| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Potrivit legislatiei de protectie a muncii, organele conducatoare, in colaborare cu organele sindicale si cu sprijinul organelor medico-sanitare sunt obligate sa ia masuri corespunzatoare de protectie si igena a muncii. In fiecare inteprindere si la fiecare loc de munca este obligatoriu sa se efectueze cu toti muncitorii un instructaj de protectia muncii. Instructajul este obligatoriu sa se efectueze cu toti muncitorii, pentru noii angajati precum si pentru cei ce isi schimba locul de munca
In atelierele mecanice (strungarie, rectificare, frezare, rabotare, honuire, rodare, lustruire etc.) precum si pe liniile tehnologice de prelucrare mecanica, sursele de pericol sunt determinate de : fixarea necorespunzatoare a pieselor, sculelor aschietoare si a dispozitivelor universale sau speciale de prindere a piesei; aschiile ce se detaseaza in timpul aschierii; fragmentele de scula aschietoare (burghiu, piatra de rectificat, cutit etc.) expulzate din zona de aschiere; actiunea curentului electric asupra organismului; actiunea organelor de transmisie si a mecanismelor neprotejate asupra echipamentului si organismului operatorului.
 Masurile de prevenire a
accidentelor in sectoarele de prelucrari mecanice rezulta din
respectarea tuturor normelor specifice de protectie a muncii cuprinse in
normativele departamentale si in instructiunile proprii ale intreprinderilor.
De exemplu, la rectificarea semifabricatelor sau pieselor auto ce trebuie
reconditionate precum si la ascutirea sculelor, principalul
pericol il constituie spargerea discului abraziv. Pentru prevenirea
accidentelor deosebit de grave ce se pot produce in acest caz este necesar ca
discurile abrazive sa fie verificate de catre organul C.T.C. (la sunet
pentru identificarea fisurilor si la echilibrarea statico-dinamica) inainte
de montarea lor pe masina. Montarea discului abraziv trebuie facuta
astfel incat sa se asigure o centrare perfecta a acestuia fata
de axul de rotatie, evitandu-se montarea lui gresita (poz. b,
c,h). Cele mai eficiente dispozitive de protectie sunt carcasele de
protectie, ecranele de protectie, instalatiile de iluminat, suporti
de mana pentru sustinerea piesei in timpul prelucrarii, instalatiile
de ventilatie a pulberilor produse. Aceste dispozitive au fost prevazute
in constructia polizorului prezentat in figura 5.33., proiectat de
Institutul de cercetari stiintifice pentru protectia
muncii.
Masurile de prevenire a
accidentelor in sectoarele de prelucrari mecanice rezulta din
respectarea tuturor normelor specifice de protectie a muncii cuprinse in
normativele departamentale si in instructiunile proprii ale intreprinderilor.
De exemplu, la rectificarea semifabricatelor sau pieselor auto ce trebuie
reconditionate precum si la ascutirea sculelor, principalul
pericol il constituie spargerea discului abraziv. Pentru prevenirea
accidentelor deosebit de grave ce se pot produce in acest caz este necesar ca
discurile abrazive sa fie verificate de catre organul C.T.C. (la sunet
pentru identificarea fisurilor si la echilibrarea statico-dinamica) inainte
de montarea lor pe masina. Montarea discului abraziv trebuie facuta
astfel incat sa se asigure o centrare perfecta a acestuia fata
de axul de rotatie, evitandu-se montarea lui gresita (poz. b,
c,h). Cele mai eficiente dispozitive de protectie sunt carcasele de
protectie, ecranele de protectie, instalatiile de iluminat, suporti
de mana pentru sustinerea piesei in timpul prelucrarii, instalatiile
de ventilatie a pulberilor produse. Aceste dispozitive au fost prevazute
in constructia polizorului prezentat in figura 5.33., proiectat de
Institutul de cercetari stiintifice pentru protectia
muncii.
In sectiile (atelierele) de fabricat sau reparat caroserii de autovehicule precum si in sectoarele de reconditionare a pieselor prin sudare si metalizare electrica ori cu jet de plasma se pot produce electrocutari atunci cand operatorul, neprotejat u echipament corespunzator, atinge simultan doua puncte care au intre ele o diferenta de potential mai mare de 40 V. Gravitatea accidentului prin electrocutare depinde de valoarea intensitatii curentului ce strabate corpul omenesc : pentru intensitati de peste 0,050 A c.a. sau 0,090A c.c. se produce moartea accidentatului cu o constitutie fizica normala, de adult.
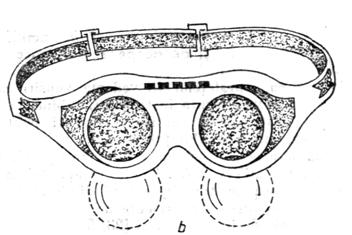 Protectia
impotriva electrocutarilor si a oftalmiilor se asigura prin :
utilizarea echipamentului de protectie (fig.5.34. a, b, c), a sculelor
izolate, instalatiilor si indicatoarelor de avertizare ; legarea la pamant
sau la nul a surselor de energie, a masinilor si a pieselor ;
asigurarea inaccesibilitatii Ia elementele care fac parte din
circuitele electrice ; utilizarea sculelor si lampilor electrice
portative, alimentate la tensiuni reduse; deconectarea automata in cazul scurgerilor
de curent sau atingerilor periculoase ; organizarea cabinelor si punctelor
de sudare electrica.
Protectia
impotriva electrocutarilor si a oftalmiilor se asigura prin :
utilizarea echipamentului de protectie (fig.5.34. a, b, c), a sculelor
izolate, instalatiilor si indicatoarelor de avertizare ; legarea la pamant
sau la nul a surselor de energie, a masinilor si a pieselor ;
asigurarea inaccesibilitatii Ia elementele care fac parte din
circuitele electrice ; utilizarea sculelor si lampilor electrice
portative, alimentate la tensiuni reduse; deconectarea automata in cazul scurgerilor
de curent sau atingerilor periculoase ; organizarea cabinelor si punctelor
de sudare electrica.
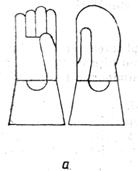
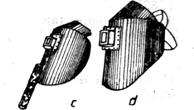
Fig. 20.4. Manusi electroizolante pentru sudori a (stanga cu cinci degete si dreapta cu un deget) ;
b ochelari de protectie pentru sudarea si taierea oxigaz ; c masca de protectie, de mina,pentru sudarea cu arc electric ; d masca de cap.
Sudarea si
metalizarea oxigaz poate provoca accidente foarte grave, explozii si
incendii datorita amestecurilor explozibile C2H2+02,
C2H2+O2 + aer si O2 + substante
organice (grasimi, uleiuri etc.). Masurile de protectie la
sudarea sau metalizarea oxigaz sunt: amenajarea corespunzatoare a postului
de sudare(fig. 5.35.); depozitarea, pastrarea, intretinerea si
utilizarea corespunzatoare a generatoarelor si buteliilor de C2H2,
a buteliilor de O2 ; manipularea atenta a robinetelor,
buteliilor, reductoarelor de presiune si suflaiului de sudare; mentinerea
in perfecta stare tehnica a tuburilor de cauciuc si a celorlalte
elemente  componente ale instalatiei
de sudare; utilizarea echipamentului individual de protectie.
componente ale instalatiei
de sudare; utilizarea echipamentului individual de protectie.
Instalatiile tehnologice, sectiile si spatiile de productie se clasifica, in functie de pericolul de incendiu al procesului tehnologic si al proprietatilor materialelor utilizate sau prelucrate, in cinci clase : A, B, C, D si E, in ordinea scaderii pericolului de incendiu.
Permisul de lucru cu foc trebuie eliberat pentru urmatoarele lucrari : sudare, taiere si lipire oxigaz a materialelor metalice ; forjare si cazangerie etc.
Pentru pregatirea locului unde se va lucra cu foc se iau urmatoarele masuri : stabilirea amplasamentului ; indepartarea sau protejarea prin paravane, perdele de apa etc., a materialelor combustibile din apropiere ; instalarea mijloacelor de stingere (hidranti interiori, sprinklere, drencere, hidranti exteriori, bazine etc.); instruirea lucratorilor; asigurarea supravegherii si controlului obligatoriu la incheierea schimbului de lucru etc.
in locurile care prezinta pericol de incendiu si explozie sunt interzise : folosirea flacarii deschise ; utilizarea sculelor ce produc scantei sau a incaltamintei cu blacheuri, potcoave din materiale ce produc scantei.
La sudarea, taierea, lipirea si metalizarea cu flacara precum si in sectiile (atelierele) de vopsitorie, tapiterie, acoperiri galvanice se vor respecta normele specifice de prevenire si stingere a incendiilor.
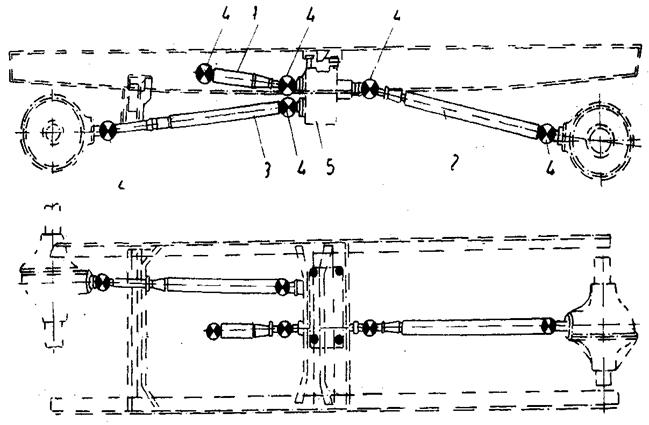
Fig.1.3 Schema transmisiei longitudinale la automobilele 4X4:
1 arbore longitudinal intermediar; 2 arborele longitudinal al puntii din spate; 3 arborele longitudinal al puntii din fata; 4 articulatii cardanice; 5 reductor-distribuitor.
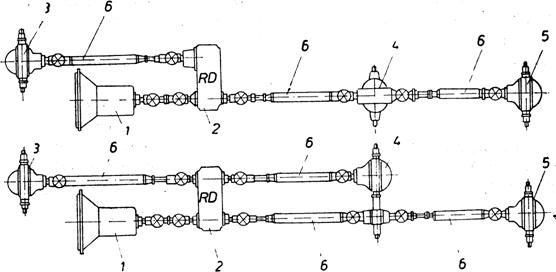
Fig.1.5 Scheme de transmisii longitudinale utilizate la automobilele 6X6:1 cutie de viteze; 2 reductor-distribuitor; 3, 4 si 5 punti motoare; 6 arbori longitudinali.
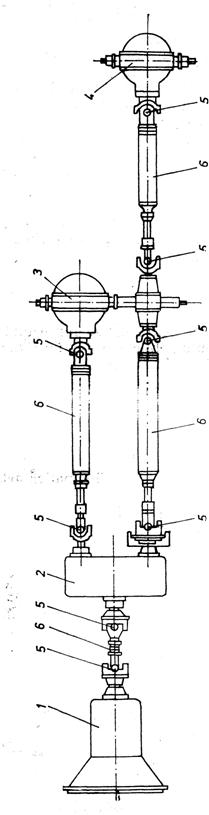


Fig.1.4. Scheme de transmisii longitudinale utilizate la automobilele 6x4:
l cutie de viteze; 2 reductor-distribuitor; 3 si 4 punti motoare; 5articulatii cardanice; 6 arbori longitudinali.
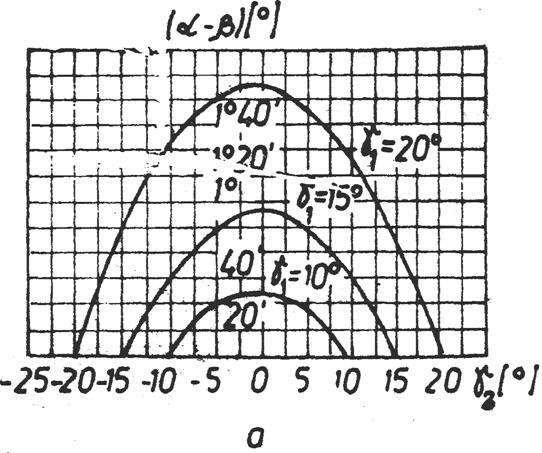
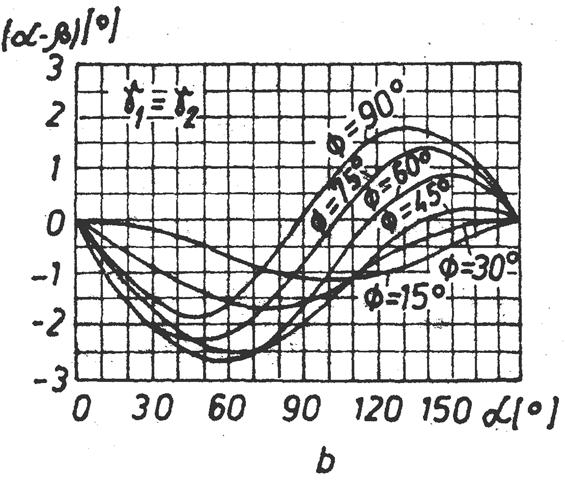
Fig.1.9. Variatia decalajului unghiular al transmisiei longitudinale bicardanice, in functie de unghiurile de inclinare ale arborilor si de pozitia furcilor arborelui longitudinal.
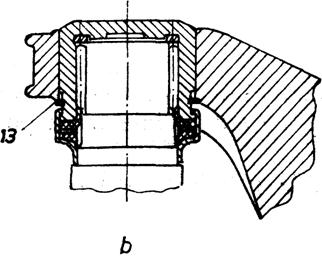
 Fig. 2.11. Constructia articulatiei cardanice asincrone rigide,de tip deschis
Fig. 2.11. Constructia articulatiei cardanice asincrone rigide,de tip deschis
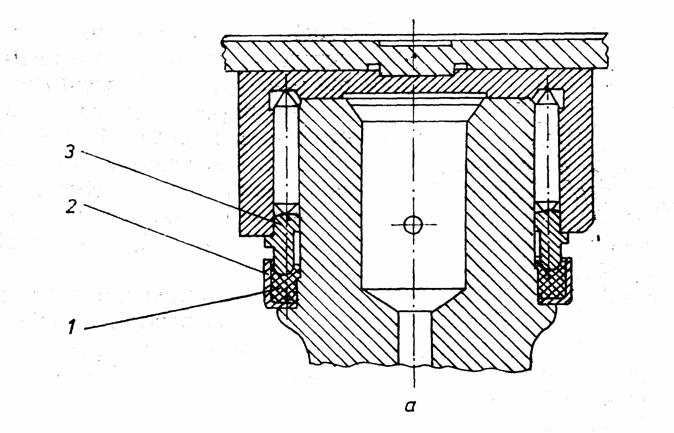
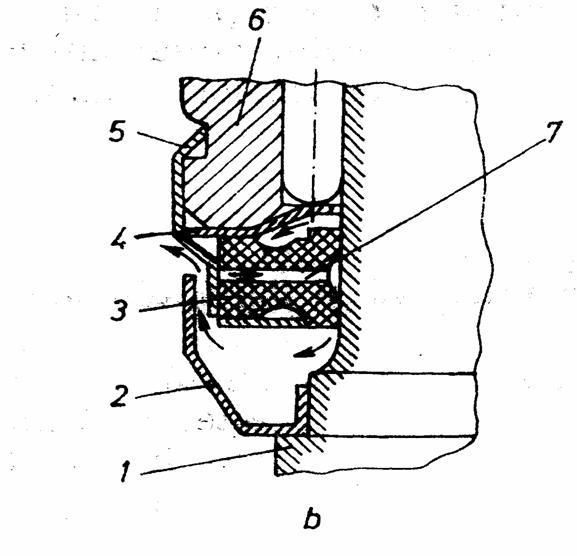
Fig.2.l2. Sisteme de etansare utilizate la articulatiile cardanice.
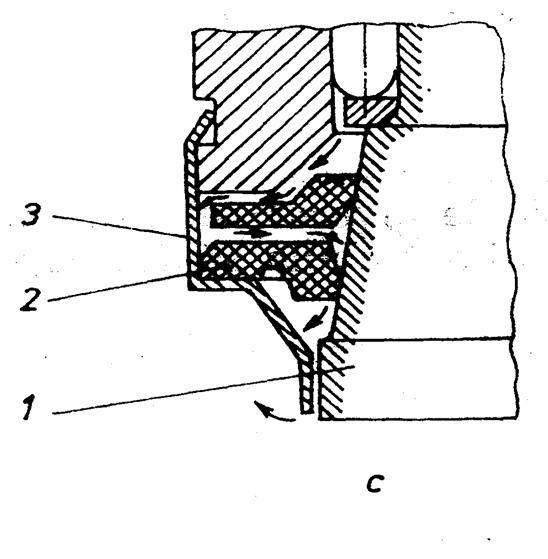
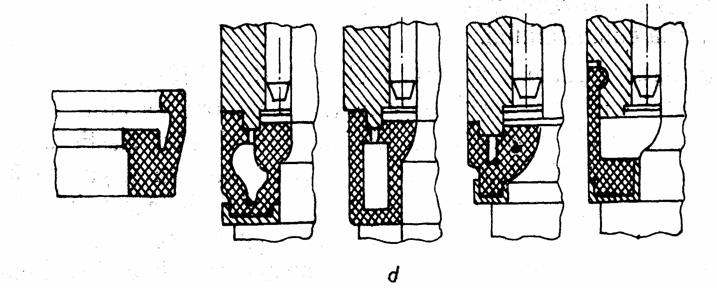
Fig.2.l2. Sisteme de etansare utilizate la articulatiile cardanice
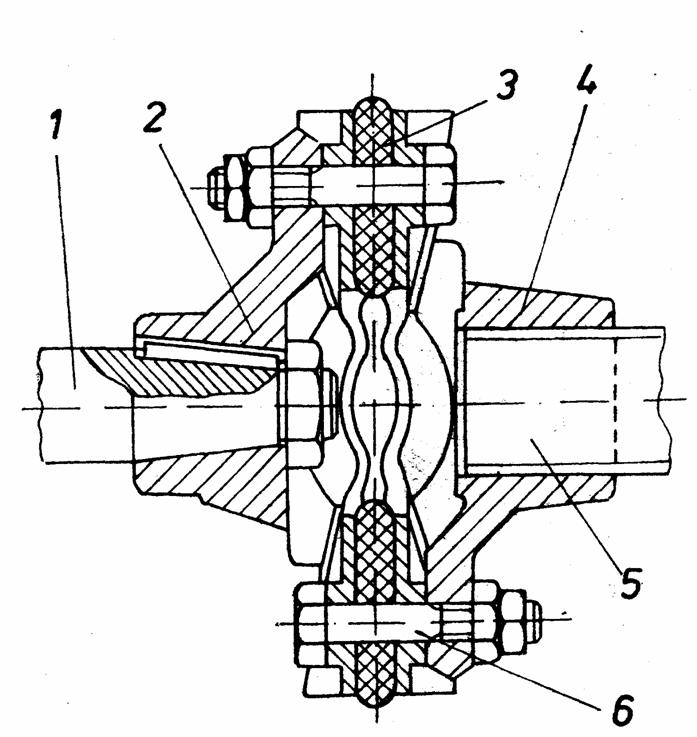
Fig.2.13. Constructia articulatiei cardanice asincrone elastice.
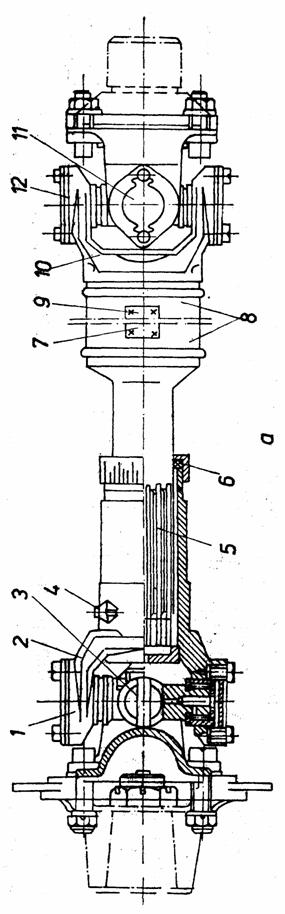 Fig. 2.14. Constructia arborelui
longitudinal.
Fig. 2.14. Constructia arborelui
longitudinal.
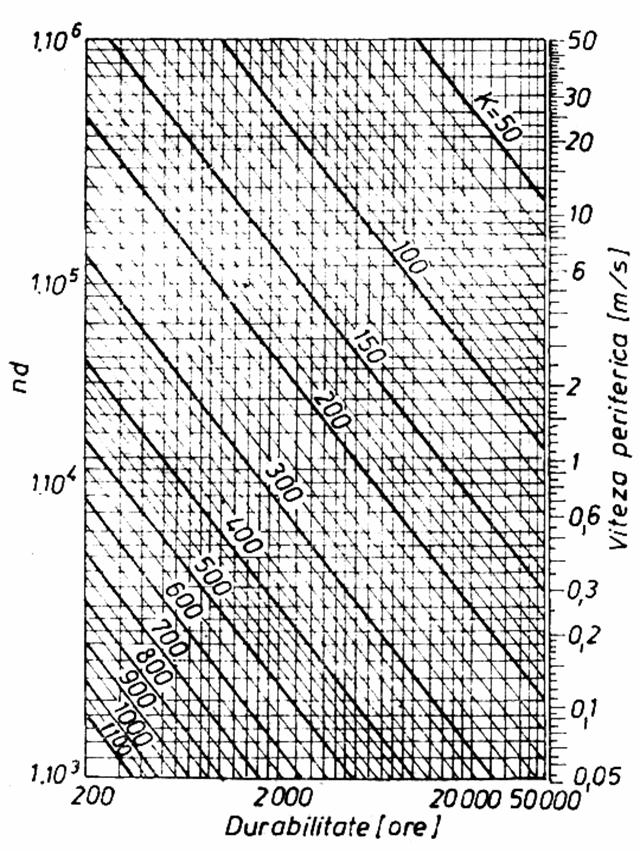
Fig. 2.21. Sarcina specifica K in functie de durabilitate si produsul n*d.
Conditii tehnice
Arborele cardanic se va echilibra, dinamic,dezechilibrarea maxima admisa 5 Nm. Dezechilibrarea se corecteaza prin sudarea placilor la ambele capete ale tevii Dupa montare deplasarea furcii canelate in manson trebuie sa se faca usor. Rasucirea arborelui cardanic la un capat fiind fix. iar la celalalt aplicand un moment de 70 Nm trebuie sa fie mai mult de 0.3 mm masurat la o raza de 35 mm. La montarea arborelui se va avea grija ca axele turcilor sa fie in acelas plan.
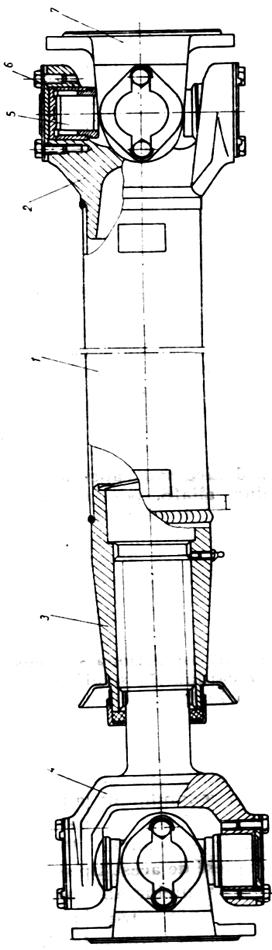
Fig. 4.22. Arbore cardanic asamblat.
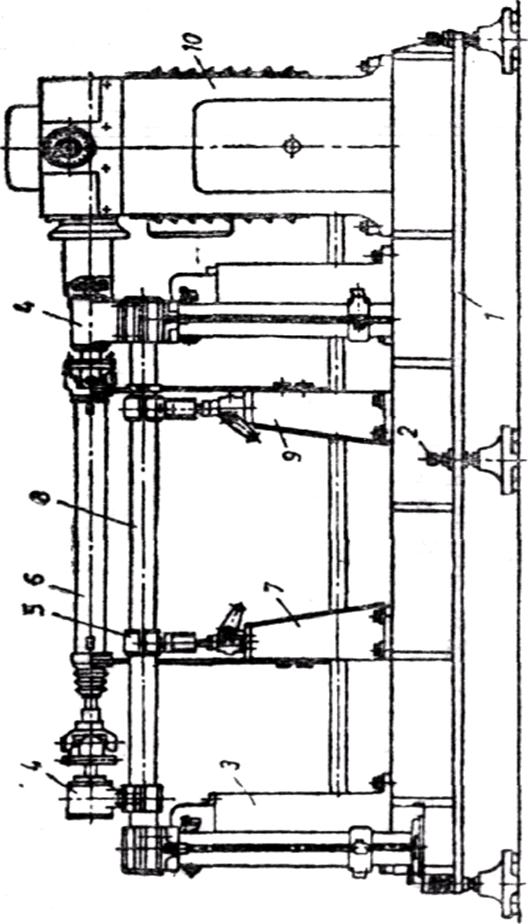
Fig. 4.31. Stand pentru echilibrarea transmisiei cardanice.
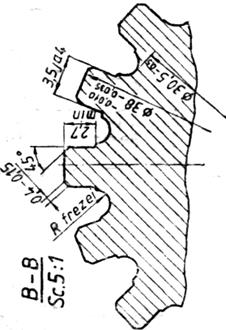
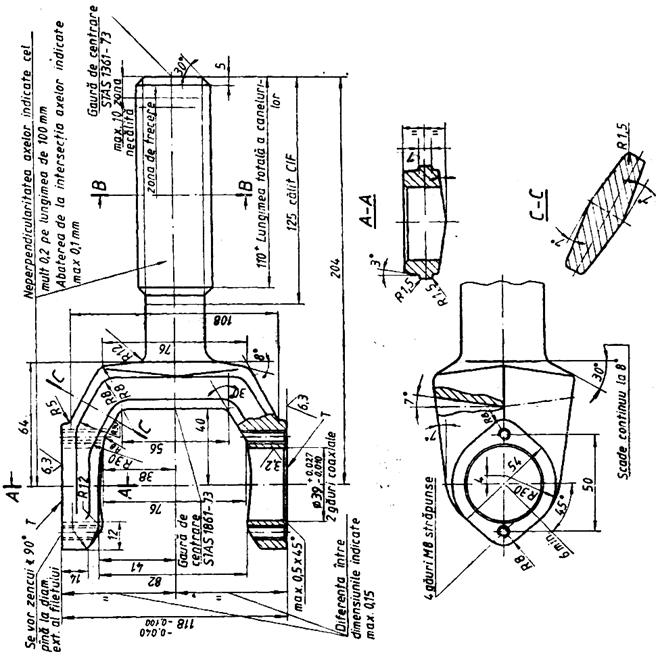
Fig. 4.32. Furca cu arbore canelat.
Bibliografie
1. Gheorghe Fratila s.a. : Automobile, EDP Buc.-1987
2. Nicolae Tecusa s.a. : Tractoare si Automobile, EDP Buc. 1982
3. Francu Tanase s.a. : Tehnologia repararii automobilului, EDP Buc.1983
4. Al. Groza s.a. : Metode si lucrari practice pentru repararea automobilului, ET1985
5. Gheorghe Potincu s.a. : Automobile, EDP Buc.1980
6. Gh. Fratila si E. Draghici s.a.: Masini si utilaje, constructii de autovehicule, EDP Buc.1980
7. M. Untaru, Gh. Fratila, I. Tabacu s.a. : C.C.A. EDP Buc-1982
8. Corneliu Mondiru : Automobile Dacia. Dignosticare-Intretinere-Reparare, ET Buc.2003
9. Dudita Florin : Transmisii cardanice, ET Buc.1966
10. D.Marincas si D.Abaitancei : Fabricarea si repararea autovehiculelor rutiere
11. Cursul predat la clasa
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1012
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved