| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Strunguri semiautomate si automate
Aceste strunguri sunt caracterizate prin realizarea automata a cicluilui de lucru si sunt destinate productiei in serie mare si de masa.
Criteriile de clasificare ale strungurilor semiautomate si automate sunt:
dupa gradul de automatizare exista grupa strungurilor semiautomate, la care intrg ciclul de lucru este automatizat, cu exceptia alimentarii (inlocuirea pisei prelucrate cu un nou semifabricat se efectueaza manual) si grupa strungurilor automate, la care si alimentarea se face automat.
Dupa felul semifabricatului, exista strunguri care prelucreaza din semifabricat in forma de bara si cele care prelucreaza piese individuale (debitate, forjate, turnate);
Dupa pozitia arborilor principali se deosebesc strunguri orzontali si verticali;
Dupa numarul arborilor principali, strungurile pot fi monoax si multiax.
a. Strunguri semiautomate monoax. Sunt destinate prelucrarii semifabricatelor individuale fixate in universal, iar daca au lungime mai mare, cu celalalt capat piesa se sprijina in varful papusii mobile. Prelucarea are loc cu mai multe scule simultan montate in suporturile de pe sania din fata si din spate.
O larga raspandire o au si strungurile semiautomate monoax de copiat cu comanda dupa program. Regimul de aschiere la aceste strunguri, pentru fiecare faza de lucru, se inregistreaza pe un anumit port-program, iar lungimile curselor si comenzile pentru cuplarea sau oprirea miscarii sunt comandate de la limitatoare de cursa.
b. Strunguri semiautomate multiax. Sunt destinate prelucrarii semifabricatelor individuale turnate sau forjate cu diametre maxime cuprinse intre 200-600 mm. Se construiesc in doua variante: cu arbori orizontali si verticali.
O constructie specifica prezinta strungurile semiautomate multiax verticale, care dupa caracterul ciclului de lucru pot fi cu prelucrare succesiva si prelucrare continua.
In figura 7 este prezentat un strung semiautomat mutiax vertical cu prelucrare succesiva.
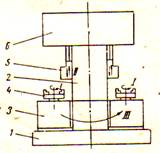 Figura 7 Principalele parti componente
ale unui strung semiautomat multiax vertical
Figura 7 Principalele parti componente
ale unui strung semiautomat multiax vertical
Aceste strunguri se compun dintr- placa de baza I de care este fixata coloana centrala 2. la partea inferioara a coloanei se afla masa 3 de forma unelara in care se afla arborii principali cu mandrinele 4. masa 3 executa miscarea de rotatie intermitenta III de divizare cu scopul aducerii semifabricatului in dreptul fiecarui post de lucru. In dreptul posturilor de lucru se afla cate un suport de scule 5. La partea superioara a coloanei 2 se afla cutia 6 continand mecanismele pentru transmiterea miscarilor. Numarul arborilor principali variaza intre 4-12. cu I si II s-au notat miscarea principala de aschiere axecutata de piesa de prelucrat si respecziv miscarea de avans executata de scula.
c. Strunguri automate monoax. Strungurile automate monoax includ in ciclul automat si operatia de schimbare a piesei prelucrate cu un nou semifabricat. Deci orice strung semiautomat, daca este prevazut cu un mecanism automat de alimentare, sincronizat cu ciclul de lucru al masinii, devine atrung automat.
Strungurile automate sunt destinate productiei in serie, ceea ce permite folosirea sistemelor de automatizare rigida si in special a sistemelor cu came. Se numeste arbore de comanda, organul pe care sunt montate camele care comanda fazele ciclului de lucru. In timpul efectuarii unui ciclu, arborele de comanda executa o rotatie comleta. Strungurile automate pot avea un singur arbore de comanda sau doi arbori de comanda, unui principal ce comanda miscarile de lucru si altul auxiliar care comanda miscarile auxiliare.
Aceste strunguri se deosebesc dupoa felul si numarul miscarilor pe care le executa: gripa strungurilor pentru profilat, grupa strungurilor pentru prelucrari longitudinale si grupa strungurilor cu cap revolver.
Schema principala de functionare a unui strung automat monoax pentru prelucrari longitudinale destinate prelucrarii pieselor cu raport mare intre lungime si diametru este prezentata in figura 8.
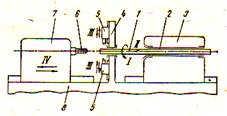
Figura 8 Schema principala de funtionare a unui strung automat monoax
Semifabricatul I fixat in pinola 2 a papusii 3, in afara de miscarea principala de rotatie, executa si miscarea de avans longitudinal II, iar cutitele fixate pe saniile transversale 5 asezate in evantai pe supotul 4 realizeaza miscarile de avans radial III. Prelucrarile pot fi executate si cu scule de tipul burghiului (adancitor, alezor, tarod etc). Care sunt fixate in papuss 7 impreuna cu care executa si avnsul longitudinal IV, deplasandu-se pe ghidajele batiului 8.
d. Strunguri automate multiax. Aceste strunguri sunt destinate prelucrarii simultane a mai multor piese prinse in mai multi arbori principali. Ele au o productiviate mare, utilizandu-se la productia in serie si in masa. Pot avea 4,5,6 sau 8 arbori si pot fi cu prelucrare succesiva sau cu prelucrare in paralel.
La strungurile cu prelucrarea succesiva. In fiecare arbore principal se executa alte operatii, prelucrarea completa a piesei obtinandu-se dupa ce a trecut prin fata tuturor posturilor de lucru. La prelucrarea in paralel, la fiecare arbore principal in dreptul fiecarui post de lucru se executa toate operatiile necesare prelucrarii complete a unei piese. Astfel, in timpul unui ciclu se prelucreaza complet si simultan atatea piese cati arbori principali are strungul.
In figura 9 sunt prezentate partile componente principale ale strungului automat orizontal multiax.
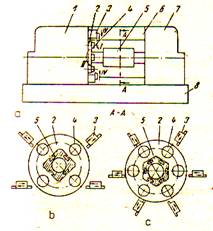 Figura 9 Principalele parti componente
ale strungului automat orizontal multiax
Figura 9 Principalele parti componente
ale strungului automat orizontal multiax
Pe corpul batiului 8 se afla montantul 1 in care este montat tamburul 2 cu arborii principali 4. tot pe montantul 1 se afla si suporturile radiale 3. in unele cazuri suporturile transversale superioare sunt montate pe traversa de rigidizare 6. pe batiul 8 se afla si montantul 7 care contine majoritatea mecanismelor de transmitere a miscarilor (de aschiere, avans si divizare) si lagarul din dreapta pentru sania longitudinala 5. miscarea principala de aschiere I este executata de arborii principali, iar miscarea de divizare II de catre tamburul 2. miscarea de avans longitudunal III (rapid si de lucru) este executata de sania longitudinala, iar avansul radial IV de catre saniile transversale. In figura 9, b si c sunt reprezentate douaa sectiuni dupa traseul A-A din figura 9, a pentru strungul cu patru arbori principali (fig. 9, b) si respectiv pentru strungul cu sase arbori (fig. 9, c) mentinandu-se notatiile din figura 9, a.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4962
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved