| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
GENERALITATI
Pe masinile orizontale de alezat si frezat se prelucreaza, in general , piese grele si voluminoase de o anumita complexitate , care nu pot fi prelucrate pe masinile din grupa strungurilor. Pe aceste masini se pot prelucra prin strunjire sau frezare suprafete plane orizontale sau verticale, suprafete plane inclinate, suprafete cilindrice exterioare si interioare , alezaje cilindrice si conice , filete interioare si exterioare, caneluri etc.
Pentru realizarea prelucrarii piesele se aseaza pe masa masinii direct sau in dispozitive speciale.
Una din problemele principale care se pune la prelucrarea prin aschiere pe masinile orizontale de alezat si frezat este problema asezarii piesei pe masina pentru prelucrare, adica alegerea bazei de asezare a piesei pe masa masinii sau in dispozitiv.
De felul cum se face alegera bazei de asezare si fixare a piesei in vederea ,prelucrarii depind in mare masura precizia formei geometrice si dimensionale precum si durata prelucrarii care au o influenta mare asupra economicitatiiprelucrarii precise.
Se numeste baza de asezare suprafata sau suprafetele care determina pozitia piesei in timpul prelucrarii ei pe o masina , cu sau fara dispozitiv.
Semifabricatele sunt in general formate dintr-un numar mare de suprafete cu forme , precizii dimensionale si pozitii reciproce diferite. De aici rezulta ca pentru una si aceeasi pozitie a suprafetei de prelucrat exista posibilitatea alegerii mai multor variante de bazare si fixare care pot fi diferite din punctul de vedere al preciziei prelucrarii si al eficientei economice.
Ca baze de asezare si fixare pot fi folosite oricare dintre suprafetele semifabricatului , indiferent de forma geometrica si de rugozitate.
Din punct de vedere functional , bazele pot fi principale sau tehnologice.
Bazele pricipale , numite si functionale, sunt acelea care servesc la orientarea piesei in raport cu alte repere in timpul functionarii in ansamblul unei masini , sau fata de care sunt orientate alte repere.
Bazele tehnologice sau auxiliare nu au un rol functional , sau il au intr-un grad de precizie scazut.
Pentru bazarea si fixarea pisei in conditii bune , cu erori minime , se recomanda folosirea ca baze de asezare bazele principale ( functionale). Folosirea bazelor tehnologice duce intotdeauna la aparitia unor erori de bazare. In cazurile cand nu este posibila folosirea la bazare a suprafetelor functionale vor fi luate masuri de pregatire a suprafetelor auxiliare (tehnologice), executanduse unele prelucrari care sa duca la eliminarea erorilor de bazare sau sa le diminueze cat mai mult posibil.
Alta problema importanta de care depind , de asemenea , precizia de executie si economicitatea prelucrarii este problema pozitionarii corecte si in timp cat mai scurt a sculei in raport cu piesa de prelucrat.
Precizia de pozitionare de pinde atat de precizia pe care o poate asigura masina , prin mecanismele si aparatele sale de masurare , cat si de calificarea operatorului masinii , de atentia pe care o da acestei operatii. Valorile in jurul carora oscileaza precizia de pozitionare impusa prelucrarilor sunt 0.1 ....0.005 mm, in cele mai multa cazuri fiind necesare precizii de ordinul sutimilor de milimetru.
Precizia de pozitionare a subansamblurilor masinii ( cap de alezat si frezat, arbore principal, masa etc. ) este realizata prin masuratori in timpul deplasarilor , acestea efectuindu-se fie cu rigle cu vernier , cu rigle precise si cu citire optica simpla sau cu aparatura optica complexa , fie cu ajutorul aparatelor de masurare n( comparatoare , cale cilindrice sau plan paralele etc. )
O atentie deosebita , mai ales in cazul prelucrarilor de mare precizie, trebuie acordata uzurii sculelor in timpul executiei , aceasta indeosebi la prelucrari de lunga durata asupra unor suprafete ale piesei cum ar fi alezaje lungi si de diametre mari , suprafete plane mari etc.
Cu alte cuvinte , pentru obtinerea unor lucrari de calificare trebuie unite posibilitatile masinii cu indemanarea si atentia operatorului.
PRELUCRAREA ALEZAJELOR CILINDRICE
Prelucrarea suprafetelor cilindrice interioare ( alezaje) poate fi facuta prin diferite metode in functie de caracteristicile dimensionale , de precizia si gradul de netezime care se cer acestor suprafete. Tinand seama de raportul dintre lungimea si diametrul ( l / d ) alezajelor acestea pot fi clasificate astfel :
Alezaje scurte cu l 1 mai mic de 0.5
Alezaje normale cu 0.5 mai mic decat l mai mic decat 3
Alezajelungi cu 3 mai mic decat l mai mic decat 10
Alezaje adanci cu l mai mare decat 10
In comparatie cu prelucrarea suprafetelor cilindrice exterioare , prelucrarea suprafetelor cilindrice interioare se realizeaza in conditii mult mai grele. Aceasta deoarece sculele aschietoare folosite la prelucrare sunt montate pe bare de alezat sau strunjit relativ lungi si de diametre mici , in functie de alezajul de prelucrat , care au in general, o rigiditate mica. Conducerea sculei se face dificil si nu se poate observa cum lucreaza aceasta in interiorul alezajului. Eliminarea caldurii dezvoltate in procesul de aschiere se face mai greu.
In constructiile de masini , din punctul de vedere al preciziei de prelucrare , se intalnesc doua grupe de alezaje :
- alezaje prelucrate cu precizie mare , care servesc ca suprafete de montare si care sunt asa - numitele suprafete functionale
- alezaje prelucrate cu o precizie mai mica , folosite ca gauri de trecere pentru suruburi , bolturi , prezoane etc.
Alegerea regimului de aschiere se face in functie de lungimea alezajului , de diametrul acestuia , de precizia dimensionala ceruta , de calitatea suprafetei prelucrata impusa etc.
La prelucrarea alezajelor lungi se aleg, de obicei , valori mici ale parametrilor regimului de aschiere ( avansul si adancimea de aschiere).
De altfel trebuie tinut seama de faptul ca, la prelucrarea alezajelor se recomanda mai intai o strunjire de degrosare , in care caz valorile avansului si adancimii de aschiere pot fi mai mari , urmata de alezarea propriu- zisa , ca operatie de finisare , cand se urmareste , indeosebi , relizarea dimensiunii si calitatii suprafetei prescrise. In acest de-al doilea caz se executa mai multe treceri , cu avansuri si adancimi de aschiere mici.
Conditiile generale care se pun la prelucrarea alezajelor , in afara preciziei dimensionale si calitatii suprafetei , sunt :
rectilinitatea generatoarei suprafetei cilindrice
abateri mici de la circularitate - ovalitate - poligonalitate
coaxialitatea cu alte alezaje
respectarea pozititei prescrise fata de o alta suprafata plana sau cilindrica
Satisfacerea acestor conditii este posibila numai daca se realizeaza o fixare corecta a piesei pe masa masinii , se pozitioneaza precis scula in raport cu piesa , se lucreaza cu un regim de aschiere corespunzator , se folosesc mijloace de control de precizia necesara si , evident , daca masina - unealta corespunde preciziei cerute.
In general , pe aceste masini se poate obtine o precizie de prelucrare pana la clasa 2-a de precizie . Ca scule aschietoare se folosesc fie cutite normale de strunjit interior , fie cutite cu avans micrometric fixate in capete de alezat sau in port - cutite care se pot regla pentru diferite diametre .
In general insa prelucrarea alezajelor pe masini orizontale de alezat si frezat se face cu bare de alezat care pot fi : in consola sau cu ghidare in lagarul contramontantului.
Scula aschietoare se fixeaza fie direct pe bara , fie prin intermediul unui portcutit cu posibilitati de reglare pentru prelucrarea alezajelor la diametre diferite.
Pentru prelucrarea alezajelor pe masinile orizontale de alezat si frezat prin metoda coordonatelor , cu bara portcutit in consola , se va proceda dupa cum se arata in continuare pe baza unui exemplu dat mai jos.
Pe desenul de executie se dau cotele care determina pozitia axelor tuturor alezajelor ce urmeaza a fi prelucrate fata de doua axe de coordonate , perpendiculare intre ele , care coincid sau care sunt legate prin dimensiuni stabilite fata de suprafetele inititale de asezare ale piesei . Piesa se aseaza in dispozitivul de strangere sau pe masa masinii , direct sau pe prisme de asezare .
Pentru obtinerea conditiilor de precizie indicate in desenul de executie , trebuie ca suprafetele de asezare si centrare sa fie , in prealabil , prelucrate precis.
Inainte de fixarea definitiva a piesei in vederea prelucrarii , trebuie verificata perpendicularitatea dintre suprafata ei frontala si arborele principal . Aceasta verificare se face cu un comparator cu cadran fixat in arborele principal in asa fel , incat tija lui palpatoare sa atinga aceasta suprafata atunci cand arborele principal se deplaseaza de-a lungul suprafetei. Daca acul indicator al comparatorului nu va arata o deviere mai mare de 0.01 mm la o lungime de 500mm , asezarea piesei este corecta in sensul paralelismului dintre suprafata si axa arborelui principal.
In alezajul conic al arborelui principal al masinii se introduce un dorn de control de un anumit diametru "d " , verificandu-se ca bataia lui sa nu depaseasca 0.01 mm.
Se efectueaza o deplasare a mesei astfel incat dornul de control si jocul dintre suprafata de asezare sa corespunda unei lamele calibrate de o anumita grosime 8.
Aceasta operatie se face prin apropierea cu atentie a mesei masinii pana cand intre dornul de control si intre bara de strangere pe suprafata va trece lamela calibrata cu o frecare usoara. Dupa aceasta , opritorul mobil cu comparatorul respectiv se deplaseaza in pozitia zero.
Pentru deplasarea mesei masinii in directie orizontala pe o distanta egala cu coordonata primului alezaj care se prelucreaza , adica cu coordonata corespunzatoare centrului O , este necesar ca masa sa fie deplasata cu o marime X .
In mod analog se efectueaza deplasarea capului de alezat si frezat pe verticala , din pozitia in care dornul de control atinge planul de asezare pana in pozitia corespunzatoare inaltimii noii axe de coordonate , adica y o , apoi de la aceasta noua axa in jos, pe ordonata alezajului O , adica Y 4 .
Dupa cele doua deplasari descrise , cand arborele principal este asezat coaxial cu alezajul O , dornul de control se scoate din alezajul arborelui principal si se inlocuieste cu o bara portcutit pentru alezat , cu care se efectueaza prelucrarea alezajului O.
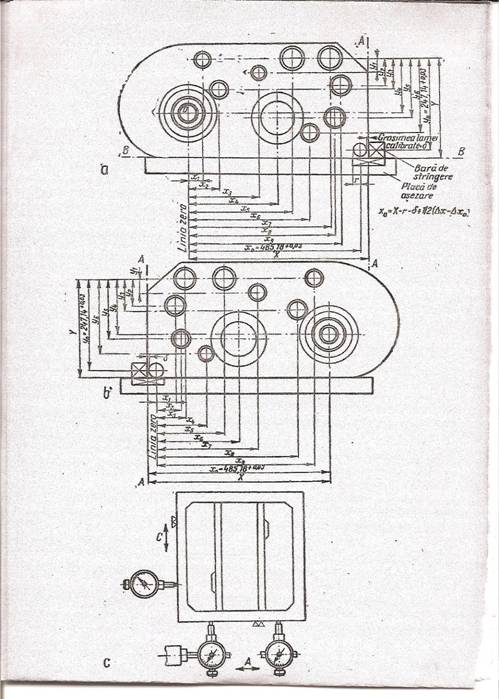
La prelucrarea alezajelor dupa metoda prin coordonate , se utilizeaza de cele mai multe ori bare portcutit scurte pentru a evita incovaierea lor sub actiunea fortelor de aschiere . De aceea , pentru prelucrarea alezajelor coaxiale din peretii opusi ai carcaselor se procedeaza la prelucrarea din doua parti ale piesei. In acest scop , masa masinii orizontale de alezat si frezat se roteste 18o . Dupa alezarea tutror gaurilor dintr-un perete al piesei se efectueaza asezarea dupa coordonate , ca mai sus , si se prelucreaza alezajele din peretele opus al piesei .
In fig. 5.19 ,b este reprezentata aceeasi piesa ca in desenul precedent , rotita cu 180 , avand aceleasi coordonate ale axelor alezajelor. Se vede usor ca la rotirea mesei , coordonatele verticale raman neschimbate , iar cele orizontale incep de la noua pozitie a planului A-A. Daca alezajele care au aceeasi axa exista si in peretii interiori ai piesei , care sunt mult departati de peretii exteriori , atunci prelucrarea gaurilor din pereti se efectueaza prin folosirea alezajelor din peretii exteriori ca alezaje de ghidare.
In fig. 5.20este reprezentata schema de prelucrare a unui alezaj cu bara de alezat in consola. Piesa de prelucrat I este fixata pe masa masinii 5 care realizeaza miscarea de avans II.
Miscarea principala de aschiere I este realizata de platoul 4 , pe care se afla fixata bara de alezat 2 , in care este montat cutitul 3.
Prin aceasta metoda se pot prelucra alezaje cu diametre mari ( ceva mai mari decat diametrul platoului masinii ), dar cu lungime mica.
Alezajele cu diametre si lungimi mici si mijlocii se prelucreaza cu ajutorul dispozitivelor portcutit excentrice . In fig. 5.21 este reprezentata schema de prelucrare prin acest procedeu.
Piesa de prelucrat 1 se fixeaza pe masa masinii 4, executand miscarea de avans II.
Miscarea principala de aschiere I este executata de cutitul 3 care este fixat in dispozitivul excentric 2. Dispozitivul portcutit este fixat in conul arborelui principal 2 al masinii de la care primeste si miscarea de rotatie I .
Prelucrarea pieselor cu doua sau mai multe randuri de alezaje cu lungimi mari se face cu bare de alezat speciale ghidate in lagarul contramontantului.
In figura 5.22 este reprezentata schema de lucru a acestei metode. Piesa de prelucrat 1 , fixata pe masa masinii 4 , executa miscarea de avand II , iar bara de alezat 2 fixata cu unul din capete in conul arborelui principal 10 al masinii, ghidata cu celalalt capat in lagarul contramontantului 5 , executa miscarea principala de aschiere I . Bara de alezat 2 primeste miscarea de rotatie I de la arborele principal 10 al masinii.
Pe bara de alezat 2 se afla montat dispozitivul portcutit 6 care se foloseste la prelucrarea alezajului cu diametrul mare A si cutitul 9 , cu ajutorul caruia se prelucreaza alezajul cu diametrul mic B . Pe suportul portcutit 6 se afla montat cutitul 7 care se regleaza la diferite cote cu ajutorul surubului 8 .
Aceasta metoda este mai putin productiva deoarece se pierde foarte mult timp cu montarea si demontarea barei de alezat dupa prelucrarea fiecarui alezaj , fapr ce face sa se foloseasca foarte rar , numai la productia de unicate.
PRELUCRAREA ALEZAJELOR CONICE
Prelucrarea alezajelor conice pe masinile orizontale de alezat si frezat se face cu ajutorul dispozitivelor speciale care se monteaza pe masina, respectand aceleasi reguli ca si la prelucrarea alezajelor cilindrice. Dispozitivele folosite la prelucrarea alezajelor conice sunt de constructii diferite , avand insa acelasi principiu de functionare . Aceste dispozitive fac parte din grupa de accesorii speciale cu care poate fi echipata msina orizontala de alezat si frezat. In cele ce urmeaza se prezinta doua exemple de prelucrare a alezajelor conice folosind dispozitive adecvate.
In fig. 5.23 este reprezentata schema de principiu a prelucrarii unui alezaj conic. Carcasa 1 este prevazuta cu unalezaj conic intr-un perete coaxial cu celalalt alezaj cilindric din peretele alaturat. Aceasta este fixata pe masa masinii 5 si executa miscarea de avans II, iar dispozitivul de strunjit conic 2 , montat pe platoul 3 al masinii , executa miscarea principala de aschiere I. Pe dispozitivul de strunjit conic 2 este montat suportul portcutit 6 care se deplaseaza pe rigla 4 in timp ce dispozitivul 2 executa miscarea de rotatie I , realizandu-se astfel miscarea de avans III a suportului portcutit 6 . In suportul portcutit 6 se fixeaza cutitul 7. Rigla 4 se poate fixa la anumite unghiuri in functie de conicitatea alezajului care se prelucreaza.
In fig. 5.24 este reprezentata schema prelucrarii unui alezaj conic cu ajutorul unui dispozitiv pentru strunjit conic de alta constructie .
Si in acest caz piesa de prelucrat 1 se fixeaza pe masa masinii 2 , realizand miscarea de avans II. Dispozitivul de strunjit conic 3 este fixat pe platoul 4 si realizeza miscarea principala de aschiere I. Bara portcutit 5 , cu cutitul 6 montat in ea , realizeaza miscarea de avans III.
CONTROLUL ALEZAJELOR SI APARATURA DE MASURARE FOLOSITA
Controlul preciziei prelucrarii alezajelor in carcase impune folosirea atat a unor instrumente obisnuite , cat si a aparatelor de control speciale , unele din acestea fiind prezentate in cele ce urmeaza.
MICROMETRUL DE INTERIOR CU FALCI
Micrometrul cu falci fig. 5.25 este prevazut cu doua falci ( ciocuri ) pentru masurare 1 , avand fiecare dimensiunea de 5 mm , identice cu ciocurile sublerului de interior si exterior . Una din falci este mobila , solidara cu tija 2 , iar celalata fixa, solidara cu bucsa gradata 4 . Tija mobila 2 este filetata la unul din capete si se deplaseaza prin rotirea tamburului 3.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2190
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved