| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
UTILAJE SI TEHNOLOGII
DE DEFORMARE PLASTICA
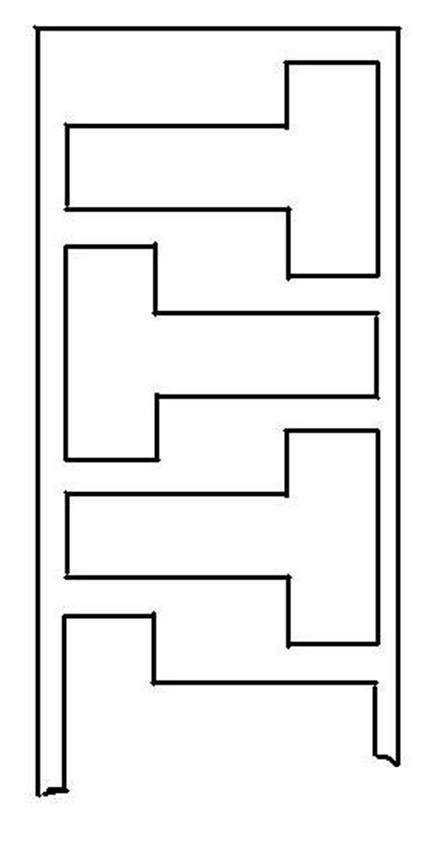
1.STABILIREA VARIANTEI OPTIME DE CROIRE IN VEDEREA STANTARII
DATE DE INTRARE:
-Foaie de tabla : L=2000 mm
B=1000 mm
G=2 mm
-Impartirea foii de tabla se face in functie de dimensiunile piesei de stantat, astfel: -12 randuri
-21 piese pe rand
-total 252 piese / luna.
In acest scop se utilizeaza 2 coeficienti si anume :
a) Coeficientul de croire , care se determina cu relatia :
K![]() =
=![]()
![]()
Unde :
A![]() =1389 mm
=1389 mm![]()
r = 88
B=65 mm
L=2000 mm
K![]() =
=![]()
![]() =
=
b)Coeficientul de folosire al materialului :
Kf= ![]()
Unde :
A=1389 mm![]()
n![]() =1232 piese
=1232 piese
L=2000 mm
C=1000 mm
Kf= ![]() =19 %
=19 %
2.CALCULUL MARIMII PUNTITELOR
In cazul puntitelor laterale :
a![]() =5.5 mm Anexa
1 tab.2
=5.5 mm Anexa
1 tab.2
In cazul puntitelor laterale :
b![]() =5.5 Anexa 1 tab.2
=5.5 Anexa 1 tab.2
3.CALCULUL LATIMII BENZII
Pentru debitarea profilului dorit se face o apasare laterala a benzii si o croire pe doua randuri paralele :
B=nD+(n-1) b![]() +2 a
+2 a![]() +T
+T![]()
Unde :
D=75 mm
a![]() =5.5 mm
=5.5 mm
b![]() =5.5
=5.5
T![]() =0,2 mm Tabel
torerante
=0,2 mm Tabel
torerante
B=75+2 ![]() +0,2=76.2
+0,2=76.2
B=76.2 mm
4.NORMA TEHNICA LA OPERATIA DE STANTARE
Pentru operatia de prelucrare prin matritare si stantare la rece , norma de timp se calculeaza cu relatia :
N![]() =
=![]() +
+![]() +
+![]() +
+![]() (min)
(min)
Unde:
![]() =8+10=18 min Anexa 2
tab.17.1
=8+10=18 min Anexa 2
tab.17.1
=252 piese
![]() +
+![]() +
+![]()
Pentru deteminarea timpului unitar la stantare sau matritare in functie de felul semifabricatului (fasie de tabla) se foloseste urmatoarea formula :
T![]() =
=
Pentru calculul timpului de baza in functie de felul semifabricatului (fasie de tabla) se foloseste urmatoarea relatie :
t![]()
t![]() =12.5 min
=12.5 min
unde :
z=2
n=0,03 Anexa 2 tab.17.2
FORTA NOMINALA A PRESEI :
F=K ![]()
Unde:
K=1,15
l=200mm-lungimea punctului decupat
g=2 mm-grosimea materialului
![]() =300 daN/mm2
=300 daN/mm2
F=1,15 =
=![]()
Timpi ajutatori au fost alesi din tabele 4,6,7 respectiv 9 Anexa 2,in functie de forta nominala a presei , lungimea si latimea fasiei astfel :
T![]() =
=![]()
T![]() =18.06 min
=18.06 min
Norma de timp devine :
N![]() =
=![]()
N![]() =18.13 min
=18.13 min
Norma de productie pentru un schimb de 8 ore se determina cu relatia :
![]()
![]() =26.47 min
=26.47 min
5.ANALIZA ECONOMICA SI ALEGEREA VARIANTEI OPTIME DE PROCES TEHNOLOGIC
Optimizarea alegerii variantei de proces tehnologic se face prin stabilirea costului piesei executata prin variantele tehnologice adoptate,varianta optima va fi aceea care asigura obtinerea piesei la cost minim in conditii de precizie , calitate si productivitate impusa.
Costul de productie pe bucata al unei piese obtinuta prin deformare plastica la rece ca suma a tuturor cheltuielilor efectuate cu acest prilej se face cu ecuatia :
![]() lei/buc
lei/buc
In care :
![]() lei/buc - costul
materialului necesar confectionarii unei piese;
lei/buc - costul
materialului necesar confectionarii unei piese;
Unde:
S= 50*15*2g=1500 mm
![]() Anexa 3 tab.1
Anexa 3 tab.1
K![]()
![]()
c =5 - 10 lei/kg ![]() =1.2
=1.2
![]()
C![]() lei/buc-costul manoperei necesare confectionarii unei piese
lei/buc-costul manoperei necesare confectionarii unei piese
Unde:
C![]()
C![]() C
C![]() lei/buc-costul regiei totale pentru o piesa
lei/buc-costul regiei totale pentru o piesa
Unde :
R=280%
C![]() =2,6lei/buc
=2,6lei/buc 
![]() amortizarea echipamentului tehnologic ce revine unei piese
amortizarea echipamentului tehnologic ce revine unei piese
![]()
![]() -costul cu amortizarea echipamentelor
-costul cu amortizarea echipamentelor
 Anexa 3 tab.3
Anexa 3 tab.3
![]()
C=1.2+2,02+0,05+236+0,9=240.17
C=240.07 lei/buc
Conform fortei nominale a presei se alege din normative o presa hidraulica cu batiu deschis PHC 2-160, unde :
-Forta nominala : -berbec=1600 KN
-perna=1000 KN
-Cursa nominala : -berbec=630 mm
-perna=320 mm
-Dimensiuni masa : -lungime =1000 mm
-latime =800 mm
-Viteza berbec : -coborare=250mm/sec
-de lucru= 50/16 mm/sec
-urcare =250 mm/sec
-Viteza perna : -coborare =10 mm/sec
-urcare =40 mm/sec
-Dimensiuni berbec =800*800 mm
-Distanta masa berbec =1000 mm
-Puterea instalata =45 KW
-Presiunea hidraulica =250 bar
-Capacitatea rezervorului =1250 l
-Dimensiuni de gabarit : -lungime=1400 mm
-latime= 2500 mm
-inaltime=3800 mm
-Masa neta =20000 kg
EFICIENTA ECONOMICA A ASIMILARII PRODUSULUI
In acest scop este necesar sa se cunoasca anumiti indicatori economici pentru a se compara cu cei ai unor produse similare fabricate in alte tari.
Calculul eficientei economice cuprinde:
1.Cheltuieli de asimilare -acestea cuprind :
1.1. Cheltuieli pentru achizitia de documentatii tehnice , licente,si modele de referinta.
1.2.Cheltuieli pentru cercetare
1.3.Cheltuieli aferente proiectarii prototipului si definitivarea proiectului de serie

1.4.Cheltuieli pentru intocmirea tehnologiei
1.5.Cheltuieli pentru proiectarea SDV-urilor :
1.6.Cheltuieli pentru executia SDV-urilor necesare pentru prototip si seria zero
1.7.Cheltuieli pentru executia prototipului
1.8.Cheltuieli pentru incercari,remedieri si omologarea prototipului si SDV-urilor
![]()
![]() -coeficint ce reprezinta gradul de dificultate pentru punerea
la punct al produsului si SDV-urilor
-coeficint ce reprezinta gradul de dificultate pentru punerea
la punct al produsului si SDV-urilor
![]()
![]()
1.9.Total cheltuieli de asimilare

1.10.Total cheltuieli nete de asimilare
2.Calculul pretului de cost si de vanzare al prototipului la nivel de uzina:
2.1.Calculul pretului de cost intern al produsului:
![]()
Unde:
![]() -reprezinta costul materiilor prime si a
materialelor,inclusive transport(2%
-reprezinta costul materiilor prime si a
materialelor,inclusive transport(2%![]() )
)

![]() -reprezinta cheltuielile pentru manopera de prelucrare si
montaj,inclusive impozit si CAS,CASS
-reprezinta cheltuielile pentru manopera de prelucrare si
montaj,inclusive impozit si CAS,CASS
![]()
In care:
M=6000kg-masa produsului
![]() -o.m.c/kg,
-o.m.c/kg,![]() =1,3o.m.c/kgutilaj
=1,3o.m.c/kgutilaj
t=1,7lei/o.m.c-tarif mediu manopera producator
![]()
![]() -cheltuieli pentru intretinere,functionare si generare ale
sectiei
-cheltuieli pentru intretinere,functionare si generare ale
sectiei
![]()
R=280%-regia
![]()
![]() -cheltuieli pentru executia SDV-urilor
-cheltuieli pentru executia SDV-urilor
![]()
In care:
q=22,5
n=252piese
u=0,43
![]() =87,5lei/kg
=87,5lei/kg
N=1232x12=14784piese/an
![]() -cheltuieli generale ale intreprideri
-cheltuieli generale ale intreprideri
![]()
2.2.Calculul pretului de vanzare al produsului
![]()
In care:
![]()
B-cota de beneficiu a intreprinderii obtinuta de la intreprinderea executanta
M-masa masinii
![]()
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2237
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved