| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
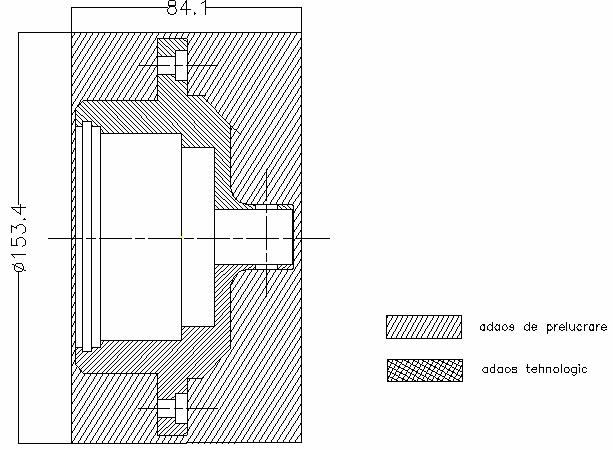
Sa se faca analiza tehnologicitatii produsului "Inel exterior" al carui desen de executie este prezentat in figura de mai jos avand urmatoarele date initiale:
-tipul productiei: serie mica→mijlocie;
-resurse de productie: nelimitate (cele dorite de proiectant);
-termene de realizare: libere(neimpuse)
Rolul functional al piesei
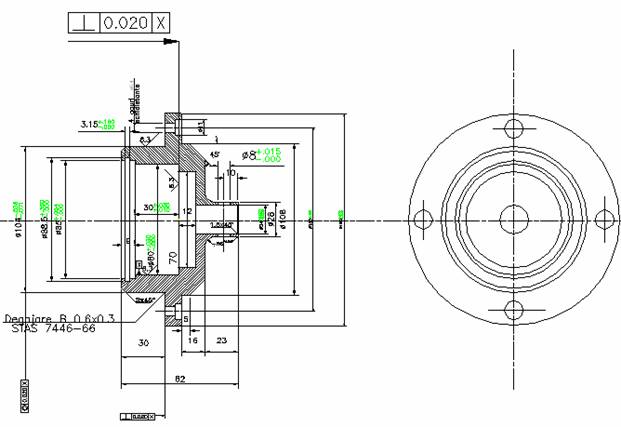
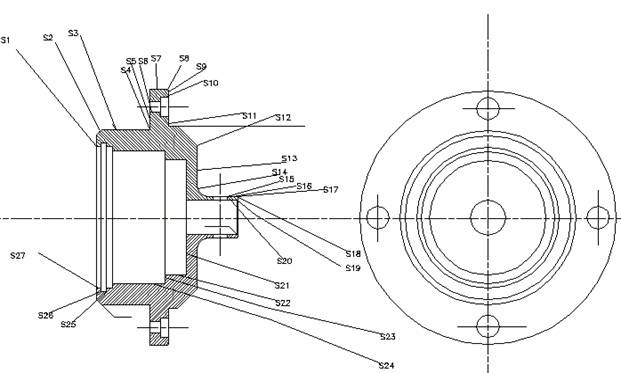
Reperul "Inel exterior"este o carcasa dintr-o bucata in care sunt montate o parte din piesele produsului.
Suprafetele cu rol functional sunt: S1,S3,S4,S5,S6,S7, ,S10,S11,S13,S15,S16,S18,S20,S21.S22,S23,S24,S25,S26,S27.
Suprafetele cu rol tehnologic S9sunt: S2,S8,S12,S14,S17,S19.
|
S |
Forma suprafetei |
Dimensiunile caracteristice principale |
Rugozitatea Ra [ m] |
Treapta (clasa) |
Tolerante de forma [mm] |
Pozitia reciproca |
Alte conditii |
|
S1 |
Plan- frontala |
IT13 | |||||
|
S5 |
Plan- frontal |
IT13 |
| ||||
|
S9 |
Plan- frontal |
IT13 | |||||
|
S11 |
Plan- frontal |
IT13 | |||||
|
S13 |
Plan- frontal |
IT13 | |||||
|
S18 |
Plan- frontal |
IT13 | |||||
|
S21 |
Plan- frontal |
IT13 | |||||
|
S23 |
Plan- frontala |
IT7 |
| ||||
|
S2 |
Conica ( tesitura) |
3x45s |
IT13 | ||||
|
S4 |
Degajare |
0.6x0.3 |
IT13 | ||||
|
S8 |
Conica ( tesitura) |
1x45s |
IT13 | ||||
|
S12 |
Conica ( tesitura) |
1x45s |
IT13 | ||||
|
S14 |
Degajare |
R6 |
IT13 | ||||
|
S17 |
Conica ( tesitura) |
1.5x45s |
IT13 | ||||
|
S19 |
Conica ( tesitura) |
1.5x45s |
IT13 | ||||
|
S3 |
Cilindrica exterioara |
IT7 | |||||
|
S28 |
Cilindrica exterioara |
IT13 | |||||
|
S7 |
Cilindrica exterioara |
IT14 | |||||
|
S16 |
Cilindrica exterioara |
IT13 | |||||
|
S6 |
Cilindrica interioara |
IT13 | |||||
|
S10 |
Cilindrica interioara |
IT13 | |||||
|
S15 |
Cilindrica interioara |
IT7 | |||||
|
S20 |
Cilindrica interioara IT13 |
IT7 | |||||
|
S22 |
Cilindrica interioara |
IT13 | |||||
|
S24 |
Cilindrica interioara |
IT7 | |||||
|
S25 |
Cilindrica interioara |
IT8 | |||||
|
S26 |
Cilindrica interioara |
IT12 | |||||
|
S27 |
Cilindrica interioara |
IT13 |
Caracteristicile prescrise materialului
Materialul piesei "Inel esterior"este OLC45 STAS880-80.
Otelurile carbon de calitate sunt oteluri nealiate, obtinute printr-o elaborare ingrijita si cu un grad de purificare chimica ridicat. La aceste oteluri se garanteaza atat compozitia chimica cat si caracteristicile mecanice. Ele se folosesc in mod obisnuit tratate termic prin cementaresau imbunatatire, in constructii mecanice supuse la solicitari mari
Compozitia chimica
|
C[%] |
Mn[%] |
Si[%] |
P[%] |
S[%] |
Cr[%] |
Ni[%] |
Cu[%] |
As[%] |
|
Max0.04 |
Max0.04 |
Max0.03 |
Max0.03 |
Max0.03 |
Max0.03 |
Caracteristici mecanice
|
starea |
Limita de curgere [kgf/mm2] |
Rezistenta la tractiune r[kgf/mm2] |
Alungirea la rupere |
Gatuirea la rupere Z[%] |
Duritaeta Brinell [max HB] |
|
|
Normalizata | ||||||
|
Imbunatatita | ||||||
Tratamente termice si termochimice
|
Forjare [sC] |
Recoacere de inmuiere |
Normalizare |
Revenire |
|||
|
[sC] |
Raciere |
[sC] |
Raciere |
[sC] |
Apa/ulei |
|
|
cuptor |
aer |
aer |
||||
Tehnologia constructiei piesei
Volumul cilindrului :I(S3) r=52 ;h=30 ;V=254716.8mm2
Volumul cilindrului :II(S7) r=75 ;h=11 ;V=1194287.5mm2
Volumul cilindrului :III(S16) r=14 ;h=23 ;V=14155.12mm2
Volumul cilindrului :IV(S20) r=12 ;h=15 ;V=7008.48mm2
Volumul cilindrului :V(S22) r=35 ;h=12 ;V=46158mm2
Volumul cilindrului :VI(S24) r=40 ;h=30 ;V=150720mm2
Volumul cilindrului :VII(S25) r=42.5 ;h=3.35 ;V=18999.94mm2
Volumul cilindrului :VIII(S26) r=44.25 ;h=3.15 ;V=19367.19mm2
Volumul cilindrului :IX(S27) r=42.5 ;h=4.5 ;V=25522.31mm2
Masa piesei finite m=0.650Kg
Gradul de unificare a elementelor constructive
Gauri: et=10 etd=3 λe
Raze de racordare et=1 etd=0; λe
Tesituri et=5 etd=4 λe
Degajari et=1 etd=0 λe
Concordant formei constructive cu posibilitatile de realizare
Din punct de vedere al concordantei formei constructive a produsului cu particularitatiile diferitelor metode si procedee de fabricare se poate mentiona:
-profilul exterior si interior se poate realize usor prin strunjire
-gaurile nu prezinta o dificultate ridicata
-rectificarile profilului esterior si interior se pot executa usor.
|
Tip suprafata |
Nr. (cod) suprafata |
Procedee de prelucrare aplicabile tipului de suprafata |
Observatii privind respectarea conditiilor de tehnologicitate |
|
Cilindrica exterioara |
S3,S28 |
strunjire |
posibil |
|
Cilindrica exterioara |
S7 |
strunjire |
Posibil |
|
Cilindrica interioara |
S24,S22, |
strunjire |
Posibil |
|
Cilindrica interioara |
S20 |
strunjire |
Posibil |
|
Cilindrica interioara |
S27,S26,S25 |
strunjire |
Posibil |
|
Cilindrica interioara |
S6,S10 |
Gaurire, largire |
Posibil |
|
Tesituri exterioare |
S12,S8,S17, |
strunjire |
Posibil |
|
Tesituri interioare |
S19 |
strunjire |
Posibil |
|
Degajare |
S4,S14 |
strunjire |
Posibil |
|
Plan frontal exterior |
S1,S5,S9,S13,S18, |
strunjire |
Posibil |
|
Plan frontal interior |
S21,S23 |
strunjire |
Posibil |
Gruparea suprafetelor pe tipuri de suprafete si procedee aplicabile acestora
Cap.2 Proiectarea semifabricatului
2.1 Stabilirea metodelor si procedeelor de obtinere a semifabricatului
2.1.1. Laminare
Folosirea semifabricatelor sub forma de bare laminate este indicata in cazul productiei de unicate si serie mica.
Semifabricatele sub forma de bare laminate se pot folosi si in cadrul productiei de serie si masa, in special pentru piese din clasa arborilor, atunci cand diferenta intre treptele arborilor este mica.
2.1.2.Matritarea pe prese
Matritarea pe prese are urmatoarele avantaje in raport cu matritarea pe ciocane:
- precizie mai ridicata datorita rigiditatii sporite a berbecului;
- inclinatii mai mici la peretii cavitatii datorita folosirii extractoarelor;
- posibilitatea mecanizarii si automatizarii procesului;
- consum mai mic de energie;
- productivitate ridicata.
La intocmirea desenului semifabricatului matritat trebuie realizate urmatoarele faze succesive:
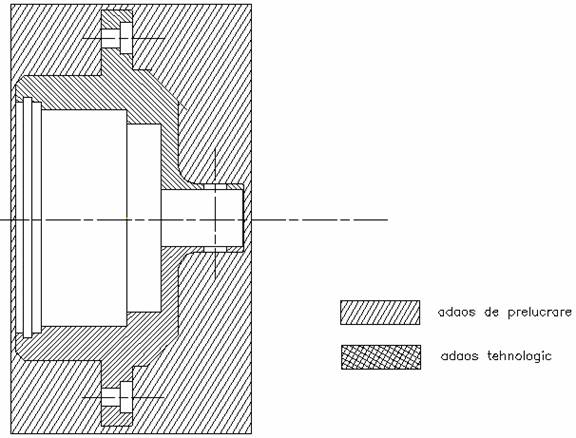
Intocmirea desenului semifabricatului matritat se face plecand de la desenul de executie al piesei finite, la care se considera adaosurile de prelucrare si adaosurile tehnologice (inclinari pentru scoaterea usoara a semifabricatului din cavitatea matritei, raze de racordare pentru a elimina muchiile ascutite si pentru a ajuta la curgerea materialului in cavitatile matritei).
2.2 Adoptarea adaosurilor totale de prelucrare
Laminare
|
Suprafata Sk |
Dimensiunea suprafetei piesei |
Adaos total de prelucrare |
Dimensiunea suprafetei semifabricatului |
|
S1 | |||
|
S2 |
Matritare pe prese
|
Suprafata Sk |
Dimensiunea suprafetei piesei |
Adaos total de prelucrare |
Dimensiunea suprafetei semifabricatului |
|
Raza de racordare exterior | |
|
Raza de racordare interior | |
|
Inclinatii tehnologice exterior | |
|
Inclinatii tehnologice interior |
|
Suprafata Sk |
Dimensiunea suprafetei piesei |
Adaos total de prelucrare |
Dimensiunea suprafetei semifabricatului |
Abaterile limita |
Cota finala |
2.3 Adoptarea procedeului economic de realizare a semifabricatului
|
Criteriul |
Ponderea criteriului |
Tip semifabricat |
Note pe tip semifabricat |
Punctaj pe tip semifabricat |
||
|
laminat |
matritat |
laminat |
matritat |
|||
|
Gr. de apropiere a semifabricatului de piesa |
laminat | |||||
|
matritat |
||||||
|
Precizia semifabricatului |
laminat | |||||
|
matritat |
||||||
|
Costul semifabricatului |
laminat | |||||
|
matritat |
||||||
|
TOTAL PUNCTAJ PE SEMIFABRICAT | ||||||
2.3.1 Gradul de apropiere al semifabricatuluide piesa
|
Volumul de material indepartat[%] |
Nota |
Vr.material=
![]()
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1839
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved