| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Sudabilitatea metalelor si a aliajelor
Sudabilitatea otelurilor
Sudabilitatea este o caracteristica complexa a unui metal sau aliaj care determina , in conditii de sudare date, aptitudinea lor tehnica de realizare a anumitor imbinari. Ea nu este caracteristica proprie a materialului respective , asa cum sunt maleabilitatea, forjabilitatea etc. ci depinde de proprietatile materialului, de conditiile tehnologice de sudare, de solutile constructive , precum si de alti factori .Nu poate fi apreciata sudabilitatea unui material , daca tehnologia de sudare nu a fost corespunzatoare , daca materialele de ados folosite nu au fost adecvate sau daca solutia constructive nu a fost corecta; chiar la un material sudabil pot fi obinute imbinari necorespunzatoare daca sudarea nu a fost efectuata in conditii corecte.
In STAS 7194-65 (Sudabilitatea otelurilor) este indicat modul cum trebuie apreciata sudabilitatea otelurilor , iar in STAS 7748-74 sunt stabilite elementele si conditiile necesare pentru aprecierea sudabilitatii otelurilor prin incercari de indoire a epruvelor plate prevazute cu un canal longitudinal, in care s-a depus un strat de sudura. Pentru o buna sudabilitate, materialul supus operatiei de sudare trebuie sa aiba caracteristici de aptitudine de sudare si de siguranta la sudare .
Aptitudinea de sudare a uni material este conditionata de numerosi dactori , care determina de fapt proprietatile materialului : compozitia chimica, modul de elaborare si de turnare , preucrarile termice ulterioare etc.
Siguranta la sudare cuprinde in notiunea ei , in afara de proprietatile materialului enumerate, si conditiile tehnologice de sudare, solutiile constructive si conceptia imbinarilor sudate.
Tinindu-se seama ca pentru realizarea contrctiilor importante se folosesc oteluri, acestea sunt materialele cele mai cercetate din punctual de vedere al sudabilitatii. Dealtfel, otelurile noi se elaboreaza numai dup ace au fost effectuate cercetarile de sudabilitate. Numerosi factori care influenteaza sudabilitatea unui otel pot fi de natura diferita :metalurgica, constructive, tehnologica etc.
Dintre factorii de natura metalurgica se pot mentiona : compozitia chimica, procedeul de elaborare, continutul de gaze si de elemente stabilizatoare, tratamentele termice aplicate inainte de sudare etc.
Dintre factorii de natura constructive, se pot mentiona : grosimea metalului de sudat si amplasarea cusaturii, deoarece acesti doi factori influenteaza in mare masura producerea tensiunilor interne.
Factorii de natura tehnologica sunt cei mai numerosi si in acest sens se pot mentiona : modul de asamblare si de succesiunea de prindera, procedeul si regimurile de sudare aplicate la executarea constructiei sudate, succesiunea de sudare a rindurilor si a cusaturilor , modul de combatere a tensiunilor interne etc.
Modul cum este explorata constructia respective are , de asemenea, o mare influenta asupra durabilitatii constructiei sudate, astfel la incercarile de sudabilitate trebuie sa se tina seama si de acesti factori, care in multe cazuri au o influenta determinanta. Incercarile la sarcini variabile, la fluaj ,la coroziune , la temperaturi inalte sau joase etc. sunt extreme de importante daca imbinarile sudate ale constructiei sunt expuse la astfel de sarcini ; pentru constructiile supuse acestor sarcini sau care lucreaza in diferite medii, incercarile obisnuite de rezistente, indoire, rezilienta etc.nu sunt suficiente.
Desi carbonul este un element important pentru oteluri,tendinta actuala in constructiile sudate este de folosire a otelurilor cu continut de carbon mai redus, insa complex aliniate cu elemente care conduc la obtinerea unor caracteristici superioare de rezistenta si tenacitate.Aceste oteluri complex aliate, in afara de elementele obisnuite de aliere ca mangan, siliciu, nichel si crom, contin si elementele: aluminiu, zirconiu, titan, cobalt, vanadium etc., care conduc la obtinerea otelurilor cu caracteristici superioare si cu o buna sudabilitate. Influenta diferitelor elemente asupra caracteristicilor otelurilor sunt date in tabelul 2.1.
INFLUENTA DIFERITELOR ELEMENTE ASUPRA CARACTERISTICILOR OTELURILOR
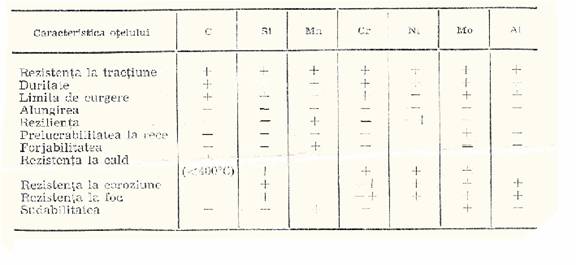
Nota:- micsoreaza caracteristicile ; + mareste caracteristicile ; + + mareste cu mult caracteristicile ; locurile goale inseamna ca nu are influenta sau ea este cu totul neglijabila .
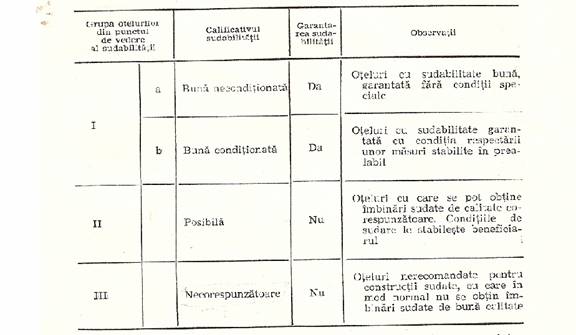
Pentru constructia diferitelor aparate, utilaje, masini, constructii metalice etc., se folosesc oteluri nealiate sau aliate a caror sudabilitate variaza in functie de natura si de continutul elementelor de aliere.Din punctul de vedere al sudabilitatii otelurile se clasifica cu diferite calificative de la o sudabilitate "buna neconditionata", pana la "necorespunzatoare".
In tabelul 2.2 se da o clasificare a sudabilitatii otelurilor, conform STAS7194-65.
Elementul carbon, atat in otelurile aliate, cat si in cele nealiniate , micsoreaza mult sudabilitatea acestora. Daca continutul de carbon din otel este sub 0,25% si daca celelalte elemente de aliniere:megan, siliciu, nichel, cron etc. nu depasesc in total continutul de 1% , otelul are o sudabilitate buna. Daca continutul de carbon depaseste valoarea de 0,25% , iar celelalte elemente de aliniere au un continut pana la 1%, sudabilitatea otelului nu mai este buna.
TABELUL 2.2 Clasificarea otelurilor dupa sudabilitate
Este foarte important ca otelul sa fie elaborate in conditii cat mai ingrijite , cu minimul de impuritati (S,P)sau gaze(O,N,H2) care nu sunt prinse in relatia carbonului echivalent. In cazul cand diferitele elemente de aliere in oteluri sunt cuprinse intre 1 si 3%, pentru ca otelul sa aiba o sudabilitate buna, continutul de carbon nu trebuie sa depaseasca limita de 0,20%.Pentru continutul de elemente de aliniere mai mari decat 3%, in vederea obtinerii unei bune sudabilitati este necesar ca continutul de carbon sa fie si mai mult micsorat.
Tinand seama de rolul hotarator pe care il are asupra sudabilitatii continutul de carbon in oteluri(acesta fiind elementul cel mai daunator sudabilitatii) au fost stabilite diferite formule in care elementele de aliniere (pe baza influentei ce au asupra sudabilitatii) sunt echivalente cu coeficientii fata de influenta carbonului. In modul acesta s-a stabilit relatia"carbonului echivalent"(Ce), care exprima aprecierea asupra stabilitatii otelului respective:
FORMULA:
In care:![]()
%C ,%Mn etc. sunt valorile in sutimi de procente ale elementelor;
t- grosimea materialelor de sudat, in mm.
Din relatie se constata ca, dupa carbon,fosforul ara influenta cea mai defavorabila, urmat de molibden,crom si mangan in timp ce cuprul si nichelul au influente mult mai reduse.In lucrarile de specialitate sunt date si alte relatii ale carbonului ale carbonului echivalent , pentru oteluri cu elemente de aliere in numar mai redus.
In conformitate cu standerele de vigoare, calificativul de sudabilitate posibila se acorda otelurilor nealite sau slab aliate din grupa a II-a, care au un continut de carbon C<0,22% si de carbon echivalent Ce<0,5% deoarece, asa cum s-a aratat, este necesar sa fie indeplinite si alte conditii pentru ca sudabilitatea otelului respective sa poata fi "buna".In cazul cand continutul de C si Ce din otel intrece limitele de mai sus, este necesar sa fie luate masuri speciale, la sudare recurgandu-se la:preincalzire, folosirea de metale de adios cu plasticitate mare tehnici speciale de sudare etc.
Pentu aprecierea sudabilitatii otelurilor carbon si slab aliate cu grosimea peste 20 mm,STAS 7748-74 indica modul de incercare prin executarea unei epruvete plate din materialul respectiv ,prevazuta cu un canal longitudinal(fig.2.11),in care s-a depus sudura si care apoi este supusa indoirii.Valorile de indoire la care trebuie sa reziste epruveta pana la aparitia primei fisuri sau dupa ruperea completa sa stabilesc pe baza de intelegere intre producator si beneficiar , daca aceste valori nu sunt prevazute in standardul materialului respective.Dimensiunile epruvetei sunt prescrise in functie de grosimea ei; pentru grosimea s de 20-50mm, lungimea epruvetei l variaza intre 350 si 500 mm, iar latimea b intre 150 si 200 mm.Lungimea canalului ls in care se depune sudura executa cu un electrod cu invelis acid cu diametrul de 4 mm variaza intre 125 si 250mm.Incercarea se executa supunandu-se epruveta la indoire cu viteza uniforma conform schemei din figura 2.11,c.In functie de grosimea epruvetei distanta l r dintre role se ia intre 140 si 280mm, iar diametrul d al dornului,intre75 si 150mm.Ruptura ,dupa indoire , poate fi tenace cu un aspect fibros sau fragile cu aspect cristalin in care caz ruperea se produce brusc.
In cazul otelurilor cu continut de carbon mai mare de ),22% si de Ce>0,50% se recomanda ca in locul electozilor acizi sa fie folositi electozi cu invelis basic.Tinand seama ca in calcul carbonului echivalent are o mare influenta , pe langa continutul de carbon si grosimea materialului de sudat de indata ce valorile acestora cresc simultan sudabilitatea descreste .In aceste cazuri , se recomanda sa fie folosita preincalzirea care se executa la temperature de cel putin 100C fiind marita odata cu cresterea continutului de carbon si a continutului de carbon echivalent,
FIGURA 2.11
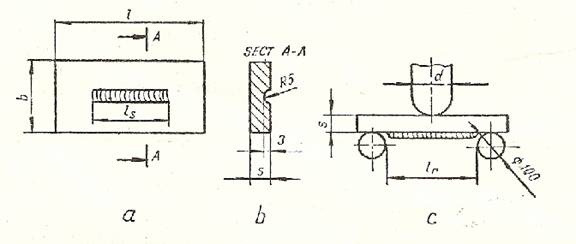
Fig.2.11. Epruveta pentru aprecierea sudabilitatii otelurilor si depozitivul de indoire:
Precum si a grosimii piesei de sudat .In cazul sudarii otelurilor cu sudabilitate necorespunzatoare , preincalzire se executa pina la 450C.La aceste oteluri se recomanda ca preincalzirea sa fie executata si intre trecerile de sudura .Materialele greu sudabile de exemplu fonta, se sudeaza la temperature de preincalzire de 650-700C; aceste temperature se mentin si in timpul operatiei de sudare .
Grosimea pieselor de sudat are influenta negative asupra sudabilitatii,deoarece o masa metalica prea mare provoaca racirea mai brusca a sudurii si a zonei influentate termic, ceea ce la otelurile cu continut marit de elemente de aliere si de carbon poate da nastere la structure fragile; tensiunile interne mari care produc din cauza contractiilor pot provoca fisuri sau chiar ruperi.Preincalzirile executate, in special la grosimi mari ale metaluilui de baza micsoreaza viteza de racier , ceea ce inlatura formarea structurilor dure si a tensiunilor prea mari.
Procedeele si regimurile de sudare au, de asemenea , o mare influenta asupra sudabilitatii materialelor.Pe baza celor aratate mai inainte se poate recomanda ca la sudarea otelurilor cu sudabilitate limita sa se recurga la procedee la care sursele de energie produc fluxuri termice cat mai mari.In acest sens, poate fi mentionat procedeul de sudare in baie de zgura care , aplicat la sudarea grosimilor oricat de mari ar fi, chiar de peste 200mm, chiar si la oteluri cu sudabilitate posibila, da rezultate bune, cu conditia ca dupa sudare sa fie aplicate tratamentele termice de normalizare a structurii.
Procedeele de sudare in mediu de gaze protectuare , de asemenea, pot fi aplicate la oteluri limitat sudabile , deorece sursele de caldura mai concentrate precum si protectia mai buna care se obtin cu aceste procedee fac posibila obtinerea de suduri corespunzatoare.
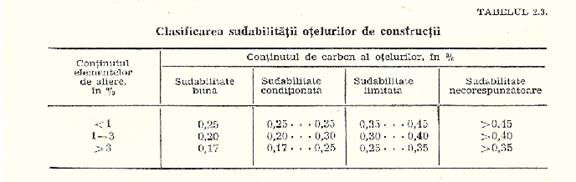
Pentru aprecierea practica a sudabilitatii in tabelul2.3 se da clasificare a diferitelor calitati de oteluri in functie de continutul de carbon si de elementele de aliniere; aceste oteluri sunt folosite pe scara larga in constructii de masini.
TABELUL2.3
Clasificarea sudabilitatii otelurilor de constructii
Otelurile de rezistenta mare sau inalta cu valori mari ale rezistentei de rupere si ale limitei de curgere si totodata cu bune valori de tenacitate permit realizarea de constructii sudate mai usoare .Micsorarea masei constructiei, care se obtine prin micsorarea grosimii peretelui, prezinta un avantaj din punctual de vedere al sudabilitatii.Noile oteluri cu rezistenta inalta, datorita unei alieri mai complexe permit micsorareacu mult a continutului de carbon; de asemenea prin folosirea de elemente care finiseaza granulatia(Al, Ti etc.)sau de elemente stabizatoare(N1,Ti) care formeaza carburi stabile se confera otelului respective o buna sudabiliatte inlaturandu-se in special pericolul de formare a fisurilor care sunt cele mai grave defecte.
Otelurile inalt aliate cu continutul de elemente de aliere care uneori ajung pana la 45%, in majoritatea lor, se fabrica in present sudabile.Din aceasta grupa fac parte parte otelurile refractate otelurile antiacide, otelurile pentru instalatii criogenice etc. Pentru inbunatatirea sudabilitatii lor , ele contin elemente stabilizatoare, iar in multe cazuri continutul de carbon nu depasesc valoarea de 0,05%.Acestor oteluri nu li se aplica relatia carbonului echivalent, sudabilitatea lor fiind apreciata prin incercarile prealabile care se executa in conditiile la care vor fi supuse imbinarile sudate in exploatare.
Sudabilitatea altor metale si aliaje
In tehnica constructiilor de masini, precum si la alte constructii, in afara de oteluri se folosesc numeroase alte metale si aliaje, iar pentru calitatea imbinarilor sudate este necesar sa fie apreciata sudabilitatea acestora.
Fonta este un material nesudabil, deoarece continutul inalt de carbon provoaca usor fisurarea sau ruperea, daca sudarea nu se executa la cald; dupa o incalzire la temperature pina la rosu-inchis (650-700 grade C),racirea piesei sudate trebuie sa fie efectuata in anumite conditii, astfel incat sa nu se formeze structure dure.
Metalele neferoase sunt in general greu sudabile, tinandu-se seama in special de afinitata pe care o au unele din ele fata de gaze si de conductivitatea lor termica mare .
Aluminiul si aliajele de aluminiu, desi sunt greu sudabile , pot fi imbinate corespunzator , daca se iau anumite precautii la sudare , cele mai importante fiind:folosirea fluxurilor de dezoxidare a oxizilor care se formeaza usor in baia de sudura, preincalzire in timpul sudarii, folosirea de surse puternice la sudare. Noile procedee , si in special cele in mediu de gaz inert , permit realizarea de suduri de calitate.
Cuprul si aliajele de cupru (alama , tombac, alpaca, bronz), de asemenea, se sudeaza dificil; la fel ca si pentru aluminiu sunt necesare pre-incalziri, surse puternice la sudare si fluxuri de dezoxidare sau folosirea de procedee in mediu de gaz inert.
Titanul si aliajele de titan se sudeaza numai in mediu de gaz inert, care sa asigure o protectie completa fata de mediul inconjurator. Zirconiul, fiind la fel un metal reactive , necesita o protectie completa in timpul operatiei de sudare.
Metalele rare, cum sunt : niobiul beriliul sau uraniul, se sudeaza in bune conditii in vid inaintat sau in mediu de gaz inert cu protectie totala.
Metalele freu fuzibile ( molibdenul, wolframul etc.) se sudeaza in mediu de gaz inert cu electrod wolfram sau cu procedeele noi cu surse de energie concentrate, cum sunt jetul de plasma , sudarea cu fascicul de electroni etc.
Mealele neferoase obisnuite : plumbul ,zincul ,nichelul, se sudeaza prin procedeele cu flacara, folosindu-se fluxuri decapante.
MASURI GENERALE DE TEHNICA A SECURITATII MUNCII LA SUDARE
Degajarea intense de caldura si temperaturile inalte pe care le dezvolta flacara de gaze si arcul electric fac ca acestea sa formeze sursele de enrgie adecvate pentru sudare si pentru procedeele conexe sudarii.
La sudarea cu gaze temperature flacarii variaza- in functie de gazul folosit - intre 2500 si 3200 ˚ C, cu concentrate de energie pana la 10² W/cm²; la sudarea cu arc electric, temperature in coloana arcului depaseste uneori chiar temperature de 6000º C si se obtin concentratii de energie pana la 10³ W/cm². Aceste temperaturi inalte se dezvolta prin arderea gazelor infamabile in oxigen sau prin descarcari electrice produse e sursele respective , ceea ce produc topirea materialelor folosite.Tinandu-se seama de faptul ca sursele de energies au materialele folosite la sudare pot produce explozii , incendii si radiatii foarte periculoase, arsuri , intoxicari etc., este important ca inainte de punerea in functiune a aparatelor , in timpul operatilor de sudare, precum si dupa executarea acestora sa fie luate masuri corespunzatoare de tehnica a securitatii muncii.
Noile surse aplicate in ultimul timp la sudare, ca si la alte prelucrari, care permit prelucrarea oricarui metal sau aliaj greu fuzibil, cum sunt jetul de plasma , fasciculul de electroni sau de lumina amplificata, au temperature de pana la 200 000˚C , cu concentrari de energie de 10la puterea7 ..10la puterea8 W/cm²Pentru aceste procedee este necesar sa fi luate masuri deosebite de protectie, deoarece au atat aparatura cat si conditiile de lucru cu totul speciale
Pentru luarea masurilor necesare de protectie, Comitetul de Stat pentru Protectia Muncii, care coordoneaza intreaga activitate de protectie a muncii , a elaborate intructiuni privind masurile necesare de prevenire a accidentelor .Responsabilitatea asigurarii conditiilor de munca corecte si a respectarii normelor de protectie revin administratiei intreprinderilor.
Sudorii trebuie sa cunoasca amanuntit modul de manipulare a utilajului de sudare, unde si cum trebuie depozitate sculele si materialele necesare, in special cele ce pot provoca accidente, intreaga pregatire a echipamentului si apieselor inainte de sudare, manipularea acestora in timpul si dupa operatia de sudare, urmata de depozitarea corecta a ansamblurilor sudate
In cele ce urmeaza se vor da indicatiile denerale privind tehnica securitatii muncii, in special cauzele care pot provoca accidente sau raniri, urmand ca in cadrul capitolelor unde vor fi descries utilajele si tehnologia de lucru a diferitelor constructii, sa fie date indicatii deteliate legate de manipularea utilajului sau de tehnica operatiilor.
Prevenirea exploziilor si a incendiilor . Exploziile , care uneori sunt insotite si de incendii, la sudarea cu gaz pot fi prevenite daca se iau masuri de evitare, in special inainte de punerea in functiune a instalatiilor si inaintea inceperii operatiei de sudare.
Generatoarele de acetilena trebuie amplasate in incaperi separate de cele in care se sudeaza, la distante de cel putin 10 m de orice sursa de foc, iar manipularea lor sa fie facuta in conformitate cu prescriptiile intreprinderilor producatoare. Deoarece umiditatea din aer in contact cu carbitul degaja acetilena, care este exploziva, butoaiele de carbit se vor pastra inchise etans in incaperi uscate , separate de alte materiale.Tinand cont ca oxigenul in contact chiat cu urme de grasime provoaca explozii,buteliile reducatoare si tuburile de oxigen se vor pastra absolut curate complet lipsite de grasimi.
La sudarea cu arc electric , periodic, se vor efectua verificari ale izolatiei conductoarelor, ale contactelor si ale legaturilor electrice.Atat la sudarea cu flacara de gaze, cat si la sudarea electrica, se vor inlatura materialele inflamabile din apropierea locurilor de munca ,deoarece pot provoca incendii urmate de chiar explozii, provocate de scantei si picaturile de metal sau de zgura imprastiat in timpul lucrului.
Nu se vor efectua lucrari la recipientele aflate sub presiune.
La intrarea in ateliere de sudare , se va afisa vizibil:"Fumatul interzis","Nu priviti flacara","nu priviti arcul electric","Pericol de orbire,Atentie se sudeaza"etc.
Prevenirea electrocutarii si a radiatiilor arcului electric.Deoarece tensiunile peste 24 V cu curenti de peste 0,01A sunt periculoase organismului omenesc, este necesar ca sudorii s nu vina in contact cu piese neizolate ale circuitului electric.Toate legaturile electrice la instalatiile pentru sudarea cu arc electric se vor efectua numai de catre electrcieni.Inaintea de inceperea lucrului , sudorul va examina daca cablurile de sudare nu sunt deteriorate sau cu izolatie defecta si daca legaturile sunt coecte;conductoatele de curent trebuie verificate cel putin odata la 3 zile.Deoarece contactul cu prizele neizolate ale circuitelor electrice sunt foarte periculoase, sudorul trebuie sa poarte permanent manusi de piele.Toate aparatele, precum si masa de sudare, trebuie sa fie legate la pamant; aceste legaturi se executa de catre electricieni.
La sudarea in interiorul recipientelor se vor utiliza covoare izolante sau gratare de lemn cu covoare ignifuge.
Contra radiatiilor produse de arcul electric, se vor utiliza masti de cap sau ecrane de mana , prevazute cu filtre colorate.
Prevenirea ranilor.Pentru prevenirea ranirii ochilor , sudorii vor purta obligatoriu ochielari de protectie iar pentru prevenirea ranirii mainilor manusi de piele.La sudarea la inaltimi si in locuri periculoase, sudorii vor fi echipati cu centuri de siguranta iar pentru prevenirea ranilor provocate de picaturile de metal s-au de zgura topita , sudorul va purta manusi de piele iar in picioare jambiere (ghetre).In timpul lucrului sudorul va purta haine din panza de cort sau un sort de piele; pantalonii trebuie sa acopere ghetele.
Prevenirea intoxicatiilor.Deoarece in timpul sudarii se degaja fum, vapori si gaze toxice, amestecate cu un praf foarte fin, este necesar ca la locurile de munca in cabine sa fie amenajate aspiratoare fixe prevazute la mesele de sudare, iar pentru lucrul pe fluxul fabricatie aspiratoare portative.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6851
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved