| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Notiuni de teoria aschierii - Elementele geometrice ale aschiei - Mecanica procesului de aschiere
1. Geometria sculei
La oricare dintre sculele utilizate la prelucrarea prin desprindere de aschii, se pot distinge cel putin doua parti constructive: capul sculei, ce contine partea activa, si corpul sculei (fig. 2).
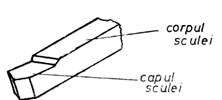
Fig. Partile componente ale cutitului
Elementele geometrice ale sculelor sunt determinate de procedeul de aschiere folosit. Deoarece aceste elemente sunt în general comune aproape tuturor sculelor aschietoare, studierea acestora se va face pe scula cea mai reprezentativa, cutitul de strunjit.
La prelucrarea prin strunjire, pozitia cutitului, a muchiilor aschietoare fata de piesa, sunt definite de câteva planuri de referinta.
Putem deosebi, asa cum rezulta si din figura 3, cel putin doua asemenea planuri de referinta : 1 planul principal (în acest plan are loc desprinderea aschiei); 2 planul de baza (este planul pe care se reazema cutitul).
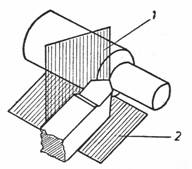
Fig. 3. Planurile de referinta
Elementele geometrice sunt determinate de catre partile active ale capului cutitului. Acestea sunt: diverse tipuri de suprafete, muchii si unghiuri. În figura 4 se prezinta o parte din acestea si anume: 1 suprafata de degajare (de-a lungul acesteia are loc desprinderea si degajarea aschiilor); 2 suprafata de asezare principala; 3 suprafata de asezare secundara. Aceste trei suprafete definesc cele doua muchii active ale sculei prezentate în figura: 4 muchia principala de taiere; 5 muchia secundara de taiere. Se mai deosebesc: 6 muchia de asezare si 7 vârful cutitului.
Unghiurile sub care o parte din suprafetele partii active ale cutitului formeaza muchiile de aschiere sunt de o importanta covârsitoare pentru desprinderea si îndepartarea aschiilor. În figura 5 se prezinta unghiurile principale de aschiere ale unui cutit în timpul strunjirii. Se disting: α unghiul de asezare; β unghiul de ascutire; γ unghiul de degajare, iar suma α + β = δ se numeste unghiul de taiere al cutitului. Un unghi de aschiere important este si λ unghiul de înclinare în plan vertical al muchiei principale de aschiere.
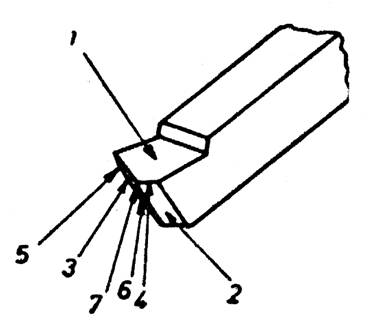
Fig. 4. Elementele geometrice ale cutitului
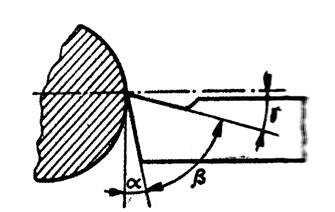
Fig. 5. Unghiurile active ale cutitului
În afara unghiurilor de aschiere se mai pot deosebi si unghiuri care definesc pozitia partilor active ale sculei fata de planul principal si piesa (fig. 6). Aceste unghiuri se numesc astfel: χ unghi de atac principal; χ1 unghi de atac secundar; ε unghiul la vârf al cutitului.
La prelucrarea prin aschiere, cea mai puternica influenta o are unghiul de degajare (determina conditiile de desprindere si de curgere a aschiei, viteza de prelucrare, uzura sculei, dezvoltarea de caldura si calitatea suprafetei prelucrate). Unghiul de asezare influenteaza durabilitatea si stabilitatea aschierii, iar în anumite conditii, calitatea suprafetei si precizia prelucrarii.
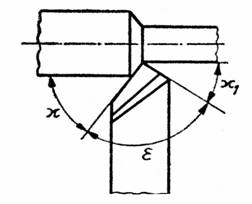
Fig. 6. Unghiurile de pozitie ale cutitului
2. Elementele geometrice ale aschiei
Forma aschiei depinde de procedeul de aschiere aplicat, de tipul sculelor utilizate si chiar de proprietatile materialului care se prelucreaza. Generalizând, se poate spune ca dimensiunile sectiunii aschiei sunt functie de miscarea de avansare a sculei Ms, reprezentata prin viteza de avansare S (numita avans si care se masoara în mm/rot) si adâncimea de aschiere t, în mm.
Pentru edificare, în figura 7 se prezinta doua forme de sectiuni de aschii ce se formeaza la strunjirea cilindrica exterioara cu un cutit drept (a) si la strunjirea de retezare (b). Pentru primul caz, elementele aschiei functie de cele de aschiere sunt:
![]() (1)
(1)
si sectiunea A = a·b = S·t, în mm
În cel de al doilea caz rezulta ca:
A = a·b = S·t, în mm2(2)
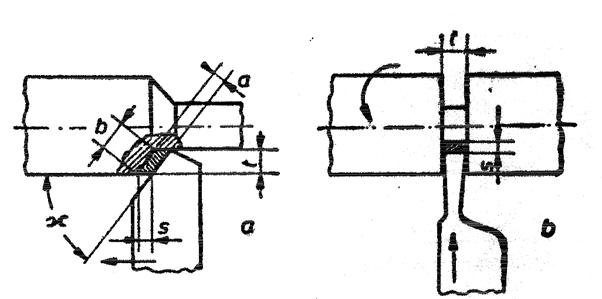
Fig. 7. Elementele geometrice ale aschiei
3. Procesul de formare a aschiei
Sub actiunea fortei F transmisa de cutit materialului de prelucrat, în acesta se dezvolta tensiuni normale si tangentiale. La început, sub actiunea cutitului, materialul se deformeaza elastic pentru ca dupa depasirea acestei limite, materialul sa se deformeze plastic (fig. 8). Se poate spune ca desprinderea si alunecarea materialului de adaos se efectueaza prin desfasurarea a doua procese de alunecare (deformare): între fascicule si între pachete de fascicule de material. În stadiul initial, sub actiunea muchiei aschietoare are loc desprinderea si deformarea unui strat relativ subtire de material (de la câteva sutimi de mm pâna la peste un mm), care este obligat sa alunece de-a lungul unui plan înclinat definit de unghiul β Urmare a miscarii sculei sau a piesei, asemenea fascicule vor fi desprinse si obligate sa alunece în mod continuu unele peste altele. La un moment dat însa, cînd s-a format deja un pachet de fascicule de material alunecat, datorita starii de ecruisare, geometriei sculei si altor cauze, pachetul va aluneca de-a lungul unui alt plan înclinat dupa unghiul β1.
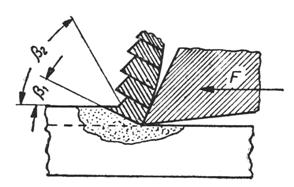
Fig. 8. Procesul de formare a aschiei
Se poate spune deci, ca desprinderea aschiilor se face prin actiuni continue de deformare plastica si rupere a materialului sub forma de fascicule si pachete de fascicule.
Din cauza deformatiei plastice, forma si dimensiunile aschiei difera de acelea ale stratului aschiat. De regula grosimea a1 a aschiei este mai mare decât cea a stratului aschiat a, iar lungimea L este mai mare decât L1. Considerând ca deformatiile pe latime ale aschiei sunt nule si faptul ca volumul este constant, se poate scrie:
![]() (3)
(3)
în. care K este numit coeficient de contractie a aschiei (fig. 9).
De asemenea, functie de calitatea materialului prelucrat, de geometria sculei, tipurile de aschii pot fi de forfecare, continue si de rupere (fig. 10). Aschiile de rupere se formeaza în general la prelucrarea unor materiale cu tenacitate redusa: fonta, bronz etc. Din cauza fragilitatii ridicate, desprinderea materialului sub forma de aschii nefiind precedata de o deformare plastica, fisurile ce se propaga sub actiunea cutitului provoaca în materialul în curs de desprindere, fragmentarea lui.
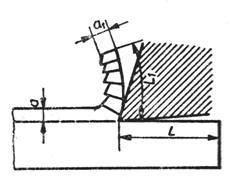
Fig. 9. Contractia aschiei
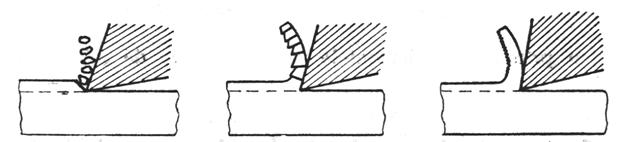
a aschii de rupereb aschie de forfecare c aschie continua
Fig. 10. Tipuri de aschii
Aschiile de forfecare se produc la prelucrarea unor materiale cu tenacitate si duritate medie. Aceste aschii sunt însa si în strânsa corelatie cu parametrii procesului de aschiere.
Aschiile continue sunt caracteristice prelucrarii materialelor cu tenacitate ridicata si la viteze mari de aschiere.
Ca fenomen secundar ce se manifesta în procesul desprinderii aschiilor este formarea depunerilor aderente. În cursul aschierii materialelor tenace, pe fata de degajare si muchia taietoare a sculei, are loc depunerea continua de particule cu formarea unui strat de metal cu grad înalt de ecruisare si de duritate ridicata, care se numeste depunere aderenta.
Formarea depunerii aderente (fig. 11) este determinata de un complex de conditii. Aceasta se formeaza la prelucrarea otelurilor, într-o zona de temperaturi de 200600°C si la viteze de aschiere de 2040 m/min. Se pare însa ca unghiul de degajare are o contributie mare la formarea acestei prelungiri artificale ale vârfului cutitului.
Depunerea aderenta incomodeaza realizarea unei cote precise de prelucrare din cauza prelungirii vârfului sculei. Frecventa ridicata de formare si de rupere a depunerii aderente, influenteaza calitatea suprafetei, de asemenea uzarea cutitului
Atenuarea sau chiar eliminarea depunerii aderente se poate face prin schimbarea unghiului de degajare, prin îmbunatatirea calitatii ascutirii sculei sau prin schimbarea regimului de lucru.
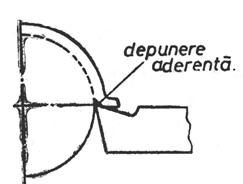
Fig. 11. Formarea depunerii aderente
4. Mecanica procesului de aschiere
a. Forta de aschiere. Unul din aspectele cele mai importante ale studiului aschierii metalelor este stabilirea fortelor care apar în procesul aschierii. Cunoasterea fortelor care iau nastere la aschiere (fig. 12) este necesara pentru dimensionarea sculelor aschietoare, a dispozitivelor, precum si pentru alegerea masinilor-unelte.
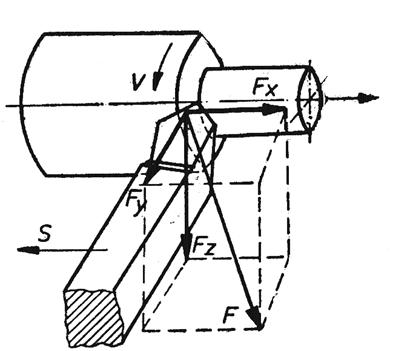
Fig. 1 Forta la aschiere si componentele sale
În cazul strunjirii longitudinale forta de aschiere F este o rezultanta a eforturilor necesare pentru producerea deformarilor elastice, plastice, de rupere si pentru învingerea frecarilor exterioare pe cele trei directii x, y si z.
Componenta tangentiala Fz sau forta principala de aschiere, actioneaza în directia miscarii principale de aschiere. Este componenta care contribuie de fapt la desprinderea aschiei de pe piesa ce se prelucreaza. Ea solicita piesa la torsiune si încovoiere, iar scula la încovoiere.
Componenta axiala Fx sau forta de avans este cea care asigura avansarea sculei de-a lungul directiei x, pentru aducerea de noi straturi de material în fata sculei. Aceasta componenta solicita direct mecanismele care dau miscarea de avans sculei.
Componenta radiala Fy sau forta de respingere, este dirijata în lungul cutitului. Aceasta componenta influenteaza precizia si calitatea suprafetei prelucrate, solicita mecanismul de avansare transversal al strungului.
Atât experimental cât si teoretic se poate stabili ca forta de aschiere sau componentele principale ale acesteia, depind de calitatea materialului de prelucrat, de dimensiunile sectiunii aschiei, de geometria si calitatea cutitului, de viteza de aschiere, de utilizarea si calitatea lichidelor de racire-ungere etc.
Relatiile ce sunt utilizate de obicei pentru stabilirea marimii celor trei componente de aschiere au forma:
 (4)
(4)
în care: C este constanta de corectie; t adâncimea de aschiere, în mm; S avansul la aschiere, în mm/rot; v viteza de aschiere, în m/min; K o constanta complexa ce se stabileste functie de calitatea materialului de prelucrat, geometria sculei de racire, calitatea sculei etc.
b. Viteza la aschiere. Miscarea la aschiere este caracterizata de obicei prin viteza ei, care nu este altceva decât spatiul parcurs de taisul sculei în raport cu piesa de prelucrat într-o unitate de timp. Viteza de aschiere se masoara de cele mai multe ori în m/min.
Relatia de legatura între miscarea de rotatie a piesei si viteza de aschiere la strunjire este urmatoarea:
![]() [rot/min] (5, a)
[rot/min] (5, a)
în care: v este viteza de aschiere, în m/min; D diametrul de prelucrare, în mm; n turatia piesei, în rot/min, iar la rabotare:
![]() [curse duble/min] (5, b)
[curse duble/min] (5, b)
în care: L este lungimea cursei mesei, în mm; n numarul de curse duble efectuate de masa rabotezei într-un minut.
Viteza de aschiere fiind însa factorul cel mai important în determinarea durabilitatii sculei, de asemenea si în ce priveste productivitatea muncii, de obicei se dimensioneaza functie de folosirea optima a sculelor.
Relatia de dimensionare are forma:
![]() [m/min] (6)
[m/min] (6)
în care: Cv este constanta de corectie; T durata de folosire a sculei între doua ascutiri, în minute; t adâncimea la aschiere, în mm; S avansul la aschiere, în mm/rot.
c. Puterea la aschiere. Pentru a se putea produce aschierea, masina-unealta trebuie sa realizeze miscarile necesare dezvoltând o putere corespunzatoare.
Lucrul mecanic pe unitate de timp, respectiv puterea va fi:
![]() (7, a)
(7, a)
în care: vz este viteza miscarii principale, în m/min; vy viteza de deplasare radiala, în mm/rot; vx viteza de deplasare axiala, în mm/rot.
Deoarece fortele, dar mai ales vitezele dupa directiile y si x, sunt destul de mici comparativ cu forta si viteza dupa directia z, se neglijeaza. Eroarea în acest caz nu este mai mare de circa 2 %.
Tinând seama de aceste observatii, puterea la aschiere se dimensioneaza cu relatia:
![]() (7, b)
(7, b)
5. Caldura la aschiere
Lucrul mecanic la aschiere se transforma partial în caldura în mai multe zone: în zona de deformare plastica si de rupere a materialului ce se desprinde sub forma de aschie (a), în zona de contact dintre aschie si suprafata de degajare a sculei (b) si zona de contact dintre fata de asezare si piesa (c), figura 13.
Caldura degajata în procesul de aschiere se poate stabili cu relatia:
![]() (8)
(8)
în care: Fz este forta principala la aschiere, în daN; vz viteza la aschiere, în m/min; E = 427 daN/Kcal echivalentul caloric al lucrului mecanic.
Repartizarea cantitatii totale de caldura degajata la strunjire este urmatoarea: 5086 % din caldura degajata este preluata de aschii, 1040 % de catre scula, 39 % de piesa si circa 1 % de catre mediul înconjurator. Datorita unei asemenea distributii a caldurii, scula este puternic solicitata termic. Temperatura ridicata în zona taisului (fig. 14) poate sa conduca la reducerea duritatii materialului din care este confectionata scula si prin aceasta la uzarea prematura a ei. Pentru combaterea acestui efect, în procesul de aschiere se folosesc lichide de racire-ungere. Aceste lichide preiau de la scula o importanta cantitate de caldura, totodata prezentând si caracterul de ungere, contribuie la reducerea frecarilor dintre aschie si scula, dintre scula si aschie, prelungind astfel durata de folosire a cutitului si în acelasi timp calitatea suprafetei prelucrate.
Folosirea lichidelor de racire-ungere la prelucrarea prin aschiere a otelului, asigura ridicarea vitezei de aschiere cu 2540 %.
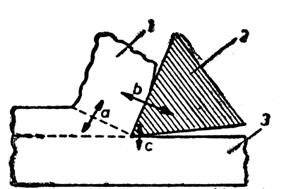
Fig. 13. Degajarea de caldura la aschiere
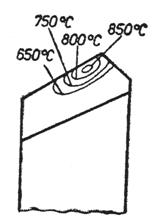
Fig. 14. Încalzirea cutitului
6. Uzura si durabilitatea sculelor
Din cauza caldurii care se degaja în procesul de aschiere si al frecarilor, cutitul se uzeaza, fapt ce se poate constata în tocirea muchiei aschietoare.
Cantitatea de caldura ce se degaja la aschiere este apreciabila. De asemenea frecarea intensa a aschiei si piesei de cutit, urmare a actiunii abrazive a acestora, contribuie alaturi de caldura la o puternica solicitare la uzura a sculei.
Intensitatea uzarii depinde de proprietatile fizice si mecanice ale materialului cutitului si piesei, de viteza de aschiere, de temperatura din zona de aschiere, de presiunile pe suprafetele active si parametrii geometrici ai sculei aschietoare.
La urmarirea evolutiei unei uzari normale se constata ca apare pe fata de degajare o scobitura, iar pe cea de asezare o fateta de uzura. Continuând aschierea, aceste urme de uzura se dezvolta cuprinzând suprafete si adâncimi tot mai mari.
Variatia uzarii unei scule aschietoare este data în figura 15 prin curba ce caracterizeaza acest proces. Pe o asemenea curba se pot distinge de obicei trei zone: I o zona caracteristica unei uzari intense a sculei, dar de scurta durata. Prin acest proces (rodaj) are loc corectarea muchiei taietoare a sculei; II zona de uzura normala, caracterizata de o crestere uniforma în timp a uzarii; III zona uzurilor mari (aceasta începe din momentul în care uzarea normala a contribuit la producerea unor schimbari importante ale geometriei sculei din care cauza evolueaza cu o viteza foarte ridicata).
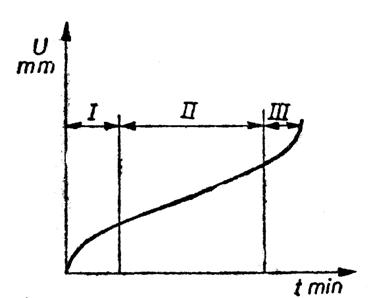
Fig. 15. Curba caracteristica a uzurii
Pentru aprecierea durabilitatii sculei, adica a duratei de folosire între doua ascutiri se pot folosi doua criterii. Primul criteriu are în vedere pierderea completa a capacitatii de aschiere, iar cel de al doilea, considerarea unei uzari limita pe curba uzarii normale a sculei, dupa care aceasta sa fie data la reascutire. Deoarece prin reascutirea sculelor utilizate pâna la pierderea capacitatii totale de aschiere, se pierde o cantitate apreciabila de material-scula, se prefera cel de al doilea criteriu. Uzarile sculelor aschietoare pot fi împartite în trei categorii (fig. 16):
a uzura de categoria întâi, pe suprafata de degajare. O data cu înaintarea acestei uzari, are loc o reducere treptata a rezistentei datorata reducerii sectiunii de lucru si ca urmare, ruperea vârfului cutitului. Drept limita a uzarii în acest caz se ia o anumita marime Ud a acesteia;
b uzarea simultana a fetelor de degajare si asezare. Drept criteriu de uzura ce se adopta în acest caz este marimea Ua pentru uzarea fetei de asezare, care de regula este mai mare;
c uzarea pe fata de asezare este de categoria a treia. Drept criteriu se foloseste tot Ua.
Asa cum s-a putut constata, durabilitatea sculei depinde de mai multi factori. Pentru optimizarea acestui parametru se utilizeaza date experimentale si de calcul cu privire la viteza de aschiere, adâncimea si avansul la aschiere, proprietatile materialelor sculei si de prelucrat si altele. Relatia utilizata pentru dimensionarea durabilitatii sculei este cea care s-a recomandat pentru calculul vitezei de aschiere.

Fig. 16. Categorii de uzura
Optimizarea procesului tehnologic la prelucrarea prin aschiere, astazi se face în mai multe moduri. Cu luarea în considerare a costurilor si productivitatii muncii, a manoperei si vitezei de aschiere, uzarea sculelor si viteza de aschiere etc. În figura 17 se prezinta o diagrama care se refera la variatia uzarii specifice functie de viteza de aschiere la prelucrarea aceluiasi material metalic, cu utilizarea unor cutite armate cu placute dure de diverse calitati. Asa cum se constata din figura, fiecare curba prezinta un minim la o anumita viteza de aschiere. Aceste puncte de minim corespund durabilitatii celei mai ridicate si care este data de o anumita viteza de aschiere.
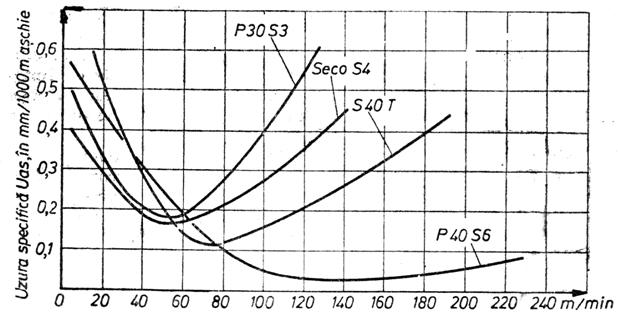
Fig. 17. Uzarea unor placute din carburi metalice
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 587
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved