| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Instalatii pentru sudare cu ultrasunete
Se pot suda cu ajutorul ultrasunetelor diferite materiale ca: aluminiu si aliajele sale, aur, argint, platina (sub forma de folii cu grosime de pana la 4 m sau fire cu diametre de pana la 60 m nichel, sticla metalizata, materiale ceramice, oteluri speciale, materiale plastice s.a. imbinarea se face fara materiale de adaos si la temperaturi mai mici decat cele mai topire, fapt ce exculde posibilitatea aparitiei zonelor influentate termic (fapt evidentiat si de cercetarile metalografice).
Mecanismul de realizare a sudurii cu ultrasunete este un proces complex, care are la baza actiunea cumulata a fortei de presare a elementelor de sudat si a vibratiilor ultrasonore care se propaga in aceasta. Ca urmare a oscilatiilor ultrasonice, la care sunt supuse materialele ce urmeaza a se suda, se produc o serie de fenomene: ..inmuiere acustica", efectul (resimtit la nivelul planului de separatie al cristalelor si in zona ventrelor) si cresterea energiei interne care conduce la distrugerea si indepartarea peliculei de oxid (in cazul aluminiului si al unor aliaje ale acestuia formeaza instantaneu la contactul cu aerul are grosimea de cativa micronisi impiedica sudarea in conditii obisnuite). Datorita intensificarii fenomenelor de difuzare si absortie se realizeaza o curgere plastica la rece a materialelor in zona de contact, si prin cresterea fortelor de coeziune intermoleculara la nivelul suprafetelor celor doua piese se creeaza conditii prielnice unei imbinari compacte si stabile.
Schema de principiu a unei instalatii pentru sudarea materialelor metalice (fig. 4.34) are in componenta sa un transductor magnetorestrictiv (1) cu o infasurare (2) prin care circula un curent de inalta frecventa (furnizat de un generator ultrasonic) si un sistem de racire cu apa (3) a carcasei (4) in care este montat. Vibratiile cu o frecventa de ordinul 2045 kHz sunt concentrate si amplificate de concentratorul (5) care le transmite sculei (6)
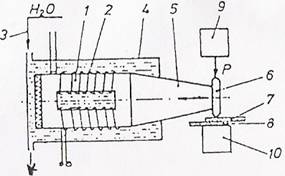
Fig.4.34
Cele doua piese (7) si (8) sunt presate cu o forta de 151000 N, intre scula (6) care vibreaza in regim ultrasonic cu o amplitudine de 20120 m si masa (10). Pentru realizarea presiunii de contact se utulizeaza sisteme (9) cu praghii, pneumatice sau hidraulice.
Se observa ca la sudarea
foliilor sau fibrelor metalice, directia deplasarilor create de vibratiile
ultrasonice este paralela cu suprafata pieselor de sudat si normale pe directia
de aplicare a fortei de apasare ![]()
Forma capului de sudura este conditionata de tipul asamblarii sudate, astfel la sudarea in puncte scula este un stift, iar pentru sudura in cusatura continua se utilizeaza doua role ce se rostesc (una este scula iar cealalta este masa - suport).
Parametrii care influenteaza procesul de sudare sunt: frecventa ultrasunetelor, amplitudinea oscilatiilor, forta de apasare, durata de aplicare a ultrasunetelor, grosimea materialelor ce se sudeaza si caracteristicile fizico-mecanice ale acestora.
Sudarea cu ultrasunete se utilizeaza cusucces la realizarea componentelor electronice semiconductoare, condensatoarelor, circuitelor integrate, releelor, bimetalelor cat si la capsularea unor recipiente care contin materiale explozive si reactivi chimici inflamabilii.
In cazul instalatiilor pentru sudarea materialelor plastice (fig.4.35) directia deplasarilor create de vribratiile ultrasonice este anormala pe suprafata piselor (1) si (2) si paralela cu directia de aplicare a fortei de apasare p. Nu exista o scula propriu-zisa, ci capul concentratorului (3) se profileaza in mod adecvat (fig.4.36) pentru crearea in filmul de materiale plastic topit a unui profil care sa mareasca rezistenta imbinarii realizate
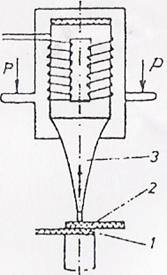
Fig.4.35
Sudarea ultrasonica a materialelor plastice se produce, in linii mari, in doua etape. Intr-o prima etapa, in urma deplasarilor relative cu frecventa mare(1840 kHz) a uneia dintre suprafetele piesei in raport cu cealalta, piesa - 1, apar fenomene de frecare si implicit dezvoltare de caldura in zona de contact, care conduce la topirea unui strat superficial de material. In a doua etapa sub efectul fortei de presiune p, intre cele doua suprafete
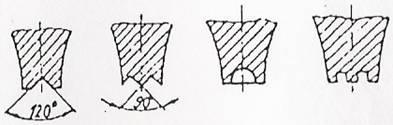
Fig.4.36
in contact, ajunse un stare plastica, apar legaturi moleculare, care conduc implicit la obtinerea unor imbinari rezistente.
Prin acest procedeu se pot realiza imbinari de folii si fire din material termoplastice ca: polistiren, polipropilena, polietilena, policlorura de vinil, policarbonat, nailon, acrilat, acetat s.a.
Pe astfel de instalatii se pot realiza si nituiri a materialelorplastice cu ultrasunete (fig.4.37). Energia ultrasonica realizeaza plastifierea piesei (1) in zona de actiune a capului concentratorului (2), profilat sub forma capului de nit ce trebuie obtinut. Practic se pot nitui astfel toate materialele plastice ca: polistirolul, policarbonatul, poliacetatul, polietena.
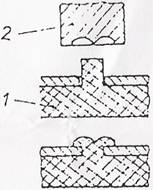
Fig.4.37
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4450
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved