| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
MANIPULATOARE SUSPENDATE
Manipulatoarele din aceasta categorie pot fi suspendate de un carucior al unui pod rulant sau de un carucior ce se deplaseaza pe o sina profilata. Elementul principal al acestor manipulatoare este bratul pe care sunt montate cat mai grupat si celelalte mecanisme (de strangere, balansare si rotire).
In figura de mai jos este prezentat un manipulator suspendat de un carucior ce se deplaseaza pe o monosina profilata.
Actionarea clestelui se realizeaza prin intermediul unui motor hidraulic liniar fixat in spatele bratului. Uleiul necesar motorului linear este furnizat de o motopompa ce realizeaza o presiune de 25 *104 daN/m2. Rotirea bratului in jurul axei sale se realizeaza cu ajutorul unui mecanism cu diferential planetar.
Manipulatoarele suspendate de caruciorul podului rulant au o constructie mult simplificata prin absenta unor elemente (caruciorul si mecanismul de deplasare, bratul oscilant).
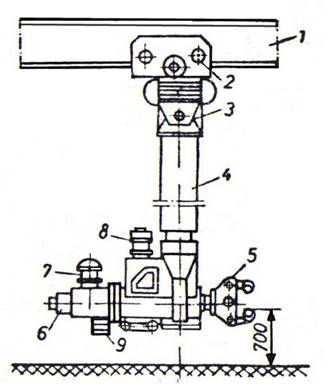
Manipulator suspendat :
1- sina profilata; 2 - mecanism de deplasare; 3 - centru de balansare; - brat pendulator;
5 - cleste; 6 - mecanism de actionare cleste ; 7 - mecanism de rotire brat; - pompa de ulei; 9 - contragreutati.
Specific ambelor tipuri de manipulatoare suspendate este sistemul de contragreutati ce asigura echilibrul intregului sistem manipulator-semifabricat.
Prin constructia lor, aceste tipuri de manipulatoare prezinta o serie de avantaje prin faptul ca nu necesita spatii pentru amplasare, iar cele afectate pentru manevra sint foarte reduse. Dezavantajul principal al acestor manipulatoare il constituie fenomenul de pendulare in timpul lucrului.
Mecanizarea instalatiilor de forja cu ajutorul manipulatoarelor este o problema complexa ce comporta indeplinirea unui ansamblu de parametri, cum ar fi:
- stabilirea gamei tipo-dimensionale a productiei ;
stabilirea greutatii maxime a pieselor si a semifabricatelor ;
alegerea utilajului de forjare (matritare sau extrudare);
alegerea cuptoarelor de incalzire ;
stabilirea modului de amplasare a utilajelor de baza si a celor auxiliare ;
alegerea tipului de manipulator ;
alegerea sculelor de lucru etc.
Posibilitatile de mecanizare ale manipulatoarelor sunt multiple. Dintre acestea se prezinta cateva mai jos.
Manipulatoarele de tipul 1 sunt cele mai simple, de aceea ele pot functiona numai cuplate cu utilaje de deservire a cuptoarelor de incalzire.
In figura se prezinta mecanizarea cu utilaje la sol, manipulatoare de tipul 1 cuplate cu masini de incarcare-descarcare. Semifabricatele se transmit la si de la manipulator, de masina de incarcare-descarcare, cleste in cleste.
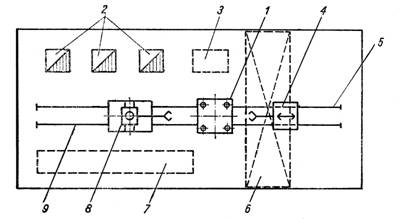
Mecanizarea sectiei de forjare libera cu manipulator de tipul 1 cuplata cu masini de sarjare:
- presa; 2 - cuptoare; 3 - spatiu de primire semifabricat; 4 - manipulator de tipul 1
5 - caile de rulare ale manipulatorului; 6 - pod rulant; 7 - suprafata (utilaje) de racire si depozitare intermediara; - masina de incarcare-descarcare a cuptoarelor; 9 - caile de rulare ale masinii.
Cea de-a doua solutie prezentata reprezinta cuplarea manipulatoarelor cu macarale specializate cu dispozitive de prindere a semifabricatelor, care alimenteaza manipulatoarele cu semifabricate calde si evacueaza piesele forjate.
Mecanizarea sectiei de forjare cu manipulator de tipul 1 cuplate cu macarale:
- presa; 2 - cuptoare; 3 - spatiu de primire semifabricate; - manipulator de tipul 1 5 - caile de rulare ale manipulatorului; 6 - pod rulant; 7 - macarale in consola.
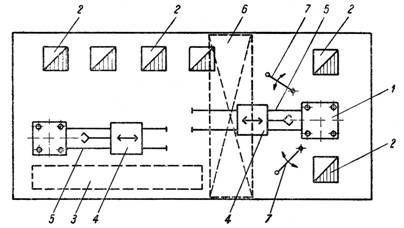
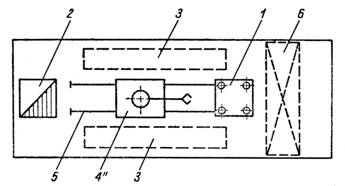
Daca se utilizeaza manipulatoare de tipul 2 cuptoarele si utilajele de forjare trebuie amplasate in linie; manipulatoarele parcurg ntreg frontul comun al utilajelor pe care le deservesc (cuptoare si utilajul de forjare).
Mecanizarea sectiei de forjare libera cu manipulare de tipul 2:
- presa; 2 - cuptoare; 3 - spatiu de primire; - manipulator
de tipul 1; 4' - manipulator de tipul 2; 5 - caile de rulare ale
manipulatorului; 6 - pod rulant; 7 - suprafata (utilaje) de racire
si depozitare intermediara.
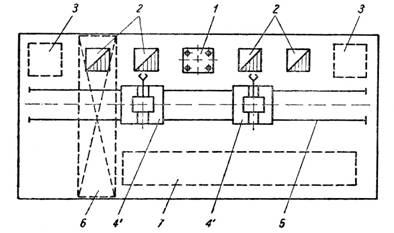
Manipulatoarele de tipul 3 se pot utiliza ca in figura de mai jos. Se observa ca spre a putea deservi atat cuptoarele de incalzire cat si utilajele de forjare, acestea trebuie neaparat asezate fata in fata si alaturat suprafetele de primire si evacuare a semifabricatelor.
Mecanizarea sectiei de forjare libera cu manipulatoare de tipul 3:
- presa; 2 - cuptoare; - spatiu de primire; 4 manipulator de tipul 1; 4 - manipulator de tipul 3; 5 - caile de rulare ale manipulatorului; - pod rulant; 7 - suprafata (utilaje) de racire si depozitare intermediara.
Manipulatoarele de tipul 4 (cele mai complexe) prezinta o amplasare variata a utilajelor datorita gradelor de libertate mai numeroase ale manipulatoarelor. Astfel cuptoarele si utilajele de forjare se pot amplasa in unghi la 90 sau la 180. Manipulatorul deserveste atat cuptorul de incalzire cat si utilajul de forjare.
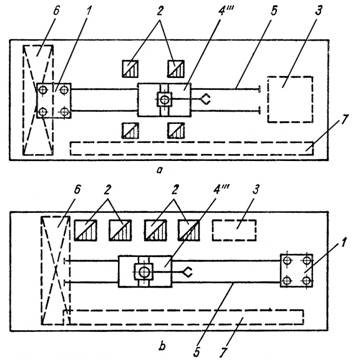
Mecanizarea cu manipulator de tipul 4:
a - in careu; b - in unghi de 90.
1- presa; 2 - cuptoare; 3 - spatiu de primire; 4 - manipulator de tip 1; 4' - manipulator de tipul 1; 5 - caile de rulare ale manipulatorului; 6 - pod rulant; 7 - suprafata (utilaje) de racire si depozitare intermediara.
Daca sunt necesare mai multe cuptoare de incalzire pentru un utilaj de forjare se poate apela la varianta de amplasare in careu (fig. b). Aceasta ultima varianta conduce la o unitate compacta si cu mare productivitate datorita transportului intre operatii pe distante scurte.
Utilizarea manipulatoarelor de tipul 5 conduce la realizarea de linii de forjare dispuse circular, dispunere cauzata de constructia si posibilitatea circulara de actiune a acestui tip de manipulator. Manipulatorul deserveste atat cuptoarele cat si utilajele de forjare.
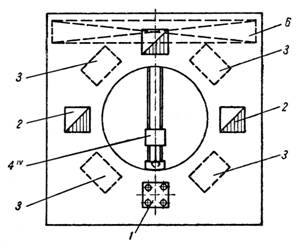
Mecanizarea sectiei de forjare libera cu manipulatoare de tipul 5:
1 - presa; 2 - cuptoare; 3 - spatiu de primire; manipulator de tip 1; 4' - manipulator de tipul 5; 6 - pod rulant.
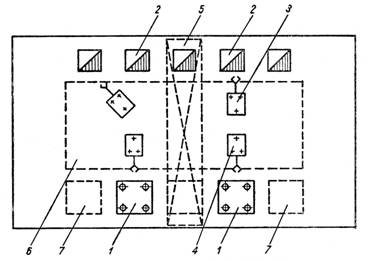
Mecanizarea sectiei de forjare libera cu manipulatoare de tipul 6:
- presa; 2 - cuptor; 3 - masina de tncarcare-descarcare pe pneuri; manipulator de tipul 6; 5 - pod rulant; 6 - platforma; 7 - spatii de depozitare.
In cazul utilizarii manipulatoarelor pe pneuri (de tipul 6) amplasarea utilajelor poate fi diversa, datorita mobilitatii multiple a acestora. Aceste manipulatoare lucreaza uneori cuplate cu masini de incarcare-descarcare de acelasi tip in scopul maririi productivitatii.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1550
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved