| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Strunjire de finisare I
a)Schita operatiei
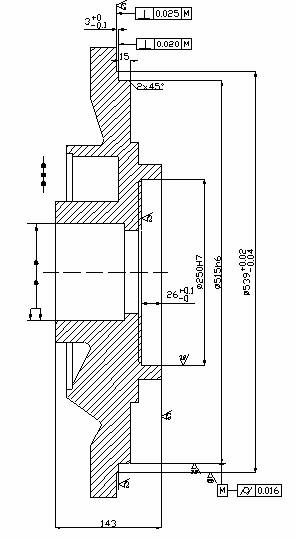
b)Fazele operatiei:
a.prinderea piesei
1. strunjire frontala cota 143
2.strunjire
interioara ![]()
3.strunjire
exterioara ![]()
4.strunjire
exterioara ![]()
5.tesit 2*![]()
6.desprinderea piesei
c)Caracteristici ale sistemului tehnologic
M.U. SP630, tabelul 6.25
Tabelul 6.25
|
Caracteristici principale |
Turatia axului principal rot/min |
Avansul longitudinal mm/rot |
Avansul transversal mm/rot |
|
h=630 mm | |||
|
L=2000 mm |
|||
|
P=11Kw |
Scule:-cutit frontal STAS 6382-80
-cutit pentru interior STAS 6385-80
Verificatoare:-subler
-calibre
d)Parametrii regimului de prelucrare
Pentru stabilirea regimului de prelucrare se folosesc relatiile 6.1-6.11
*Alegerea sculei aschietoare
Tabelul 6.26
|
faza | |||||
|
sectiune cutit | |||||
|
STAS cutit | |||||
|
material cutit |
P10 |
P10 |
P10 |
P10 |
P10 |
*Stabilirea durabilitatii economice si uzurii admisibile
Tabelul 6.27
|
faza | |||||
|
T[min] | |||||
|
VB[mm] |
*Stabilirea adancimii de aschiere si a numarului de treceri
Tabelul 6.28
|
faza | |||||
|
Ac[mm] | |||||
|
i[treceri] | |||||
|
t[mm] |
*Stabilirea avansului de aschiere
Tabelul 6.29
|
faza | |||||
|
S[mm/rot] |
*Stabilirea vitezei de aschiere
Tabelul 6.30
|
faza |
Cv |
T |
|
t |
Xv |
S |
Yv |
KT |
|
Kst |
Kc |
KS |
K |
Kx |
|
Kr |
|
Kq |
Kint |
Kfr |
V |
|
|
*Stabilirea turatiei si a vitezei reale de aschiere
Tabelul 6.31
|
faza |
V[m/min] |
n[rot/min] |
|
Vr[m/min] |
∆V[%] |
*Stabilirea fortei principale de aschiere
Tabelul 6.32
|
faza |
|
t |
|
S |
|
|
|
|
|
|
|
|
|
|
Fz |
*Stabilirea momentelor de aschiere
Tabelul 6.33
|
faza | |||||
|
Fz | |||||
|
M |
*Verificarea puterii de aschiere
Tabelul 6.34
|
faza | |||||
|
Fz | |||||
|
Vr | |||||
|
Pr |
e)Norma de timp
Pentru stabilirea normei de timp se folosesc relatiie 6.12-6.15.
*Stabilirea timpului de baza Tb.
Tabelul 6.35
|
faza |
l |
l |
l |
i |
S |
n |
Tbj |
Tb=0,78+3,04+2,94+0,73+0,44=7,93 min
*Stabilirea timpului auxiliar Ta
-pentru prinderea
si desprinderea piesei ![]() =3,50 min
=3,50 min
-pentru comanda
masinii-unelte ![]() =2,33 min
=2,33 min
-legati de faza ![]() =2,42 min
=2,42 min
-pentru masuratori
de control ![]() =2,47 min
=2,47 min
Ta=3,50+2,33+2,42+2,47=10,72 min
*Stabilirea timpului de deservire tehnica Tdt
Tdt=![]() min
min
*Stabilirea timpului de deservire organizatorica Tdo
Tdo=![]() (7,93+0,72)=0,19
min
(7,93+0,72)=0,19
min
*Stabilirea timpului de odihna si necesitati firesti Ton
Ton=3,0 min
*Stabilirea timpului de pregatire-incheiere Tpi
Tpi=28 min
*Stabilirea normei de timp NT
NT=7,93+10,72+0,2+0,19+3,0+18,0/100=22,22 min
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1887
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved