| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Forme de uzura ale sculei aschietoare.
In timpul procesului de aschiere datorita presiunilor de contact mari, a temperaturilor ridicate, a vitezelor relative si socurilor dintre suprafetele de contact scula-piesa se produce uzarea sculei aschietoare.
Uzarea sculei aschietoare consta din indepartarea treptata de material de pe suprafetele active ale sculei, avand ca efect modificarea, geometriei si diminuarea capacitatii de aschiere a acesteia.
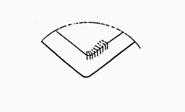
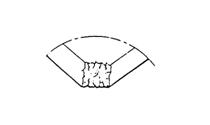
Formele uzurii sculelor aschietoare sunt prezentate in figurile 1 (uzura placutelor din carburi metalice), 2 (uzura cutitului de strung), 3 (uzura burghiului elicoidal), 4 (uzura corpurilor abrazive).
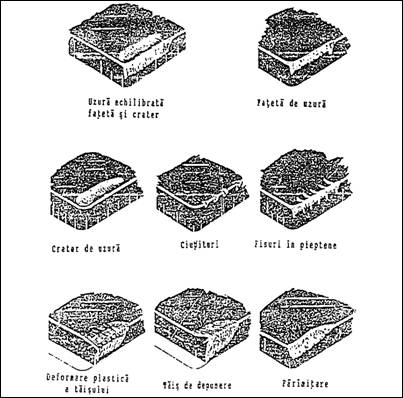
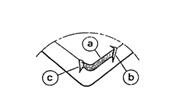
Figura 1 Uzura placutelor din carburi metalice
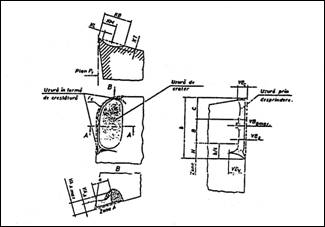
Figura 2 Uzura cutitelor de strung
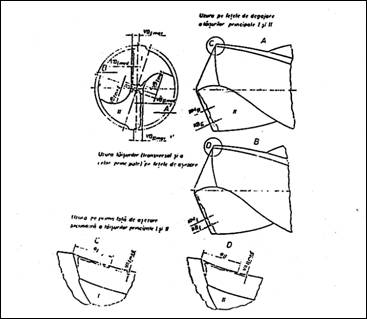
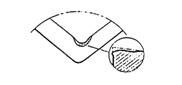
Figura 3 Uzura burghiului elicoidal
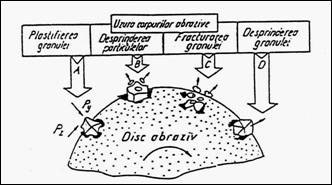
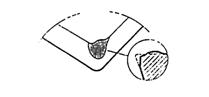
Figura 4 Uzura corpurilor abrazive
Parametrii (criteriile) de apreciere a uzurii sculei aschietoare sunt:
- VB, latimea fatetei de uzura pe fata de asezare principala;
- VA, latimea-fatetei de uzura pe fata de asezare secundara;
- KT, adancimea craterului de uzura pe fata de degajare;
- KM, distanta de la varful sculei pana la centrul craterului;
- KB, latimea craterului;
- KL, distanta de la varful sculei la originea craterului;
- b, lungimea fatetei de uzura pe fata de asezare principala;
- a, lungimea fatetei de uzura pe fata de asezare secundara;
- Vbmed, latimea medie a fatetei de uzura pe fata de asezare principala;
- Vamed, latimea medie a fatetei de uzura pe fata de asezare secundara;
- Vbmax, latimea maxima a fatetei de uzura pe fata de asezare principala;
- Vamax, latimea maxima a fatetei de uzura pe fata de asezare secundara;
![]() , caracteristica de profunzime;
, caracteristica de profunzime;
![]() , caracteristica de
suprafata.
, caracteristica de
suprafata.
Uzura fetei de asezare apare sub forma unei fatete de latime VB, paralela cu directia muchiei aschietoare. Profilul transversal al acestei fatete corespunde cu forma suprafetei prelucrate, iar latimea este aproximativ constanta. In apropierea varfului (zona C) si in dreptul suprafetei initiale a semifabricatului (limita zonei N), latimea fatetei poate sa creasca.
Uzura fetei de degajare este rezultatul efectului eroziv al aschiei si apare sub forma unui crater, dispus aproximativ paralel cu muchia aschietoare. Pozitia craterului fata de muchia aschietoare a sculei are o importanta deosebita, un crater plasat mai departe de muchia aschietoare este mai putin periculos.
Datorita uzurii fetei de asezare, varfului sculei isi modifica forma si pozitia, fapt ce afecteaza precizia de prelucrare.
Uzura sculei aschietoare mai poate fi apreciata si prin cantitatea totala de material indepartat de pe partea activa (metoda utilizata in activitatea de cercetare).
In practica, pentru aprecierea uzurii sculei se utilizeaza frecvent parametrul VB, datorita usurintei cu care poate fi masurat.
2. Cauzele uzarii sculelor aschietoare.
Uzura totala a sculei aschietoare este influentata in principal de factorii prezentati in figura 5.
Procedeul de prelucrare si parametrii procesului de aschiere dicteaza in cea mai mare masura viteza de uzare a sculei aschietoare.
Mecanismele de uzare a sculei aschietoare.
Uzura-datorata; solicitarilor mecanice. Pana taisului este supusa la incovoiere si compresiune, ceea ce duce la desprinderea unor mici particule din materialul sculei. Rezistenta taisului este cu atat mai mica cu cat unghiul de ascutire b si raza de ascutire rn sunt mai mici.
Uzura prin adeziune. Suprafetele sculei si aschiei prezinta asperitati, in zonele de contact presiunea este ridicata, formandu-se microsuduri intre aschie si scula, care sunt rupte in mod continuu, antrenand si particule din materialul sculei. Uzura prin adeziune depinde de presiunea de contact aschie/scula, de caracteristicile materialului de prelucrat (duritate si ecruisabilitate), grosimea aschiei, rigiditatea legaturii scula-piesa. Se manifesta pregnant la viteze mici de aschiere (vc< 50 m/min). La sculele din carburi metalice ferita din semifabricat adera la cobaltul din structura materialului sculei (figura 6).
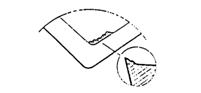
Uzura prin abraziune. Se datoreste contactului asch'ie/fata de degajare si fata de asezare/suprafata aschiata. Incluziunile dure (carburi, nitruri) din materialul de prelucrat, aluneca pe aceste suprafete producand santuri de uzura (figura 7). Viteza uzarii abrazive creste cu cantitatea de patricule abrazive si cu viteza de aschiere. Cercetarile experimentale au aratat ca uzura prin abraziune depinde si de cresterea temperaturii de aschiere, a fortelor si presiunii de contact intre suprafetele sculei si semifabricatului.
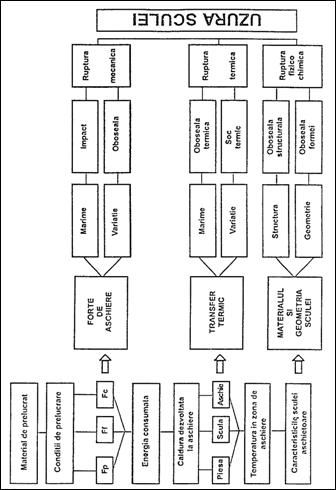
Figura 5 Factori ce influenteaza uzura sculei aschietoare
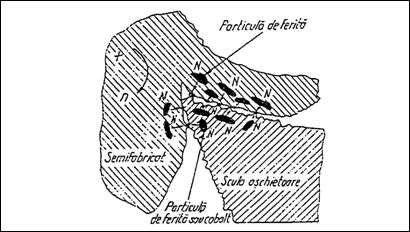
Figura 6 Aderarea cobaltului la materialul sculei
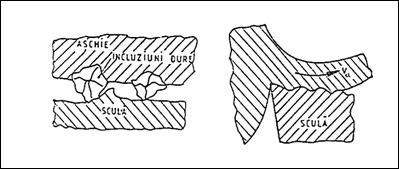
Figura 7 Producerea santurilor de uzura
Uzura prin difuzie. Este o uzura progresiva si continua (figura 8). La viteze mari de aschiere, temperatura la interfata scula/aschie este mare. Elementele de aliere din materialul sculei difuzeaza in aschie. Viteza de difuzie in aschie este mai mare cu cat temperatura este mai ridicata si elementele de aliere respective sunt absente in materialul de prelucrat. Fenomenul de difuzie duce la scaderea rezistentei mecanice si termice a sculei, crescand uzura acesteia. Aceasta uzura este caracteristica sculelor cu partea activa din carburi metalice.
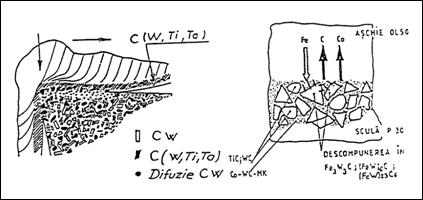
Figura 8 Fenomene la uzura prin difuzie
Uzura datorata depunerilor pe tais. Datorita fortelor exterioare si de frictiune se produce un fenomen de lipire si sudare prin presare a unor parti a materialului de prelucrat pe fata de degajare a sculei. Acest fenomen apare cand legaturile sunt rezistente, rupturile, producandu-se in masa aschiei Depunerile de material cresc si in final vor fi indepartate de curentul de material. Cu cat viteza acestui curent este mai mare, indepartarea depunerii este mai rapida. Odata cu distrugerea depunerii, de pe tais sunt indepartate si particule din materialul sculei.
Uzura datorata oxidarii. Se datoreste fenomenului termic din procesul de aschiere. Fenomenul este specific sculelor cu partea activa din carouri metalice. La temperaturi intre 700800 C, oxigenul din aer intra in reactie cu cobaltul si carburile de wolfram si titan. Acest fenomen duce la slabirea liantului (cobaltului) si deci la uzura pronuntata. Scula se poate oxida in aer ambiant, in functie de temperatura atinsa, in particular in portiuni bine aerisite in vecinatatea zonei de aschiere. Acoperirea cu straturi de depunere impiedeca oxidarea structurii de baza. Oxidarea creste odata cu cresterea vitezei de aschiere.
Deformatii plastice ale taisului. Ca efect al temperaturii si presiunii ridicate in zona de aschiere, taisul sculei poate suferi o deformatie permanenta. Aceasta influenteaza precizia dimensionala a suprafetei prelucrate si duce la deteriorarea sculei.
Uzura prin oboseala mecanica. Apare ca efect al variatiei solicitarilor in timpul prelucrarii. Uzura prin oboseala este determinata de natura contactelor elastice si plastice, procese de microaschiere, fenomene de cavitatie. Ca urmare se produce o deformatie plastica in reteaua atomica din stratul superficial ce duce la fisuri, ciupituri sau exfolieri.
Uzura prin oboseala termica. Socurile termice suportate de scule sunt foarte ridicate. apar in special cand lichidul pentru aschiere nu este dirijat corespunzator.
Uzura datorata curentilor electrici. Are caracterul unui proces electrochimic. Piesa si scula formeaza un termocuplu. In anumite situatii poate sa apara un curent ionic ce transporta atomi de pe scula producand uzura acesteia.
Uzura totala a sculei aschietoare. In procesul de aschiere diversele tipuri de uzura apar rareori separat, de obicei concomitent, un tip sau altul de uzura avand rol preponderent in functie de conditiile de aschiere.
Principalele conditii de aschiere ce influenteaza uzura sunt:
- materialul sculei si materialul de prelucrat;
- viteza de aschiere;
- temperatura in procesul de aschiere.
In figura 9. se prezinta,ponderea, in definirea uzurii totale a sculei, a diverselor cauze ale uzurii functie de viteza (temperatura) la aschiere. La viteze mici de aschiere predomina uzura prin adeziune. La viteze mari de aschiere creste ponderea uzurii prin difuzie si oxidare.
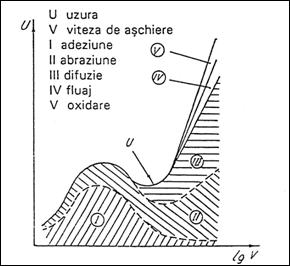
Figura 9 Ponderea influentai diversilor factori asupra uzurii
3. Durabilitatea sculei. Criterii de apreciere a uzurii.
Reprezentarea grafica a evolutiei in timp a uzurii sculei exprimata prin unul din parametrii prezentati in 1 se numeste curba de uzura (figura10).
In cazul general pe curba de uzura, se pot distinge trei domenii diferite:
- I, domeniul uzurii de rodaj (uzurii initiale), ua caracterizat de o viteza mare de uzura (panta OA a curbei este mare);
- //, domeniul uzurii normale (de regim), ur caracterizat de o viteza de uzura mica (aproximativ constanta);
- ///, domeniul uzurii catastrofale, in care valoarea uzurii creste rapid (instantaneu) in comparatie cu domeniul uzurii normale.
Importanta cea mai mare, in aprecierea capacitatii de aschiere a sculei o are domeniul uzurii normale, deoarece in general 8090% din uzura totala corespunde acestuia.
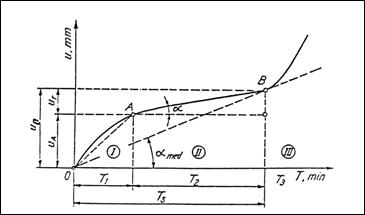
Figura 10 Curba evolutiei in timp a uzurii
Durabilitatea sculei aschietoare (T), reprezinta timpul efectiv de lucru intre doua reascutiri succesive (inlocuire), in conditii tehnice impuse. Momentul opririi procesului de aschiere si inlocuirii sculei uzate, corespunde unei anumite valori limita (valoare admisibila) a uzurii a sculei, care se stabileste pe baza unui anumit criteriu de uzura.
Intensitatea (viteza) uzarii (figura10), se poate determina cu relatia:
![]() (1)
(1)
unde:
- Iu, vu, intensitatea (viteza) uzarii;
- ub , uzura maxima admisa;
- ua , uzura corespunzatoare uzurii de rodaj;
- TS, timpul necesar atingerii valorii admisibile a uzurii sculei;
- T1, timpul necesar atingerii valorii uzurii de rodaj.
- T, durabilitatea sculei aschietoare.
In multe situatii este indiferent caracterul variatiei
uzurii, ci este de ajuns daca se cunoaste la un moment dat marimea acesteia. In
asemenea situatii viteza de uzare se considera constanta si se poate defini intensitatea
(viteza) medie a uzarii cu relatia: ![]() (2)
(2)
Criteriul de apreciere a uzurii, reprezinta suma factorilor (sau a unui factor hotarator) care determina intreruperea procesului de aschiere atunci cand una din marimile VB, KT, KM, au atins o valoare admisibila. Valoarea optima pentru criteriul respectiv, reprezinta uzura corespunzatoare durabilitatii T a sculei aschietoare.
In anumite conditii de prelucrare se pot adopta si alte criterii de uzura:
- inrautatirea brusca a calitatii suprafetei prelucrate;
- micsorarea preciziei de prelucrare (datorita uzurii varfului sculei);
- aparitia unor vibratii puternice;
- incalzirea puternica a semifabricatului si sculei;
cresterea componentelor fortei de aschiere, ce poate avea ca efect ruperea sculei.
Criteriului de uzura i se poate asocia o valoare limita bine definita a uzurii, denumita uzura admisibila. Schimbarea sculei are loc la atingerea valorii admisibile a uzurii pentru criteriul considerat. Aceste valori sunt normalizate (STAS 12046/2-84).
4. Influenta parametrilor procesului de aschiere asupra uzurii si durabilitatii sculei aschietoare
Factorii care influenteaza uzura sculei au implicit influenta directa asupra durabilitatii. Prin cresterea intensitatii uzarii, durabilitatea scade.
Influenta materialului de prelucrat. Influenta asupra intensitatii uzarii si deci a durabilitatii este data de :
- energia de deformare plastica;
- temperatura la aschiere;
- tendinta de a forma depuneri si de a eroda materialul sculei.
La otelurile cu continut redus de carbon si aliaje neferoase, uzura se produce prin adeziune.
La otelurile cu continut ridicat de carbon (C >. 0,9%) uzura se produce prin abraziune. Elementele de aliere (Cr, Mo, W, Ti) favorizeaza formarea carburilor complexe, deci maresc caracteristicile abrazive ale aschiilor.
Capacitatea de eroziune a otelurilor se poate micsora prin modificarea proprietatilor fizico-chimice in urma tratamentelor termice sau a introducerii unor elemente de aliere.
La prelucrarea fontelor, cementita favorizeaza fragilitatea obtinandu-se aschii scurte ce duc la uzura sub forma de prag pe fata de degajare.
Starea straturilor exterioare ale semifabricatului, influenteaza uzura prin abraziune, cand acestea contin cementita libera datorata racirii bruste (semifabricate laminate sau forjate). Incluziunile dure, nisipul si pamantul de pe semifabricatele turnate intensifica procesul de uzare.
Dependenta durabilitatii functie de natura materialului de prelucrat se poate exprima prin relatii de forma:
![]() [min]
[min] ![]() [min] (3)
[min] (3)
Influenta materialului sculei si a starii suprafetelor active.
Materialul sculei aschietoare influenteaza prin proprietatile fizico-mecanice: compozitie chimica; structura metalografica; tenacitate la solicitari dinamice; stabilitate termica.
Prezenta unor elemente cu tendinta de adeziune (cobaltul din aliajele dure), a carburilor dure de Ti, W, Ta, etc., oxizilor si carburilor de Si, Bo, Al (din materialele tenace), conduce la cresterea uzurii.
La sculele din otel rapid, la prelucrarea materialelor dure, are loc uzura datorata deformatiilor plastice ale taisului. La contactul dintre aschie si scula, datorita fenomenului de difuzie se reduce continutul in carbon.
Asperitatile suprafetelor active se netezesc in perioada uzurii de rodaj (uzura initiala). Pentru micsorarea intensitatii uzurii este necesara o buna netezire a suprafetelor active.
Referitor la materialele de scule cele mai utilizate se pot face urmatoarele precizari:
- otelurile carbon utilizate la scule ce lucreaza cu viteze de aschiere mici (tarozi, filiere, alezoare, etc.), au durabilitate redusa datorita termostabilitatii mici (sub 200250 C);
otelurile aliate pentru scule, datorita elementelor de aliere au durabilitate mai mare, deoarece prezenta carburilor dure asigura o rezistenta marita la uzura abraziva si stabilitate termica buna. Se utilizeaza la scule ce lucreaza cu viteze medii (brose, filiere, tarozi);
otelurile rapide, datorita wolframului (1820%) ca principal element de aliere, au termostabilitate ridicata (600 C), rezistenta la uzura la rece si la cald, deci durabilitate superioara. Se utilizeaza la scule ce lucreaza cu viteze de aschiere mari si la scule profilate.
- carburile metalice sinterizate, datorita continutului ridicat de carburi de W (9098%), de Ti(560%), au stabilitate termica foarte ridicata (1000 C), rezistenta mare la uzura, durabilitate ridicata. Se utilizeaza sub forma de placute la prelucrarea cu viteze de aschiere foarte mari;
- materialele mineralo-ceramice, au termostabilitate foarte ridicata (1200 C), rezistenta la uzura foarte mare, deci durabilitate foarte buna. Se utilizeaza sub forma de placute la prelucrari de finisare si semifinisare cu viteze de aschiere de 200600 m/min;
materialele dure si extradure, din care fac parte granulele abrazive, diamantele industriale, nitrura cubica de bor, au durabilitate variabila, functie de materialul semifabricatului.
Influenta geometriei sculei aschietoare.
Unghiul de degajare g Prin cresterea valorii unghiului de degajare g scad deformatiile plastice, fortele de aschiere, de frecare si temperatura sculei, ceea ce determina cresterea durabilitatii sculei. Cresterea peste o anumita valoare a unghiului γ duce la o scadere a durabilitatii sculei, ca urmare a scaderii capacitatii termice si mecanice a sculei (figura 11 ,a).
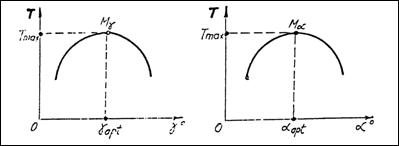
Figura 11 Influenta unghiurilor α si γ asupra durabilitatii sculelor
Pentru g = 0, contactul intre fata de degajare si aschie se realizeaza la o distanta de 0,170,34 mm de tais. Eforturile normale si tangentiale au valori de 200300 MPa. Pe fata de degajare se formeaza craterul de uzura. Pentru a reduce presiunea de contact, se va executa de la inceput pe fata de degajare un canal, ce duce la cresterea unghiului g si mareste suprafata de contact aschie-scula (figura 12).
Dependenta durabilitate-unghi de degajare se poate exprima printr-o relatie
de forma: ![]() [min] (4)
[min] (4)
unde y este pozitiv pana la Tmax si negativ in continuare.
Unghiul de asezare a Influenteaza marimea fatetei de uzura VB de pe fata de asezare. Pe baza unor argumente strict teoretice, cresterea unghiului de asezare conduce la cresterea durabilitatii sculei, ca efect al reducerilor frecarilor intre fata de asezare a sculei si materialul de prelucrat (figura 12).
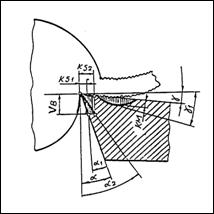
Figura 12 Forma canalului pentru reducerea presiunii de contact
Pentru a realiza aceiasi valoare VB, in cazul lui a > a se micsoreaza volumul de material indepartat prin uzura conform relatiei:
![]() (5)
(5)
unde: W1, W2, reprezinta suprafata sectiunii transversale a uzurii corespunzatoare lui a respectiv lui a
La cresterea exagerata a valorii lui a se constata o scadere a durabilitatii datorita scaderii capacitatii termice si mecanice a sculei (figura 11,b).
Dependenta durabilitate-unghi de asezare se poate exprima
printr-o relatie de forma: ![]() [min] (6)
[min] (6)
unde y este pozitiv pana la Tmax si negativ in continuare.
Unghiul de atac principal cr influenteaza relativ mult durabilitatea sculei. Cresterea unghiului de atac principal duce la cresterea incarcarii energetice unitare, deoarece creste grosimea aschiei si scade latimea (lungimea taisului activ). Caldura degajata se va repartiza intr-un volum mai mic de material, fapt ce duce la cresterea temperaturii sculei, deci la scaderea durabilitatii.
Relatia de dependenta are forma: ![]() [min] (7)
[min] (7)
Raza la varf a sculei re Cresterea razei la varf a sculei duce la micsorarea incarcarii energetice unitare la cresterea capacitatii termice si mecanice a zonei varfului sculei, deci la cresterea durabilitatii. Totodata, la cresterea razei de varf, apare tendinta de scadere a durabilitatii datorita cresterii deformatiilor plastice si frecarilor, tendinta mai mica fata de prima. Aceasta influenta este mai evidenta in domeniul valorilor mici pentru unghiul de atac.
Relatia de dependenta are urmatoarea forma:
![]() [min] (8)
[min] (8)
Raza de ascutire (rotunjire) a taisului rn. Cresterea razei de ascutire a taisului duce la marirea
lucrului mecanic de deformare plastica si a cantitatii de caldura si deasemenea
creste uzura pe fata de asezare. Acest efect este mai pronuntat la operatii de
finisare cand sculele au unghiuri de asezare mici si cand marimea razei rn
este comparabila cu grosimea aschiei. Influenta asupra durabilitatii este
dictata de capacitatea de taiere-deformare a taisului si prin intermediul masei
care preia caldura la aschiere. Influenta a doua este mai mare, relatia de dependenta
are urmatoarea forma: ![]() [min] (9)
[min] (9)
Unghiul de inclinare al taisului lT Cresterea lui lT prin valori pozitive, are drept efect micsorarea capacitatii termice si mecanice a sculei. Experimental se constata o durabilitate maxima pentru o anumita valoare a lui lT in raport cu natura materialului de prelucrat, in practica se prefera lT=0 deoarece ascutirea este mai usor de realizat.
Influenta parametrilor regimului de aschiere.
Viteza de aschiere vc . Cresterea vitezei de aschiere duce la cresterea temperaturii si a energie de deformare a stratului aschiat, respectiv la cresterea intensitatii uzarii in timp (figura 13).
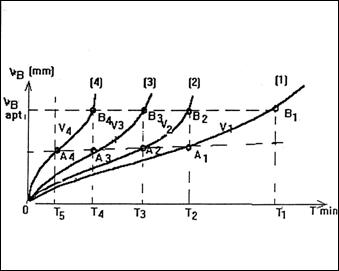
Figura 13 Influenta vitezei de aschiere asupra durabilitatii sculei
Considerand o valoare optima a criteriului de uzura pentru vitezele v4 > v3> v2> v1, rezulta T4 < T3 < T2 < T1, adica durabilitatea scade cu cresterea vitezei de aschiere.
Variatia durabilitatii in functie de viteza este mai complexa. Experimentarile au constatat existenta mai multor maxime ale durabilitatii pentru diverse viteze de aschiere (figura14).
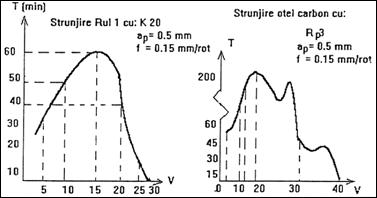
Figura 14 Maxime ale durabilitatii sculei pentru diverse viteze de aschiere
In domeniul vitezelor mici (vc < 50 m/min) se manifesta influenta vitezei de aschiere prin intermediul depunerilor pe tais si a fortelor de frecare si mai putin prin temperatura, in domeniul vc > 50 m/min se manifesta influenta vitezei de aschiere prin intermediul temperaturii si coeficientilor de frecare.
Dependenta durabilitate-viteza se poate exprima prin relatia lui Taylor:
![]() min] sau
min] sau ![]() [min] (10)
[min] (10)
unde z si m sunt exponenti ce capata valori in functie de perechea de material scula-piesa si conditiile de aschiere.
Valorile lui z functie de materialul partii aschietoare a sculei sunt:
- oteluri carbon de scule z = 1520;
- oteluri aliate z = 12 16;
- oteluri rapide z = 8 12;
- carburi metalice z= 25;
- materiale mineralo-ceramice z= 23.
Valorile lui m functie de perechea de material scula-piesa si conditiile de aschiere sunt:
- otel rapid m = 0,10,3;
- carburi metalice (grupa de utilizare K) m = 0,150.33;
- carburi metalice (grupa de utilizare P) m = 0,1250.33;
Avansul f (grosimea aschiei). Are o influenta mai mica asupra durabilitatii fata de viteza de aschiere. O marire a valorii avansului duce la cresterea grosimii aschiei, a incarcarii energetice unitare, a fortelor si temperaturii si implicit la scaderea durabilitatii (figura15,a). Variatia durabilitatii cu avansul este de forma:
![]() [min] (11)
[min] (11)
Adancimea de aschiere ap . Cresterea adancimii de aschiere duce la marirea latimii aschiei, la inrautatirea conditiilor de evacuare a caldurii si la cresterea fortelor de aschiere. Ca urmare, durabilitatea sculei scade. Influenta adancimii de aschiere asupra durabilitatii este mai mici decat influenta avansului (figura 15,b).
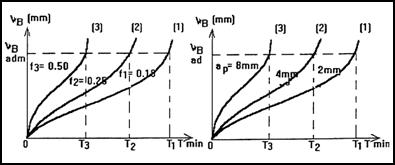
a) b)
Figura 15 Influenta avansului (f) si a adancimii de aschiere (ap) asupra durabilitatii sculei aschietoare
Variatia durabilitatii cu adancimea de aschiere este de forma:
 [min] (12)
[min] (12)
Exponentii x si y pot fi exprimati functie de exponentul z cu relatiile:
![]() . z (13)
. z (13)
![]() . z (14)
. z (14)
Influenta rigiditatii sistemului tehnologic. Cercetarile experimentale au aratat ca in cazul prelucrarii prin frezare, uzura sculei creste de 23 ori, cand apar vibratii cu amplitudine mare in raport cu prelucrarea in conditii de stabilitate a M-U (vibratii cu amplitudine mica).
Influenta temperaturii taisului. Cercetarile experimentale au aratat ca cea mai mare influenta asupra temperaturii o are viteza de aschiere. Cand viteza se dubleaza, temperatura creste cu 121 C, in schimb la dublarea avansului ea creste cu 32 C.
Pentru otelurile rapide, temperatura creste cu radacina patrata a vitezei si cu circa 3/8 din puterea de avans.
Pentru carburile metalice, valorile corespunzatoare sunt 1/5 si 1/7.
O relatie uzura-temperatura poate avea urmatoarea forma:
![]() [mm] (15)
[mm] (15)
unde:
- Us, uzura sculei;
- S0, suprafata initiala de contact scula-aschie;
- T, temperatura zonei de contact scula-aschie;
- T0, temperatura corespunzatoare momentului de inceput al procesului de uzura;
- R, coeficient variabil in timp determinat experimental.
Influenta mediului pentru aschiere. Contribuie la reducerea uzurii sculei aschietoare prin reducerea considerabila a lucrului mecanic de aschiere (datorita proprietatilor de ungere) si caldurii degajate precum si prin evacuarea mai rapida a caldurii din zona de aschiere (datorita proprietatilor de racire).
Lichidul pentru aschiere poate fi dirijat in mod diferit spre zona de aschiere (fig 16, a). Directia A asigura o racire buna, directia B asigura o racire buna cu jet puternic de lichid, directia C este cea mai eficace, necesitand jeturi subtiri la viteza mare.
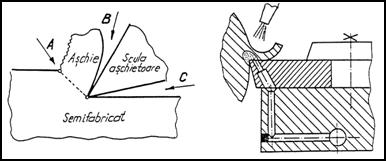
a) b)
Figura 16 Modul de dirijare alichidului asupra zonei de aschiere
Conducerea combinata (interior + exterior) a lichidului pentru aschiere in zona taisului activ (figura 16, b) asigura amplificarea de cateva ori a efectului de racire. Acest efect devine mai pronuntat daca temperatura initiala a mediului pentru aschiere este sub temperatura mediului ambiant. Aceasta metoda permite marirea vitezei de aschiere cu pana la 4050%.
Metoda pulverizarii lichidului pentru aschiere s-a dovedit deosebit de eficienta in cazul folosirii sculelor cu taisuri din carburi metalice sinterizate, la materialele greu prelucrabile. Durabilitatea a crescut de 26 ori (fata de prelucrarea fara lichid), concomitent cu imbunatatirea calitatii suprafetei prelucrate si reducerea consumului de lichid cu 9095%. La aschierea fontei, metoda pulverizarii lichidului pentru aschiere mareste durabilitatea sculei de 23 ori si elimina pasta care se formeaza la metoda clasica.
Din analiza influentei fiecarui parametru al procesului de aschiere asupra durabilitatii T, se poate obtine o relatie globala de forma:
 (16)
(16)
sau intr-o forma simplificata:
![]() [min] (17)
[min] (17)
Cu ajutorul relatiilor (16) si (17) se poate obtine
relatia de calcul pentru viteza de aschiere: ![]() (18)
(18)
in care T este durabilitatea corespunzatoare unei valori admisibile pentru criteriul de uzura considerat.
5. Determinarea durabilitatii sculelor aschietoare.
Durabilitatea sculei aschietoare (definita in 3) poate atinge diverse valori, functie de valorile parametrilor participanti la procesul de aschiere. Din definitia durabilitatii rezulta ca la epuizarea acesteia scula, de regula, nu si-a pierdut capacitatea de aschiere, dar nu asigura satisfacerea cerintelor impuse de criteriul de uzura adoptat.
Deoarece pretul de cost al sculei reprezinta pana la 30% din pretul de cost al prelucrarii prin aschiere, este de dorit ca durabilitatea totala a sculei sa fie cat mai mare. Durabilitatea sculelor aschietoare poate fi exprimata sub urmatoarele forme:
- T[min]f timpul de aschiere efectiv;
Tm [min] timpul de masina la aschierea intrerupta (cu avans intermitent);
LT = T vc [m], drumul de aschiere efectiv, corespunzator durabilitatii sculei;
ST = T vc b [m2], suprafata aschiata pe perioada durabilitatii sculei;
NT = T / tb [buc], numarul de piese executate in timpul unei durabilitati a sculei;
- VT = ap f vc T [m3], volumul de aschii indepartat, aferent durabilitatii sculei.
Durabilitatea totala a sculei aschietoare (Tt), reprezinta durata de serviciu a sculei si se poate exprima in functie de numarul total de reascutiri cu relatia:
![]() [min] (19)
[min] (19)
unde: Tk, durata de exploatare intre doua reascutiri succesive; n, numarul de reascutiri posibile.
Cercetarile experimentale au demonstrat ca T1 > T2>> Tk..
Pentru sculele cu dinti sau placute amovibile, care nu se reascut, numarul n de reutilizari este dat de numarul de taisuri amovibile existente si de numarul dintilor sau placutelor care se pot folosi pana la uzarea elementelor de pozitionare-fixare. Asa cum rezulta din figura 17, valori mari pentru n inseamna valori mici pentru T si invers. D = 0,10,2 mm reprezinta grosimea de siguranta eliminata prin reascutire.
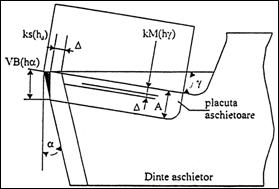
Figura17 Grosimea de siguranta a sculei eliminata prin reascutire
In practica uzinala se pune problema determinarii durabilitatii optime a sculei aschietoare dupa anumite criterii specifice prelucrarii prin aschiere.
Durabilitatea dupa criteriul productivitatii maxime. Corespunzator acestui criteriu, durabilitatea (Tp) este optima cand se realizeaza
un numar maxim de piese intr-o anumita unitate de timp. Valoarea Tp
se deduce pe baza timpului de executie a piesei si este data de relatia: ![]() (20)
(20)
Durabilitatea
dupa criteriul costului minim. Corespunzator
acestui criteriu, durabilitatea (Tc) este optima, cand
operatia de prelucrare se realizeaza cu costuri minime si este data de
relatia: ![]() (21)
(21)
unde:
m, exponentul durabilitatii din rel. (10);
- ti [mm], timpul de intrerupere a procesului de aschiere pentru inlocuirea sculei uzate;
- Cg [lei], cheltuieli generale legate de realizarea operatiei;
- Cs [lei], cheltuieli legate de ascutirea sculei.
Durabilitatea optima. Cercetarile experimentale si practica uzinala au demonstrat ca domeniul durabilitatii optime corespunzator criteriilor productivitate maxima si cost minim este cel reprezentat in figura 18 (zona hasurata).
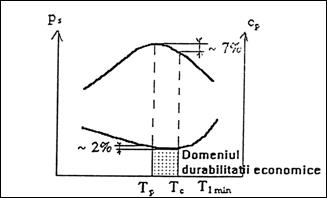
Figura 18 Evolutia costului si productivitatii prelucrarii
in functie de durabilitatea sculei
Durabilitatea corespunzatoare productivitatii maxime majoreaza cheltuielile de prelucrare fata de cele minime cu aproximativ 2%, iar prelucrarea cu o durabilitate optima dupa criteriul costului minim duce la o scadere a productivitatii cu aproximativ 7%.
6. Marirea durabilitatii sculelor aschietoare.
Practica experimentala a demonstrat ca la prelucrarea prin aschiere durabilitatea sculelor variaza intr-un spectru foarte larg.
A aparut astfel necesitatea studierii acestui fenomen in vederea elaborarii unor metode si modele de estimare a durabilitatii. Acest lucru permite determinarea anumitor valori pentru factorii participanti la procesul de aschiere, valori care sa asigure o durabilitate optima in raport cu un anumit criteriu.
Marirea durabilitatii sculelor aschietoare se poate realiza prin abordarea a doua categorii de probleme:
- probleme privind proiectarea, executia si alegerea sculei;
- probleme privind exploatarea sculei aschietoare.
Referitor la prima categorie se pot face urmatoarele precizari.
Proiectarea sculelor aschietoare:
materialul sculei aschietoare trebuie sa fie corespunzator tipului de scula in privinta proprietatilor de baza (duritate, termostabilitate, rezistenta la uzura, economicitate la realizarea sculei, etc);
parametrii geometrici stabiliti trebuie sa permita desfasurarea optima a procesului de aschiere;
partea de fixare a sculei, prin solutia constructiva adoptata, sa asigure cerintele impuse (simplitate constructiva, rezistenta, rigiditate, disiparea caldurii degajate in procesul de aschiere);
- rezerva de reascutire sa asigure o durabilitate totala ridicata prin numar mare de reascutiri posibile si cheltuieli reduse legate de operatie.
Tehnologia de executie:
functie de tipul sculei si solutia constructiva adoptata, trebuie stabilita tehnologia de executie ce asigura o durabilitate cat mai mare;
- tratamentele termice complexe aplicate partii active a sculei (calire izoterma, tratamente la temperaturi negative, calire in bai de saruri, etc.) permit marirea considerabila a durabilitatii;
operatiile de ascutire si netezire a suprafetelor active (ascutire anodo-mecanica, netezire electrochimica, etc.) micsoreaza uzura prin adeziune;
realizarea pe suprafetele active a unor straturi cu rezistenta ridicata la uzura (tratamente termochimice, durificare prin scantei electrice, acoperiri superficiale, etc.). In timpul realizarii procesului de aschiere, printr-o observare atenta a tipului de uzura si a fenomenelor care o insotesc, se pot stabili principalele cauze ce provoaca uzura si se pot lua masuri in vederea maririi durabilitatii sculei aschietoare.
Cateva solutii practice aplicabile in cazul sculelor cu taisuri din carburi metalice sunt prezentate in tabelul 1.
In cazul utilizarii lichidelor pentru aschiere, de regula se constata o crestere a durabilitatii sculei. Exista insa cazuri in care la utilizarea lichidelor pentru aschiere se constata o diminuare a duratei de exploatare a sculei aschietoare.
Acest lucru se datoreaza alegerii necorespunzatoare a tipului de lichid, a dirijarii defectuoase a jetului, debitului insuficient sau a deteriorarii proprietatilor lichidului. Cateva asemenea situatii sunt prezentate in tabelul 2.
|
Forme de uzura, consecinte. |
Cauze |
Remediu |
|
|
Fateta de uzura si crestaturi. a. Cresterea rapida a fatetei de uzura duce la cresterea rugozitatii si scaderea preciziei dimensionale a suprafetei. b/c. Uzura sub forma de crestatura duce ia cresterea rugozitatii suprafetei si mareste riscul de ruptura a taisului.
|
a. Viteza de aschiere prea mare si rezistenta la uzura scazuta. b/c. Oxidare b/c. Frecare c. Oxidare |
Micsorarea vitezei. Alegerea unei placute mai rezistente. Utilizarea unei placute acoperite cu Al2O3 la prelucrarea otelului. La materiale autocalibile se alege un unghi de atac mai mic si o placuta mai rezistenta la uzura. Cresterea vitezei (la prelucrarea materialelor refractare cu placute ceramice). Utilizare cermeti |
|
|
Crater de uzura. Marirea excesiva a craterului de uzura duce la fragilitatea taisului. Extinderea craterului in zona taisului secundar duce la cresterea rugozitatii.
|
Uzura prin difuzie datorata temperaturii prea ridicate pe fata de degajare. |
Utilizarea unei placute acoperita cu Al2O3. Alegerea unui unghi de degajare pozitiv. Reducerea vitezei de aschiere pentru a obtine o temperatura mai scazuta, apoi reducerea avansului. |
|
|
Deformatie plastica a taisului. a. Deformatia plastica (turtirea taisului si refularea laterala) duc la marirea rugozitatii si ingreuneaza controlul formei aschiei.
b. Deformarea sub forma de fateta duce la ruptura taisului.
|
Temperatura la aschiere prea ridicata si forte de aschiere importante. |
Alegerea unei placute mai dure,cu buna rezistenta la deformare plastica. a. Reducerea vitezei de aschiere. b. Reducerea avansului. |
|
Tabelul 1 (continuare)
|
Depunere pe tais. Duce la cresterea rugozitatii suprafetei prelucrate. La desprinderea depunerii se antreneaza material de pe scula (din zona taisului).
|
Cauzele aderarii de material pe placuta: - viteza de aschiere mica; - unghi de degajare mic; - tendinta de lipire a materialului piesei (oteluri inoxidabile si aluminiu pur). |
Cresterea vitezei de aschiere. Marirea unghiului de degajare. Cresterea considerabila a vitezei de aschiere. Daca placuta se uzeaza rapid se va folosi mult lichid. |
|
Sfaramarea taisului de catre aschii. Portiunea de tais neangajata in aschiere este deteriorata prin lovire de catre aschii. Fata de degajare si suportul placutei risca sa fie deteriorate.
|
Aschii prea lungi ce curg in directia taisului. |
Modificarea in limite largi a avansului. Alegerea unei placute cu alta geometrie. Modificarea unghiului de atac. |
|
Ciupituri. Mici fracturi ale taisului ce duc la cresterea rugozitatii suprafetei prelucrate si la formarea unor fatete de uzura de dimensiuni mari.
|
Placuta prea fragila. Unghi de ascutire mic. Depunere pe tais. |
Alegerea unei placute mai tenace. Alegerea unei placute cu geometrie mai robusta. Cresterea vitezei de aschiere cu utilizarea unei placute cu unghi de degajare mai mare. Reducerea avansului la inceputul aschierii. |
Tabelul 1 (continuare)
|
Fisuri in pieptene. Fisurile perpendiculare pe tais duc la faramitarea taisului si la o rugozitate mare a suprafetei prelucrate.
|
Fluctuatii termice cauzate de: - aschiere intermitenta; - aplicarea neuniforma a lichidului de aschiere. |
Alegerea unei placute mai tenace ce ofera o rezistenta mai buna la socurile termice. Aplicarea lichidului pe toata placuta cu debit mare. |
|
Rupturi ale placutei. Ruptura placutei afecteaza si suportul de prindere si piesa de prelucrat.
|
Placuta prea fragila. Incarcarea excesiva a placutei. Unghi de aschiere prea mic. Placuta de dimensiuni prea mici. |
Alegerea urnei placute mai tenace. Reducerea avansului si/sau a adancimii de aschiere. Alegerea unei placute cu. geometrie mai robusta. Utilizarea unei placute mai mari sau/si mai groase. |
|
Sparturi prin exfoliere (materiale ceramice)
|
Placuta prea fragila. Unghi de aschiere prea mic. |
Reducerea avansului. Alegerea unei placute mai tenace. Utilizarea unei placute cu varf mai robust. Alegerea unei placute cu fateta mai mare. |
|
Simptome |
Cauze |
Remediu |
|
Uzura mare prin abraziune |
Dirijarea defectuoasa a lichidului. Proprietati lubrifiante slabe. Contaminare ridicata cu particule metalice. |
Dirijare pe tais. Marirea debitului. Inlocuirea cu un lichid cu bune proprietati de ungere. Epurare lichid, inlocuire cu lichid nou. |
|
Crater mare de uzura (crestere rapida la marirea vitezei de aschiere |
Ulei EP foarte activ chimic. Elibereaza sulf activ la temperatura relativ mare. |
Folosire ulei EP mai putin activ chimic |
|
Durabilitate scazuta si incalzire excesiva |
Proprietati de racire insuficiente |
Folosirea unui lichid cu proprietati de racire foarte bune. |
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 10358
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved