| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Materiale obtinute prin procesul de aliere mecanica
Materialele obtinute prin procesul de aliere mecanica au proprietati mecanice foarte bune, de exemplu se poate obtine o combinatie favorabila intre duritatea mare la temperature scazuta si rezistenta la oboseala la temperatura mare, de pana la 1.373 K [1]. Unicitatea metodei de obtinere a aliajelor prin aliere mecanica este foarte bine pusa in evidenta la fabricarea materialelor care nu pot fi obtinute prin alte metode.
Alierea mecanica poate fi folosita la sintetizarea unei game largi de materiale printre care pot fi amintite: materiale ceramice, compusi intermetalici si materiale compozite. Alierea mecanica poate surclasa multe din restrictiile alieri conventionale, ca de exemplu doua metale cu diferente mari ale valori punctelor de topire, pot fi aliate usor cu ajutorul acestei metode de sinteza. Este, deasemenea, o metoda alternative de sinteza pentru procese de ne-echilibru ca: solidificarea rapida (RQ) si depunerea fizica de vapori (PVD). Cu toate acestea, sunt cateva exceptii de materiale care nu pot fi sintetizate prin aliere mecanica, procedeul de aliere mecanica dand insa posibilitatea de a obtine materiale care prin alte procedee nu pot fi obtinute.
'
1.1.1. Aliaje ODS (Oxide Dispersion Strengthened Alloys).
Primele aplicatii ale procedeului de aliere mecanica au fost pentru obtinerea aliajelor ODS, in mod deosebit superaliaje si aliaje pe baza de Al [2]. Ruperea si sudarea la rece repetata a pulberilor particulelor intr-o atmosfera
inerta, conduce la formarea straturilor oxide pe suprafata pulberilor, particulelor si in structurile depuse.
Marind timpului de macinare, procesul de sfaramare, a straturilor de oxid, conduce la aparitia de bucati din ce in ce mai mici, bucati care sunt incorporate in microstructurile pulberilor, astfel se conduce la la formarea dispersiilor oxide in interiorul particulelor aliate mecanic, lucru care are ca efect cresterea unora dintre proprietatile mecanice ale materialul astfel sintetizat.
1.1.2. Materiale amorfe.
In anul 1979, White a folosit o moara SPEX pentru a alia pulberi de Ni si Sn. Cu toate ca scopul sau a fost de a obtine pulberi superconductoare A15, el a observat ca o faza amorfa poate fi sintetizata ca produs secundar.
Primele studii detaliate ale amorfizarii au fost facute de Koch-et-al [3] in obtinerea sticlei metalice Ni-Nb folosind moara de mare energie SPEX-8000. Macinarea a fost realizata in atmosfera normala, sau in heliu. Sa observat ca in timpul macinarii dimensiunea cristalelor aparente scade rapid la valoarea care corespunde obtinerii aliajelor amorfe. Amorfizarea prin aliere mecanica a fost studiata prin compararea modelului difractiei cu raze X si a temperaturii de recristalizare a pulberilor obtinute prin alierea mecanica cat si pentru obtinerea acelorasi pulberi prin solidificare rapida.
De atunci amorfizarea prin aliere mecanica a dat nastere la numeroase cercetari. A fost aratat ca aliajele amorfe pot fi abtinute din alte pulberi sau aliaje intermediare. Kim si Koch [4] au observat formarea aliajului Nb3Sn in moara vibratoare SPEX. Rezultate similare au fost observate si in cazul sistemelor Nb-Ge, Nb-Si, Fe-Sn si al sistemelor Zr-Al. In cazul sistemului Ni-Zrsa descoperit un nou tip de reactie de amorfizare, in care compusi cristalini intermediari se formeaza ca produse intermediare.
Sa mai descoperit de asemenea ca alierea mecanica in morile vibratoare conduca direct la formarea fazelor amorfe fara faze intermediare. Amorfizarea prin aliere mecanica a sistemelor de aliaje ternare a fost de asemenea raportata.
Amorfizarea prin aliere mecanica are de asemenea multe avantaje fata de alte metode, ca de exemplu: obtinerea unei game mari de structuri, simplitatea si usurinta procesului de sinteza.
1.1.3. Solutii solide.
In general, sistemele binare in care dimensiunea atomilor difera cu mai mult de 15%, manifesta o solubilitate foarte limitata [5]. Totusi, aceste limite de solubilitate pot fi usor marite prin procedeul de aliere mecanica.
Metalele cu temperaturi pozitive de amestecare, ca de exemplu cuprul cu fier-ul, niobiu-ul, vanadium-ul, tantal-ul, care sunt foarte dificil de aliat prin metode conventionale, pot fi aliate mecanic, formand solutii solide sau faze amorfe. Acest rezultat este identic cu eel obtinut prin racirea rapida a unei topituri de aceeasi compozitie chimica, cu toate ca a fost acceptat ca procesul de topire adiabatica nu ia nastere in timpul alierei mecanice.
1.1.4. Compusi intermetalici.
Compusii inermetalici au multe attribute, printre care: rezistenta mare la temperatura, stabilitate din punct de vedere termic, restenta buna la coroziune, proprietati electrice si magnetice unice. Totusi sunt foarte greu de obtinut prin metode metalurgice clasice, deoarece au temperature mari de topire si tendinta de segregare.
Posibilitatea depasirii acestor probleme prin procesul de aliere mecanica a atras interesul multor cercetatori. Fazele intermediare si compusii intermediari au fost sintetizati din pulberi elementare prin procesul de aliere mecanica, in cateva sisteme de aliaje. Jang-et-al [6] a studiat dispersia AI2O3, Y2O3 si ThO2 in pulberi de Ni3AI prin aliere mecanica.
Dispersiile intermetalice au scazut in dimensiuni si au crescut rezistenta acestora, totusi ductilitatea la temperature camerei au fost redusa. Koch si Kim [7] au sintetizat compusii intermetalici Nb3Ge, Nb5Ge2 si NbGe2 prin aliere mecanica din Nb si Ge pur, si produse similare Nb3Sn si Nb6Sn5 prin aliere mecanica din Nb si Sn pur. In cazul Nb3Sn si Nb3Ge, continuarea macinarii duce la formarea formatiunilor de faze amorfe.
Un numar mare de compusi intermetalici au fost obtinuti prin aliere mecanica, ca prim pas in procedeul de sinteza.
Cateva aplicatii pentru compusii intermetalici obtinuti, prin aliere mecanica, includ: magnetii permanenti si materialele de stocare de hidrogen. Benn-et-al a reinnoit cercetarile pentru cateva sisteme de compusi intermetalici unde mixarea la nivel intim a elementelor componente a fost realizata prin procedeul de aliere mecanica, la fel de bine ca formarea de compusi partiali.
1.1.5. Materiale nanostructurate.
Formarea structurilor nanocristaline prin macinarea in mori cu bile de mare energie a largit metodele de aliere mecanica. Primul studiu sistematic despre sintetizarea nanocristalelor prin aliere mecanica a fost realizat de Fechet-et-al [8].
In procesul de studiu al mecanismului de amorfizare al compusilor intermetalici, s-a observat modificari la nivel microstructural ca si de asemenea o crestere de energie odata cu marirea timpului de macinare, intr-o serie de metale cu reatea cristalina de tip cvc (Fe, Cr, Nb, W) si he (Zr, Hf, Ca).
Sa descoperit ca in timpul macinarii se dezvolta dislocatii in structura grauntilor si tot o data grauntii se ,,sparg', astfel acestia ajung la dimeniuni nano in domeniul de 9 - 13 nm.
Structurile nanocristaline au fost obtinute prin amestecarea, in mori cu bile de mare energie, a unui numar mare de pulberi cum arfi: Cr, Nb, W, Hf, Zr si Cu, Fe, AgsiC [9, 10, 11, 12].
In ultimii ani, sau depus eforturi considerabile pentru a se produce in-situ (la fata locului) nanocompozite, prin aliere mecanica. Provenzano si Hltz [13] au aratat formarea de nanocompozite in sistemele Ag-Ni si Cu-Nb prin aliere mecanica. Zhu-et-al [14] a sintetizat nanocompozite din sistemul Pb-AI si Cu-Fe.
1.1.6. Materiale compozite.
Un avantaj semnificativ al alierii mecanice este acela ca se poate obtine cu usurinta compozitii si microstructuri omogene. Alierea mecanica s-a dovedit a fi o metoda stabila de producere a pulberilor ceramice. Ramforsarile in compozitele cu matrice metalica includ: carburi, nitruri, oxizi si alte cateva faze elementare [15, 16].
Alierea mecanica depaseste problemele aglomerarii particulelor de ramforsare, probleme cauzate de diferentele de dimensiune a particulelor implicate. Materialele compozite obtinute prin aliere mecanica includ si compozitele pe baza de Ni si Al.
1.1.7. Quasicristale.
In literatura de specialitate au fost cateva detalieri despre formarea quasicristalelor [17, 18]. S-a aratat ca faze metastabile diferite au fost obtinute la intensitati diferite de macinare si ca quasicristalele pot fi folosite ca faze intermediare.
1.2. Alierea mecanica: fundamente. 1.2.1. Interactiunea bile-pulbere.
Pulberile obtinute prin aliere mecanica, pot fi doua (sau mai multe) pulberi metalice, pulberi pe baza de compusi intermetalici sau pulberi dispersate.
Structurile nanocristaline au fost obtinute prin amestecarea, in mori cu bile de mare energie, a unui numar mare de pulberi cum arfi: Cr, Nb, W, Hf, Zr si Cu, Fe, AgsiC [9, 10, 11, 12].
In ultimii ani, sau depus eforturi considerabile pentru a se produce in-situ (la fata locului) nanocompozite, prin aliere mecanica. Provenzano si Hltz [13] au aratat formarea de nanocompozite in sistemele Ag-Ni si Cu-Nb prin aliere mecanica. Zhu-et-al [14] a sintetizat nanocompozite din sistemul Pb-AI si Cu-Fe.
Marirea mai departe a timpului de amestecare, conduce la o interdifuzie, reactie care are loc la suprafata proaspata (sau curata) a straturilor intime ale particulelor de pulbere.
Cei mai important parametrii ai procesului sunt urmatorii:
- energia de impact E:
E = ~mblk-vlpaa [J]
- frecventa de impact N:
N [loviluri . s'1]
- intensitatea de macinare I:
I = N-E = N-mblls-vlpxl [W]
- doza de energie D:
D = I-t = N-E-t [J]
- doza specifica Dm:
D n^!_ic jf.t.S [J/g]
W* 2
unde avem: mbi|e - masa bilelor implicate in proces; vimpact - viteza de impact a vilelor; mpu|bere - masa pulberii implicate in proces; CR - raport de incaracre (CR>1, raportul dintre masa bilelor si masa pulberii),
1.2.2. Morfologia particulelor si evolutia microstructurala.
Pentru a determina morfologia si evolutia microstructurala a particulelor implicate in procesul de aliere mecanica, la intervale regulate de timp se scot cantitati mici de pulbere macinata, aceste pulberi intermediare au fost analizate folosid metodele de investigare SEM, OM, XRD, etc.
Pana in prezent morfologia si evolutia microstructurala este inteleasa din punct de vedere calitativ, in special pentru sistemele de pulberi ductil/ductil si ductil/fragil. Evolutia morfologiei si a microstructurii in timpul procesului de macinare a fost pusa pe seama sudarii la rece si ruperii particulelor implicate in proces. De fiecare data cand bilele se ciocnesc, particule prinse intre acestea se deformeaza, sudarea la rece avand loc intre astfel de particule in timpul coliziunilor repetate care au loc. In particulele sudate la rece, de-a lungul interfetei formate prin sudare, pot avea loc reactii in stare solida, astfel incat sa se realizeze, pentru particula nou formata prin sudare, o schimbare progresiva a compozitiei chimice.
Evolutia morfologiei si a microstructurii este puternic influentata de ductilitatea particulelor supuse procesului de aliere mecanica. In functie de caracterul ductil/fragil al pulberilor implicate in procesul de aliere mecanica exista trei posibilitati:
o sisteme ductil/ductil;
o sisteme ductil/fragil;
o sisteme fragil/fragil.
1.2.2.1. Sisteme ductil/ductil.
Ce-a mai completa descriere a comportamentului pulberilor ductil/ductil in procesul de aliere mecanica a fost facuta de catre Bemjamin si Volin [19, 20], pe baza observatiilor evolutiei morfologice si microstructurale a aliajelor Fe-Cr in timpul alierii mecanice. Benjamin si Volin au impartit procesul de aliere mecanica in cinci inervale (descrise schematic in figura 2).

Fig. 2. Cele cinci stadii ale alierii mecanice dupa Benjamin si Volin.
Etapa initiala: Aceasta etapa implica amestecarea, deformarea, rupere si sudarea particulelor implicate in procesul de aliere mecanica. In acesta etapa se obtin particule cu granulatie fina. In acesta etapa forma particulelor, de pulbere, se aplatizeaza, dar au acelasi volum ca si pariculele initiale. Spre sfarsitul acestei etape se formeaza un numar destul de mare de particule compozite, de diferite compozitii chimice, aranjate in straturi paralele. In aceasta etapa, distributia marimii particulelor nu se schimba drastic, atat particulele de pulbere cat si straturile sudate raman relativ ductile. In aceasta etapa duritatea particulelor ramane aproape neschimbata comparativ cu a particuleor initiale.
Etapa a doua (etapa de predominanta a sudurii): In aceasta etapa se manifesta o crestere substantiala a grauntilor aplatizati sudati inte ei. Particulele sudate sunt alcatuite dintr-o structura compozita multistrat, straturile fiind paralele cu axa longitudinala a particulelor. Pe langa particulele aplatizate si sudate, in incarcatura exista si particule mici, desprinse (rupte) din marginea particulele aplatizate. Duriatatea particuleor ctreste seminificativ comparativ cu a particulelor initiale, datorita deformarii severe suferite de particule.
Etapa a treia (etapa de formarea a particulelor echiaxe): in aceasta etapa se observa: o scadere masiva a particulelor aplatizate si tot o data o cresterea a numarului particulelor echiaxe formate. Aceste lucruri se datoareaza scaderii ductilitatii particulelor compozite. In aceasta etapa, practic, dispar particulele elementare de pulberi initiale, prin legarea acestora prin sudare de alte particule. Tot o data, in aceasta etapa, iau nastere particule compozite alcatuite din structuri lamelare paralele.
Etapa a patra (etapa sudarii particulelor compozite): in acesta etapa are loc sudarea particulelor compozite intre ele, acest proces are loc fara respectarea unor orientari preferentiale de sudare. Distanta dintre lamelele paralele scade pe toata durata acestei etape, tot o data lamelele manifesta o tendinta de curbare. Pe toata durata acestui proces are loc o crestere continua a duritatii particulelor formate, tot o data cu scadrea ductilitatii acestora, ceea ce face ca tentinta de rupere a particulor sa fie din ce in ce mai mare.
Etapa a cincea (etapa finala de procesare): acesta etapa este caracterizata prin cresterea omogenitatii structurale si a dimensiunilor particulelor. In acesta etapa se atinge un echilibru intre procesele de rupere ale particulelor si procesele de sudare ale acestora, de aceea, in acesta etapa are loc numai o rafinare a dimensiunilor particulelor. Tot o data microstructura acestor particule devine din ce in ce mai fina.
Procesul de aliere mecanica pentru sistemele ductil/ductil a mai fost studiat si de Kuschke-et-al [21], ei au concluzionat ca procesul de aliere mecanica poate fi divizat in trei etape:
-etapa I: particulele sunt deformate plastic, acestea putandu-se rupe;
-etapa II: in acelai timp
cu deformarea si ruperea particulor incepe si
procesul de sudarea al
acestora
-etapa III: se stabileste
un echilibru intre procesele de rupere si de sudare
a particulelor, deformarea plastica joaca un rol minor.
Comparand cele trei etape ale lui Kuschke cu cele cinci ale lui Benjamin si Volin, se poate observa ca:
-etapa I a lui Kuschke corespunde cu etapa I a lui Benjamin si Volin;
-etapa II a lui Kuschke corespunde cu etapa II si III a lui Benjamin si Volin;
-etapa III a lui Kuschke
corespunde cu etapa IV si V a lui Benjamin si
Volin;
In aceste sisteme particulele fragile sunt rupte, fragmentele rezultate sunt inglobate intre particulele ductile aplatizate in timpul deformarii (figura 3).
Fig. 3. Morfologia particulelor in timpul alierii mecanice pentru sistemele ductil/fragil.
Particulele astfel formate se sudeaza intre ele, tot o data avand loc si o fragmentare a acestora, astfele incat la sfarsitul procesarii particulele compozite formate au in structure o dispersie fina de particule fragile [22].
1.2.2.3. Sisteme fragil/fragil.
In stadiul initial de dezvoltare al sintezei prin aliere mecanica s-a crezut ca procesarea sistemelor fragil/fragil are ca rezultat doar o fragmentarea a acestora fara realizarea alierii [15]. Dar s-a dovedit ca la diferite compozitii pentru sisteme fragi/fragil se pot obtine aliaje omogene, de exemplu s-au obtinut solutii solide in sistemul Si-Ge [22], compusi intermetalici in sistemul Mn-Bi [23, 24] si faze amorfe in sistemul Ni-Zr.
Mecanismul de aliere mecanica in sistemele fragil/fragil inca nu este pe deplin inteles, observatiile microstructurale facut in aceste sisteme difera foarte multe de cele pentru sistemele ductil/ductil.
1.3. Metode de sinteza prin aliere mecanica.
Metalurgia pulberilor folosita in principal pentru reducerea dimensiunilor particulelor, in present este o importanta metoda pentru producerea unor clase variate de materiale.
Termenul de aliere mecanica (MA-Mechanical Alloying) este din ce in ce
mai comun in stiinta materialelor si literature metalurgica de specialitate. Pana acum, procesul de aliere mecanica, folosind mai ales morile cu bile (Ball-Milling) sisau morile cu bare (Rod-Milling), a fost tratat cu mare atentie ca o puternica unealta de a produce cateva din cele mai avansate materiale, incluzand faze de echilibru si de neechilibru (amorfe, quasicristale, nanocristaline, etc.) si materiale compozite.
In plus alierea mecanica a fost folosita pentru reducerea unor oxizi metalici prin amestecarea pulberilor oxide cu metale, reducand agenti la temperatura camerei.
De fapt, alierea mecanica este un proces unic in care are loc o reactie in stare solida intre pulberile proaspete ale materialelor reactante la temperature camerei.
Consecutiv, alierea mecanica, poate fi folosita in scopul producer! aliajelor si compozitelor care sunt foarte dificil sau imposibil de obtinut prin metode conventionale (aliere prin topire).
Sinteza prin aiiere mecanica poate fi obtinuta prin mai multe procedee, cele mai frecvent folosite utilaje pentru alierea mecanica sunt urmatoarele:
-moara orizontala cu bile (planetary ball-mill);
-moara planetara cu bile (planetary ball-mill)',
-moara vibratoare (vibratory ball-mill);
-moara atritoare (attrition ball-mill);
-moara tubulara (tubular ball-mill);
-etc.
-
1.3.1. Moara orizontala cu bile.
Moara conventionala cu bile orizontala, prezentata in figura 4, se roteste in jurul unei axe centrale orizontale. In aceste tipuri de mori, pulberile si bilele sunt puse intr-un cilindru cu diametrul mai mare de 1 m.
Viteza cu care se roteste cilindrul trebuie se fie chiar sub limita de viteza critica la care bilele se lipesc de peretii cilindrului, altfel frecventa de impact este in general scazuta. Cilintrul trebuie sa aibe un diametru mare, pentru a putea genera destula energie de impact.
Aceasta moara este folosita in general in Industrie, unde cantitati mari de pulberi sunt necesarea a fi aliate mecanic intr-o singura incarcare. Timpul de procesare, in acesta moara, este, de obicei, de ordinal zilelor. Comparativ cu alte tipuri de mori aceasta este relativ economica.
Fig. 4. Schema unei mori orizontale cu bile.
1.3.2. Moara planetara cu bile.
Procedeul de aliere mecanica bazat pe moara planetara cu bile este unul dintre cele mai cunoscute si larg folosite procedee de aliere mecanica, acesta este folosit pentru a obtine aproape toata gama de materiale enumerate mai sus.
La acest tip de moara, energia dezvoltata de aceasta este condiserabila deoarece bilele si materialul ce se doreste a fi maruntit se lovesc de pereti interiori ai recipientelor mori, forta centrifugala efectiva atinge de pana la aproape 20 ori acceleratia gravitationala .
Miscarea unei mori planetare cu bile implica rotatia recipientului mori dupa
doua axe verticale separate, analog cu rotatia pamantului in jurul propriei axe si
in report cu soarele. Aceasta moara este formata dintr-un disc si doua sau patru recipiente planetare. Discul se roteste intr-o directie in jurul axei sale centrale in timp ce recipientele se rotesc in directia opusa in jurul propriilor lor axe. Fortele centrifuge create de rotatia recipientelor in jurul propriilor lor axe si ce-a a discului sunt aplicate bilelor si amestecurilor de pulbere din interiorul recipientelor.
Impactul este intensificat atunci cand bilele se ciocnesc unele de altele. Energia de impact a acestor tipuri de mori poate fi modificata, alternand viteza de rotatie a discului.
Fortele centrifugale cauzate de rotatia masei ce sustine incintele mori si de miscarea separata a incintelor, actioneaza supra incintelor mori (bile si pulberi).

Fig. 5. Vedere a unei mori planetare cu bile; sectiune printr-un recipient de lucru.
Deoarece directia de rotire a discului si cea a incintelor mori sunt opuse, fortele centrifugale sunt sincronizate alternativ si opus. Din aceasta cauza, bilele si pulberea din interior, se lovesc alternativ de pereti interior! ai recipientelor mori si sunt ridicate si aruncate in interior la viteze mari asa cum este prezentat schematic in figura 5.
Avantajul acestui tip de moara este nu numai energia mare de impact, dar si frecventa mare de impact, care scurteaza timpul procesului de aliere mecanica.
15
Un alt avantaj semnificativ al acestei mori, este acela al usurintei manuiri si incarcari recipientelor de macinare, acestea au volume mari de pana la 450 - 500 ml.
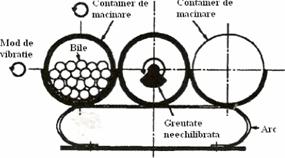
1.3.3. Moara vibratoare.
Moara vibratoare cu bile este un tip de moara cu bile, de mare energie, care este folosita in principal, pentru prepararea aliajelor amorfe.
In cazul mori vibratoare cu bile, cilindri vibratori ai mori sunt mult mai mici in comparatie cu moara planetara cu bile, capacitatea acestora ajungand pana la 10 ml in volum.
In acest tip de moara incarcatura de pulbere si uneltele mori (bilele) sunt agitate in 3 direct! perpendiculare (figura 6) la viteze foarte mari de pana la 1200 rpm.
Moara vibratoriala cu bile se compune in principal din doua containere, in care se afla pulberile de material si bile de otel ce realizeaza maruntirea materialelor, o sursa de produs vibrati si un arc tip foaie, pe cere se sprijina atat cele doua containere ale mori cat si sursa de produs vibrati.
![]()
Cel mai frecvent tip de moara, vibratoare, folosita este SPEX-8000 (figura 7), aceasta functioneaza agitand un recipient, de dimensiuni mici, la frecvente ridicate, in cicluri complexe care presupun miscarea dupa trei axe. Acest tip de moara furnizeaza energii de lucru comparative cu cele furnizate de morile tip atritor.
Recipientul are o capacitate de pana la 55x10~6 m3, facand acest tip de moara ideal pentru cercetari de laborator, deoarece proceseaza cantitati mici de pulberi (mai putin de 15 g) intr-un interval de timp relativ scazut.

Fig. 7. Moara vibratoare SPEX-8000.
Materialele ce urmeaza a si macinate se adauga in containierele mori si apoi se incepe macinarea acestora pana cand se transforma in pulberi fine, Pulberile cu granulatie ultra fina astfel obtinute pot fi aglometare si sinterizate in piese solide prin diferite procedee.
Alt tip de moara vibratoare este cea de tip agitator cu bila (figura 8). Aceasta moara dispune de o singura bila in interior,aceasta moara a fost folosita ca un dispozitiv de a investiga procesul de aliere mecanica dar si ca o unealta pentru a studia efectul miscarilor sistemului in procesul de macinare.
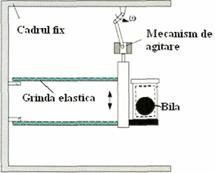
Fig. 8. Schema constructiva a tnorii agitatoare.
1.3.4. Moara atritoare.
Acest tip de moara a fost introdus in industria aliajelor in 1922 de Szigvari cu scopul de a obtine cu usurinta si intr-un timp scurt pulberi de sulf, pulberi folosite in procedeul de vulcanizare a cauciucului.
Morile atritoare pot fi de doua tipuri:
-atritoare verticale;
-atritoare orizontale.
a. Atritorul vertical.
Schema constructiva a atritorului vertical este prezentata in figura 9.
In aceasta moara procesul de macinare are loc cu ajutorul unui agitator, care se invarte vertical central.
Capacitatea atritorului folosit pentru procedeul de aliere mecanica este cuprinsa intre 3,8x10~3m3 si 4,2xlO~3m3.
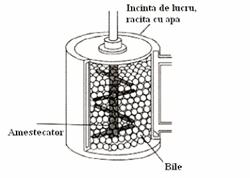
Fig. 9. Moara atritoare verticals.
Axul central, alaturi de paletele sale, se roteste cu turatii de pana la 250 rpm in interiorul unui container stationar. Bilele din interiorul sau sunt agitate generand o energie de coliziune mare intre bilele din otel si incarcatura de pulbere. Datorita vitezei mari de rotatie a axului central, capacitates atritorului eate relativ limitata. Aceasta moara poate fi folosita pentru a procesa volume moderate de material cuprinse intre 3.8*10~3 m3 si 3.8x1fJ1m3, timpul de macinare in aceasta moara fiind de ordinal orelor.
b. Atritorul orizontal.
Datorita miscari marii de frecare dintr-e axul central - bilele din otel si container - bile se poate realiza usor contaminarea pulberiilor. Pentru a reduce aceasta contaminare, uneltele mori pot fi acoperite cu acelasi material ca eel ce urmeaza a fi procesat. Deoarece containerul este stationar acesta poate fi usor racit cu apa.
Alt tip de moara de tip atritor este si atritorul orizontal, cunoscut sub denumirea de simoloyer (figura 10). Aceasta este o moara, cu bile, rotitoare care combina avantajele morilor orizontale si a celor de tip atritor.
In aceasta moara, un rotor orizontal se roteste cu turatie mare, punand in miscare bilele.
Fig. 10. Moara atritoare orizontala.
1.3.5. Moara tubulara.
Moara tubulara a fost folosit incepand cu anul 1876. Acest tip de moara este caracterizat de folosirea bilelor din fier sau otel (ca obiect de macinare).
Moara tubulara este prezentat schematic in figura 11 unde se poate observa si modul de retire al tubului.
Morile tip tub sunt construite dintr-un tub de otel care se roteste dupa o axa orizontala. Incarcatura poate fi formata din bile sau tije de metal care actioneaza asupra pulberilor ca o unealta de macinare.
Particulele de pulbere reactanta ajung (sau se intalnesc) in contact cu fortele abrazive, care reduc dimensiunea particulelor si maresc reactia solida dintre elementele pulberilor.
Capacitatea acestor mori este conditionata de cateva variabile:
-raportul lungimi pe diametrul tubului mori;
-viteza de rotatie a mori;
-dimensiunea bilelor folosite;
-dimensiunea particulelor de macinat.
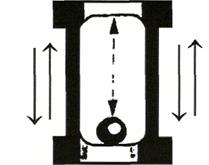
Fig. 11. Moara tubulara.
Acestea pot fi ajustate si modificate cu scopul obtineri unui proces cat mai corect, in functie de tipul de aliaj dorit a se obtine.
In acest tip de mori energia cinetica poate fi aplicata pulberilor materialelor reactante cu ajutorul:
-coliziuni dintre bile si pulberi;
-presiunea pulberilor prinse intre uneltele mori;
-impactul caderi masei mori pe pulbere;
unda de soc transmisa prin cadere
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2937
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved