| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Universitatea din
Inginerie Manageriala si Tehnologica
Tehnologia sculelor aschietoare -
Proiectarea unui cutit de strunjit cu placuta din carburi metalice lipita
I. Date initiale
n=5
1. Tipul operatiei - strunjire exterioara
2. Fixarea piesei - U-V
3. Diametrul
initial - ![]()
4. Diametrul
final - ![]()
5. Lungimea
piesei - ![]()
6. Lungimea in
consola a cutitului - ![]()
7. Forta
admisibila a mecanismului de avans - ![]()
8. Rugozitatea
suprafetei prelucrate Ra=![]()
9. Materialul piesei - fonta cenusie Fc 200
II. Etapele de proiectare
1. Stabilirea schemei de prelucrare
2. Alegerea materialului cozii si a placutei din carburi metalice
3. Alegerea parametrilor geometrici functionali:
3.1 Alegerea
valorilor unghiurilor - ![]()
3.2 Calcularea unghiurilor in planul de lucru si in planul posterior
4. Stabilirea regimului de aschiere
4.1 Calcularea adincimii de aschiere
4.2 Alegerea avansului ( din tabele )
4.3 Verificarea avansului din urmatoarele conditii:
a) Conditia de rezistenta la incovoire a piesei
b) Conditia de rigiditate a piesei ( daca este cazul )
c) Conditia de rezistenta a mecenismului de avans
d) Conditia de rugozitate
e) Conditia de rezistenta a placutei din carburi metalice
4.4 Calculul vitezei de aschiere:
4.4.1 Calcularea vitezei economice
4.4.2 Calculul turatiei
4.4.3 Recalcularea vitezei de aschiere ( viteza efectiva )
4.5 Calcularea fortelor de aschiere
4.6 Calcularea puterii effective de aschiere
5. Stabilirea elementelor constructive ale cutitului
6. Calculul de verificare a corpului cutitului
7. Tehnologia de ascutire a cutitului
8. N.T.S la ascutirea cutitelor
9. Desenul de executie pentru cutit
2. Alegerea materialului cozii cutitului si a placutei din carburi metalice
Corpul cutitelor se executa in general din material care are un coeficient de dilatare termica cu cel al placutei din carburi metalice.
Fontele cenusii, spre deosebire de fontele albe, fontele cenusii obtin carbonul mai ales sub forma libera ( cca. 80% ). Fonta cenusie se obtine prin racirea lenta a unei fonte lipite care are un continut ridicat de carbon si siliciu. Necesitatea continutului ridicat de siliciu este determinata de actiunea favorizanta a siliciului asupra descompunerii cu separarea de grafit.
Proprietatile fontelor cenusii sunt determinate de continutul lor in carbon liber de forma si marimea particolelor de grafit. In functie de caracteristicile acestora fontele cenusii se impart in:
Fontele cenusii perlitice in care in urma separarii grafitului de carbon legat corespunde concentratiei perlitice 0,8%.
Fontele cenusii ferito-perlitice, in acest caz carbonul legat este mai mic de 0,8%.
Fonte cenusii feritice in cazul carora intreaga cantitate de carbon este libera.
Fontele cenusii pentru turnatorie sunt simbolizate
cu grupul de litere Fc urmat de o cifra care reprezinta rezistenta minima de
rupere la tractiune in ![]() .
In tabelul urmator dam principale sortimente de fonte cenusii standardizate si
utilizarea lor.
.
In tabelul urmator dam principale sortimente de fonte cenusii standardizate si
utilizarea lor.
( 6, pag. 245 )
|
Tipul de fonta |
Simbolizare |
Utilizari |
|
Fonta ordinara |
Fe 10 |
Piese cu rezistenta mecani- ca, batiuri de masini, capa- ce |
|
Fonta normala |
Fc 15 |
Piese cu rezistenta mecani- ca, batiuri de masini, capa- ce |
|
Fonte superioare |
Fc 20 si Fc 25 |
Piese cu rezistente mecani- ce, cilindrii motoare, blo- curi motoare, segmenti, roti dintate |
|
Fonte speciale |
Fc 30, Fc 35, Fc 40 |
Piese cu rezistente mecani- ce mari, cilindrii si blocuri de motoare, segmenti |
Fonta cenusie cu grafit lamelar, turnata in piese se foloseste in constructiile de masini. Prezenta carbonului liber sub forma de grafit o face sa fie usor prelucrabila.
Cind se alege marca fontei, trebuie sa se tina seama ca o data cu majoritatea grosimilor peretilor pieselor, proprietatile mecanice ale fontelor scad. In tabelul de mai jos se da informativ modificarea rezistentei la tractiune si a durabilitatii Brinell, functie de diametrele epruvetelor corespunzatoare grosimii peretului piesei. Cand piesele din fonta cenusie sunt supuse solicitarilor de incovoiere, rezistenta la incovoiere necesara este indicata in STAS.
Caracteristicile mecanice ale fontei cenusii
cu grafit lamelar turnate in piese ( 7, pag. 663 )
|
Marca fontei |
Diametrul |
Rezistenta minima la tractiune: |
Marca fontei |
Diametrul |
Rezistenta minima la tractiune: |
||||
|
Probei turnate [mm] |
Epruvetei prelucrate [mm] |
|
|
Probei turnate [mm] |
Epruvetei prelucrate [mm] |
|
|
||
|
Fc 200 |
Fc 400 | ||||||||
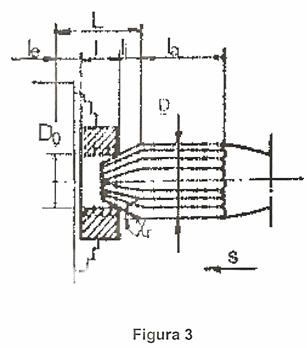
Dimensiunile cozii cutitului 20x20 mm
L=154; H=30; x=1,56; c=10,6; k=25; R=0,5
Placuta din
carburi metalice se va alege de tipul P10 de forma A20 STAS cu dimensiunile:
l=13,8mm; t=14mm; r=![]() ; s=7mm; h=2mm. ( desen
)
; s=7mm; h=2mm. ( desen
)
3. Alegerea parametrilor geometrici functionali
3.1 Unghiuri functionale ( Alegerea valorilor unghiurilor ) ( 1, tab. 2.4 )
3.2 Calcularea unghiurilor in planul de lucru si in planul posterior
4. Stabilirea regimului de aschiere
4.1 Calculul adincimii de aschiere
![]() , pag. 17 )
, pag. 17 )
4.2 Alegerea avansului
![]() , tab. 25 )
, tab. 25 )
4.3 Verificarea avansului din urmatoarele conditii:
a) Conditia de rezistenta la incovoiere a piesei
W-modul de rezistenta
L-lungimea piesei
![]()
-sageata admisibila=1

E-modulul de
elasticitate![]()
I-momentul de inertie
c) Conditia de rezistensa a mecanismului de avans
 , pag. 33 )
, pag. 33 )
Ft=Fa
![]()
![]() ,
,
![]() >s ales, asadar placuta va lucra in conditii
bune
>s ales, asadar placuta va lucra in conditii
bune
4.4 Calculul vitezei de aschiere
4.4.1 Calculul vitezei economice , pag. 182 )

unde ![]() ,
coeficient care depinde de caracteristicile materialului care se prelucreaza si
ale materialului sculei aschietoare ( 2, tab. 10.26 )
,
coeficient care depinde de caracteristicile materialului care se prelucreaza si
ale materialului sculei aschietoare ( 2, tab. 10.26 )
 , tab. 2.21 )
, tab. 2.21 )

4.4.2 Calculul turatiei
![]() , pag. 41 )
, pag. 41 )
4.4.3 Alegerea turatiei din gama de turatii a MU ( masini unelte )
-alegerea turatiei din gama de turatie SN 400 , tab. 2.38, pag. 45 )
![]()
4.4.4 Recalcularea vitezei de aschiere ( viteza efectiva )
![]() 146
146 ![]()
4.5 Calcularea fortelor de aschiere , pag. 42 )
4.6 Calcularea puterii efective de aschiere , pag. 42 )
6. Calculul de verificare a corpului cutitului
 , pag. 36, rel. 2.36, 2.37 )
, pag. 36, rel. 2.36, 2.37 )
7. Tehnologia de ascutire a cutitului
Ascutirea normala: avind in vedere fragilitatea mare a placutelor din carburi metalice, se impune respectarea sensului de rotatie al pietrei abrasive fata de tais.
Ascutirea mecanica consta in aducerea fetei de asezare intr-un plan care poate fi generat cu partea frontala sau cilindrica a pietrei abrasive.
1) Ascutirea corpului cutizului pe fata de asezare principala
2) Ascutirea fetei de asezare secundara
3) Ascutirea placutei din carbura metalica pe fata de asezare principala
4) Ascutirea fetei de degajare
5) Rotunjirea virfului cutituiui
6) Netezirea fetei de asezare secundara
7) Netezirea fetei de asezare principala
8) Netezirea fetei de degajare
9) Netezirea virfului cutitului
8. N.T.S la ascutirea cutitelor
Masinile care utilizeaza elemente abrazive trebuie sa fie astfel concepute incat vibratiile sa aiba o valoare cat mai mica. Toate masinile trebuie sa fie echipte cu carcase de protectie.
Polizoarele fixe trebuie prevazute cu ecran de protectie mobil cu vizoare din geam securizat. Distanta dintre muchia interioara a vizorului si corpul abraziv nu va fi mai mare de 6cm.
Polizoarele vor fi prevazute cu un support de sprijin reglabil, in plan orizontal si vertical sa permita reglarea lui astfel incat distanta dintre corpul abraziv si suport sa nu fie mai mare de 3mm.
Suportul de sprijin trebuie sa permita o fixare sigura a lui: suporturile uzate se vor inlocui.
Alegerea corpului abraziv se va face in functie de felul materialului de prelucrat, de forma si dimensiunile piesei de prelucrat.
Corpul abraziv
se monteaza intre flanse de otel cu rezistenta la tractiune minim ![]()
Montarea corpului abraziv se face de catre persoane bine instruite.
Fixarea corpului abraziv trebuie sa asigure o centrare perfecta.
Reglarea suporturilor si a vizorilor de protectie se face cu corpul abraziv in repaus.
Proiect 2
Proiectarea unei brose cilindrice
I. Etapele proiectului
1. Stabilirea schemei de aschiere
2. Alegerea materialului brosei: proprietati, tratament termic
3. Determinarea adaosului total de prelucrare
3.1. Calcularea adaosului total de prelucrare
3.2. Calcularea diametrului initial al alezajului
4. Stabilirea adaosului pe dinte ( suprainaltarea, avansul pe dinte )
5. Stabilirea profilului si a dimensiunilor dintilor si a golului dintre dinti
6. Stabilirea structurii brosei
7. Stabilirea dimensiunilor brosei
7.1. Stabilirea dimensiunilor partii de fixare
7.2. Stabilirea dimensiunilor partii de ghidare fata
7.3. Stabilirea dimensiunilor partii aschietoare ( calcularea numarului de dinti de degrosare, finisare, calibrare, calcularea diametrelor dintilor )
7.4. Calcularea lungimii totale a brosei
8. Calcularea vitezei de aschiere
9. Calcularea fortei de aschiere
10. Calculul de verificare in cele 2 sectiuni periculoase ( partea de fixare si sectiunea golului la primul dinte )
11. Tehnologia de ascutire a brosei
II. Partea grafica
Desenul de executie a brosei
III. Clasa de precizie
1. H7 9. H8
2. H6 10. J7
3. H10 11. H8
4. H9 12. H6
5. J8 13. G6
6. G6 14. H10
7. F7 15. J7
8. G7 16. F8
Date initiale
1. Diametrul nominal al gaurii brosate
Dn=30+0 *n=32,5mm
2. Lungimea piesei
Lp=25+0 *n=27,5mm
3. Clasa de precizie
J=8
4. Materialul piesei
Fc 200
5. Forta de tragere a brosei
Ft=10kdaN
2. Alegerea materialului brosei Rp3
a) Compozitia chimica
Rp3=Rw180
C - 0 .0,80
Mn max=0
Si=0 .0,40
Cr=3 .4,40
Mo max=0
W=17 .19,5
V=1 .1,4
Nimax=0
Pmax=0,025
Smax=0
b) Tratamentul termic
Rp3=Rw180
-domeniul de temperature la
prelucrarea plastica la cald: ![]() C
C
-recoacere de inmuiere: ![]() C
C
-duritate: ![]() HB
HB
-calire: ![]() C
C
-mediu de racire: ulei, apa
-duritate 60HRC
-revenire: ![]() C
C
-duritate .66HRC
3. Determinarea adaosului total de prelucrare
3.1. Calcularea adaosului total de prelucrare:
A=0,005*D 0,05.0,2)![]() =1,21mm
=1,21mm
3.2. Calcularea diametrului initial al alezajului:
Di=Dn-A=32 -1,21=31,29mm
4. Stabilirea adaosului pe dinte
4.1. Adaosul pe dinte la brosare:
Sd=Cs*![]() -pentru
alezaje cilindrice
-pentru
alezaje cilindrice
![]() -diametrul
alezajului
-diametrul
alezajului
Cs-0
Xs-0
Sd=0 *31,29![]() =0,05mm
=0,05mm
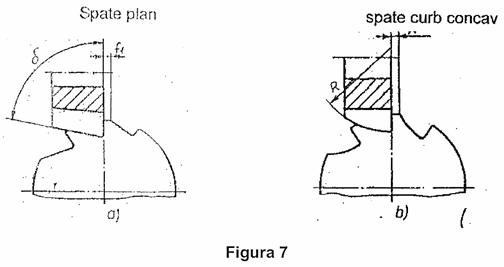
5. Stabilirea profilului si a dimensiunilor dintilor si a golului dintre dinti
Partea de aschiere-cuprinde dintii de taiere care indeparteaza adaosul de prelucrare
( dintii de degrosare si ultimii dinti de finisare ):
P 1,25.1,5) ![]() =6,81mm,
alegem 7mm
=6,81mm,
alegem 7mm
Inaltimea dintelui:
![]()
a-grosimea aschiei
a=0 -0,010mm
a=0,04mm
K=2 ( tab. 5.1 )
Sectiunea golului
Aria sectiunii longitudinale a aschiei
Sa=a*L=0 *27,5=1,1mm
Sb-aria sectiunii golului dintre dinti
![]()
h=2
Brosa are portiunile:
-coada-pentru fixare si actionarea brosei
-partea de conducere din fata
-partea de aschiere
-partea de calibrare
-partea de conducere din spate
7. Stabilirea dimensiunilor brosei
7.1. Stabilirea dimensiunilor partii de fixare
Partea de fixare este formata din lungimile l1+l2
Coada brosei a carei lungime l1 depinde de sistemul de prindere al brosei
Dimensiunile cozilor pentru mandrine cu pana in functie de diametrul nominal:
Dn=32,5mm
L=20mm, l1=30mm, b=9mm, f=2mm, L1=75mm ( tab. 5.6 )
l2=90mm
Conducerea din fata l3
L3=50mm
Partea de aschiere l4
![]()
Nr. de dinti care sunt in contact simultan cu materialul:
![]()
Nr. de dinti de degrosare:
Partea de calibrare:
Lungimea partii de calibrare
l5=z5*p5=6 *4,2=27,46mm
p5 0,6.0,7)*p=0,6*7=4,2mm
Partea de conducere sin spate lisa l6
d6=Dmin-0 =31,29-0,01=31,28mm
l6 1,5.2)D=31,29*1,8=56,32mm
Lungimea totala a brosei
L=l1+l2+l3+l4+l5+l6
L=75+70+50+87+27 +56,32=365,78mm
Dimensiunile partii active ale brosei
Dintii de degrosare:
Dintii de finisare:
Dintii de calibrare:
![]()
8. Calcularea vitezei de aschiere la brosare
9. Forta de aschiere
![]()
![]() -nr. de dinti care lucreaza concomitent
-nr. de dinti care lucreaza concomitent
10. Calculul de verificare in cele 2 sectiuni periculoase
a) partea de fixare
b) sectiunea golului la primul dinte
Coada brosei se verifica la tractiune, sectiunea periculoasa fiind in dreptul penei.
 )
)
 )
)
11. Stabilirea regimului de aschiere
Avansul pe dinte: Sd=0,05mm
Viteza de aschiere:m/min
V=3,30m/min
12. Tehnologia ascutirii broselor
Operatia de ascutire se executa pe masini speciale de ascutit brose.
Ascutirea se face pe fata de degajare necesara indepartarii uzurii dintelui brosei. Astfel, dintele brosei isi va recapata calitatile aschietoare.
Stratul de material indepartat din dinte ( pentru a elimina tesitura de uzura ) trebuie sa fie cat mai mic posibil. Datorita existentei unghiului de asezare, cu cat stratul indepartat prin aschiere este mai mare, cu atit brosa se devalibreaza mai repede.
In cazul ascutirii broselor din otel rapid, aceasta se executa din discuri abrazive din electrocorund.
Pentru degrosare se foloseste un disc cu granulatia de 36.46 si duritatea K, L. Regimul de aschiere folosit are urmatoarele caracteristici:
-viteza de aschiere Vas=25.35m/sec
-t=0,005.0,5mm
-v=10.15m/min
Ascutirea se face fie cu racire abundenta, fie fara racire. Ca lichid de racire se foloseste emulsia de sapun in apa.
Proiect 3
Proiectarea unui alezor cilindric de masina
I. Date initiale
Sa se proiecteze un alezor de masina pentru realizarea alezajului din figura avand dimensiunea:
D=15+n ( H9 ) si lungimea L=30+n mm
D=15+5=20mm
L=30+5=35mm
Material OL 50
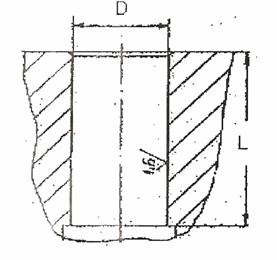
Figura 1
II. Etapele de proiectare
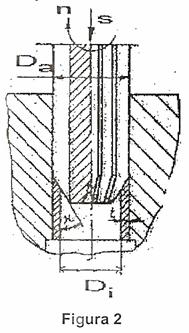
1. Principiul de lucru
Operatia de alezare se efectueaza in pozitia verticala ca in figura 2, pe o masina de alezat normala. Atat miscarea principala de aschiere cat si cea de avans se executa de catre scula.
Din punct de vedere cinematic operatia de alezare se caracterizeaza:
-viteza de aschiere v ( rot/min ) care determina turatia arborelui principal al masinii n ( rot/min )
-avansul de lucru s ( mm/rot ) pe baza
caruia se poate calcula avansul pe dinte al sculei ![]()
2. Stabilirea materialului sculei
Avind in vedere ca operatia de alezare se efectueaza mecanic, iar materialul supus prelucrarii nu ridica probleme deosebite de aschiere, la executarea alezorului se recomanda folosirea otelurilor rapide Rp3 sau Rp5 si nu a otelurilor carbon de scule sau a carburilor metalice, pentru faptul ca taisul alezoarelor de masina executate din otel rapid Rp5 dispun de o tenacitate si rezistenta la uzura ridicata iar din punct de vedere economic ecest otel este superior lui Rp3 se prevede executarea alezorului din otel rapid Rp5.
3. Calculul adaosului de prelucrare
Adaosul de prelucrare se calculeaza cu relatia:
![]()
D-diametrul nominal al gaurii alezate
m=0,1 pentru materiale feroase
m=0,12 pentru materiale neferoase
z=0,37 pentru toate tipurile de materiale
4. Calculul regimului de aschiere
4.1. Adancimea de aschiere
Adancimea de aschiere se calculeaza cu realtia:
![]()
4.2. Avansul de lucru
Avansul de lucru se calculeaza cu relatia:
![]()
Coeficientul ![]() se va alege din tabelul 1.
se va alege din tabelul 1.
Tabelul 1
|
Materialul prelucrat |
Duritatea, HB |
Grupa de avansuri |
||
|
I |
II |
III |
||
|
Otel |
| |||
|
>240 | ||||
|
Fonta |
| |||
|
| ||||
|
Materiale neferoase |
Mica | |||
|
Mica | ||||
Grupa I. Avansuri maxime recomandate la alezarea de degrosare.
Grupa II. Avansuri mijlocii recomandate la alezarea de finisare dintr-o singura trecere
Grupa III. Avansuri minime recomandate la alezarea de finisare dupa trecere
4.3. Avansul depinde
![]() -avansul de dinte mm/dinte
-avansul de dinte mm/dinte
z-numarul de dinti
s-avansul in rot/min
4.4. Viteza de aschiere se calculeaza cu relatia

 sunt date in tabelul 2, iar valorile pentru
durabilitatea medie T recomandata pentru alezoare din otel rapide sunt date in
tabelul 3.
sunt date in tabelul 2, iar valorile pentru
durabilitatea medie T recomandata pentru alezoare din otel rapide sunt date in
tabelul 3.
Coeficientul de corectie a vitezei de aschiere are valoarea:
![]() =1 pentru scule din otel rapid Rp3
=1 pentru scule din otel rapid Rp3
![]() =0,9 pentru scule din otel rapid Rp5
=0,9 pentru scule din otel rapid Rp5
![]() =0,6 pentru scule din oteluri aliate de
scule
=0,6 pentru scule din oteluri aliate de
scule
![]() =0,5 pentru scule din OSC 10, OSC 11, OSC
13
=0,5 pentru scule din OSC 10, OSC 11, OSC
13
Valorile constantei ![]() si a exponentilor m,
si a exponentilor m,![]() la alezarea cu scule din otel rapid.
la alezarea cu scule din otel rapid.
Tabelul 2
|
Materialul prelucrat |
|
|
|
|
|
|
Otel carbon | |||||
|
Fonta cenusie HB=190 |
Tableul 3
|
Diametrul alezorului D in mm | |||
|
Durabilitatea T in mm |
4.5. Calculul turatiei
![]()
5. Calcularea fortei axiale, a momentului si a puterii de aschiere la alezare
5.1. Forta axiala ![]() calculata cu relatia:
calculata cu relatia:
![]()
5.2. Momentul de aschiere Mt calculat cu relatia:
![]()
constantele si exponentii sunt dati in tabelul 4.
5.3. Puterea necesara aschierii calculata cu relatia:
![]()
Tabelul 4
|
Materialul prelucrat |
|
|
|
|
|
|
|
|
|
Otel carbon
| ||||||||
|
Fonta cenusie HB=190 |
6. Calcularea timpului de baza
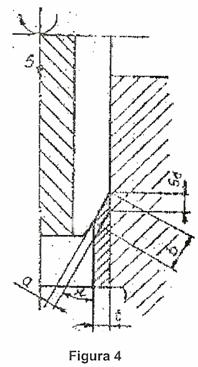
7. Parametrii geometrici ai aschierii prezentat in figura 4
a-grosimera de aschiere
b-latimea de aschiere
s-aria sectiunii aschiei nominale
8. Alegerea alezorului
Avand in vedere dimensiunea alezajului de prelucrat, modul de actionare al sculei, materialul de prelucrat, se considera ca cel mai potrivit tip de alezor este alezorul fix de masina cu coada conica de tip celei din figura 5.
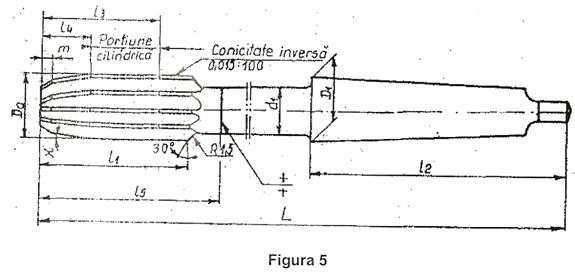
9. Stabilirea elementelor constructive
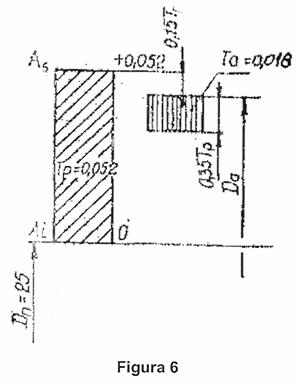
9.1. Diametrul exterior
Diametrul exterior se stabileste conform figurii cu relatia urmatoare:

![]() -diametrul
nominal al alezorului
-diametrul
nominal al alezorului
![]() -abaterea
superioara a campului de toleranta
-abaterea
superioara a campului de toleranta
![]() -campul
de toleranta
-campul
de toleranta
9.2. Numarul de dinti se calculeaza cu relatia:
![]()
9.3. Profilul dintilor se alege din figura si caracteristicile alezorului din
Tabelul 5
|
d[mm] |
Z |
|
R |
F1 |
|
3.6 |
6 |
60 |
- |
0,4 |
|
7.10 |
6 |
80 |
- |
0,5 |
|
11.12 |
8 |
80 |
- |
0,7 |
|
13.15 |
6 |
80 |
- |
0,9 |
|
16.17 |
8 |
60 |
- |
1,1 |
|
18.19 |
8 |
85 |
- |
1,1 |
|
20.23 |
10 |
85 |
- |
1,1 |
|
24.30 |
10 |
- |
25 |
1,3 |
|
31.34 |
12 |
- |
25 |
1,6 |
|
44.59 |
14 |
- |
25 |
1,9 |
|
60.78 |
16 |
- |
35 |
2,2 |
|
79.100 |
18 |
- |
35 |
2,5 |
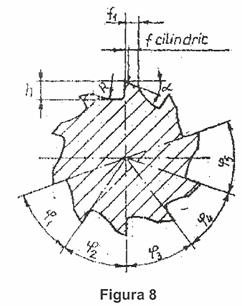
9.4. Impartirea dintilor
Se adopta impartirea neegala a dintilor conform figurii 8.
9.5. Inclinarea dintilor
Cele mai frecvente sunt utilizate alezoarele cu dinti drepti, alezoarele cu dinti inclinati se recomanda la prelucrarea gaurilor prevazute cu diferite canale.
9.6. Forma conului de atac ( figura 9 )
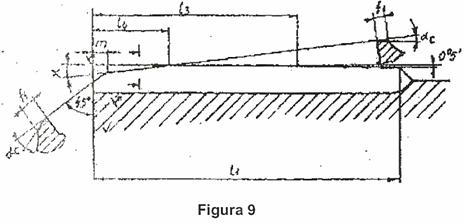
Pentru
a obtine calitatea suprafetei prelucrate in limitele stabilite de desenul de
executie a piesei se adopta o solutie cu con de atac dublu prezentat in figura
9 la care unghiul ![]() ,
cota m=2mm, iar
,
cota m=2mm, iar ![]() =7mm.
=7mm.
9.7. Lungimea partilor componente ale alezorului
-lungimea
partilor componente ale alezorului ![]() se alege constructiv,
se alege constructiv, ![]() =35mm
=35mm
-lungimea
partii de lucru ![]() 0,8.2)D=
0,8.2)D=![]()
-lungimea
cozii ![]() se stabileste in functie de numarul conului morse
se stabileste in functie de numarul conului morse
-lungimea
partii din otel rapid a alezorului ![]()
-lungimea
totala a alezorului ![]()
9.8. Geometria dintilor alezorului
Pe portiunea de atac din figura 9,
taisurile aschietoare nu au fateta de conducere iar unghiul de aschiere pe
aceasta portiune este ![]() .
.
Pe partea cilindrica din figura 8,
taisurile sunt prevazute cu fateta cilindrica ![]() ,
iar unghiul de asezare pe aceasta portiune se alege la o valoare minima.
,
iar unghiul de asezare pe aceasta portiune se alege la o valoare minima.
10. Stabilirea tratamentului termic
Partea activa a alezorului care se executa din otel rapid Rp5, dupa prelucrarea mecanica inainte de rectificare si acutire este supus unei operatii de tratament termic ce consta din calire urmata de 2 reveniri inalte.
Dupa calire, duritatea obtinuta trebuie sa fie cuprinsa intre 6264 HRC, iar coada sculei care se executa din OL 70 se trateaza termic la 4045 HRC.
11. Conditii tehnice si de calitate
a) Abateri limita:
-la lungimea partii utile si lungimea totala a alezorului se admite h16
-bataia radiala a taisurilor masurata pe partea de calibrare poate avea o abatere maxima de 0,006mm
-bataia radiala a dintilor masurata pe portiunea conului de atac, perpendicular pe tais poate avea o abatere maxima de 0,015mm
b) Rugozitatea
-pe suprafata de degajare si de asezare a
portiunilor de atac si de calibrare precum si pe fateta cilindrica a portiunii
de calibrare ![]()
-pe suprafata cozii ![]()
-pe suprafata canalelor pentru aschiere ![]()
Bibliografie
1. Gligor A. - Proiectarea sculelor aschietoare, Institutia Politehnica, Cluj Napoca
2. Pico C. - Calculul adaosului de prelucrare, Editura Tehnica, Bucuresti, 1974
3. Sturzu - Regimuri de aschiere, adaosuri de prelucrare si norme tehnice de timp, Editura
Tehnica, Bucuresti, 1984
4. Fonte si oteluri ( standared si comentarii ), Editura Tehnica, Bucuresti, 1973
5. Secara, Gh. - Proiectarea sculelor aschietoare, Editura Didactica si Pedagogica,
Bucuresti, 1979
6. Alexandru Suteu - Tehnologia
Materialelor I, Institutul de Invatamint
7. G. S. Georgescu - Indrumator pentru ateliere mecanice, Editura Tehnica Bucuresti, 1978
8. Cornelia D - Aplicatii si probleme de prelucrare a materialelor aschietoare, Editura Tehnica, Bucuresri, 1981
9. Gh. Petriceanu, Cs. Gyenge, L. Morar - Proiectarea proceselor tehnologice si reglarea strungurilor automate, Editura Tehnica, Bucuresti, 1979
10. D. Hollanda, M. Mehedinteanu, E. Taru, N. Oancea - Aschiere si scule aschietoare, Editura Didactica si Pedagogica, Bucuresti, 1982
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3798
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved