| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CATALOG CU DEFECTE
INTALNITE LA TURNAREA CONTINUA
Prezentul material Catalog cu defecte intalnite la turnarea continua, act.1. 2009, actualizeaza si inlocuieste "Catalog de defecte-semifabricate turnate continuu" 2007, material initial intocmit la pornirea masinii de turnare continua la TMK-Resita in 22 februarie 2007. Materialul este completat cu experientele si tipologia de defecte specifice uzinei TMK-Resita. Sunt aspecte si concluzii reiesite dupa 2 ani de turnare continua la Resita. Catalogul reprezinta materializarea stradaniilor urmatorului colectivul de redactare:
Dr. Ing. Ioan Romulus Vasile
Dr. Ing. Barsan Romano Dorel
Ing. Thesz Harald
Ing. Szekely Zoltan
Ing. Barboni Moise
Ing. Vulparu Ion
Ing. Pintilie Laurentiu
Ing. Instock Rodica
Ing. Ioan Aurora
Ing. Panduru Claudia
v Prima sarja turnata continua sub forma de blum: nr. sarja.marca..februarie 2007;
v Primele sarje turnate continuu la format rotund:
Ø 250 mmnr. sarja . marca .data: .. 2007;
Ø 280 mm. nr. sarja . marca ..data: . 2007;
Ø 177mm.;
v In februarie 2009 se preconizeaza asimilarea formatului rotund de 350 mm.
Evidentierea defectelor detectate in fluxul de fabricatie de la TMK-Resita si de a constitui un referential pentru evaluarea calitatii taglelor turnate continuu, precum si pentru stabilirea masurilor ce se impun.
Wolf Manfred - Wolftechnology, Zurich, Elvetia 2000;
Klaus Schwerdtfeger - Metallurgie des Stranggiessens, Stahl und Eisen, Dusseldorf, Germania, 1992;
Materiale si buletine din arhiva Serviciului Calitate al TMK-Resita;
Materiale sinteze din arhiva Serviciului Tehnic al TMK-Resita;
Parametrii de turnare: 177 mm, 250 mm, 280 mm, blum 340x260 mm, TMK-Resita;
Documentatia de omologare a semifabricatelor turnate continuu, TMK-Resita
Semifabricat TC - blum sau tagla rotunda turnata continuu;
MTC - masina de turnare continua;
LF - tratament secundar la cuptorul oala;
VD - tratament in vid
Tlq - temperatura lichidus
Deteminarea principalelor iregularitati ale semifabricatelor TC, cauzate de cristalizor, racire secundara, cajele de extractie si indreptare, ce pot cauza producerea desemifabricate TC cu defecte, disturbante in functionarea masinii sau nefinalizarea turnarii.
v controlul vizual al suprafatei semifabricatului TC;
v detectarea defectelor interne, proba macroscopica, prin utilizarea atacului chimic si ulterior inspectarea suprafetei probei bine uscate.
Modul de control si de inspectie a suprafetei precum si evaluarea probei macro se realizeaza in conformitate cu documentele specifice din Sistemul de management al calitatii conform ISO 9001/2000.
Are ca scop generarea increderii clientilor in procesul de elaborare si turnare si se realizeaza pe baza unui plan cu numarul si tipul probelor prelevate pentru diferite oteluri si modalitati de initiere a actiunilor corective necesare pentru eliminarea diferitelor defecte, toate realizandu-se intr-o dinamica care sa concure la satisfactia clientului.
Evaluarea/analiza unui defect si a consecintelor sale in procesul de prelucrare ulterioara la client, in vederea prevenirii lui in viitor, trebuie facuta avand in vedere aspecte:
Factorii din procesul de elaborare care favorizeaza formarea unui defect;
Factorii specifici din turnarea continua care favorizeaza formarea defectului;
Ffactorii specifici din perioada de racire pe paturile de racire care favorizeaza formarea defectului;
Factorii specifici din perioada de incalzire si deformare plastica care favorizeaza ca manifestarea unei imperfectiuni de structura sa se transforme in rebutarea materialului.
Evaluarea/ analiza trebuie facute in mod obiectiv si clar si prezentate personalul implicat in proces. Pentru a obtine produse de calitate, este necesar ca defectul existent pe semifabricatul TC sa fie detectat inainte ca acesta sa-si produca efectele negative la client.
Defectele sunt specifice:
Otelului lichid (analiza chimica a otelului lichid, supraincalzirea otelului lichid-gradientului de temperatura, calitatea dezoxidarii %O2, %S, tratamentul secundar - raportul Al/Ca, continutul de gaze - H2, N, continutul de incluziuni nemetalice, timpul de stationare a otetului lichid in oala, gradientul de temperatura de la tratamentul LF sau VD si pana la distribuitor);
Procesului de turnare (pot aparea pe un fir sau pe toate firele, datorita problemelor de natura mecanica/reglajului masinii, electrica, hidraulica si de automatizare - ele de regula se localizeaza in zona tuburilor de Cu a cristalizorului, a racirii secundare, a cajelor de tragere/indreptare, a masinii de taiere, reglate incorect sau nesincronizate, a calitatii prafurilor de turnare - praf de acoperire oala, acoperire distribuitor si praf unguent);
Procesului de racire pe paturile de racire, incarcare si receptie.
Temperatura otelului lichid To inainte de inceperea turnarii este parametrul cel mai important, deoarece in functie de el se determina urmatoarele:
Viteza de turnare;
Programul de stropire;
Stabilitatea masinii in timpul turnarii (posibilitatea de turnare completa a otelului din oalaa fara a avea evenimente, cum ar fi: perforari sau obturari din cauza temperaturii);
Timpul / durata turnarii unei oale de otel in secventa;
Aspecte calitative cum ar fi:
v grosimea crustei marginale;
v calitatea centrului semifabricatului TC: dezvoltarea retasurii si/sau segregatiei;
v aparitia fisurilor in zona centrala sau la jumatea distantei de la crusta spre centru.
Din motivele expuse mai sus, acuitatea masurarii temperaturii si cunoasterea ei in momentul masurarii in distribuitorul TC este de importanta vitala.
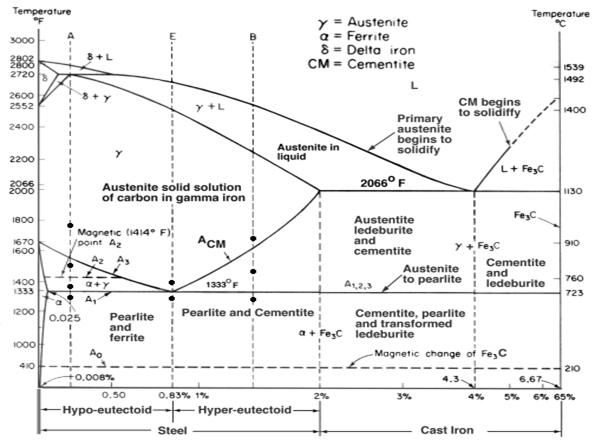
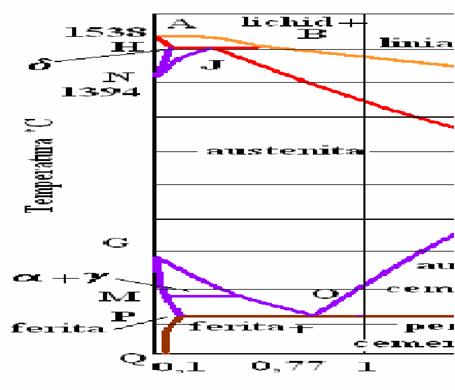
Tlq - temperatura lichidus este temperatura de pe curba AB din diagrama de faze Fe-C si reprezinta temperatura de la care incepe solidificarea otelului.
In uzina TMK-Resita este aprobata urmatoarea formula de calcul a temperaturii lichidus:
Tlq = 1538 - (83%C + 9%Si + 5,1%Mn + 34%P + 40%S + 1,0%Cr + 2,5% Mo + 5%Ni + 18 %Ti + 72% N)
Si este preluata de la... din ..documentaia
Dorel aici sa explice foarte scurt cum influenteaza fiecare element;
OBSERVATIE: a nu se confunda Temperature Lichidus cu temperature otelului lichid
To = Tlq + Δ T
Supraincalzirea otelului Δ T reprezinta diferenta de temperatura de la temperatura lichidus Tlq la temperatura otelului lichid To la un anumit moment. Supraincalzirea genereaza o cantitate de caldura, care influenteaza fluiditatea otelului.
Temperatura este masurata cu mijloacele de masura existente in prezent in distribuitor/oala la un moment dat.
Temperatura Ts este data de curba solidus AHJB din diagrama Fe-C si reprezinta temperatura cand se considera ca otelul este complet solidificat:
Tlq = Ts + Δ Tl-s
Δ T l-s - Gradientul de temperatura generat de diferenta de temperatura dintre cele doua curbe lichidus si solidus (AB/AHJB)
S-a considerat ca TMK-Resita s-a profilat pe turnarea otelurilor cu %C<0,65. Domeniul este specific pentru amestecuri de solutii solide δ + faza lichida.
In limbajul tehnic se folosesc urmatorii termeni:
Dorel aici detaliaza citeva aspectele legate de la masuratorile de temperatura de la oala LF VD / pana la distribuitor.
Forma poate fi observata pe o proba prelevata transversal din semifabricatul TC, la o distanta de minim 150 mm de la taietura cu masina de taiere oxi-gaz. In aceste conditii, proba este utilizata pentru verificarea urmatorilor parametri:
Diferenta intre diametre (ovalitate) (Fig. 1);
Aplatizarea profilului (Fig. 1);
Diametrul mediu (Fig. 2)
Diferenta intre diagonale (rombicitate) (Fig. 3);
Lungimea laturilor sectiunii transversale (bombaj) (Fig. 3);
Adancituri de muchii (Fig. 3);
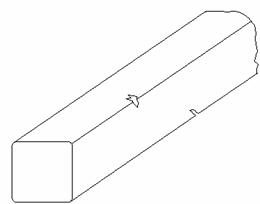
Sageata (abaterea de la rectilinitate) semifabricatului (Fig. 4);
Incluziuni macroscopice (vezi capitolul defecte interne).
Fig. 1 - Masuratori pentru verificarea dimensiunilor (sectiune rotunda)
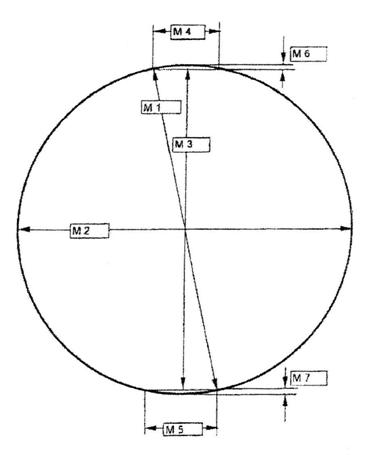
masurare M1: diametrul la inceputul suprafetei de contact cu rolele de presiune
masurare M2: diametrul paralel cu surafata de contact cu rolele de presiune
masurare M3: diametrul la mijlocul suprafetei de contact cu rolele de presiune
masurare M4 si M5: latimea suprafetei de contact cu rolele de presiune
masurare M6 si M7: aplatizarea profilului
Masuratorile diametrelor sunt utilizate pentru calculul Ovalitatii conform relatiei
![]()
Ovalitatea poate fi apreciata si prin exprimarea diferentei dintre diametrul maxim si diametrul minim, masurate in acelasi plan, conform relatiei:
Ovalitatea mm = Dmax - Dmin
Fig. 2 - Masurarea diametrelor taglelor rotunde turnate continu
Diametrul mediu se determina prin masurarea a 4 diametre neperpendicalare, masurate in acelasi plan si situate in afara suprafetei de contact cu rolele de presiune.
Fig. 3 - Masuratori pentru verificarea dimensiunilor (sectiune dreptunghiulara)
masurare D1 si D2 diagonala lunga si scurta
masurare W1 si W2: deschiderea intre fetele laterale curbe
masurare X1 si X2: grosimea intre fetele laterale paralele
(W si X vor fi masurate aprox. 20 mm de la muchie)
Masuratorile diagonalelor sunt utilizate pentru calculul rombicitatii conform relatiei:
![]() unde D1 = diagonala lunga;
unde D1 = diagonala lunga;
D2 = diagonala scurta
Bombarea uneia sau mai multor fete, se determinata masurand W si X dupa cum urmeaza
(W1 + W2) / 2 = latimea medie a fetelor bombate;
(X1 + X2) / 2 = latimea medie a fetelor paralele;
(W - X) = gradul de bombare in mm
Fig. 4 - Masuratori pentru verificarea abaterii de la rectilinitate
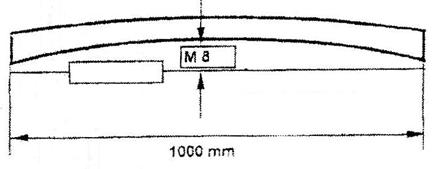
Masuratorile sunt utilizate pentru determinarea abaterii de la rectilinitate a semifabricatului TC.
Masuratorile se efectueaza pe o lungime de 1000 mm, determinandu-se sageata maxima, mm/m.
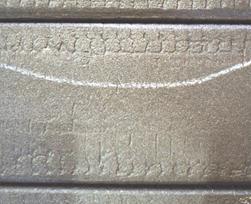
Rotund 177 mm

In proba macro este trasata punctat crusta marginala care se formeaza in cristalizor.
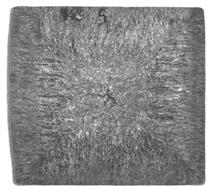
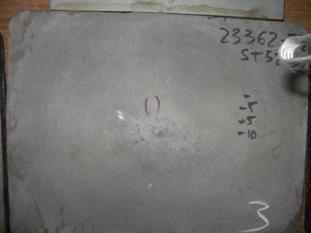
Blum 340x260 mm
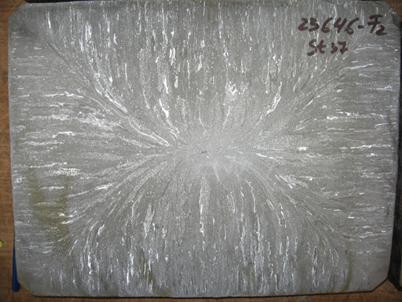
In proba macro se observa cresterea dendritelor columnare dinspre crusta marginala spre centru, cu formarea unei zone de minima rezistenta la diagonalele sectiunii dreptunghiulare
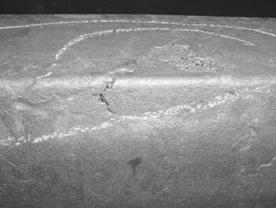
Rotund mm Rotund 250 mm
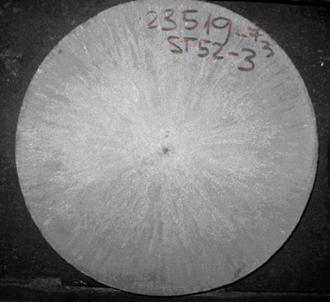
Rotund 280 mm

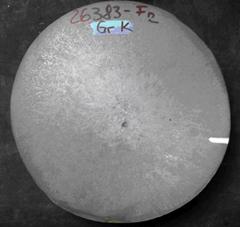
Aspectul pronuntat de crestere columnara in proba macro este determinata de gradul de subracire si de analiza chimica a otelului, aspectul macro fiind mai pronuntat la %C <0,17 si mai estompat la %C mai ridicat.
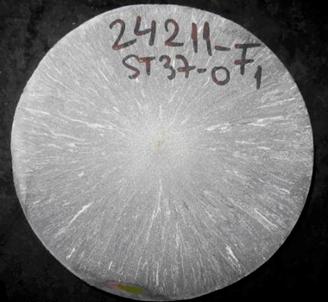
Rotund 177 mm
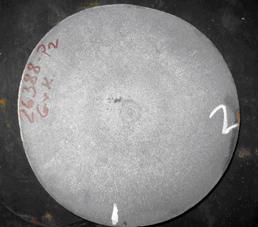
Proba macro prezinta o segregatie cristalina cu graunti globulari foarte marunti la margine (crusta marginala), o zona cu cristale columnare, zona de cristale globulare mari, urmata de o, care se inchid in centru. Fenomenul este generat de o solidificare excentrica a otelului in cristalizor.
Aspect: Deformatiile sunt prezente pe toata lungimea semifabricatului, in raport cu rectilinitatea.
Ø Racirea necorespunzatoare;
Ø Alinierea necorespunzatoare pe axa cristalizor - cajele de extragere
Ø Suprapunerea semifabricatelor in cuptorul de reincalzire;
Ø Semifabricatele se faramiteaza in cajele degrosisoare in timpul procesului de deformare plastica.
Defect major: Semifabricatele cu abaterea de la rectilinitate >4 mm/m se resping in vederea indreptarii;
Defect functional: Semifabricatele cu abaterea de la rectilinitate < 4 mm/m se accepta.
Aspect: O latura a semifabricatului este bombata.
Ø Viteza de turnare ridicata
Ø Grosimea crustei marginale este insuficienta la iesirea din cristalizor. Crusta nu este suficient de tare pentru a rezista la presiunea ferostatica ce apasa pe ea, o deformeaza firul si poate perfora usor, iar racirea inchide imediat fanta din crusta. Cu cat formatul este mai mare, presiunea ferostatica este mai mare si tendinta de bombare va fi mai accentuata;
Ø Nealiniere corecta sau reglaj defectuos a inelului si zona 1 A - permite taglei sa se bombeze la iesirea din cristalizor. Ele trebuie sa fie reglate corect pentru a directiona corect crusta marginala;
Ø Cristalizor uzat - permite bombarea in portiunea uzata mai ales daca viteza de turnare este mare.
Analiza chimica -va afecta rezistenta crustei marginale.Prezenta Cu, Sn si S va slabi rezistenta crustei.
Suprapunerea taglelor in cuptorul de incalzire-deviatii mai mari de 3% pot cauza probleme in cuptoarele de incalzire, dar nu este relevanta in cuptoarele cu vatra pasitoare.
Defect major: Taglele cu bombarea > 1,5%, trebuie sa fie respinse;
Defect functional: Taglele cu bombarea < 1,5%, se accepta;
Reducerea vitezei de turnare, corelarea stricta cu garficele aprobate;
Respectarea tolerantelor de montaj segmentului 1;
Schimbarea cristalizorului uzat;
Asigurarea raportului Mn/S > 28/1 si asigurare Cu, Sn < 0.25%.
Aspect: Taglele cu acest defect sunt mai lungi decat cele specificate.
Nesincronizare intre viteza patului de racire si viteza de taiere cu flacara oxi-gaz
Neglijenta din cauza operatorului
Taglele mai lungi decat cele specificate provoaca probleme la incarcarea cuptorului de incalzire si cresc consumul de metal la client, necesitand taieri suplimentare.
Defect major: Lungimea > 50 mm decat cea specificata, tagla trebuie sa fie taiata la lungimea corecta. Acest proces creste consumul de metal in uzina noastra, necesitand taieri suplimentare;
Defect functional: Lungimea < 50 mm decat cea specificata, tagla este acceptata
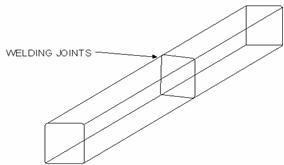
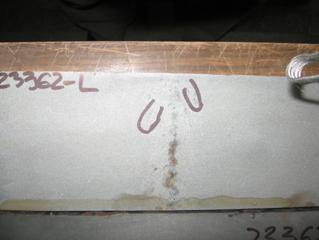
Aspect: Acestea sunt urme pe cele patru fete ale taglei, ca si cum doua tagle ar fi imbinate.
Intreruperea fluxului de otel lichid in timpul turnarii;
Variatii mari de nivel in cristalizor;
Niglejenta operator de fir;
Ruperi ale produsului in timpul laminarii, generand rebut la client sau costuri ridicate cu consumul de metal;
Suprapuneri asociate cu segregatii si decarburare in pete pe suprafata defectuoasa.
Taglele cu acest defect trebuie sa fie respinse.
Imbinare prin sudura

Aspect: Aderente de otel pe suprafata taglei.
Ruperii in timpul turnarii;
Temperatura de turnare ridicata;
Viteza de turnare ridicata;
Neglijenta operatorului de fir;
Cruste (fisuri plus suprapuneri), rebutarea zonei cu defect, costuri suplimentare de remaniere.
Taglele cu acest defect trebuie sa fie supuse operatiei de polizare
Stropi de otel
Aspect: Urme diagonale longitudinale / transversale pe suprafata taglei.
Operatie defectuoasa in timpul debitarii taglei.
Neglijenta operator MTF.
Debitarea capatului sau a zonei afectate, in vedereea reutilizarii bucatii corespunzatoare;
Fisuri superficiale.
Costurile cu taierea si rebutarea zonei afectate;
Defect major: Adancimea urmei de taiere > de 3 mm, tagla trebuie sa fie respinsa, eventualremanierea;
Defect functional: Adancimea urmei de taiere < 3 mm, tagla este acceptata dupa apalatisarea urmei prin poizare sau daltuire.
Urme longitudinale/transversale de taiere cu flacara oxi/gaz
Urme longitudinale Urme transversale
Aspect: Adancituri pe suprafata frontala a taglei.
Functionare necorespunzatore a MTF.
Neglijenta operator MTF si a muncitorului ce asigura taierea cu lancea oxi-gaz
Retezarea capatului- cresterea consumului de metal, si a costurilor de remaniere;
Defect major: Adancimea urmei > 7 mm, tagla trebuie redebitata;
Defect functional: Adancimea urmei < 7 mm, tagla este acceptata.
Urme frontale de taiere cu flacara oxi-gaz , bloom 260x340 mm

Aspect: Adancituri uniforme de-alungul unei sau mai multor fete ale taglei.
Frecare severa dintre tagla / bloom si echipamentul de taiere;
Stropi de otel in circuitul de racire.
Fisuri lungitudinale, care poate conduce la rebutarea materialului;
Defect major: Adancimea liniei > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Adancimea liniei < 3 mm, tagla este acceptata.
Linii longitudinale
Aspect:
Stropi de otel si aderente de zgura pe unele muchii ale taglei turnata continuu.
Tensionarea firului de turnare pana la ruperea in timpul tragerii.
Ruperi ale produsului in timpul laminarii si rebutarea .
Taglele cu acest tip de defect trebuie sa fie respinse. Sau daca lungimea o permite eliminarea acestor zone de pe semifabricat.
Muchii erodate

Aspect: Aderente izolate de otel pe suprafata taglei.
Variatia nivelului otelului in cristalizor;
Ungere necorespunzatoare a cristalizorului;
Sensibilitate a otelului la autoblocare in timpul turnarii din distribuitor.
Posibilitatea aparitiei unor fisuri sau crepaturi dupa laminare
Defect major: Pete cu lipsa de material > 30 mm si adancime > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Pete cu lipsa de material < 30 mm si adancimea de 3 mm, tagla este acceptata.
LIPSA DE MATERIAL (PETE)
Aspect: Aderente de otel cu forma de suprapunere pe suprafata taglei, grupate longitudinal.
Variatia nivelului otelului in cristalizor;
Ungere necorespunzatoare a cristalizorului;
Zgura in otel;
Sensibilitate a otelului la autoblocare in timpul turnarii din distribuitor.
Dupa deformare plastica pot apare crapaturi sau fisuri .
Defect major: Suduri cu lungime > 100 mm si adancime > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Suduri cu lungime < 100 mm si adancimea de 3 mm, tagla este acceptata.
SUDURI
Aspect: Acestea sunt cavitati pe suprafata taglei, cu fund vizibil.
Prafuri de turnare umede
Dezoxidare insuficienta a otelului defectul este fregvent la % Si <0,12 si % C > 0,35;
Injectare de oxigen in timpul turnarii
Adancime de imersie necorspunzatoare- care creaza turbionarea si
Protejare incorecta a tubului de protectie cu Ar, debit exagerat de mare;
Ungere necorespunzatoare a cristalizorului
Absorbtie de aer prin fluxul de otel in timpul turnarii, Reoxidarea otelului lichid datorita lipsei protectiei dintre oala
Analiza chimica trebuie sa fie cea corecta, minimizand sursele de H, N si CO. Limitare nivelului de gaze la, H>6ppm, N>120 ppm;
Degazare primara (se recomanda ca %O <45 ppm in stare nevidata) ;
Aparitia in cazul producerii tevilor a unor gauri in peretele tevi
Rebutarea ebosei sau a tevi;
Defect major: Pori cu diametrul si adancimea > 2 mm, tagla se supune remanierii- polizare. *
Defect functional: Pori cu diametrul si adancimea < 2 mm, tagla este acceptata.
Uscarea prafurilor ungere pentru cristalizor;
Uscarea prafurilor de acoperire oala, acoperire distribuitor;
Reducerea continutului de gaze in otelul lichid;
Eliminarea feroaliajelor cu H in constitutie in special FeSi, calcinaraea feroaliajelor;
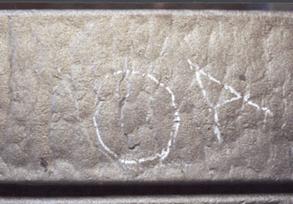
Aspectul suflurilor de suprafata


Aspectul si dispunerea izolata a suflurilor de suprafata pe semifabricatul TC


Aspectul dupa remaniere a zonei afectate de suflura

Dorel aici se poate pune un defect speciifi acestui tip de defect care se intalneste la tevi.
Aspect: Bucati de zgura aderente pe suprafata taglei, daca aceste bucati de zgura sunt indepartate de pe suprafata taglei, ele pot cauza cavitati.
Zgura antrenata si/sau fragmente de otel provenite de la cristalizorul necuratit - zgura contine concentratie mare de Al2O3 si concentratie mica de Si2O, MnO si FeO;
Nivel scazut de otel in distribuitor-nivel variabil in cristalizor care impinge zgura in jos, in tagla / bloom.
Calitet necorespunzatore a prafului de turnare: parful de turnare nu are vascozitate corespunzatore la temperatura de turanre
Turbulenta in cristalizor mare, datorita alegerii defectoase a geometriei tubului de imersie;
Reoxidarea otelului lichid - dezoxidarea cu Ca sau CaSi, raport de Mn/Si scazut si turnarea cu jet deschis (Mn si Si sunt oxidati si oxizii lor sunt prinsi in otelul solidificat);
Uzura materialelor refractare;
Nivel scazut al otelului in distribuitor.
Ruperi ale produsului in timpul laminarii;
Suprapuneri asociate cu zgura oxidanta creind o zona carburata.
Taglele cu acest tip de defect trebuie sa fie respinse.
Reducerea la optim a cantitatii de praf turnare din cristalizor; (optimizarea adaosului de prafde lubrefiere in cristalizor=portii mici si dese)
Controlul continutului de Mn, Si, Ca, Al in timpul tratamentului metalurgic secundar;
Mentinerea nivelului constant in cristalizor.
Curatirea atenta a suprafetei cristalizorului;

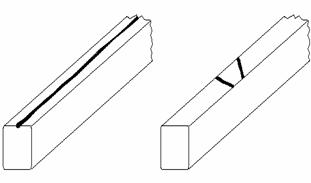
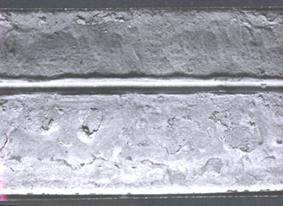
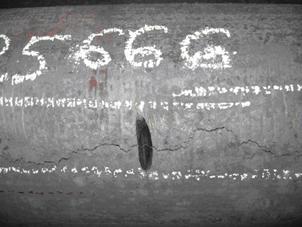
Aspect: Urme perpendiculare pe directia de turnare, dispuse la o distanta constanta pe lungimea taglei.
Sunt amprente specifice la turnarea continua corespunzatoare frecventei de oscilatie si se formeaza in zona meniscului prin solidificarea initiala a crustei primare.
Calitatea suprafetei exterioare a tevilor este conferita de calitatea suprafetei taglelor.
S-a constatat ca o comportare buna in laminarea tevilor fara sudura o au taglele a caror distanta intre liniile de stripare a fost de maxim 12 mm si adincimea liniilor de stripare maxim 0.2 mm.
Adancimea exagerata a liniilor de stripare
-debit mare de racire cristalizor, viteza mica de turnare, temperatura mare de turnare.
Calitatea suprafetei interioare a tevilor este data de calitatea macrostructurii.
Distanta de stripare (mm) corespunde frecventei de oscilatie a cristalizorului in raport cu viteza de turnare.
Numarul de stripari/ml de tagla turnata
Amplitudinea de oscilatie,
Frecventa de oscilatie
Numarul de stripari/ml conferit de frecventa de oscilatie
Lungimea de stripare
Adancimea liniilor de stripare
Taglele pentru tevi trebuie sa aiba adancime a liniilor de stripare minima
Diferenta de faza dintre viteza de turnare si frecventa de oscilare a cristalizorului;
Cristalizor uzat - in zona meniscului vor apare urme de oscilatie ce arata ca niste suprapunei neregulate subtiri peste suprafata taglei. Tensinile mari, pot conduce la perforari ale crustei;
Conicitate ridicatra - daca conicitatea este prea ridicata (datorita unei raciri puternice in cristalizor), vor rezulta urme de oscilatie. Aceasta este insotita de tensiuni mari si crusta se poate rupe;
Viteza de turnare - daca viteza de turnare este prea mica, contractia va deveni excesiva si va genera tensiuni mari in crusta in timp ce aceasta se misca in partea inferioara a cristalizorului;
La oteluri cu continut scazut de carbon (0.08 la 0.18% C) acest efect este mai pronuntat;
Urmele de oscilare sunt dependente de parametrii ca: frecventa si amplitudinea oscilatiilor, ungerea cristalizorului si viteza de turnare.
Indiferent de uzura cristalizorului, daca zona meniscului este deformata, este posibil ca din cauza tratarii incorecte a apei de racire, sa fie depusa calamina pe tubul de Cu;
Praf de ungere insuficient sau praf cu calitati de ungere reduse;
Parametri de oscilatie incorecti.
Fisuri superficiale.
Defect major: Urme de oscilare cu adancimea mai mare de 3 mm, tagla trebuie sa fie supusa operatiei de polizare;
Defect functional: Urme de oscilare cu adancimea mai mica de 3 mm, tagla este acceptata.
* NOTA: Abaterea nu se aplica pentru barele de otel beton.
Schimbarea cristalizorului daca este uzat;
Setarea vitezei de turnare conform cu sectiunea si tipul otelului;
Optimizarea cantitatii de prafuri de ungere;
Verificarea parametrilor oscilatiei (frecventa si timpul).
Urme de oscilatii

Dorel poate avem si o poza de la rotund
Aspect: Fisuri de-alungul lungimii taglei, uneori aproape de capatul taglei.
Cristalizor uzat - aceste fisuri se formeaza in cristalizor si se datoreaza adesea profilului uzat in colturi, fie ca acestea au fost lovite sau uzate. Aceasta cauzeaza formarea unei cruste mai subtiri si permite reincalzirea mai scazuta in cristalizor. Aceasta reduce rezistenta coltului, favorizand formarea fisurii;
Transfer de caldura variabil - poate permite reincalzirea si formarea fisurilor.
Adausul incorect al prafului unguent in cristalizor
Aliniere necorespunzatoare a firului intre cristalizor si circuitul de racire
Colmatarea otelului in timpul turnarii
Este mai specific sa apara la otelurile peritectice cu continutul de C mai mare de 0.12% C;
Temperatura de turnare ridicata - supraincalzirea are un efect puternic asupra formarii fisurilor. O crusta fierbinte are o rezistenta mai scazuta la tensiunile termice create in cristalizor;
Viteza de turnare ridicata
Racire necorespunzatoare a taglei in zona secundara
Apasare necorespunzatore in cajele de tragere;
Racire necorspunzatore a semifabricatele Tc cu %C > 0,25 dupa evcuarea din zona elevatorului, sau in timpul transportului spre zona de ajustare
Continutul de carbon - influenteaza aparitia fisurilor. Fisurile apar cu precadere la un continut de 0.15% C si ating un maxim la 0.40% C. Cu, Sn si S slabesc rezistenta crustei si maresc pericolul aparitiei fisurilor.
Fisuri nu foarte adanci, lungi si subtiri, sunt generate in timpul procesului.
Defect major: Fisuri > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Fisuri cu adancimea < 3 mm, tagla este acceptata.
Schimbare cristalizorului, daca acesta este uzat;
Schimbarea prafului de ungere cristalizor pentru a reduce transferul de caldura;
Reducerea supraincalzirii la un minim posibil.
FISURI LONGITUDINALE



Dorel aici trebuie si cateva poze cu bloomuri carpate delea cu C45
Aspect: Fisuri pe muchii in cazul bloomului.
Analiza chimica - un continut ridicat de S,P, C si alte elemente reziduale, pot slabi mult rezistenta crustei marginale si combinat cu tensiunile mecanice, se formeaza fisuri transversale, normal sub urmele de oscilatie. Un continut prea ridicat de Al, Nb si V, scad ductilitate la cald, in intervalul 600 - 900 oC;
Tensiuni mecanice - orice tensiune mecanica, combinata cu analiza chimica incorecta (continutul elementelor la limita de jos), pot cauza fisuri. Conicitatea mare a cristalizorului, rulmentii uzati sau nerespectarea tolerantelor de montaj ale firului curb, pot cauza tensiuni. Deasemenea, o cantitate mica de prafuri de ungere poate cauza suficiente tensiuni pentru a genera fisuri;
Indreptarea - tensiunile mecanice pot fi suficient de mari pentru a genera fisuri, in special pentru otelurile sensibile la acest tip de defect si daca temperatura taglei este prea mica. Fisurile vor aparea in zona de indreptare.
Factori favorizanti: Conicitatea mare a cristalizorului sau viteza mica de turnare vor genera tensiuni mecanice. Parametrii de turnare care genereaza stripare pozitiva, trebuiesc astfel corelati, incat sa genereze stripare negativa.
Se genereaza fisuri in timpul procesului de deforamre plastica la client.
Rebutarea barelor sa a protiunilor de bare care prezinta acest defect
Defect major: Fisuri mai adanci de 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Fisuri cu adancimea mai mica de 3 mm, tagla este acceptata.
Reducerea continutului de elemente reziduale;
Eliminarea factorilor ce genereaza tensiuni mecanice;
Cresterea temperaturii la indreptare;
Striparea negativa cu amplitudine mica;
Utilizarea prafurilor de ungere cu vascozitate mica.
Protejarea , asigurarea unei raciri lente in doemniul 600-900 0 C.
Fisuri pe muchii
Aspect: Fisuri transversale pe tagla rotunda
Analiza chimica - % S, %P,% Cu;
Tensiuni mecanice - orice tensiune mecanica, combinata cu analiza chimica incorecta (continutul elementelor la limita de jos), pot cauza fisuri. Conicitatea mare a cristalizorului, rulmentii uzati sau nerespectarea tolerantelor de montaj ale firului curb, pot cauza tensiuni. Deasemenea, o cantitate mica de prafuri de ungere poate cauza suficiente tensiuni pentru a genera fisuri;
Indreptarea - tensiunile mecanice pot fi suficient de mari pentru a genera fisuri, in special pentru otelurile sensibile la acest tip de defect si daca temperatura taglei este prea mica. Fisurile vor aparea in zona de indreptare.
Daca analiza chimica este normala, se iau in consideratie factorii favorizanti ce provoaca crapaturile transversale pe muchie.
Se genereaza fisuri in timpul procesului.
Defect major: Fisuri > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Fisuri < 3 mm, tagla este acceptata.
Realizarea analizei chimice corespunzatoare, in mod special scaderea continutului de Cu;
Se vor aplica actiunile corective de la crapaturile transversale pe muchie, ca si reducerea tensiunilor mecanice.
Fisuri tarnsversale

Dorel poate mai avem si alete poze in acest ti[p de defect
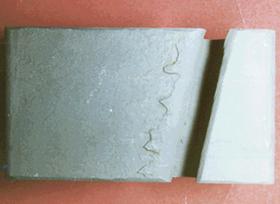
Aspect:
Sunt aderente sau stropi pe suprafata taglei, sub forma de cute.
Ungere necorespunzatoare a cristalizorului - otelul lichid se lipeste de tub, este tras de miscarea de stripare in jos peste crusta solidificata deja, dand acest defect diferit de urma de oscilatie;
Sensibilitate a otelului la autoblocare in timpul turnarii din distribuitor;
Solidificarea crustei marginale si retopirea acesteia in procesul de solidifcare din cristalizor;
Temperatura de turnare scazuta
Daca praful de ungere absoarbe prea multa alumina, vascozitatea si punctul de topire ale prafului si zgurei se schimba. Aceasta va inrautati calitatile de ungere ale prafului de ungere, avand drep consecinta aparitia acestui tip de defect.
Regim de racire necorespunzator in cristalizor generat de o curgere preferata a apei de racire intre peretele de cupru si camasia din otel inoxidabil;
Cruste si suprapuneri.
Defect major: Crusta dubla cu lungime > 25 mm si adancime > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Crusta dubla cu lungimea < 25 mm si adancimea de 3 mm, tagla este acceptata.
* NOTA: Abaterea nu se aplica pentru barele de otel beton.
Utilizarea prafurilor de ungere cu calitati bune de ungere.
Verificarea cristalizorului si a zonei de racire din interior;
Turnarea otelului cu un gradient de temperatura cuprins intre 20-400 C
Crusta dubla

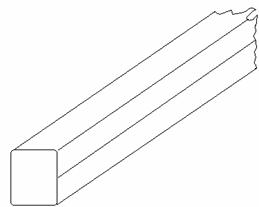
Aspect:
Adancituri longitudinale si uniforme pe toata suprafata taglei.
Urma este provocata de frecarea taglei pe muchia taietoare a cajei de extragere;
Rolele cajei de extragere nu sunt aliniate sau deteriorate;
Depuneri de otel pe caja de extragere.
Fisuri superficiale longitudinale.
Defect major: Urme cu adancimea > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Urme cu adancimea < 3 mm, tagla este acceptata.
* NOTA: Abaterea nu se aplica pentru barele de otel beton.
Urme de la apasarea cajelor de extragere-indreptare



Aspect:
Adancituri longitudinale pe suprafata bloomurilor si a taglelor, cu extindere mare sau izolate, insotite uneori de fisuri longitudinale si de fisuri interne in zona care a suportat contractia.
Transfer neuniform de caldura in cristalizor;
Racire neuniforma pe circumferinta taglei in zona racirii secundare;
Prafuri de ungere neuniform distribuite in cristalizor.
Fenomen specific sub o forma specifica la otelurile peritectice C < 0,14 %
Fisuri superficiale longitudinale, tagle necorespunzatoare dimensional, aspect necorespunzator.
Defect major: Defecte cu adancimea > 3 mm, tagla trebuie sa fie supusa operatiei de polizare.*
Defect functional: Urme cu adancimea < 3 mm, tagla este acceptata.
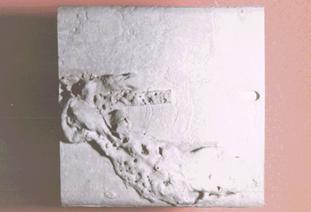
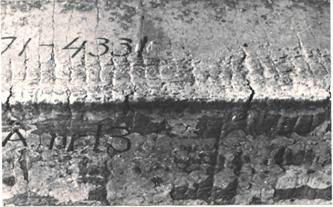
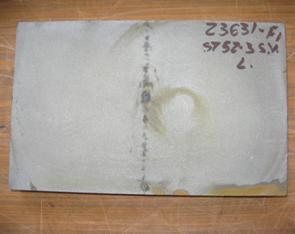
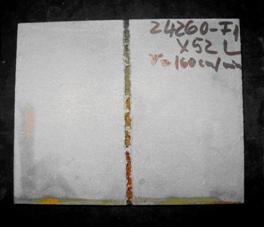
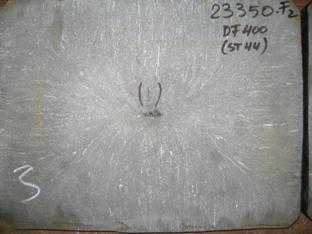
Contractie de suprafata -tip vale, insotit de fisuri longitudinale, semifabricatul se resping, indiferent de adancimea contractiei, vaii, Bloom 340x260 mm cu aspectul contrcatiei de suprafata-tip vale(stanga), la care s-a sondat aspectul fisurii, demonstarnd ca fisurra este adanca(dreapta)


Contractie de suprafata -tip vale, rotund de 177mm contrcatiei de suprafata-tip valein partea de jos (stanga), contractie tip vale insotita de fisurii sub cutanata in zona crustei marginale(dreapta)


Aspect: Cavitatea din interiorul taglei poate fi identificata vizual sau prin atac chimic.
Supraincalzirea ridicata - trebuie sa fie redusa la limita extinderii cresterii granulatiei columnare catre mijlocul taglei;
Temperatura de turnare ridicata
Viteza de turnare ridicata - se poate forma o cavitate daca nu este suficient lichid pentru a alimenta contractia de solidificare;
Racire secundara necorespunzatoare - cresterea intensitatii racirii secundare este mai degraba pentru a genera cresterea granulatiei echiaxe in mijlocul taglei, in fata frontului de solidificare. Aceasta reduce retasura primara si secundara a taglei.
Dimensiunea sectiunii - sectiuni mai mici sunt mai predispuse la retasuri. Aparitia cavitatilor este la inceput si atat timp cat o cantitate minima de caldura este aplicata taglei, nu exista efecte negative.
Fisurare in timpul prelucrarii mecanice (dupa laminare), ca de exemplu forjare si toronare.
Segregatii si fisuri interne.
Defect major: Retasura mai mare de 5 mm, tagla trebuie sa fie respinsa.
Defect functional: Retasura mai mica sau egala cu 5 mm, tagla este acceptata.
Reducerea vitezei de turnare;
Evitarea racirii bruste, cu exceptia cazului in care segregarea este necesara;
Turnarea otelului cu gradient de temperatura cuprins intre 20-400 C.
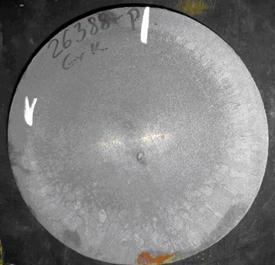
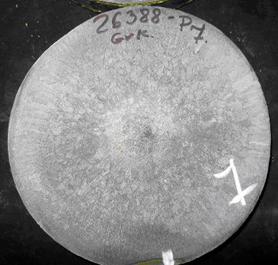
Retasura-licuatie
Proba macro transversala (stanga) si longitudinala(dreapta), Bloom 260x 340 mm
Proba macro transversala (stanga) si longitudinala(dreapta), Ø 177 mm

Structura Interna cu cristale columnare-retasura centrala-fisura centrala
Aspect:
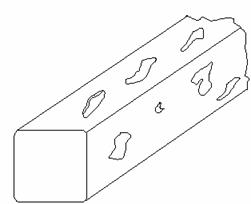
Pete interne mici detectate pe fetele taglei dupa atac chimic.
Reoxidarea otelului lichid datorita lipsei protectiei dintre oala - distribuitor, in distribuitor si/sau distribuitor - cristalizor;
Bucati de zgura sau material refractar de la EAF si/sau LF - elaborare otelului poate genera sau indeparta un numar mare de incluziuni. Exista numerosi factori. Un control corect, exact, al intregului proces de tratament secundar de elaborare al otelului este necsar pentru a produce otel curat;
Praful de ungere - poate fi inglobat in otel daca tubul de imersie nu este imersat suficient de adanc sub menisc;
Nivel scazut al otelului in distribuitor;
Utilizarea oxigenului in timpul turnarii otelului.
Adancime de imersie necorespunzatore;
Uzura refractarelor poate conduce la probleme de incluziuni. Acestea se pot forma oriunde in sistem. Preincalzirea tuburilor de imersie si a distribuitorului trebuie sa fie corecta, altfel materialul se va faramita si va fi inglobat in otel.
Fisurare in timpul prelucrarii mecanice (dupa laminare), ca de exemplu forjare si toronare.
Defect major: Incluziuni cu diametrul mai mare de 0,5 mm, tagla trebuie sa fie respinsa.* (poate fi acceptata, daca parezinta max. 3 incluziuni grosolane).
Defect functional: Incluziuni cu diametrul mai mic sau egal cu 0,5 mm, tagla este acceptata (se accepta maxim 25 incluziuni).
*NOTA: Abaterea nu se aplica pentru barele de otel beton si calitati indistriale (carbon scazut).
Evitarea cauzelor ce produc reoxidarea otelului;
Asigurarea adancimii de imersie corecta a tuburilor de imersie;
Controlul tratamentului secundar al otelului.
Dorele aici sa punem pozele care vin de la Slatina
Fisurile sunt defecte care apar in procesul de solidificare si racire a semifabricatului TC,dupa dispunerea pot fi:
marginale prezente in zona imediata a crustei marginale sau chiar in crusta marginala;
la jumatatea distantei dintre crusta marginala si centrul semifabricatului turnat continuu ;
in imediata apropiere a centrului semifabricatului turnat continuu;
Fisuri interne pot fi detectabile visual sau prin atac chimic in
proba macro calsica de
Racire necorespunzatoare a taglei in zona racirii secundare datorita alegerii unui debit necorespunzator din programul de racire aprobat (racirea secundara excesiva, reduce drastic temperatura crustei, care este reincalzita de la miezul inca lichid cand taglele ies din zona de racir);
Supraincalzire exagerata a otelului inainte de turnare urmata de racirea conform programelor aprobate;
Plasticitate scazuta la temperatura ridicata in timpul indreptarii firului poate duce la aparitia acestui tip de fisura
Viteza de turnare ridicata si necorelata cu programul de stropire in racirea scundara;
Racirea secundara - schimbarea in intesitate a racirii intre zonele de pulverizare permite reancalzirea care genereaza tensiuni in semifabricat. Crusta solida se crapa la interfata solid - lichid. Adancimea fisurii determina locul inceperii defectului de racire;
Cajele de extractie - forta de presare prea mare pe caje.
Otelurile cu C scazut (C < 0,10 - 0,12%) sunt foarte predispuse la fisuri centrale .
Fisurare in timpul prelucrarii mecanice (dupa laminare), ca de exemplu forjare si toronare;
Acest defect diminueaza semnificativ caracteristicile mecanice ale produsului.
Defect major: Taglele cu fisuri interne cu lungime > 10 mm si latime mai mare de 2 mm, trebuie sa fie respinse. *
Defect functional: Taglele cu fisuri interne cu lungime < 10 mm si latime de 2 mm, se accepta.
Realizarea unei analize chimice corecte,
Reducerea procentului de O, H si N;
Alegera unui program de stropire corespunzator (curbe de racire corecte si evitarea schimbarilor bruste de intensitate a racirii intre zone);
Turnarea otelului cu gradient de temperatura cuprins intre 20-400 C, care sa permita adoptarea unei viteze normale astfel incat sa avem o stropire in racirea secundara cu formarea conului corect de stropire al diuzelor ( asigurarea unei functionari corecte a diuzelor din punct de vedere a debitului critic de apa) ;
Asigurarea functionarii corecte a diuzeleor -sa nu fie infundate;
Modificarea curbei de racire, pentru a reduce reancalzirea dintre zonele de racire sau la sfarsitul racirii.

Proba macro transversala

Proba de la sarja 22747 prezinta retasura si fisuri radiale. Se vor preleva probe suplimentare macro din rotundul laminat si se va executa un control US amanuntit
Fisuri subcutanate


Fisuri la jumatea razei
Probe macro transversale

Fisuri centrale


Aspect:
Neomogenitate chimica, detectabila visual sau prin atac chimic.
Supraincalzirea - daca aceasta este mare, se extinde lungimea zonei de cristale columnare care creste in centrul taglei. Aceasta conduce la o concentratie mai mare de C, S si Mn in lichidul ramas in fata frontului de solidificare;
Racirea secundara - o racire brusca va genera cristale echiaxe care vor creste in centrul taglei, inaintea zonei de cristale columnare. Aceasta va determina ca lichidul ramas sa se imprastie intre cele doua zone;
Viteza de turnare - o viteza ridicata determina turnarea unei tagle calde, astfel cristalele echiaxe nu se mai formeaza in centru.
Agitarea electromagnetica poate reduce efectele segregarii dar este amplasata pe masina intr-un punct cu efect maxim pentru o viteza de turnare data. Din acest considerent nu poate schimba viteza de turnare.
Acest defect diminueaza semnificativ capacitatea de deformare plastica la cald, faciliteaza ruperea intercristalina si reduce caracteristicile mecanice ale produsului.
Se face in functie de etaloanele utilizate si functie de destinatia produsului.
Reducerea supraincalzirii, turanrea cu gradient de temperatura cuprins intre 20-400 C;
Intensificarea racirii secundare;
Utilizarea agitarii electromagnetice, daca marimea segregatiei in V depaseste standardele acceptate in aplicatiile finale.
Segregatie
SEGREGATIE CENTARLA IN "V",
proba macro transversala
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8034
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved