| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
DETERMINAREA ERORILOR DE BAZARE PENTRU PIESE TIPICE DIN CONSTRUCTIA DE MASINI
1. Obiectul lucrarii
Lucrarea prezinta metodologia utilizata pentru determinarea erorilor de bazare la prelucrarea pieselor tipice din constructia de masini.
Consideratii teoretice
1. Bazarea pieselor
Una din problemele fundamentale in constructia de masini si utilaje este aceea a asezarii (instalarii) pieselor in scopul prelucrarii mecanice.
Asezarea (instalarea) unei piese consta din bazarea si fixarea acesteia.
Prin bazare se intelege modul de orientare a suprafetelor semifabricatului in raport cu traiectoria taisurilor sculei aschietoare.
Prin fixare se intelege imobilizarea semifabricatului pe dispozitivul sau pe masa masinii-unelte, cu pastarea gradelor de libertate care sa conduca la generarea suprafetei respective.
Clasificarea bazelor
Prin baza se intelege totalitatea suprafetelor, liniilor sau punctelor fata de care se orienteaza suprafetele piesei ce se conjuga in fabricatul finit cu alte piese sau suprafetele piesei ce se prelucreaza la operatia considerata.
Dupa rolul pe care il au in procesul de prelucrare mecanica bazele se clasifica in: baze constructive, baze de montaj, baze de masurare si baze tehnologice (fig. 1.1).
3.Precizia bazarii si calculul erorilor de bazare
Precizia bazarii influenteaza precizia prelucrarii mecanice cand dimensiunile piesei se obtin prin reglarea la dimensiuni (productie de serie). Precizia bazarii depinde de eroarea metodica a dispozitivului, de precizia fabricatiei si uzura dispozitivului, de eroarea de bazare.
Eroarea de bazare eb este eroarea la dimensiunea sau corelatia ce determina distanta intre baza de referinta si suprafata ce se prelucreaza. Eroarea de bazare apare din cauza variatiei pozitiei bazei de referinta.
Baza de referita (Br) reprezinta elementul semifabricatului (suprafata, linie sau punct) care este legat de suprafata ce se prelucreaza prin dimensiuni sau corelatii de dimensiuni ce trebuie respectate la prelucrarea respectiva (fig.1.2).
Dimensiunea de baza (DB) este dimensiunea semifabricatului de care depinde pozitia bazei de referinta la prelucrarea considerata. Calculul erorii de bazare (a campului de imprastiere al erorii de bazare) se efectueaza aplicand metodologia generala a calculului erorilor:
se determina vectorul L care leaga Br de suprafetele de baza ale dispozitivului;
se stabileste ecuatia lantului de dimensiuni in care proiectia L a acestui vector pe directia dimensiunii prescrise se exprima ca o functie:
L = f(x1, x2, ., xi, ., xn, A, B, ., N) (1.1)
in care: x1, x2, ., xi, ., xn reprezinta dimensiunile de baza; A, B, ., N - dimensiunile dispozitivului care influenteaza asupra pozitiei bazei de referinta (marimi constante);
se calculeaza diferentiala totala a vectorului L (neglijandu-se diferentialele de ordin superior):
 (1.2)
(1.2)
Fig. 1.1. Clasificarea bazelor.
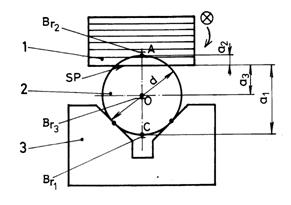
Fig. 1. Pozitia bazei de referinta in functie de cota prescrisa
la prelucrarea unei suprafete plane a unui arbore cu bazarea pe prisma: a , a2, a3 - cote prescrise; Br1, Br2, Br3 - baza de
referinta corespunzatoare cotelor a1,
a2, respectiv a3; SP - suprafata prelucrata; d - diametrul piesei; 1 - scula
aschietoare; 2 - semifabricat; 3 - prisma.
in ipoteza ca abaterile dimensiunilor de baza sunt mici, se inlocuiesc diferentialele cu erorile dimensiunilor de baza:
 (1.3)
(1.3)
daca se trece de la erorile dimensiunii de baza la tolerantele acestora si considerand ca acestea se insumeaza ca marimi intamplatoare, se obtine eb
 (1.4)
(1.4)
in care: T1, T2, .,Tn reprezinta tolerantele dimensiunilor de baza; k1, k2, ., kn - coeficientii de imprastiere relativa care depind de forma curbelor de distributie a dimensiunilor de baza.
In practica se poate considera: k1 = k2 = .= kn = k, astfel incat relatia (1. 4) devine:
 (1.5)
(1.5)
In cadrul sistemelor de bazare uzuale (bazare pe suprafata plana) functia definita prin relatia (1.1) este liniara, astfel incat relatia (1.5) devine:
 (1.6)
(1.6)
Daca numarul elementelor lantului de dimensiuni este mic (n£4), atunci eroarea de bazare se determina cu relatia:
 (1.7)
(1.7)
4. Calculul erorilor de bazare pentru cazuri tipice
Eroarea de bazare se determina prin analiza directa a schemei de bazare. In continuare se vor examina cateva scheme uzuale de bazare.
A. Bazarea pe suprafata plana
Daca bazarea se realizeaza pe o suprafata plana pot sa apara urmatoarele situatii:
a) Baza tehnologica de reazem (Btrz) coincide cu baza de referinta (Br) si baza de masurare (Bms), adica este o baza fundamentala (Bf), caz in care eroarea de bazare este zero (ebh = 0 pentru cota h, fig. 1.3).
b) Baza tehnologica de reazem (Btrz) si baza de referinta (Br) nu coincid (fig. 5.4). In acest caz exista erori de bazare la prelucrarea cotei a, deoarece pozitia bazei de referinta fata de baza tehnologica de reazem (respectiv baza de masurare) depinde de dimensiunea A care este dimensiune de baza. Pentru prelucrarea suprafetei SP cu respectarea cotei a, baza de referinta este Bra. Doarece Bra nu coincide cu baza de masurare Bms, respectiv cu Btrz adica este o baza auxiliara Bta, atunci eroarea de bazare pentru cota a este egala cu toleranta dimensiunii de baza:
eba = TDB = TA (1.8)
Pentru a stabili concret modul de abordare practica a corelatiilor intre eroarea de bazare si tolerantele prescrise pieselor se prezinta in continuare cateva aplicatii.
Aplicatie A.1 Sa se stabileasca eroarea de bazare la prelucrarea cotei 25 mm si posibilitatile de prelucrare a cotei cu precizia impusa (fig. 1.5). Prelucrarea mecanica se realizeaza procedeul de aschiere prin frezare, metoda de obtinere a dimensiunilor prin reglarea la dimensiuni, precizia economica a prelucrarii fiind De 0,10 mm.
Se prelucreaza suprafata SP cu respectarea cotei de 25 mm. Deoarece baza de referinta corespunzatoare cotei ce se prelucreaza Br25 nu coincide cu baza tehnologica de reazem Btrz, exista eroarea de bazare eb25, care se determina cu relatia: eb25 = TDB = T95 = 0,350 mm (1.9)
Toleranta prescrisa cotei de 25 mm este Tp,25 = 0,210 mm, iar eroarea de bazare obtinuta pentru schema de bazare considerata este eb25 = 0,350 mm, ceea ce inseamna ca precizia prescrisa de proiectant cotei de 25 mm nu poate fi respectata deoarece:
Tb,25 = eb25 De = 0,350 +0,10 = 0,450 mm > Tp,25 = 0,210 mm (1.10)
in care: Tb,25 reprezinta toleranta cotei 25 mm care tine seama de schema de bazare la prelucrarea mecanica.
In aceasta situatie precizia impusa prin desenul de executie nu poate fi realizata. Astfel in scopul asigurarii preciziei prescrise se pot considera urmatoarele variante de lucru:
a) Marirea tolerantei la dimensiunea de 25 mm care este posibil a se efectua pe baza calculelor si considerentelor constructive: T25 = eb25 De = 0,350 +0,10 = 0,450 mm (1.11)
b) Micsorarea tolerantei dimensiunii de baza:
eb25 = Tp,25 - De = 0,210 - 0,10 = 0,110 mm (1.12)
ceea ce impune o operatie suplimentara introdusa in schema tehnologica de prelucrare a piesei (de exemplu rectificarea suprafetei).
c) Modificarea schemei de bazare a piesei; in acest caz se urmareste realizarea coincidentei Br25 º Btrz, deci utilizarea bazei fundamentale (fig. 1.6).
Fig. 1.6. Frezarea suprafetei plane prin utilizarea unui
dispozitiv.
Solutia prezinta dezavantajul executiei unui dispozitiv care scumpeste prelucrarea; metoda se justifica in cazul productiei de serie mare si de masa.
Alegerea solutiei pentru prelucrarea mecanica a cotei de 25 mm se realizeaza in concordanta cu aspectele economice si practice concrete.
B. Bazarea pe suprafata cilindrica
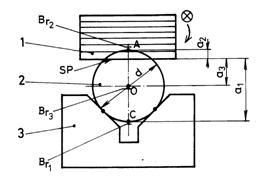
Cazul tipic de bazare pe suprafata cilindrica este reprezentat de prelucrarea unui canal de pana pe un arbore cu bazare pe o prisma (fig. 1.7). In functie de considerentele constructive se poate impune respectarea uneia din dimensiunile a1, a2 sau a3 cu bazele de referinta B, A, respectiv O. Pentru fiecare din dimensiunile a1, a2 si a3 se va stabili in continuare eroarea de bazare corespunzatoare.
a) Calculul erorii de bazare pentru cota a1. Conform metodologiei prezentate in paragraful 3, etapele de calcul sunt urmatoarele:
stabilirea pozitiei bazei de referinta Bra1; in acest scop se urmareste legatura dimensionala dintre suprafata prelucrara SP, dimensiunea ce se prelucreaza a1 si baza tehnologica de reazem Btrz, determinandu-se vectorul de pozitie La1:
 (1.13)
(1.13)
calculul erorii de bazare:
 (1.14)
(1.14)
in care Td reprezinta toleranta la diametrul d.
Conform relatiei (1.14) pentru a = 1800 (bazare pe suprafata plana), eroarea de bazare eba = 0 (deoarece Btrz º Bra1, punctul B º C).
Fig. 1.7. Determinarea erorii de
bazare in functie de cota prescrisa la prelucrarea unei
suprafete plane a unui arbore cu bazarea pe prisma: a , a2, a3 - cote prescrise; Br1, Br2, Br3 - baza de
referinta corespunzatoare cotelor a1,
a2, respectiv a3; SP - suprafata prelucrata; d - diametrul piesei; 1 - scula
aschietoare; 2 - semifabricat; 3 - prisma.
b) Calculul erorii de bazare pentru cota a In mod similar cu cele prezentate anterior se obtine:
 (1.15)
(1.15)
 (1.16)
(1.16)
Conform relatiei (1.16) pentru a = 1800 (bazare pe suprafata plana), eroarea de bazare eba = Td .
c) Calculul erorii de bazare pentru cota a3. Relatiile de calcul sunt urmatoarele:
 (1.17)
(1.17)
 (1.18)
(1.18)
Conform relatiei (1.18) pentru a = 1800 (bazare pe suprafata plana), eroarea de bazare eba = Td /
Conform cazurilor analizate se constata ca eroarea de bazare depinde modul de cotare si de unghiul prismei (particularitatile dispozitivului). In tabelul 1.1 sunt prezentate valorile erorilor de bazare in functie de marimea unghiului a
Tabelul 1.1. Influenta unghiului a asupra erorii de bazare
|
Eroarea de bazare |
Unghiul prismei, a |
|||
|
eba1 |
Td |
Td |
Td | |
|
eba2 |
Td |
Td |
Td |
Td |
|
eba3 |
Td |
Td |
Td |
Td |
Din analiza efectuata se constata urmatoarele aspecte:
din punct de vedere al modului de cotare valorile erorile de bazare cele mai mici se obtin pentru cota a1, iar pentru cota a2 se obtin valorile cele mai mari;
din punct de vedere al constructiei dispozitivului (prisma) pentru unghiul a = 1200 se obtin indiferent de modul de cotare valorile erorilor de bazare cele mai mici;
din punct de vedere al operatiei de control este de preferat modul de cotare redat prin cota a2, dar valorile erorilor de bazare sunt cele mai mari.
Alegerea variantei de bazare si de cotare se face pe baza calculelor tehnico-economice.
Aplicatie A. Pentru frezarea unui canal de pana la un arbore avand diametrul d = 48( 0,2) se utilizeaza metoda reglarii la dimensiuni, iar prinderea si fixarea semifabricatului se efectueaza pe prisma cu a (fig. 1.8) Sa se studieze posibilitatea respectarii tolerantei de 0,15 mm, daca se prelucreaza cotele a, b sau c.
Fig. 1.8. Prelucrarea unui canal de pana.
Conform metodologiei prezentate se obtine:
 mm (1.19)
mm (1.19)
 mm (1.20)
mm (1.20)
 mm (1.21)
mm (1.21)
Se constata ca numai pentru cota c se asigura precizia de prelucrare.
C. Bazarea dupa alezaj conic
Schema de bazare dupa un alezaj conic este prezentata in figura 1.9.
Fig. 1.9. Bazarea dupa alezaj conic.
In cazul prelucrarii suprafetei 1, cu respectarea cotei a metodologia de calcul pentru stabilirea erorii de bazare va fi:
determinarea vectorului de pozitie La:
 (1.22)
(1.22)
unde k reprezinta conicitatea.
determinarea
erorii de bazare eba: ![]() (1.23)
(1.23)
in care TD reprezinta toleranta la diametrul mare alezajului conic.
In cazul prelucrarii suprafetei 2, cu respectarea cotei b metodologia de calcul pentru stabilirea erorii de bazare va fi:
determinarea
vectorului de pozitie Lb: ![]() (1.24)
(1.24)
determinarea
erorii de bazare ebb ![]() (1.25)
(1.25)
in care Tl reprezinta toleranta la dimensiunea l.
In cazul schemei de bazare prezentate in figura 1.10, dispozitiv cu dorn conic mobil si suprafata de reazem fixa, se obtine:
pentru
cota a, eroarea de bazare va fi: ![]() (1.26)
(1.26)
- pentru cota b, eroarea de bazare va fi: ![]() (1.27)
(1.27)
Aplicatie A.3. Sa se stabileasca eroarea de bazare pentru prelucrarea cotelor a = 20( 0,10) si b = 60( 0,20), in cazul bazarii dupa alezaj conic (fig. 1.9), cunoscand ca D = 80( 0,2), d = 40( 0,2) si l = 80( 0,2). Prelucrarea mecanica se realizeaza prin reglarea la dimensiuni.
Conform metodologiei prezentate se obtine:
 mm (1.28)
mm (1.28)
 mm (1.29)
mm (1.29)
Se constata ca nici una din cotele precizate nu se pot executa cu precizia ceruta (deoarece eroarea de bazare este mai mare decat toleranta prescrisa). In aceasta situatie se va modifica schema de bazare sau se vor recalcula tolerantele cotelor.
D. Bazarea pieselor tip corpuri de masini
Pentru stabilirea erorii de bazare in cazul pieselor tip corpuri de masini, se aplica metodologia generala de calcul prezentata in paragraful 3. Pentru exemplificare se considera prelucrarea cotelor a, b si h ale carcasei din figura 1.11. Cunoscand ca precizia de prelucrare este De 0,10 mm, TA = TB = 0,15 mm sa se determine precizia maxima ce se poate obtine in cazul prelucrarii bosajelor la cotele a, b si h.
Fig. 1.11. Prelucrarea piesei tip
corp de masina: S , S2 - suprafata
de ghidare; S3 - suprafata de
asezare; A, B - dimensiuni constructive; a, b, h - dimensiuni tehnologice.
Prelucrarea se poate efectua utilizand suprafetele de ghidare S1 si S2 rezemarea piesei fiind pe suprafata S3, conform tabelului 1. De asemenea, a alta varianta de bazarea presupune bazarea pe suprafata de asezare S3 si doua bucse de ghidare conform tabelului 1.3.
1.3. DESFASURAREA LUCRARII
Studentii impartiti pe grupe de lucru vor efectua aplicatii cu privire la modul de determinare a erorilor de bazare pentru cazurile tipice din constructia de masini.
Se vor verifica rezultatele obtinute cu relatiile existente in literatura de specialitate. Se vor face aprecieri privind cazurile practice care conduc la obtinerea valorilor minime ale erorilor de bazare.
Tabelul 1.3. Prelucrarea pieselor tip corp de masina
|
Nr. crt. |
Schita asezarii |
Relatii de calcul |
|
A. Prelucrarea utilizand bazele ajutatoare S1 si S2 |
||
|
A.1. |
Prelucrarea cotei a
|
c + a - A = 0 a = A - c eba = TA = 0,15 mm Ta eba De = 0,15 + 0,10 = 0,25 mm |
|
A. |
Prelucrarea cotei b
|
c + b - a + A - B = 0 b = B - A + a - c ebb = TB + TA + Ta = 0,15 + 0,15 + 0,25 = 0,55 mm Tb = ebb + De = 0,55 + 0,10 = 0,65 mm |
|
A.3. |
Prelucrarea cotei h
|
c - h + b - a + A - B = 0 h = c + b - a + A - B ebh = Tb + Ta + TA + TB = 0,25 + 0,65 + 0,15 + 0,15 = 1,20 mm Th = ebh + De = 1,20 + 0,10 = 1,30 mm |
|
B. Prelucrarea utilizand baza unica S1 |
||
|
B.1. |
Prelucrarea cotei a - se realizeaza conform cazului A.1. |
|
|
B. |
Prelucrarea cotei b
|
- c + b - a + A = 0 b = c + a - A ebb = TA + Ta = 0,15 + 0,25 = 0,40 mm Tb = ebb + De = 0,40 + 0,10 = 0,50 mm |
Tabelul 1.3 (continuare)
|
B.3. |
Prelucrarea cotei h
|
- c - h + b - a + A = 0 h = - c + b - a + A ebh = Tb + Ta + TA = 0,50 + 0,25 + 0,15 = 0,90 mm Th ebh De = 0,90 + 0,10 = 1,0 mm |
C. Bazarea pe suprafata de asezare si doua bucse de ghidare |
||
|
C.1. |
Prelucrarea cotei a
|
c' + a - A' = 0 a = A' - c' eba = TA' = 0,10 mm Ta eba De = 0,10 + 0,10 = 0,20 mm |
|
C. |
Prelucrarea cotei b
|
c' + b - a - A' = 0 b = a + A' - c' ebb = Ta + TA' = 0,20 + 0,10 = 0,30 mm Tb ebb De = 0,30 + 0,10 = 0,40 mm |
|
C.3. |
Prelucrarea cotei h
|
- c' - h + b - a - A' = 0 h = c' + b - a - A' ebh = Ta + Tb + TA' = 0,20 + 0,40 + 0,10 = 0,70 mm Th ebh De = 0,70 + 0,10 = 0,80 mm |
DETERMINAREA ERORILOR DE BAZARE PENTRU PIESE
Data.......
Numele si prenumele.........., grupa...., anul de studiu....
Raspundeti la urmatoarele intrebari de verificare:
1. Ce se intelege prin asezarea unei piese
Ce se intelege prin bazarea unei piese
3. In ce consta fixarea unei unei piese
4. Ce se intelege prin baza
5. Ce se intelege prin baza constructiva
6. Ce se intelege prin baza de montaj?
7. Ce se intelege prin baza de masurare?
8. Ce se intelege prin baza tehnologica de reazem?
9. Ce se intelege prin baza tehnologica de reglare?
10. Ce se intelege prin baza tehnologica verificare?
11. Ce se intelege prin eroarea de bazare?
1 Ce se intelege prin baza de referinta?
13. Ce se intelege prin dimensiune de baza?
14. Precizati care sunt etapele de calcul necesare determinarii erorii de bazare?
II. DETERMINARI EXPERIMENTALE, INTERPRETAREA REZULTATELOR, CONCLUZII
Conform metodologiei prezentate in paragraful 2, se cere sa se completeze tabelul 1.4, cu relatiile de calcul corespunzatoare erorilor de bazare.
Tabelul 1.4 Determinarea erorilor de bazare
|
Nr. crt. |
Schema de asezare |
Dimensiunea |
Relatia de calcul a erorii de bazare |
|
|
a | ||
|
b | |||
|
|
a | ||
|
b | |||
|
|
b | ||
|
c | |||
|
k | |||
|
|
n | ||
|
m | |||
|
|
n | ||
|
m |
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3196
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved