutorul generatoarelor obtinute prin toate procedeele cunoscute (materializate, cinematice, programate) si a directoarelor cinematice care pot fi circulare sau elicoidale (figura 2).
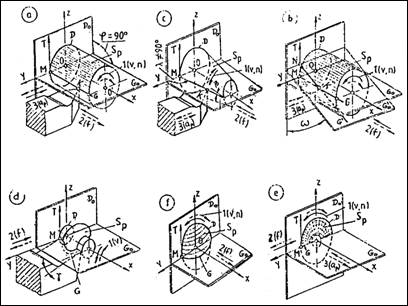
Figura 2 Scheme de generare a suprafetelor prin strunjire
2.1. Generarea suprafetelor cu generatoare materializata
Conform schemelor de generare din figura2,d in cazul suprafetelor Sp de lungime mica (l £ 1020 mm) curba generatoare G (materializata de muchia aschietoare), se afla in planul G0, este integral in contact cu materialul piesei si genereaza suprafata Sp la o rotatie (miscarea 1).
Directoarea D de forma circulara este obtinuta prin deplasarea punctului M al generatoarei in jurul unei axe OO' normala la planul D0 si continuta in planul D0. Miscarea 1 necesara obtinerii curbei directoare poate fi executata de planul director (D0), sau de planul generator (G0). Axa OO' poate fi orizontala sau verticala.
In figura 2,b planul generatoarei materializate G'0 este inclinat fata de planul directoarei D0 cu unghiul w Generatoarea G' din acest plan, poate avea orice forma, ea se sprijina pe tangenta T la directoarea D. Planul G'0 al generatoarei G' se deplaseaza pe tangenta cu o viteza vm oarecare. Ca urmare curba generatoare G este descrisa cinematic de punctul K, rezultat din intersectia generatoarei G cu un plan G0 normal pe tangenta in M. Acest mod de generare se aseamana foarte mult cu cel din figura 2,a.
In cazul suprafetelor plane, riglate sau profilate (figura 2,e,f) generatoarea se gaseste la intersectia planelor D0 si G0.
Prelucrarea prin acest procedeu a unor suprafete de revolutie complexe (figura 3), impune realizarea unor scule profilate complicate si greu de realizat.
O latime mare a taisului sculei (o lungime mare a generatoarei) duce la aparitia vibratiilor sistemului tehnologic, iar aceasta metoda se aplica in general la fabricatia de serie mare sau de masa unde este impusa o precizie ridicata si o calitate buna a suprafetei prelucrate.
2.2. Generarea suprafetelor cu generatoare cinematica.
In cazul cand generatoarea nu poate fi obtinuta prin materializare, se utilizeaza metodele de realizare a traiectoriei generatoare pe cale cinematica.
A. Generatoare cinematica ca traiectorie a unui punct. Figurile 2,a,b,c prezinta generarea suprafetelor cilindrice si respectiv conice in conditiile in care generatoarea G se realizeaza ca traiectorie a punctul K (varfului dintelui sculei) care se deplaseaza pe directia miscarii rectilinii de avans 2 executata, de regula, de planul generator G0.
Pentru obtinerea suprafetelor conice, generatoarea G este inclinata cu unghiul l ¹ 90 in raport cu axa OO' care este perpendiculara pe planul director D0 si in jurul careia se executa miscarea 1 (figura 2,c).
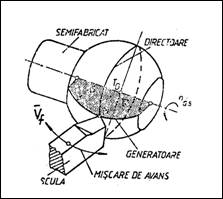
Utilizarea unor dispozitive speciale permite generarea prin aceiasi metoda a suprafetelor sferice (figura 4). Traiectoria varfului sculei (miscarea de avans) este circulara - o rotatie in jurul axei verticale, perpendiculare pe axa de rotatie a semifabricatului in punctul T0 al acesteia, iar directoarea, in toate cazurile, de forma circulara, se realizeaza pe cale cinematica.
Figura 3
Prelucrarea unor suprafete de revolutie complexe prin strunjire Figura 4
Generarea cinematica a suprafetelor sferice
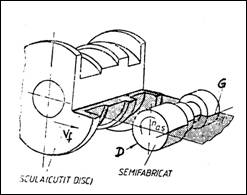
B. Generatoare cinematica ca infasuratoare a unei curbe materializate. Se intalneste la strunjirea cu cutite rotative (figura 5). Realizarea generatoarei se obtine ca infasuratoare a pozitiilor succesive ale muchiei aschietoare a sculei in miscarea relativa intre scula si semifabricat. Miscarile 2 si 3 ale cutitului rotativ vor fi in asa fel corelate incat cercul de raza Rr sa ruleze pe dreapta de rulare definita in sectiunea axiala a semifabricatului. Miscarea de rotatie a semifabricatului in jurul axei proprii, miscarea 1, reprezinta miscarea de aschiere si se stabileste din considerente de ordin tehnologic.
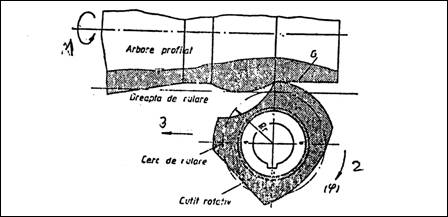
Figura 5 Strunjirea cu cutite rotative
2.3. Generarea suprafetelor cu generatoare programata
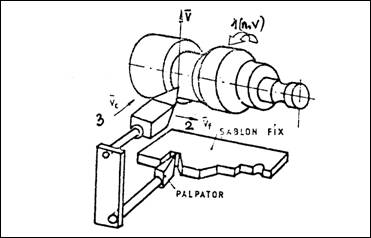
Prelucrarea suprafetelor de revolutie, cu exceptia celor cilindrice, avand generatoare de lungime mare si de forma complicata, impune programarea ca procedeu de realizare a generatoarei.
In figura 6 este prezentat un exemplu de realizare a unui arbore profilat, iar in acest caz simultan cu miscarea de avans longitudinal 2, efectuata de caruciorul strungului, sablonul va determina miscarea 3, a saniei.
2.4. Generarea suprafetelor cu directoare programata
Se aplica la prelucrarea unor piese avand in sectiunea transversala un profil necircular, axe cu came de exemplu, (figura 7).
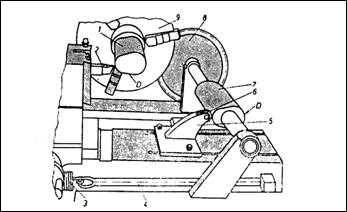
Figura7 Generarea suprafetelor prin strunjire cu directoare programata
Semifabricatul 1 este fixat pe strung prin intermediul universalului 9. Pe sania transversala a caruciorului, eliberata de surubul sau conducator, se monteaza suportul 5 al rolei palpatoare 6. Rola 6 ia contact cu cama 7 care, prin intermediul rotii dintate 8, se roteste sincron cu arborele principal al masinii (pe arborele principal al strungului se gaseste montata o roata dintata cu acelasi numar de dinti cu ai rotii 8). Apasarea rolei palpatoare 6 pe cama 7 se face sub actiunea a doua resoarte 3, solidarizate de sania transversala si a tijelor prelungitoare 4 fixate de caruciorul strungului. Miscarea de avans este realizata de caruciorul strungului, varful cutitului 2 descriind generatoarea suprafetei prelucrate.
3. Dimensiunile aschiei si geometria sculei
Dimensiunile aschiei, prezentate in figura 1, sunt determinate de relatiile (13.1), (13.2), (13.3) si (13.4).
Piesa se roteste cu frecventa de rotatie n [rot/min],
asigurand o viteza de aschiere, data de relatia: ![]() (1)
(1)
unde: ![]() [mm]
[mm]
Cutitul avanseaza continuu, realizand o deplasare f [mm], numita avans, in timpul unei rotatii complete a piesei.
Viteza de avans vf, este directionata paralel cu axa piesei si este data de
relatia: ![]() [mm/min] (2)
[mm/min] (2)
Considerand piesa fixa, din compunerea vectoriala a vitezelor v si vf, rezulta viteza rezultanta de aschiere ve, care este tangenta la o elice.
Planul care cuprinde cei trei vectori de viteza (v, vf, ve) se numeste plan de lucru.Unghiul h cuprins intre v si ve se numeste unghiul directiei de aschiere.
Unghiul j dintre v si vf (care in acest caz este 90) se numeste unghiul directiei de avans.
Relatia pentru determinarea lui h este:
 (3)
(3)
La operatiile de rabotare, mortezare si brosare unde in timpul aschierii nu exista o miscare de avans (vf = 0) si unghiul h va fi zero.
In procesul de strunjire, datorita realizarii simultane a miscarilor de aschiere si avans, directia rezultanta de aschiere va diferi de directia de aschiere, ceea ce va duce la modificarea unghiurilor reale a si g
In figura 8 se prezinta geometria efectiva (functionala) a cutitului de strung, respectiv valorile unghiurilor sculei pe care aceasta le ia in timpul desfasurarii procesului de aschiere.
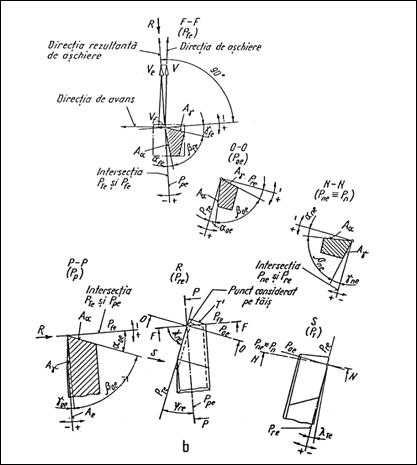
Figura 8 Geometria functionala a cutitului de strung
Sistemul de referinta efectiv este determinat de urmatoarele plane:
- planul de baza efectiv Pre, trece prin punctul considerat pe tais si este perpendicular pe directia rezultanta de aschiere;
- planul de lucru efectiv Pfe, trece prin punctul considerat pe tais este perpendicular pe planul de baza efectiv si este determinat de cei trei vectori de viteza (v, vf, ve);
- planul muchiei aschietoare efectiv PTe, plan tangent la muchie in punctul considerat si continand viteza efectiva ve;
- planul de masurare efectiv Poe, trece prin punctul considerat pe tais si este perpendicular pe planul de baza efectiv si planul muchiei aschietoare efectiv.
Din figura 8 rezulta ca in planul de lucru efectiv, respectiv in planul de masurare efectiv, unghiurile de degajare si asezare au valorile:
gfe gf h afe af h (4)
goe go ho aoe ao ho
Unghiurile de degajare efective (gfe goe sunt mai mari, unghiurile de asezare efective (afe aoe) sunt mai mici, decat cele constructive (go ao
Pentru prelucrarile de retezare (figura 9) unghiul h se poate determina cu relatia: ![]() (5)
(5)
Pentru zona diametrelor mici (la finalul operatiei), unghiul h poate lua astfel de valori incat unghiul de asezare sa devina nul sau chiar negativ.
Pentru operatii de strunjire cilindrica exterioara
(figura 10) unghiul h in
planul de masurare are expresia:  (6)
(6)
In acest caz, unghiul h poate ajunge la valori comparabile cu cele ale unghiului de asezare numai la lucrul cu avansuri mari (cazul prelucrarii filetelor cu pas mare si al melcilor).
De aceea geometria constructiva a sculei se adopta pornind de la geometria efectiva, impusa de conditiile de prelucrare si avansul adoptat.
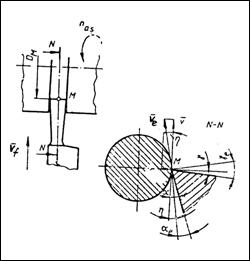
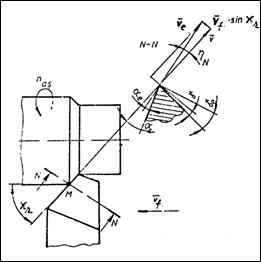
Figura 9 Unghiul
η la strunjirea de retezare Figura 10
Unghiul η la strunjirea cilindrica exterioara
4. Generarea prin strunjire a diverselor tipuri de suprafete
A. Suprafetele simple (cilindrice, conice si plane) se obtin prin mai multe variante de prelucrare ce au in comun urmatoarele elemente:
folosesc scule (cutite de strung) standardizate;
miscarea de aschiere 1 este o miscare de rotatie a piesei;
- miscarea de avans 2 este o translatie, de regula continua si simultana cu miscarea 1, executata de catre scula;
- inaintea fiecarei treceri, cutitul primeste miscarea de deplasare 3, pe directie perpendiculara/paralela la axa de rotatie, in sensul patrunderii in adancimea adaosului de prelucrare.
Schemele de aschiere privind prelucrarea prin strunjire a suprafetelor cilindrice, conice, plane exterioare si interioare sunt prezentate in figura11.
Curbele D sunt realizate cinematic, iar curbele G sunt materializate sau cinematice.
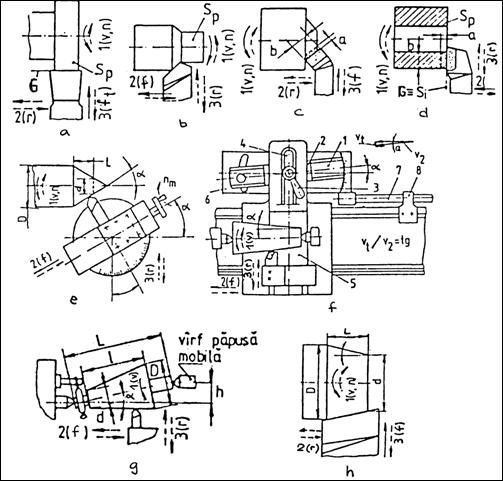
Figura 11 Strunjirea suprafetelor cilindrice, conice, plane exterioare si interioare
Generarea suprafetelor conice cu generatoare cinematica se poate realiza prin urmatoarele metode:
rotirea saniei port cutit cu unghiul a (semiunghiul suprafetei conice), miscarea 2 realizandu-se manual (figura 11,e);
utilizarea unui dispozitiv de copiat, care necesita decuplarea surubului de avans transversal (figura 11,f);
deplasarea transversala a papusii mobile (figura11,g), metoda aplicata la suprafete conice de lungime mare si unghi mic (max. 8). Marimea deplasarii papusii mobile (h = Lsina se determina din conditia ca generatoarea suprafetei conice sa fie paralela cu directia miscarii de avans longitudinal.
B. Canalele circulare si suprafetele profilate de revolutie sunt suprafete compuse semideschise caracterizate prin doua sau mai multe suprafete adiacente. Pot fi dispuse pe suprafete plane, de revolutie exterioare sau interioare. Pentru marirea productivitatii si preciziei se recomanda ca suprafetele componente sa fie realizate simultan. Ca urmare, generarea (figura 12), trebuie sa se faca cu ajutorul generatoarelor materializate si directoarelor cinematice. Strunjirea suprafetelor profilate se realizeaza cu ajutorul cutitelor profilate.
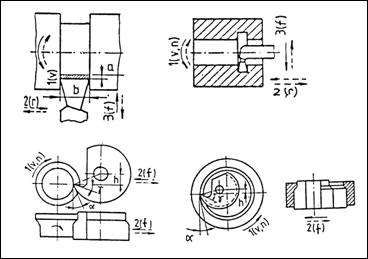
Figura 12 Generarea prin strunjire a canalelor circulare
si a suprafetelor plane de revolutie
5. Regimul de aschiere la strunjire
Valorile pentru parametrii regimului de aschiere se stabilesc in ordinea ap, f si v, functie de conditiile de lucru.
Adancimea de aschiere ap [mm], capata valori functie de adaosul de prelucrare si este limitata de rigiditatea si puterea sistemului tehnologic. Se recomanda ca adancimea de aschiere pentru operatia de degrosare sa fie egala cu adaosul de prelucrare. Recomandarea este valabila si pentru finisare cu conditia asigurarii preciziei si rugozitatii suprafetei.
Avansul de aschiere f [mm/rot], depinde de rezistenta sculei, a mecanismelor de avans, a momentului de torsiune admis, de rigiditatea elementelor sistemului tehnologic, precizia si calitatea suprafetei prelucrate, ultimii doi factori influentand alegerea avansului la operatiile de finisare. La strunjirea cu cutite profilate avansul este de zece ori mai mic decat cel utilizat la strunjirea cu generatoare cinematica.
Pentru operatii de finisare valoarea avansului se poate calcula, functie de rugozitatea impusa suprafetei (Ra), cu o relatie de forma:
![]() [mm/rot] (7)
[mm/rot] (7)
Avansul adoptat pe masina va fi inferior celui calculat sau ales. Viteza de aschiere v [m/min], poate capata valori optime functie de ansamblul parametrilor procesului de aschiere conform relatiei:
 [m/min] (8)
[m/min] (8)
in care: T [min] este durabilitatea sculei; m - exponentul durabilitatii; Cv, xv, yv, n - coeficient si exponenti depinzand de caracteristicile materialului de prelucrat; HB - duritatea materialului de prelucrat; K - produs de coeficienti de corectie.
Turatia corespunzatoare vitezei calculate se determina cu relatia:
![]() [rot/min] (9)
[rot/min] (9)
in care: v [m/min] este viteza de aschiere calculata cu relatia (9);
D [mm] - diametrul semifabricatului.
Valoarea obtinuta se pune de acord cu turatiile masinii-unelte, alegandu-se turatia (nr) cea mai apropiata, imediat inferioara sau imediat superioara cu respectarea conditiei ca variatia vitezei sa fie Dv <
Viteza reala de aschiere se calculeaza cu relatia:
![]() [m/min] (10)
[m/min] (10)
In final se verifica variatia vitezei cu relatia:
![]() (11)
(11)
6. Fortele si puterea de aschiere
Componentele fortei de aschiere la strunjire sunt aceleasi ca la rabotate si se pot calcula cu relatii de forma (13.7) si (13.8), in care constantele si exponentii capata valori functie de materialul aschiat si de particularitatile prelucrarii.
Puterea necesara la aschiere se determina cu relatia (13.9).
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5104
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved