| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
T.F.R.
Elaborarea tehnologiei de executie pentru reperul roata dintata
2008-2009
Elaborarea tehnologiei de executie pentru reperul roata dintata
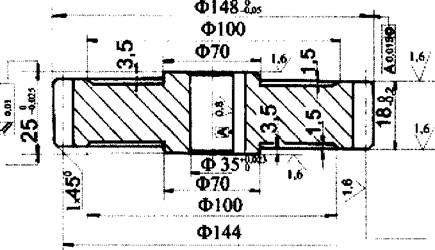
1 Schita reperului
|
Modul | |
|
Nr. de dinti | |
|
Cremaliera de | |
|
referinfa | |
|
Deplasarea specifica | |
|
Diametrul de divizare | |
|
Cota peste 9 dinti |
5o,98:2:2 |
|
Clasa de precizie |
7Bc/v |
2 Stabilirea itinerarului tehnologic
Semifabricatul obtinut prin matritare;
strunjire de degrosare si finisare a suprafetelor frontale si a suprafetei frontale a butucului;
strunjire de degrosare si finisare a suprafetelor cilindrice exterioare cu diametrele 148 [mm] si <j) 70 [mm];
strunjire interioara de degrosare si finisare a gaurii cu diametrul <J>70 [mm];
frezarea dintilor; tratament termic;
rectificare de degrosare si finisare a gaurii (rectificare interioara); brosare canal pana.
3 Calculul adausului de prelucrare si alegerea semifabricatului
3.1 Calculul adausului de prelucrare
matritat. Se calculeaza pentru un semifabricat matritat, prin metoda analiticS si pentru un semifabricat laminat si forjat, prin metoda experimental-statistica. Se face acest calcul pentru trei variante de obtinere a semifabricatului, pentru a putea deduce solutia optima.
a) Calculul adausului de prelucrare pentru supra fete frontale
strunjire de finisare a suprafetei A (fig.3.2):
Tp+R2+Sp + pp+£c = 200 + 50 + 50 = 300 [um]]
Tp=200[um];
Rz=50[um];
Sp = 50 [|am];
|Pp+£C| = Pp+£c =0
Uax = Uom + Ac = 15 +0,3 = 15,3 [mm]; Un - Lmax - Tp= 15,3 - 0,2 = 15,1 [mm];
strunjire de degrosare a suprafetei A:
Ac=Tp + Rz+Sp+pp+sc = 900+ 150+ 200+ 500+ 110 = 1860;
Tp = 900 [urn];
Rz= 150 [urn];
Sp = 200 [urn];
ec= 110 [urn]; Pp = 500 [urn];
Umax = Lpmax + Ac = 15,3 +1,9 = 17,2 [mm];
Lmin = Lcmax - Tp= 17,2 - 0,9 = 16,3 [mm];
Aef - Lcmax -Lpmax = 17,2 - 15,3 = 1,9 [mm].
strunjire de finisare a suprafetei B (fig.3.2):
Ac = Tp + Rz + Sp + |pp + sc| = 200 + 50 + 50 = 300 [um];
Tp = 200 [um]; Rz = 50 [fim]; Sp = 50 [jimj;
|pp + 6c| = pp+8c =0
Uax = Um + Ac = 5 +0,3 = 5,3 [mm];
Un = Uax - Tp= 5,3 - 0,2 = 5,1 [mm]; Acf = Ac = 0,3 [mm]
strunjire de degrosare a suprafetei B:
AcB = AcA=1860 [um];
Umax = Lpmax + Ac = 5,3 +1,9 = 7,2 [mm];
Un = Lcmax - Tp= 7,2 - 0,9 = 6,3 [mm];
Aef = Lcmax -Lpmax = 7,2 - 5,3 = 1,9 [mm].
Sp = 50 [|am];
Pp+£C = Pp+£c =0
Uax = Uom + Ac = 15 +0,3 = 15,3 [mm]
Un - Lmax - Tp= 15,3 - 0,2 = 15,1 [mm];
strunjire de degrosare a suprafetei A:
Ac=Tp + Rz+Sp+pp+sc = 900+ 150+ 200+ 500+ 110 = 1860;
Tp = 900 [urn];
Rz= 150 [urn];
Sp = 200 [urn];
ec= 110 [urn];
Pp = 500 [urn];
Umax = Lpmax + Ac = 15,3 +1,9 = 17,2 [mm]
; Lmin = Lcmax - Tp= 17,2 - 0,9 = 16,3 [mm];
Aef - Lcmax -Lpmax = 17,2 - 15,3 = 1,9 [mm].
strunjire de finisare a suprafetei B (fig.3.2):
Ac = Tp + Rz + Sp + |pp + sc| = 200 + 50 + 50 = 300 [^m];
Tp = 200 [um];
Rz = 50 [fim];
Sp = 50 [jimj;
|pp + 6c| = pp+8c =0
Uax = Um + Ac = 5 +0,3 = 5,3 [mm];
Un = Uax - Tp= 5,3 - 0,2 = 5,1 [mm]; Acf = Ac = 0,3 [mm]
strunjire de degrosare a suprafetei B:
AcB = AcA=1860 [um];
Umax = Lpmax + Ac = 5,3 +1,9 = 7,2 [mm];
Un = Lcmax - Tp= 7,2 - 0,9 = 6,3 [mm];
Aef = Lcmax -Lpmax = 7,2 - 5,3 = 1,9 [mm].
strunjire de finisare a suprafetei cilindrice cu diametrul 70 [mm]
2AC = Tp + 2(RZ + Sp)+ 2|pp + sc| = 200 + 2(50 + 50) = 400 [jim];
Tp = 200 [jxm];
Rz = 50 Qim];
Sp = 50 [(am];
2AC = 0,5 [mm]
Dmax = Dnom + 2Ac = 70 + 0,4 = 70,4 [mm];
Dmin = Dmax - Tp= 70,4 - 0,2 = 70,2 [mm];
Aet = Dcmax -Dpmax = 70,4 - 70,2 = 0,2 [mm].
strunjire de degrosare (4>70 [mm])
2Ac=Tp+2(R2+Sp)+2(pp + Ec) =
Tp= 1000 [urn];
Rz= 150 [fim];
Sp = 2000 [urn);
£c = 600 foim];
PP = Vpm+Pc = V4502+8002 = 917,87 [^irn];
Dcmax = Dpmax + 2Ac = 70,4 +2,82 = 73,2 [mm];
Dmin = Dcmax - Tp= 73,2 -1,0 = 72,2 [mm];
Aef = 2AC = 2,82 [mm] D = 73,2% [mm].
c) Calculul adausului de prelucrare pentru gaura de <j> 35 [mm] rectificare de finisare:
2 Ac = Tp + 2(RZ + Sp) + 2| pp + ec | = 39 + 2(10 + 20) = 99 [um];
Tp = 39 [urn];
Rz=10[um];
Sp = 20 [urn];
2Ac = 0,1 [mm];
dmax = dnom -2 Ac = 35 - 0,1 = 34,9 [mm];
dmin = dmax + Tp= 3,94 + 0,03 = 34,93 [mm].
Aef = 2AC = 0,1 [mm];
rectificare de degrosare:
2 Ac = Tp + 2(RZ + Sp) + 2| pp + ec | = 50 + 2(25 + 40) = 180 [um];
Tp = 50 [um];
Rz = 25 [um];
Sp = 40 [um];
2AC = 0,2 [mm];
dmax = dnom - 2 Ac = 34,9 - 0,2 = 34,7 [mm];
dmm = dmax + Tp= 34,7 + 0,05 = 34,75 [mm].
Aef = 2AC = 0,2 [mm];
strunjire de finisare:
2AC = Tp + 2(RZ + Sp)+ 2 pp + ec = 170 + 2(50 + 50) + 2 . 80 = 530
Tp=170 [um];
Rz = 50 [um];
Sp = 50 [urn];
ec = 80 [[um];
Pp = 0
2AC = 0,1 [mm];
dcmax = dpmax -2 Ac = 34,7 - 0,53 = 34,17 [mm];
dmin = dcmax + Tp= 34,17 + 0,17 = 34,34 [mm].
Aef = 2Ac = 0,53 [mm];
strunjire de degrosare:
2Ac=Tp+2(R2+Sp)+2|pp + sc| =
Tp = 900 [[um];
Rz= 150 [um];
Sp = 200 [um];
ec = 370 [um];
pp = 917,87
2Ac = 2,62 [mm];
dcmax = dpmax -2 Ac = 34,17 - 2,62 = 31,55 [mm];
dmin = dcmax + Tp= 31,50 + 0,9 = 32,4 [mm].
Aef = 2Ac = 2,6 [mm];
d = 31,6 [mm]
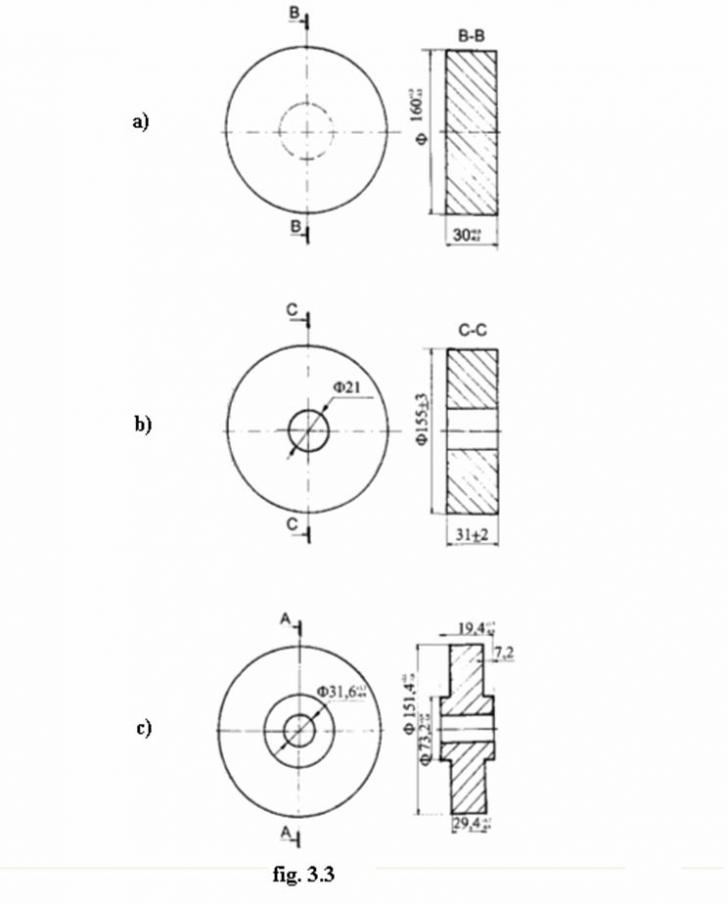
Calculul adaosului de prelucrare prin metoda experimental-statistica pentru semifabricat:
laminat: se obtine din bara laminata la cald cu sectiune rotundS, conform STAS 333-78.
<J> 160 STAS 333-78/OLC 45 STAS 880-80
=> 016O X30+_0;33;
forjat: conform STAS 2171/2-84
D = 155 2 [mm];
D = 27 [mm]; H = 31 2 [mm].
In figura 3.3, sunt prezentate semifabricatele matritate, laminate, forjate
Se poate face prin determinarea indicatorilor consumuiui de metal, pentru cele trei tipuri de semifabricate. Determinarea indicatorilor de metal:
norma de consum Nc;
coeficient de utilizare K - CJNC
procentul de deseu
Cu = mp = Vp . p
|
Vp=x |
Vp = 0,272 [dm3];
Cu = 0,272 -7,85 = 2,13 [kg];
NcM - VpM - p
KU = 0,47;
|
DM =0,54% |
Tab3.1
|
Modul de objinere a semifabricatului |
Nc [kg] |
K |
C |
|
Matritat | |||
|
Forjat | |||
|
Laminat |
Din tabelul 3.1 rezulta ca varianta optima este semifabricatul matritat
3.4 Stabilirea S.D.V.-urilor necesare
3.4.1 Scule utilizate
a) Strunjire
-strunjire de degrosare a suprafetelor de revolutie: cutit STAS 6376-67;
X = 70;
Xs = 20;
h xb = 16x 16;
c = 6
-strunjire de degrosare a suprafetelor frontale: cutit STAS 6382-67 P20;
X = 70;
Xs = 5;
hxb = 20x20;
c= 10
-strunjire de finisare a suprafetelor frontale: cutit STAS 6381-67;
X = 95;
xs = 5;
h xb = 16x16;
c = 6
-strunjire de degrosare interioara: cutit STAS 356-67
X = 90;
Xs = 2;
hxb = 16x16;
d = 12
Dmin = 22 c = 6
-tesire:
X = 45;
xs = 45;
hxb = 16x16;
c = 6
b) Frezarea danturii:
se alege din STAS 3092-57, freza me!c, cu m =2; D = 90 [mm].
c) Brosarea canalului de pana:
se utilizeaza o brosa plana Rp3, cu corpul Tngrosat, pentru a mari rezistenta mecanica a brosei.
d) Rectificarea interioara:
disc abraziv En40MC STAS 601 cu
D=20 [mm];
I = 6 [mm].
Dispozitive utilizate
strunjire: universal cu trei bacuri;
frezare: dorn de frezat <|> 30;
broare: dispozitiv de brosat canal de pana;
Verificatoare utilizate
strunjire: subler 150;
frezare: micrometru cu taler 0-25;
rectificare: CT $ 34,49;
CT<|> 35,47.
3.5 Calculul regimului de aschiere
3.5.1 Strunjire
a) Strunjire de degrosare a suprafetelor frontale:
t = Ac = 1,9 [mm];
sa = 0,8 [mm/rot];
S = K . sa = 0,8 . 0,8 = 0,64 [mm/rot];
Din caracteristicile masjnii - unelte SN 400 x 1500, rezulta:
Sr = 0,60 [mm/rot];
Kfr=1,04;
K = 1 . 0,92 . 0,8 . 0,85 .1.1. 0,81 . 0,94 . 0,75 . 0,93 . 1,04 K = 0,34;
Cv = 215;
Xv=0,18;
Yv = 0,35;
Tec = 90[min];
mv = 0,125
v=![]() m/min
m/min
n=![]()
n![]() = 76 [rot/min];
= 76 [rot/min];
Fz = 143,2 [daN];
Kz - Kzi . KZ2 . KZ3 . Kz4 . Kz5 . KZ6 . KZ7 . Kza . Kzg
Kz2 = 0,89;
Kz3 = 1,08;
Kz5 = 0,95;
Kz7 = 0,93;
Kz9 = 0,85;
Kz = 0,89 . 1,08 . 0,93 . 0,85 = 0,72;
Fzr = Kz. Fz = 0,72 .143,2 = 103,36 [daN];
P![]() = 7,5 [kW];
= 7,5 [kW];
p![]()
![]()
![]()
![]()
b) Strunjire
de finisare a suprafetelor frontale:
t = 0,3 [mm];
S = 0,12 [mm/rot];
Sr = 0,126 [mm/rot];
Cv = 215;
Xv=0,18;
Yv = 0,35;
Ks = 0,0,85;
K = 0,85 . 0,8 . 0,85 . 1,04 . 0,81 . 0,94 . 0,75 . 0,93 = 0,31
- v = 90o,s,0)3o,18.0!l26o,20 . 0,31 = 85,50 [m/min];
n= 1000* = 1000-85,50 = n . D
71-151,4
nr = 150 [rot/mi n];
v![]() [m/min];
[m/min];
Fz = 12,7 [daN];
Kz8 = 1,17;
Kz = 0,89 . 1,08 . 0,95 . 0,93 . 1,17 = 0,99
Fzr = Kz. Fz = 0,99 .12,7 = 12,5 [daN];
PME = 7,5 [kW];
F^ = Hr 6000 X 60,8
c) Strunjire
de degrosare a suprafetelor de revolutie:
t = 2Ac/2 = 2,9/2 = 1,45 [mm];
sa = 1 [mm/rot];
S = K . sa = 0,8 . 1 = 0,8 [mm/rot];
Sr = 0,80 [mm/rot];
v =![]()
Kx = 0,86;
K = 0,38;
nr = 96 [rot/min];
v, =45,63 [m/min ;
Fz= 133,2 [daN];
Kz = 0,80;
Fzr = Kz. Fz = 0,80 .133,2 = 103,36 [daN];
PME = 7,5 [kW];
=>v = 82,74 [m/min];
n= 177,40 [rot/min];
nr = 150 [rot/min];
vf = 69,94 [m/minl;
Fz=12,7 [daN]; Kz=1,05;
Fzr = Kz . Fz = 1,05 .12,7 = 13,37 [daN
PME = 7,5 [KW];
P r =0.19 [kw]<P me;
e) Strunjire de degrosare a gaurii ф 35:
t = 2Ac/2 = 2,6/2 = 1,3 [mm];
sa= 1 [mm/rot];
S = 0,12 [mm/rot];
Sr = 0,12 [mm/rot];
K = 0,85 . 0,8 ■ 0,85 . 0,81 . 0,94 . 0,75 . 0,93 = 0,30 Km, = 0,70;
v =![]()
K=0.85*0.8*0.85*o.81*0.94*0.75*0.93=0.30
K![]()
v=![]() [m/min];
[m/min];
n=![]() rot/min
rot/min![]()
n ![]() = 600 [rot/min];
= 600 [rot/min];
v, =![]() [m/min]
[m/min]
Fz = 38[daN];
Kz = 0,80;
Fzr = Kz. Fz = 0,80 .38 = 30,77 [daN];
Pr < PmeI
Pme = 7,5 [kW];
e) Strunjire de finisare a gaurii:
t = 2Ac /2 = 0,53 / 2 = 0,265 [mm];
sa = 1 [mm/rot];
S = 0,12 [mm/rot];
Sr = 0,12 [mm/rot];
K = 0,85 . 0,8 . 0,85 . 0,94 . 0,75 . 0,93 = 0,30 215
=> v=![]() [m/min];
[m/min];
=>n =![]() rot/min
rot/min![]()
nr = 765 [rot/mi n];
v, =![]()
Fz= 12,7 [daN]; Kz = 1,05;
Fzr = Kz. Fz = 1,05 .12,7 = 13,37 [daN];
Pr< PmeI
Pme = 7,5 [KW];
p![]()
![]()
![]()
![]()
g) Tesirea:
t = 2Ac/2 = 1,5/2 = 0,75 [mm];
sa = 1 [mm/rot];
S = 0,80 [mm/rot];
Sr = 0,80 [mm/rot];
v =![]()
v, =![]()
nr= 150[rot/min];
Fz = 88,8 [daN];
Kz = 0,78;
Fzr = Kz . Fz = 0,78 .88,8 = 69,82 [daN];
Pr < PmeI
Pme = 7,5 [kW];
p![]()
![]()
![]()
![]()
nrz = 305 [rot/min];
v![]()
![]()
![]()
![]()
![]()
Fz2 = 88,8 [daN];
Kz = 0,78;
FZr2 = Kz. Fz = 0,78 .88,8 = 69,82 [daN];
Pr2 PmE.
Pme = 7,5 [kW];
3.5.2 Frezarea danturii
a) frezarea de degrosare:
s = 2 [mm/rot] pentru OLC 45 gr. I (m<6); [16, p.51]
vp = 36 [mm/rot];
din STAS 3092-57, se alege freza melc Dc = 90 [mm];
n![]()
![]() [r ot/min]
[r ot/min]
a) frezarea de finisare:
s = 1 [mm/rot];
3.5.3 Broarea canalului de pana
Sd = 0,20 [mm/dinte];
pentru OLC 45 cu HB = 229, se alega gr. I de viteze va = 6 [m/min]
parametrii constructivi ai brosei
s = 15;
a = 3;
p = 10 [mm];
b = 669,5 [mm];
z1 = 2 [dinti];
F = 47,3 [daN] pentru sd = 0,2
lungimea totala a taisurilor care se gasesc in lucru simultan:
YJb = 7zHz = 7i-22,5-2 = 141,3 [mm];
forta totala de brosare
Pz'=f='Y1b = 47,3. 141,3 = 6683,49 [daN];
verificarea vitezei de aschiere:
v, =![]()
Pz=6683,49
va = 6 [m/min].
3.5.4 Rectificare interioara
avans longitudinal:
Si = p . B
pd = 0,6;
Pf = 0,3;
S|d = 0,0025 [mm/rot]; S|f = 0,3 .6 = 1,8 [mm/rot];
avans de patrundere:
Std = 0,6 .6 = 3,6 [mm/ cd];
S,, = 0,0015 [mm/ cd];
turatia piesei:
Cv = 0,054;
q = 0.5;
 m = 0,6;
m = 0,6;
x = 0,9;
y = 0,9;
coeficientul de corectie K:
pentru degrosare K = 1,4;
pentru finisare K = 1,5;
Acest coeficient se utilizeaza la determinarea timpului de baza t6.
3.6 Calculul normei de timp
3.6.1 Operatia
1 -strunjire
Strunjire de degrosare a suprafetelorfrontale:
v = 36,13 [m/min];
n = 76 [rot/min];
s = 0,60 [mm/rot];
Strunjire de finisare a suprafetelor frontale:
v = 71,30 [m/min];
n = 150 [rot/min];
s = 0,126 [mm/rot];
Strunjire de degrosare a suprafetelor de revolutie:
v = 45,63 [m/min];
n = 96 [rot/min], pentru 148; =>Tn3
pentru ф70; =>Tn4
s = 0,80 [mm/rot],
Strunjire de finisare a suprafetelor de revolutie ф 148 si < ф > 70:
v = 69,94 [m/min];
n = 150 [rot/min]; =>Tn5 si Tn6
s = 0,12 [mm/rot];
Strunjire de degrosare a gaurii <ф> 35:
v = 59,53 [m/min];
n = 600 [rot/min]; =^Tn7
s = 0,12 [mm/rot],
v = 59,53 [m/min];
n = 600 [rot/min]; =^Tn7
s = 0,12 [mm/rot],
Strunjire de finisare a gaurii ф 35:
v = 82,07 [m/min];
n = 765 [rot/min], =>Tn8
s = 0,12 [mm/rot],
Tesire:
pentru <ф> 70
v = 32,97 [m/min];
n = 150 [rot/min], =>Tn9
s = 0,80 [mm/rot],
pentru <ф> 35
v = 33,51 [m/min];
n = 305 [rot/min], =>Tn![]()
s = 0,80 [mm/rot],
N![]()
![]()
![]()
a) strunjire de degrosare si finisare a suprafetelor frontale:
timp de baza
T![]()
![]()
![]()
h = (0.52) [mm];
l2 = (0.52) [mm];
T![]()
![]()
T![]()
![]()
td = 1/3 . 0,26 = 0,09[min];
ta1 = 0,03 + 0,03 + 0,02 + 0,02 = 0,1 [min];
ta2 = 0,04 + 0,05 + 0,05 = 0,14 [min];
ta3 = 0,16;
timpi ajutatori
Ta = S h = ta1 +ta2 + ta3 = 0,10 + 0,14 + 0,16 = 0,40 [min];
timp de deservire organizatorica d0
timp de odihna si necesitati fiziologice 100
ton* =^(0,94+ 0,40)= 0,03 [min];
^=^-{2,27+ 0,40) = 0,07 [min]:
=> Tn1 - Thd + Ta + tdtd + frfod + fond/
= 0,94 + 0,40 + 0,01 + 0,01 + 0,03 = 7,39 [min];
=> Tn2 = 7+ Tg + tdtf + fdof + Unfl
Tn2 = 2,27 + 0,40 + 0,04 + 0,02 + 0,07 = 2,8 [min];
b) strunjire de degrosare - finisare a suprafetelor de revolutie:
(/>148i<ф>7
U = 15 [mm] pentru ^ 148;
lB = 5 [mm] pentru ^ 708;
h = (0,52) [mm]; l2 = 0. Se noteaza:
|
Tb3 = 0,22 [min]; |
dA = 3;
dB = 4;
fA = 5;
fB = 6;
|
Tb4=0,09 [min]; |
|
Tb5 = 0,94 [min]; |
|
Tb6= 0,38 [min]; |
Ls = H (0,94 + 0,40) = 0,045[min];
U=(38 +0,40) = 0,027 [min];
Tn3 = 0,22 + 0,40 + 0,04 + 0,0062 + 0,021 = 0,65 [min];
Tn4 = 0,09 + 0,40 + 0,018 + 0,004 + 0,014 = 0,50 [min];
Tn5 = 0,94 + 0,40 + 0,018 + 0,0*3 + 0,045 = 7,47 [min];
Tn6 = 0,38 + 0,40 + 0,07 + 0,007 + 0,027 = 0,82 [min];
c) strunjire de degrosare si finisare a gaurii <ф> 35:
d) tesire:
Tn 9=^(0,01 + 0,40)*0,014 [min];
Tn9 = 0,02 + 0,40 + 0,004 + 0,014 = 0,43 [min];
Tn10 = 0,01 + 0,40 + 0,004 + 0,0014 - 0,42 [min];
pentru operatia 1, timpul unitar este:
Tul = 1,39 + 2,8 +0,65 + 0,500 + 1,41 ++ 0,82 + 0,88 + 0,77 + 0,43
+ 0,42 = 10,07 [min];
TpT = 15 [min];
NT1 =10,07 + 0,26 = 10,34 [min/buc];
3.6.2 Operatia a ll-a - strunjire
strunjire de degrosare si finisare a suprafetelorfrontale:
Tni = 1,39[min];
Tn2 = 2,8 [min];
strunjire de degrosare si finisare a suprafetei de revolutie <ф> 70:
Tn4 = 0,50 [min];
Tn6 = 082 [min];
Tessire:
Tn9 = 0,43 [min];
Tn10 = 0,42 [min];
pentru operatia a ll-a, timpul unitar este:
Tul1 = Tui + TU2 + tu4 + tuQ + tug + tuio
Tun = 1,39 + 2,8 +0,82 + 0,50 + 0,43 + 0,42 = 6,36 [min];
TpT = 15 [min];
Nt1=6,36+0,26=6,62 [min/buc];
3.6.3 Operatia a I ll-a - danturare
frezare de degrosare
S = 2 [mm];
n = 127 [rot/min];
vp = 36 [m/min];
frezare de finisare
S = 1 [mm];
nfd = 180,89 [rot/min];
vp = 51,12 [m/min];
Norma de timp se calculeaza cu relatia:
Nt= + tb+ta+tdt+td0+ton;
timpul de pregatire-Tncheiere TpT
TpT = 19 + 10 + 4 + 2,5 +7,5 + = 43 [min];
timpul de baza tb
tb=tdb+tbf=12,22+17,16=29,38[min]
timpii ajutatori ta
Ui = 1,65 [min];
ta2 = 0,04 . 2,50 + 0,20 + 3,00 + 1,80 = 7,54 [min];
timpii pentru deservire tehnica tdt
tdt=aprox.0,01[min]
timp de deservire organizatorica
t dod=0.38[min]
timp de odihna si necesitati fiziologice
ton=j^(tb+ta);
tond= ^(29,38 + 9,19)=1,14 [min];
Nt=29,38+ 9,19 + 0,73 + 0,38 + 1,14 = 41,25 [min/buc].
3.6.4 Operatia a IV-a rectificare rotunda interioara
rectificare de degrosare
Pd = 0,6;
Std = 3,6 [mm/rot];
Npd = 592,62 [rot/min]; 2AC = 0,2 [mm];
rectificare de finisare
Pt = 0,3;
S,f = 1,8 [mm/rot];
Npf = 1534,57 [rot/min];
2AC = 0,1 [mm];
Norma de timp se calculeaza cu relatia:
Nt + tb+ta+tdt+ td0 + ton;
timpul de pregatire-T incheiere Tpr
TpT = 21 +10 + 0,7 = 31,7[min];
timpul de baza tb
L = 15-(0,20,4)B = 15- 0,4 . 6 = 12,6 [mm];
tb = tbd + tbf = 2,37 + 1,63 = 4 [min];
timpii ajutatori ta
ta1 = 0,40 [min];
ta2 = 0,04 . 0,03 + 0,04 = 0,11 [min];
ta5 = 0,26 [min];
ta = tai + ta2 + ta5 = 0,26 + 0,11 + 0,40 = 0,77 [min];
Bibliografie
1. Botez, E., Angrenaje,Editura Tehnica ,Bucuresti, 1979
2. Bratu,
3.
4. Cocaina A., Proiectarea sculelor aschietoare, vol.
I-II, Editura Universitatii
5. Draghici,
6. Mihaila, ITehnologia constructiilor de masini, Vol I-II, Editura Imprimeriei de Vest, Oradea 2001
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3847
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved