| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
PASTEURIZAREA
1. Consideratii generale.
Pasteurizarea si sterilizarea fac parte din operatiile cele mai importante pentru industria alimentara si in special pentru industria laptelui si a conservelor.
Scopul pasteurizarii este distrugerea bacteriilor patogene si a formelor vegetative ale microorganismelor din mediul tratat, iar sterilizarii distrugerea tuturor microorganismelor - forme vegetative si sporulate - din acelasi mediu.
In practica industriala este posibil a nu se putea distruge total microorganismele folosindu-se notiunea de 'sterilizare industriala' care admite ca produsele prelucrate prin aceasta metoda sa contina unele specii de spori viabili ce nu se dezvolta insa in conditii normale de depozitare.
In procesele pasteurizarii si sterilizarii pe langa urmarirea actiunii de distrugere a microorganismelor, trebuie sa se urmareasca si mentinerea valorii alimentare si a structurii normale a produsului.
Principalul mijloc de distrugere a microorganismelor consta in actiunea temperaturii un anumit timp asupra produsului. Temperatura este intotdeauna sub 1000C pentru pasteurizare, dar depaseste aceasta valoare pentru sterilizare.
In alegerea temperaturii si a duratei operatiei trebuie sa se tina seama si de faptul ca pentru mentinerea calitatii produselor nu se admite o incalzire indelungata la temperatura ridicata. Prin actiunea temperaturii se realizeaza practic si o operatie intermediara intre pasteurizarea si sterilizarea adica obtinerea unor produse care au o durata mai mare de pastrare decat cele pasteurizate. Aceasta operatie se numeste ultrapasteurizare sau uperizare . Ea se realizeaza la temperaturi de peste 1000C pentru un timp foarte scurt.
Pasteurizarea sau sterilizarea se poate realiza si prin alte metode decat cu ajutorul tratamentului termic, care insa nu vor fi analizate in prezentul capitol.
Sursa de energie pentru pasteurizare poate fi : apa , abur radiatii ultraviolete, ultrasunetele etc.
2. PASTEURIZAREA
2.1. Bazele procesului de pasteurizare. Procesul de distrugere a formelor vegetative ale microorganismelor pot avea loc :
Mentinand produsul la temperatura ' t' un timp t numit ' durata de pasteurizare
Prin actiunea temperaturii variabile ce se4 exercita asupra produsului ce s edeplaseaza continuu in pasteurizator.
In cazul cand pasteurizarea nu este urmata de alte operatii tehnologice, ea nu poate fi considerata terminata decat dupa racirea produsului la o temperatura inferioara temperaturii de dezvoltarea microorganismelor.
In urma cercetarilor s-a stabilit o relatie prin care s ecaracterizeaza regimul de pasteurizare.
Ln t a bt in care: t durata de pasteurizare [s], t - temperatura de pasteurizare 0C, a,b- coeficient caracteristici calitatii produsului. Pentru lapte a = 36,84 respectiv b
Relatia de mai sus presupune insa ca produsul a fost adus instantaneu la temperatura de pasteurizare . In realitate procesul incepe in perioada de incalzire si continua in perioada de racire pana la temperatura limita inferioara. Aceasta temperatura pentru lapte este de 600C, durata de pasteurizare fiind 52 min.
Pentru aprecierea pasteurizarii efective s-a propus utilizarea unui indice adimensionali numit ' Criteriul lui Pasteur' (Pa) care este dat prin relatia:
![]()
in care: Pa - criteriul lui Pasteur, q - timpul efectiv de actiune al caldurii [s], t - timpul suficient de actiune al caldurii [s] ;
Valorile lui t se calculeaza din relatia indicata mai devreme, iar valorile lui q pentru perioada de incalzire si racire se poate deduce din conditia de transmiterea caldurii si circulatia fluidelor exprimata prin relatia.
G . c . Dt = A . K ( ta - ti).
In care: G - debitul de produs in [kg / h], c- caldura specifica a produsului [kcal/kg . grad], A - suprafata de incalzire [m2 ], K - coeficient de transmitere de caldura [kcal / m2. h . grad], ta - temperatura agentului cald [0C]; ti - temperatura agentului rece [0C] ; Dt - diferenta de temperatura cu care s-a incalzit produsul oC.
2.2. Tipuri de pasteurizatoare
Pentru realizarea operatiei de pasteurizare sunt utilizate aparate in care se realizeaza schimburi de caldura necesar.
Clasificarea pasteurizatoarelor se face dupa urmatoarele criterii:
dupa forma produsului sunt :
Ø aparate pentru pasteurizarea produselor in vrac ;
Ø aparate pentru pasteurizarea produselor ambalate ;
dupa tipul constructiv : tubulare ; cu placi ; cu functionare sub depresiune; pasteurizatoare tip tunel pentru produse ambalate;
a) Pasteurizator cu placi : din punct de vedere constructiv sunt alcǎtuite din zona de schimb de cǎldurǎ formate din o serie de plǎci presate, montate una langǎ alta, pentru alcǎtuirea unui tot unitar, in care se realizeazǎ schimbul de cǎldurǎ specific fazelor din procesul tehnologic al pasteurizǎrii. Pe cele douǎ fete ale plǎcii circulǎ cele douǎ fluide, intre care are loc schimbul de cǎldurǎ.
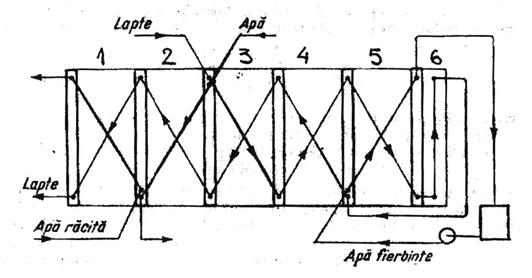
Fig.1 Pasteurizator cu placi pentru lapte
1 - zona de rǎcire la 5 0C; 2 - zona de rǎcire la 15 0C; 3 - zona de preancǎlzire (recuperare de cǎldurǎ 2); 4 - preancǎlzire (recuperare 1); 5 - zona de pasturizare ;6 - zona de mentinere
b) Pasteurizatoare cu functionare sub depresiune
Tendinta
moderna in constructia utilajelor pentru pasteurizare este realizarea operatiei
de schimb de caldura cu durata mica de aducere a produsului temperatura de
pasteurizare . Aceasta se poate realiza prin aducerea produsului in contact
direct cu abur saturat sau supraincalzit si apoi prin realizarea depresiunii au
loc fenomene de racire si autoevaporare.
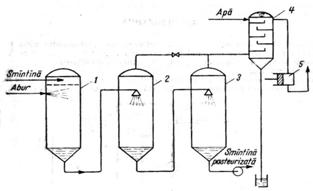
Fig.2 Schema instalatiei pentru
pasterurizarea smantanii sub
depresiune
1- turn pentru amestecarea smantana + abur la presiune;.2- turn cu detenta 0,2 daN/cm2; 3- turn cu detenta 0,04 daN/cm2 ;4- condensator barometric pentru realizarea depresiunii; 5- pompa de vid.
Procesul trebuie condus astfel incat produsul final sa aiba compozitia initiala.( fara sa apara fenomene de concentrare sau diluare). Fenomenul de detenta, pe langa racire si autoevaporare in vederea aducerii la concentratia initiala, mai contribuie si la desodorizarea produsului, deoarece odata cu vaporii produsi se elimina si o buna parte din substanta odoranta.
c) Pasteurizarea pentru produse ambalate.
Pasteurizarea sub forma unui proces continuu al produselor ambalate in butelii sau in ambalaje metalice, cu aducerea produsului la temperatura de depozitare se realizeaza in instalatii de tip tunel. Deplasarea produsului se face pe o banda fara sfarsit. Sistemul de incalzire , respectiv de racire, depinde de natura ambalajului, facandu-se prin stropire cu apa calda sau cu condensare de abur pe ambalajele metalice la incalzire si stropire cu apa de la retea pentru racire.
In cazul ambalajelor din sticla trebuie sa se tina seama de rezistenta la socul termic, admitandu-se un salt termic de 25 0C intre zone.
In fig.3 se prezinta o instalatie de tip tunel pentru pasteurizare.
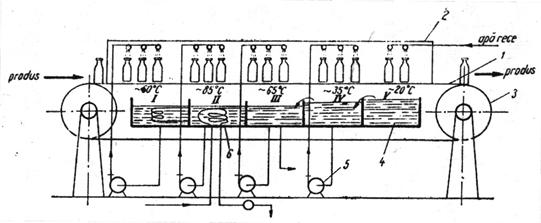
Fig 3 Instalatie de tip tunel pentru pasteurizare
1 - bandǎ; 2 - tunel; 3 - tambur ;4 - bazine colectoare; 5 - pompe; 6-serpentinǎ de incǎlzire ; I - zonǎ de incǎlzire ; II - zonǎ de pasteurizare ; III-IV-V zone de rǎcire ;
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5100
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved