| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
SISTEME FLEXIBILE DE FABRICATIE
Sa se conceapa un sistem flexibil de fabricatie pentru realizarea de repere a familiei de piese: 'brat oscilant.'
Etapele proiectului:
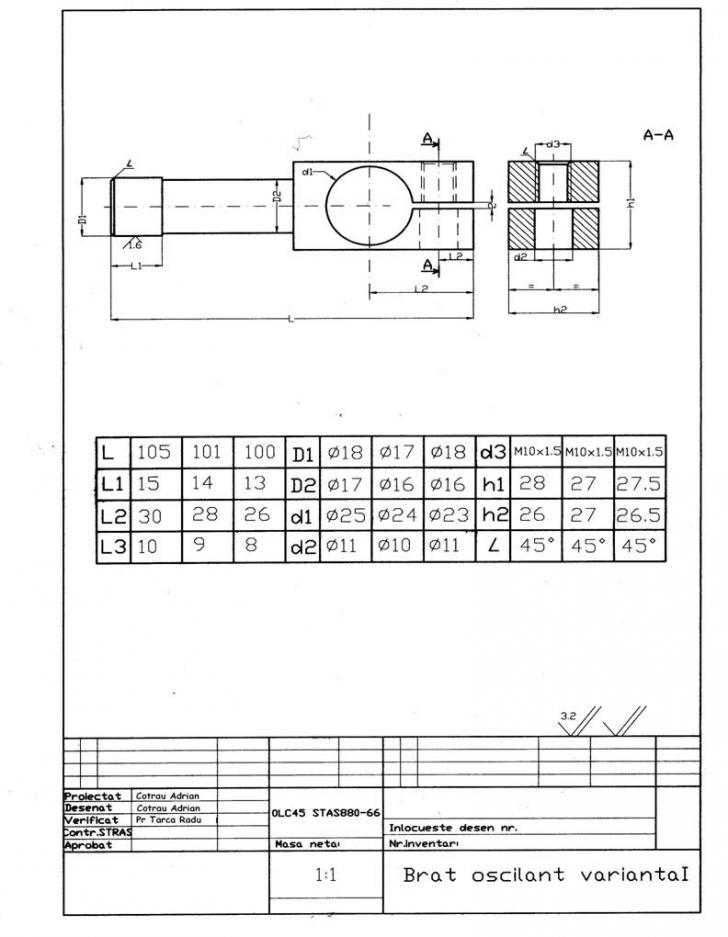
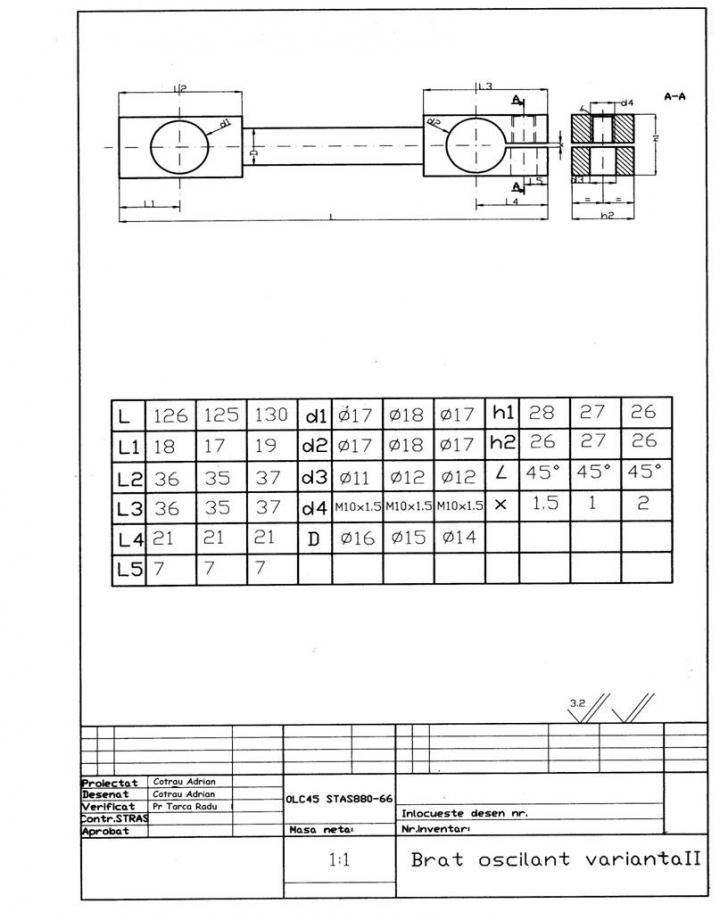
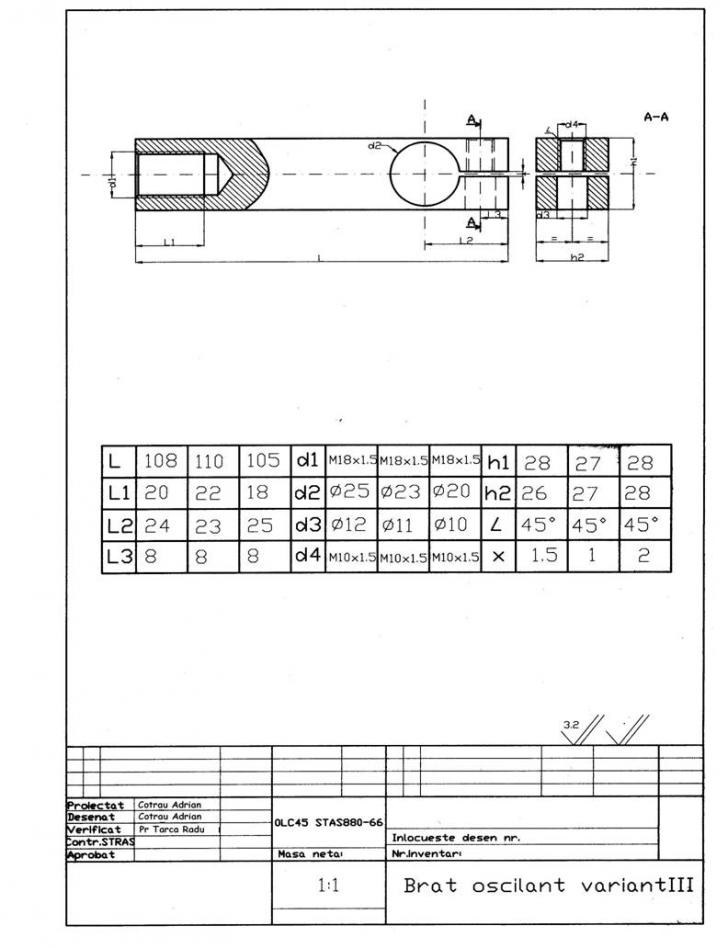
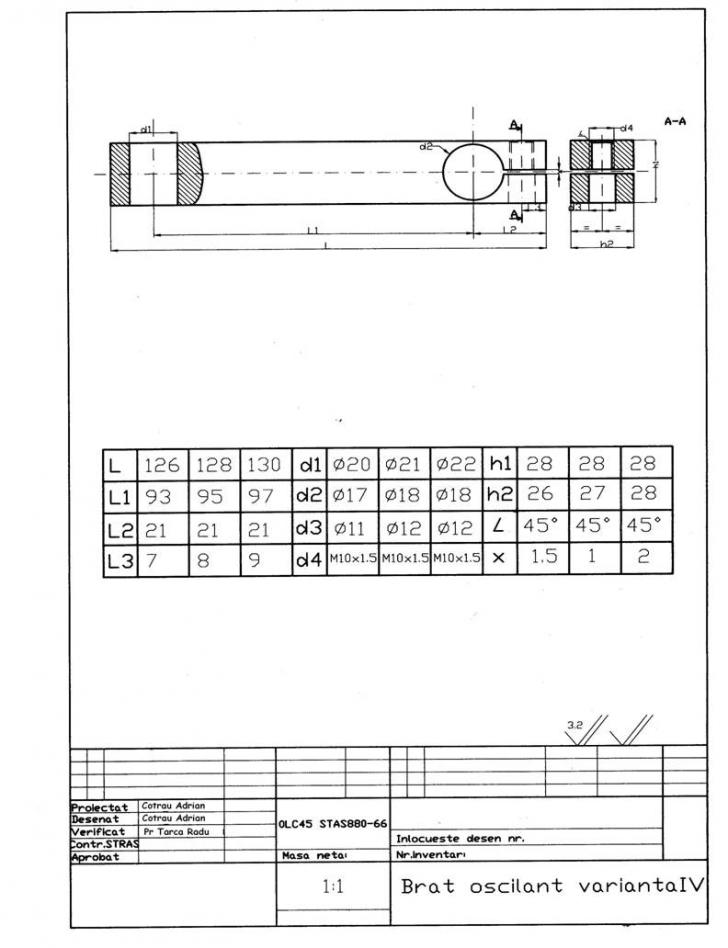
Desene de repere din familia de piese -5 variante
Desenul de execuatie al piesei reprezentative
Tehnologia de executie a piesei reprezentative
Alegerea componentelor a subsistemului de prelucrare
Alegerea componentelor subsistemului de manipulare
Plan de amplasament pentru sistemul flexibil de fabricatie-3 variante
Ciclograma sistemului flexibil de fabricatie
Analiza economica
Norme de tehnica securitatii muncii
Modelarea cu retele Petri si simularea functionarii sistemului flexibil de fabricatie.
Desene de repere din familia de piese
Reperul reprezinta o piesa numita 'brat oscilant', executat din OLC45. Sunt 5 variante de brate oscilante si 3 variante de dimensiuni la fiecare reprezentate in forma tabelara.
Operatiile executate sunt urmatoarele:
-debitare
-strunjire
-frezare
-gaurire
-filetare
-tratament termic
-brunare
-control final


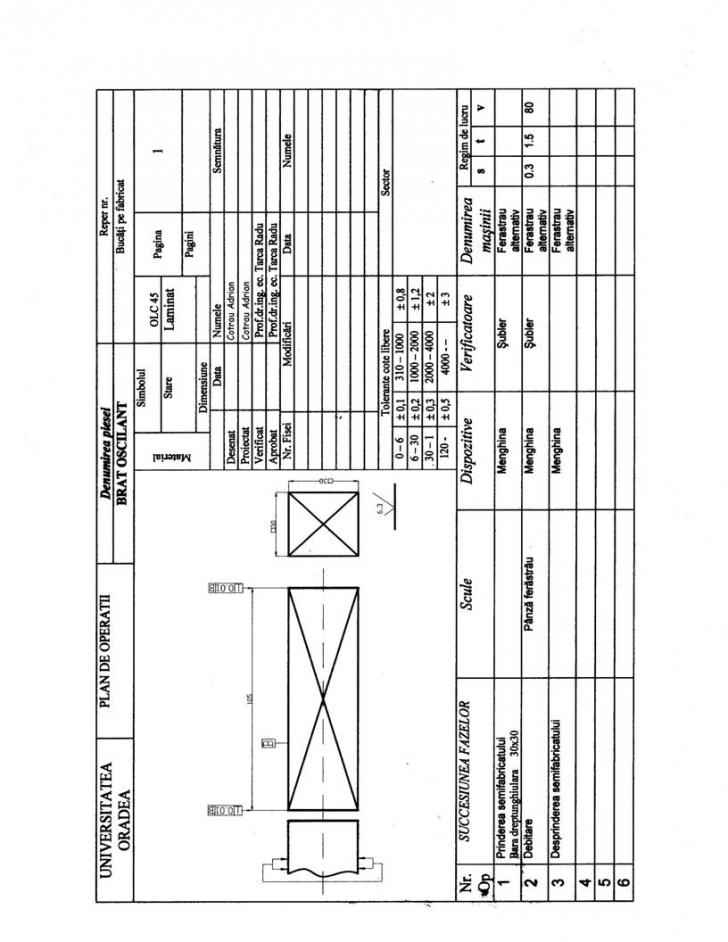
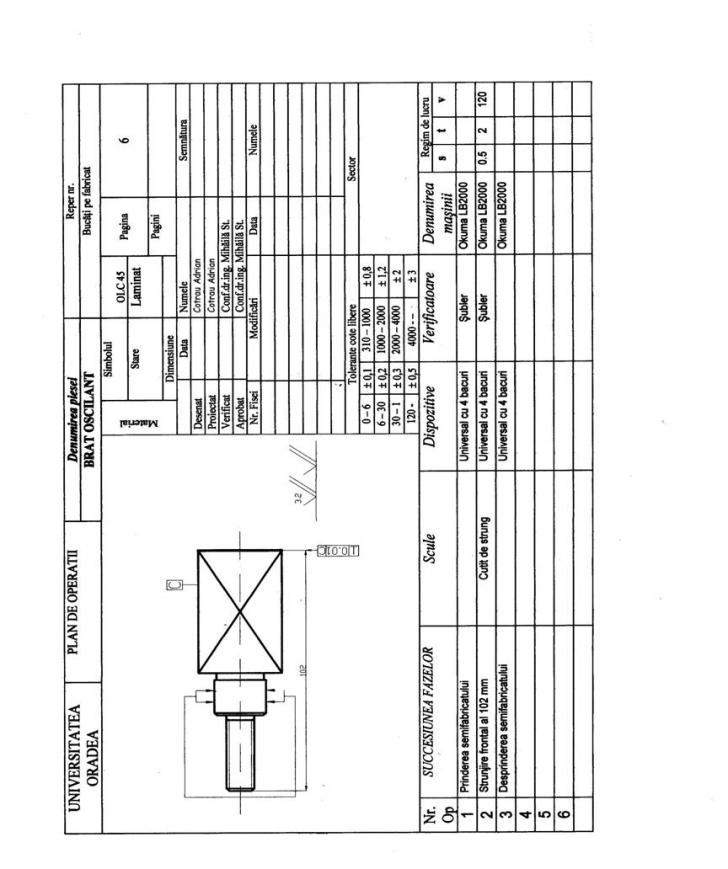
3. Tehnologia de executie a piesei reprezentative
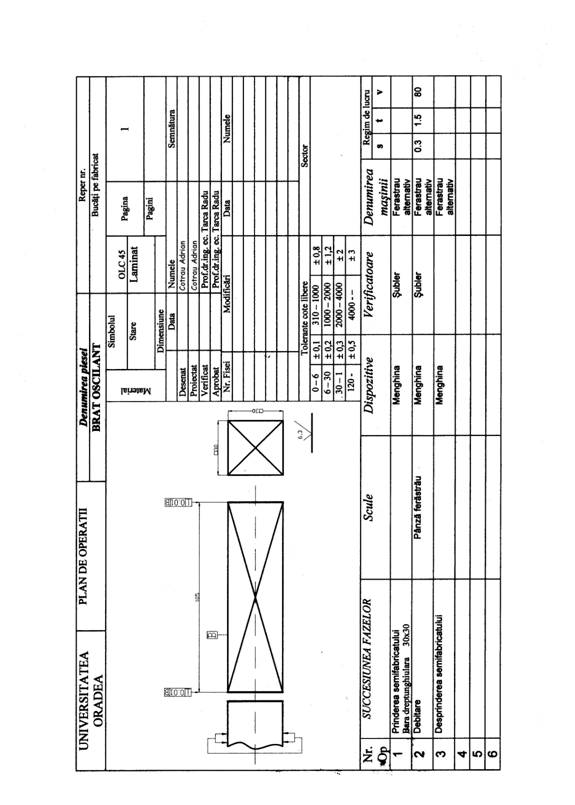
Op.] Debitare
S=0 t=!,5 v=60
Prinderea piesei =5 sec.
h
![]()
T=![]()
![]()
Ttot1=5+100=105sec.
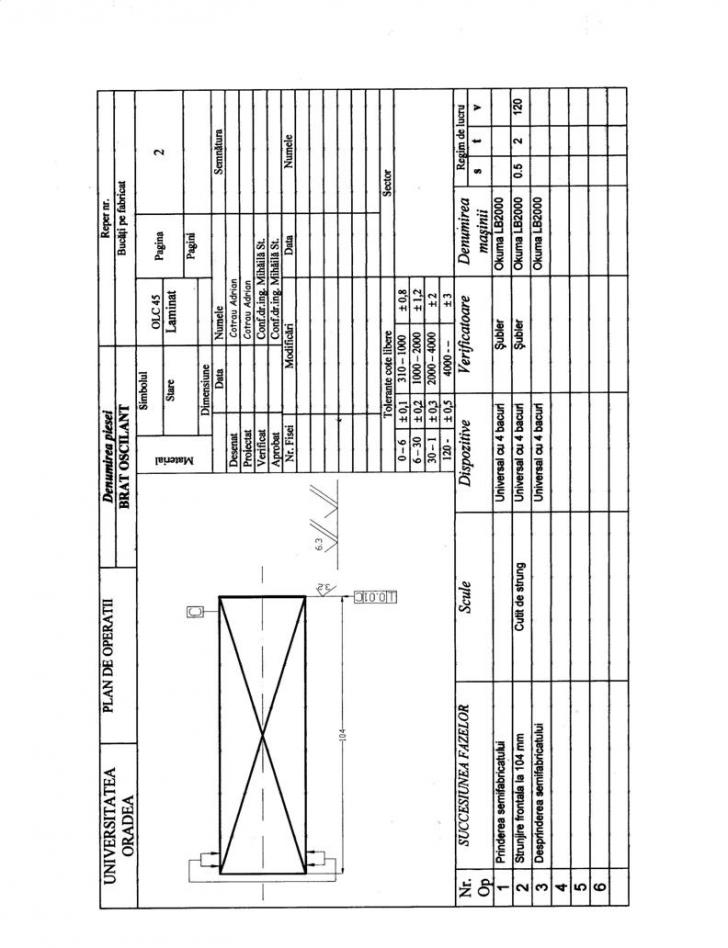
Op.2 Struniire frontala (piesa dreptunghiulara)
Prinderea piesei=5sec.
S=0 t=2 v=120 d=Φ30*![]()
T= T=
T=
T=22sec
Ttot2=5+22=27sec.
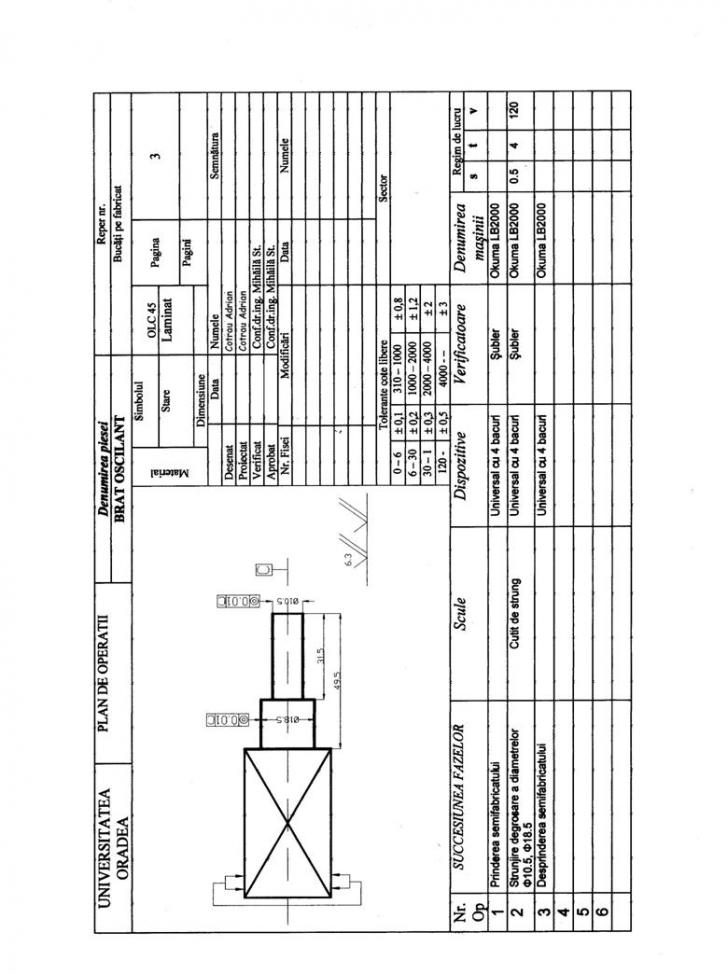
Op.3 Struniire degrosare
Struniire Φ18.5 L=49.5 s=0 t=4 v=120
T=![]()
T 
Struniire 010.5 L=3I.S s=0 t=4 v=l20
D1.-D2,
t = 4 mm
T=
Ttot3=150+32=182sec.
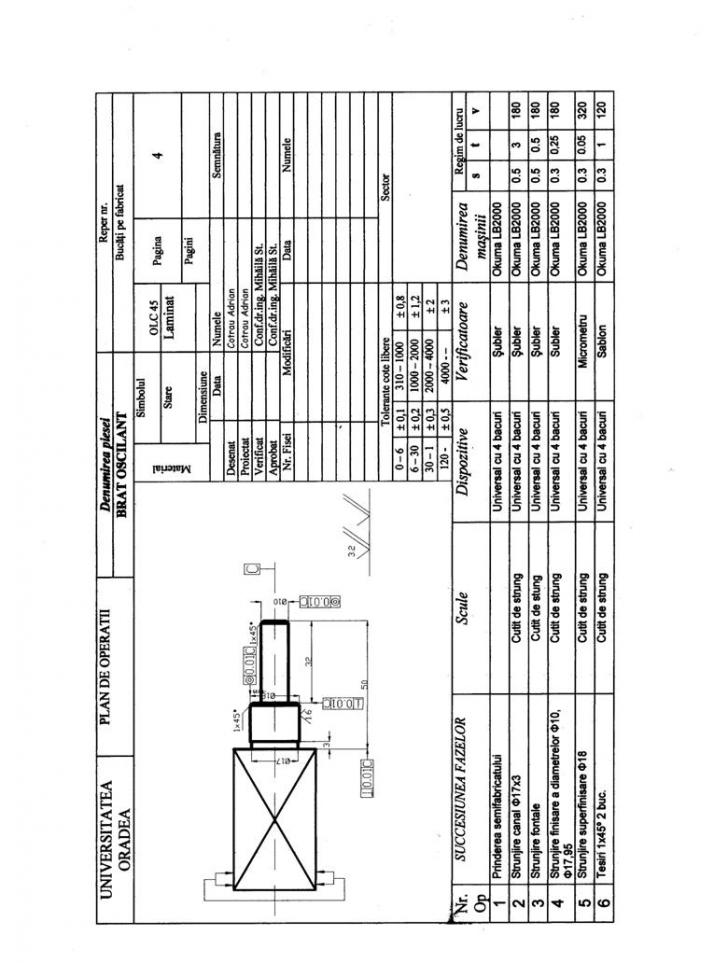
Op.4 Struniire canal 017. strunjire frontal 018.5. finisare 010. 018.1, tesire 1x45'
Strunjirecanal 017 L=3 s=0 t= 12,71 v=180
Schimbare sculei pe cutit pt. canal 3mm=3 sec.
T=![]()
Struniire finisare 010 L=32 t=0,25 v=180
Schimbare sculei pe
cutit 90![]() =3sec.
=3sec.
t=![]()
T4.1=
Struniire frontalΦ18. s= 0.5 t=0.5 v=180
t=![]()
T4.3=
Strunjire finisare Φ18.1 L=15 s= 0.3 t=2 v=180
t=![]()
T4.4=
Strunjire superfinsareΦ18 L=15 s=0.3 t=0.05 v=320
t=![]()
T4.5=
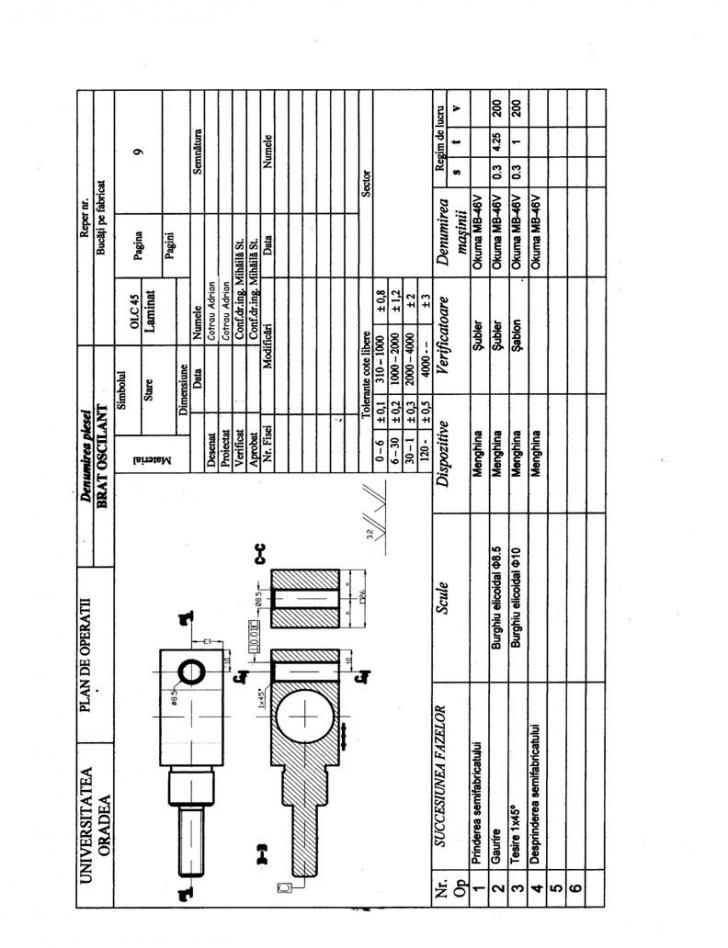
Tesire 1*45
S=0.3 t=1 v=120
T4.6=
Ttot4=3+9+3+36+3+25+57+2=138sec.
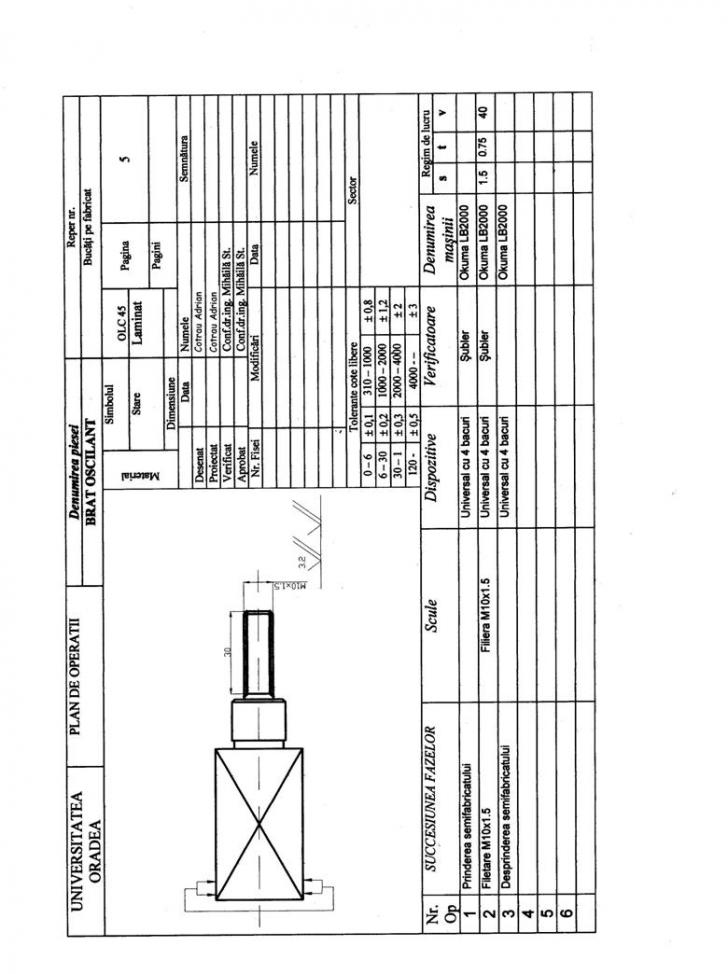
Op5Filetare M10*1.5 L=30
S=1.5 t=0.75 v=40
T5=
Revenirea sculeiT=30sec.
Ttot530+30=60sec.
Op.6Strnjire frontala
Intorcerea piesei=10sec.
S=0.5 t=2 v=120
T6=
T=10+22=32sec.
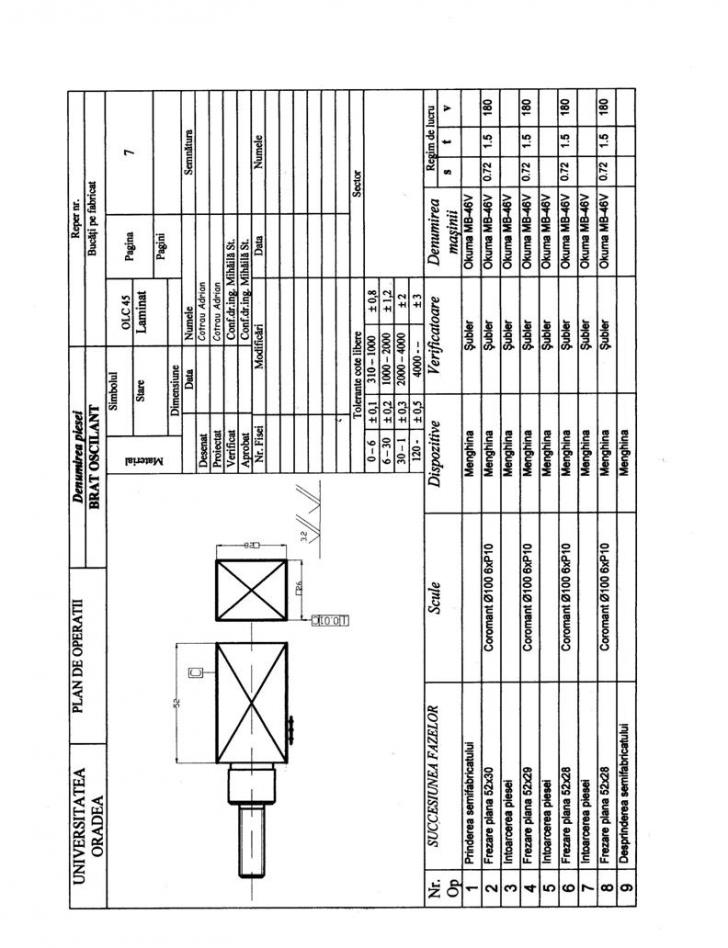
Op.7Frezare plana L=52
Prinderea piesei=5sec.
Scula coromantΦ100 *P10,aria=314
.sd=0.12 t=1 v=180
T7=
Piesa se intoarce de 3 ori *10=30sec.
Ttot7=5+24+30=59sec.
Op8.Gaurire Φ24,alezare Φ25 L=26
Schimbarea sculei pe burghiu Φ24 =5sec.
S=0.3 t=12 v=60 L'=26+7=33
T8.1=
Alezare Φ25 L=26 s=0.3 t=0.5 v=80
Schimbarea sculei pe cutit de alezare 45=5 sec.
T8.2=
Ttot8=5+110+5+65=185sec.
Op.9 Gaurire Φ8 L=28
Intoarcerea piesei=10 sec.
S=0.3 t=1.25 v=200 L'=30.4
T9=
Ttot9=31sec.
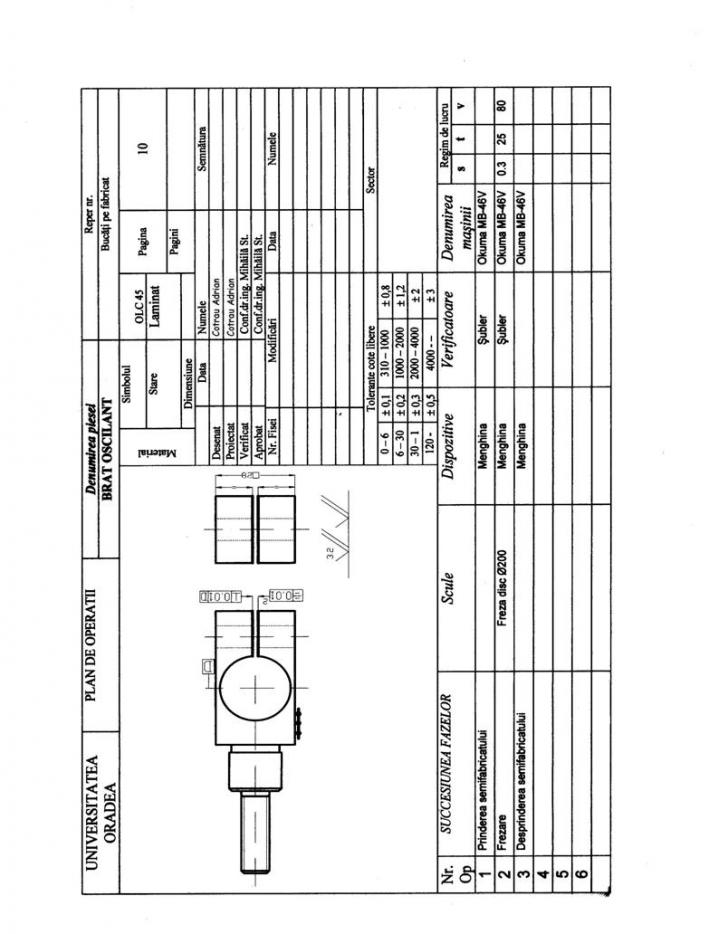
Op.10Frezare
Schimbarea sculei pe freza discΦ200=5sec.
S=0.3 t=17.5 v=80 t'=25
T10=
Ttot=63sec.
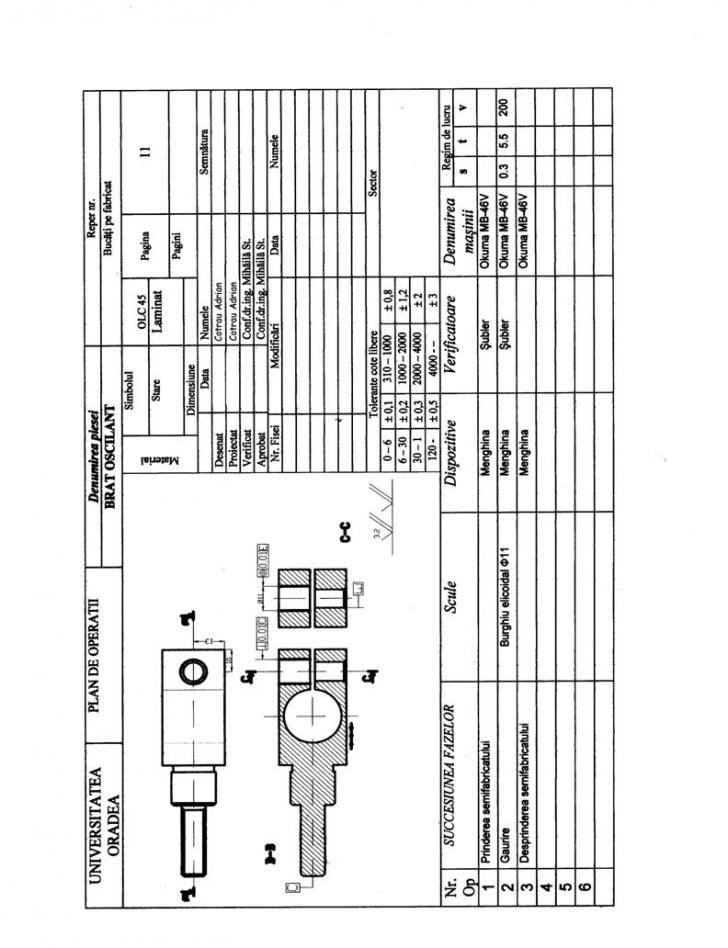
Op.11 Gaurire Φ11 L=13
Schimbarea sculei pe burghiu Φ11=5sec.
Tesire 1*45![]() s=0.3 t=1 v=320
s=0.3 t=1 v=320
T11.1=
Intoarcerea piesei =10sec.
S=0.3 t=5.5 v=200 L'=16.2.
T11.2=
Ttot11=5+1+10+17=33sec.
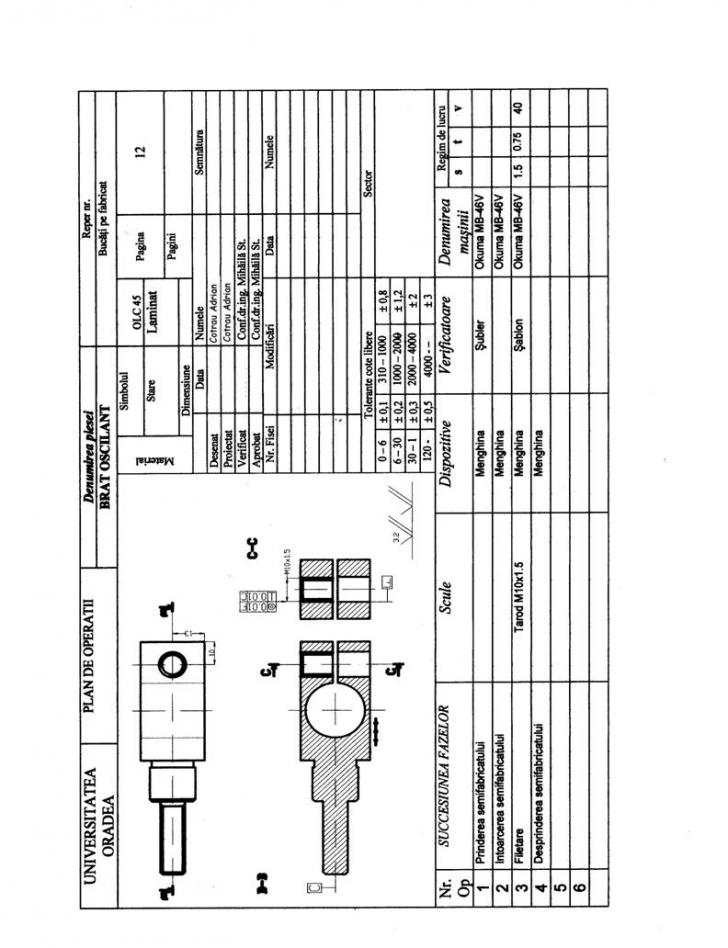
Op.12Filetare M10*1.5L=13
Schimbarea sculei pe tarod M10*1.25=5sec.
S=1.5 t=0.75 v=40
T12=
Ttot12=5+13=18sec.
Op.13 Tratament termic HRC;30-35 H=0.8-1.2
Punerea piesei in cuptor=5sec.
T13=1min.
Ttot13=60sec.
Op. 14 Brunare
Punerea piesei in taval=5sec.
Timp de curatare=l Osec.
Muare piesei in tava2=2sec.
Brunare=900sec.
Timp total de fabricatie/bucata
![]() Ttot=105+2 7+182+138+60+59+185+31+63+33+18+60+918
Ttot=105+2 7+182+138+60+59+185+31+63+33+18+60+918
Ttot=961+918=1879sec.
4.Alegerea componentelor subsistemului de prelucrare
1.Masina de debitat



Detalii produs
putere: 1.200 w
turatie nominala la mersul in gol 5.200 rot/min
diametru panza de fierastrau: 160 mm
gaura panza de fierastrau: 20 mm
adancime de taiere: 90 grd: 55 mm
45 grd:
38 mm
greutate: 3,5 kg
2.Strung CNC

Date
tehnice
Masa mm 1600x500
Canale T mm 18x5
Sarcina admisa pe masa kg 1500
Cursa pe axa X mm 1300
Cursa pe axa Y mm 6350
Cursa pe axa Z mm 620
Conul axului tip ISO 40
Viteza axului principal rpm 6000 (opt 8000, 10000)
Avans rapid mm/min 10000
Avans de lucru mm/min 6000
Surub cu bile mm 10
Puterea motorului CP 10
Greutatea neta kg 4200

Dimensiuni masa prelucrare:900x220mm
Incarcare max. masa prelucrare:100 KG
Distanta virf ax-masa prelucrare: 125mm
Arbore:
Turatie max. arbore:300-3000rpm
Deplasare max. pe axe:-axa X 420mm
-axa Z 160mm
-axa Y arbitrar
Avans:
Viteza avans pe axe:-axa X 10-2000mm/min
-axa Z 10-2000mm/min
-axa Y 0-10rpm
Deplasare rapida pe axe:-axa X 6000mm/min
-axa Z 6000mm/min
-axa Y 25mm/min
Alte specificatii
Putere motor principal: 3kW
Dimensiuni generale: 1900/1240/1770mm
Masa neta:900 KG
Control: Sistem de comtrol Nanjing Washing
4.Cuptor electric
Rezistenta electrica :5kw, suprafata bazei :600*600mm
5.Instalatie de galvanizare
Suprafata bazei :1000*1000
5.Alegerea componentelor subsistemului de manipulare

|
Tipul robotului |
KR360 L150-2 P |
|
Greutatea de incarcare |
50 Kg |
|
Greutatea suplimentara de incarcare |
150 Kg |
|
Greutatea totala distribuita |
95 Kg |
|
Lungimea Bratului |
3500 mm |
|
Numar de grade de mobilitate |
6 |
|
Greutatea robotului |
2050 Kg |
|
Spatiul de lucru |
5.70 m2 |
6.Plan de amplasament a masinilor unelte din sistem
ML1-maisna de debitat 1200x500
ML2-strung CNC 2615x1930
ML3-masina de frezat CNC400x800
ML4-cuptor electric 500x500mm
ML5- aparat de galvanizare
Varianta I
Varianta II
Varianta III
7.Ciclograma sistemului flexibil de fabricatie
8.Analiza economica
Costul de achizitie a masinilor unelte si a echipamentului
Cs![]() =17.000
euro
=17.000
euro
Cs![]() =120.000 euro
=120.000 euro
Cs![]() =75.000 euro
=75.000 euro
Cs![]() =8.000 euro
=8.000 euro
Cs![]() =5.000 euro
=5.000 euro
Cs![]() =15.000 euro
=15.000 euro
Cs![]() =
Cs
=
Cs![]() +
Cs
+
Cs![]() +
Cs
+
Cs![]() +
Cs
+
Cs![]() +
Cs
+
Cs![]() +
Cs
+
Cs![]()
Cs![]() =240.000 euro
=240.000 euro
9.Norme de tehnica securitatii muncii
Normele de tehnica securitatii muncii specifice functionarii instalatiilor hidraulice,pneumatice sunt determinate de sursele de pericol pe care-l reprezinta manipularea unor lichide de lucru sub presiune, fierbinti, inflamabile sau toxice precum si de celelalte surse cu caracter general pentru cele hidraulice, legate de functionare unor instalatii de alimentare cu energie electrica pentru cele electrice cu piese in miscare de translatie sau rotatie
Pentru prevenirea accidentelor datorate alunecarii pe pardoseala pe care s-ar curge lichid de lucru, se folosesc tevi pentru colectarea scurgerilor. In incaperile in care functioneaza sau se lucreaza la instalatii hidraulice se prevad pardoseli antiderapante. In cazul scurgerii unor lichide de lucru, pardoseala trebuie imediat curtata.
La efectuarea operatiilor de intretinere sau reparare este obligatorie oprirea instalatiei si deconectarea motorului de antrenare precum si depresurizarea instalatiei. Inainte de oprire organele de lucru vor fi aduse intr-o pozitie nepericuloasa.
Pentru a preveni accidentele provocate de piesele in miscare in mod obligatoriu se vor pune paratoare la indepartarea carora instalatia se opreste automat.
Toate locurile periculoase vor fi ingradite si marcate cu placi de avertizare.
10.Modelarea cu retele Petri si simularea functionarii sistemului flexibil de fabricatie.
Datorita limitarii de soft blocul de simulate contine doar 6 utilaje rezultand tot odata parcursul produsului de la intrare in sistem pana la iesire.
Blocul de simulare este parcurs din urmatoarele utilaje :
Ferestrau circular cu freza SF
Robot de manipulare
Instalatie aducatoare-evacuare
Masina de frezat
Strung
Masina de debitat
Simularea se realizeaza in prg Vizual Object++
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3927
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved