| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
REVIZII SI REPARATIIALE INSTALATIEI DE PROPULSIE
In vederea asigurari starii tehnice normale a navelor si mentinerea clasei , pe toata durata de serviciu se aplica sistemul de reparatii planificate care prevede :
controale si revizii periodice planificate a elementelor navei
reparatii periodice , la termene stabilite si intr-un volum care sa asigure deplina functionare a navei pana la urmatoarea reparatie planificata .
Reparatiile periodice cuprind lucrari de prevenire a depasirii uzurilor admisibile si inlaturarea defectiunilor descoperite la controale si revizii .
Periodicitatea , categoriile de reparatii , instalatiei de propulsive sunt prezentate de " Normativul tethnic pentru repararea mijloacelor de transport naval ".
Acest normative preved urmoarele tipuri de reparatii :
Revizia tehnica - ansamblul de operatiuni care se executa , de regula anual , in scopul determinarii starii tehnice a navei , mecanismelor si instalatiilor acesteia si a principalelor lucrari ce urmeaza a se efectua cu ocazia primei reparatii planificate curente sau capitale , pentru a asigura , in continuare , functionarea normal a acesteia .
Revizia curenta de gradul 1 - ansamblul de interventii ce se executa periodic in scopul inlaturarii defectiunilor prin repararea , reconditionarea sau inlocuirea unor piese , componente sau inlocuirea partiala a unor subansamble uzate .
Reparatia curenta de gradul 2 - reprezinta forma de baza a sistemului de reparatii planificate si cuprinde un ansamblu de lucraricomplexe care se executa la un numar de ani , avand ca scop asigurarea functionarii acesteia in tot cursul perioadei pana la urmatoarea reparatie curenta de gradul 2 sau reparatie capitala pentru repararea , reconditionarea sau inlocuirea diverselor piese uzate , aggregate , instalatii sau subansamble uzate .
Reparatia capital - interventia ce se executa in mod planificat dupa expirarea ciclului de functionare prevazut in normative , in scopul mentinerii caracteristicilor tehnico-economice initiale si preintampinarii iesirii navelor din functiune inainte de termen .
Lucrari de intretinere ale instalatiei de propulsive :
Motorul principal :
-Controlul strangerii buloanelor de la placa de baza , a elementelor de fixare a blocului motor , armaturi , flanse , conducte ;
-controlul visual la fiecare cap de linie a intregului ansamblu motor , parti fixe si mobile , ungere , racier , a tubulaturii instalatiei de lansare si a centrujului telescoapelor ;
-masurarea frangerii arborelui cotit ;
-controlul alinierii marcajelor ce indica pozitia axelor fretate in coarnele manivelelor ;
-controlul rotilor dintate si al jocurilor aferente ;
-controlul intinderii lanturilor de distributie ;
-controlul nivelului la uleiul de ungere , cuzinetii si capul de cruce ;
-controlul debitului uleiului cilindri la pompele Bosch si corectarea debitului comform cartii tehnice ;
-separarea uleiului de ungere ;
-separarea combustibilului greu si usor ;
-prepararea combustibilului greu pentru functionarea corecta a motorului ;
-curatirea filtrelor de la aspiratie si refulare la instalatiile de ungere , racire pistoane , combustibil ;
-ambarcarea combustibilului usor si greu ;
-controlul mobilitatii tijelor si parghiilor la sistemul de lansare combustibil , regulator WOODWARD , gresarea intregului ansamblu de parghii si tije de comanda a motorului ;
-controlul existentei si calitatii apei din circuitele de racire cilindri , pistoane , injectoare ;
-controlul nivelului de ulei la vizor , ungerea pinionului rotii de cuplare si axului ;
-verificarea functionalitatii ventilelor de siguranta de la capace carter ;
-demontarea-montarea , spalarea , suflarea si verificarea etanseitatii clapetilor de baleiaj , curatarea baleajului ;
-verificarea si remedierea eventualelor dereglari la dispozitivele de siguranta , protectii s semnalizari ;
-verificarea functionarii sistemului de protectie la supraturatie ;
-schimbarea uleiului la regulatorul WOODWARD Si intretinerea comform cartii tehnice a servomotoarelor de tip BOOSTER ;
-demontarea - montarea , curatirea , verificarea , tusarea si reglarea la presiunea indicata de producator a injectoarelor d epe motor si rezerva ;
-verificarea functionarii motorulu prin ridicarea diagramelor indicate si a presiunii maxime si de compresie , lunar si dupa fiecare verificare si reglare a injectoarelor sau pompelor de injectie ;
-curatarea esapamenntului si a gratarelor de la turbina ;
-verificarea si remedieerea etanseitatii racordurilor tevilor la instalatia de aer , ungere si alimentare combustibil ;
-verificarea si intretinerea instalatiei vascozimetrului de preparare a combustibilului greu , comform indicatiei firmei constructoare ;
-verificarea la termenele prevazute de caretea tehnica a compresorului SIHI si curatirea saptamanala a filtrelor de aer ;
-eliminarea condensului din buteliile de aer comprimat pentru lansare ;
-actionarea , conform instructiunilor , a instalatiei de spalare pentru turbine si suflanta ;
-controlul nivelului uleiului de ungere la turbosuflante si schimbarea la nevoie a uleiului ;
-curirea la interval indicate , a amortizorului de zgomot ;
-demontare-montarea si spalarea filtrelor de aer la suflante ;
-inlocuirea aparatelor de masura si control defecte ;
-controlul si curatarea ferestrelor de baleiaj si evacuare pentru motoarele lente ;
-urmarirea si inregistrarea din ora in ora a parametrilor de functionare in timpul marsului ;
-menntinerea in stare curata a exteriorului motorului principal ;
Linia axiala :
- verificarea fixarii pe postament a lagarelor de sprijin ;
- verificarea nivelului uleiului de ungere , a temperaturilor de lucru si inregistrarea lor ;
-verificarea functionarii corecte a instalatiei de racire a tubului etambou si a cuzinetilor
-verificarea neetenseitilor de la instalatia de racire si de ungere ;
-verificarea si completarea nivelului de ulei de la tancul gravitational , a sistemelor de etansare tip SIMPLEX , CIRCUMFLEX , SUBLIME , LIPS BW ;
-verificarea starii tehnice a sistemului de etansare din pupa in timpul stationarii navei ;
-verificarea functionarii corecte a sistemului de semnalizare " nivel minim de ulei " in tancul gravitational .
Verificarile efectuate la linia axiala se efetueaza prin metode nedestructive ( visual , ciocanire , lichide penetrante , fluxuri magnetice , ultrason ) la urmatoarele pariti :
conul arborelui dinspre elice ;
-coroziuni la flancurile filetelor de stranger a piulitei de la elice si cupla ;
-fisuri la fundul filtrului ;
-jocul dintre fitilul piulitei si filetul arborelui ;
-coroziuni la suprafata lateral a conului ;
-fisuri in regiunea bazei mari a conului ;
-fisuri longitudinal in canalul de pana in zona de intersectie a peretilor laterali cu ;fundul canalului ;
-fisuri de capat la canalul de pana ;
fusurile ;
-urme de gripaj ;
-urme de temperature locale ridicate ;
-lipsa de contact intern intre bucse si fusul arborelui ;
-fisuri si / sau rizuri pe suprafata de lucru in lagare si in zona presetupelor ;
invelisurile de protectie anticoroziva ;
conul arborelui dinspre cupla ;
masuratorila fusurile arborelui si la bucseletubului etambou
Elicea :
-verificarea conturului palelor la indoituri , fisuri , dislocari de material ;
-verificarea dosului palelor la dislocare de material ca urmare a functionarii palelor in regim de cavitatie ;
-verificarea starii tehnice a suruburilor de strangera a butucului pe arbore si a paletelor pe butuc ;
-verificarea starii tehnice a mecanismului de reglare a pasului ;
-proba hidraulica a butucului elicei cu pale montate ;
Elicea este construita din otel inoxidabil..................
Examinarea si intretinerea elicelor din oteluri inoxidabile se face in functie de gradul de periculozitate al defectelor , in diverse locuri pe suprafata elicei . Astfel suprafata elicei a fost impartita in trei zone de severitate :
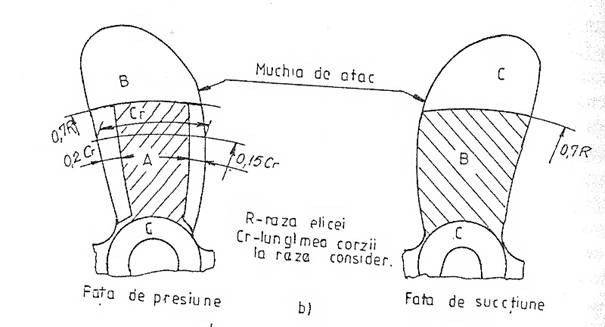
Zona A este suprafata de pe fata de presiune a palei , de la butuc incluzand si racordarea pana la 0.7 R si limitata pe fiecare bord , aflate la o distanta de 0.15 Cr de la bordul de atac si 0.2 Cr de la bordul de fuga ; zona A include portiunea dintre pale de la butucii turnati separate .
Zona B este suprafata ramasa pe suprafata de presiune , iar pe fata de depresiune de la baza palei pana la 0.7 R .
Zona C este suprafata plasata dincolo de 0.7 R pe ambele fete ale palei si suprafata butucului la elicele turnate monobloc .
Examinarea si reparatia elicei poate fi facuta partial , cand elicea nu este demontata de pe axul port-elice sau complet , cand elicea este demontata de pe axul port-elice .Astfel se examineaza si remediaza rupturile , deformarile fisurile si dislocarile de material pe dosul palelor ca urmare a functionarii elicei in regim de cavitatie . Dispozitivul de etansare de la butucul elicei se verifica la proba hidraulica cu presiunea de 2 bar . Proba hidraulica pentru verificarea dispozitivelor de etansare de la palele elicelor cu pas reglabil la o presiune egala cu inaltimea coloanei de ulei pana la tancul gravitational sau cu presiunea de lucru a pompei . In cazul presupunerii unor defecte interne se poate supune elica unui control ultrasonic , precum si unuia radiologic pentru depistarea zonei de intindere a defectelor interne .
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1659
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved