| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
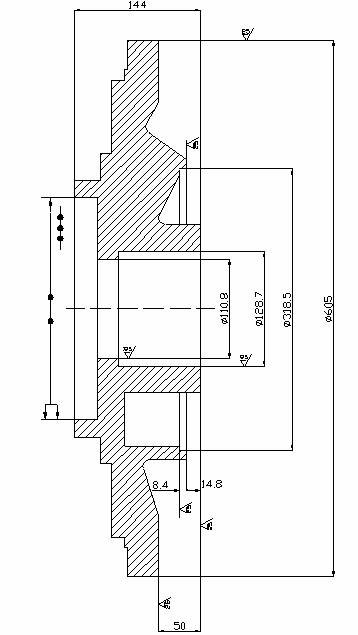
Strunjire de degrosare II
a)Schita operatiei:
b)Fazele operatiei:
a)prinderea piesei
1.strunjire frontala cota 144(143+1)
2.strunjire frontala cota 14,8(16-1,2)
3.strunjire frontala cota 50
4.strunjire
exterioara ![]() 605
605
5.strunjire
interioara ![]() 110,8(112-1,2)
110,8(112-1,2)
6.strunjire
interioara ![]() 128,7(130-1,3)*94(95-1)
128,7(130-1,3)*94(95-1)
7.strunjire interioara
![]() 318,5(320-1,5)*8,4(8-0,8+1,2)
318,5(320-1,5)*8,4(8-0,8+1,2)
b)desprinderea piesei
c)caracteristici ale sistemului tehnologic
M.U.:SN 800 tabelul 6.1.
Scule:cutit frontal STAS 6382-80
cutit lateral STAS 6381-80
cutit pentru interior STAS 6385-80
Caracteristicile sculelor utilizate sunt date in tabelul 6.2.
Verificatoare:subler
d)Parametrii regimului de prelucrare
Pentru stabilirea regimului de prelucrare se folosesc relatiile:6.1.-6.11.
*alegerea sculei aschietoare.
Tabelul 6.14.
|
faza | |||||||
|
sectiune cutit | |||||||
|
STAS cutit | |||||||
|
material cutit |
P20 |
P20 |
P20 |
P20 |
P20 |
P20 |
P20 |
*Stabilirea durabilitatii economice si a uzurii admisibile a sculei aschietoare
Tabelul 6.15.
|
faza | |||||||
|
T[min] | |||||||
|
VB[mm] |
*Stabilirea adancimii de aschiere si a numarului de treceri
Tabelul 6.16.
|
faza | |||||||
|
Ac[mm] | |||||||
|
i[treceri] | |||||||
|
t[mm] |
*Stabilirea avansului de aschiere.
Tabelul 6.17.
|
faza | |||||||
|
S[rot/min] |
*Stabilirea vitezei de aschiere
Tabelul 6.18.
|
faza |
Cv |
T |
|
t |
Xv |
S |
Yv |
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
|
|
|||||||||||||||||||||
*Stabilirea turatiei si a vitezei reale de aschiere.
Tabelul 6.19.
|
faza |
V[m/min] |
n[rot/min] |
|
Vr[mm/min] |
|
*Stabilirea fortei principale de aschiere.
Tabelul 6.20.
|
faza |
Cv |
t |
|
S |
|
|
|
|
|
|
|
|
|
|
Fz |
|
| |||||||||||||||
*Stabilirea momentelor de aschiere.
Tabelul 6.21.
|
faza | |||||||
|
Fz | |||||||
|
M |
*Verificarea puterii de aschiere.
Tabelul 6.22.
|
faza | |||||||
|
Fz | |||||||
|
Vr | |||||||
|
Pr |
e)Norma de timp.
Pentru stabilirea normei de timp se folosesc relatiile 6.12-6.15.
*Stabilirea timpului de baza.Tb
Tabelul 6.23.
|
faza |
l |
|
|
i |
S |
n |
Tbj |
Tb=0,75+0,32+6,55+4,17+0,18+3,66+0,31=15,94 min
*Stabilirea timpului auxiliar Ta.
-pentru prinderea
si desprinderea piesei ![]() =3,50 min
=3,50 min
-pentru comanda
masinii unelte ![]() =3,39 min
=3,39 min
-legati de
faza ![]() =3,12 min
=3,12 min
-pentru masuratori
de control ![]() =2,07 min
=2,07 min
Ta=3,50+3,39+3,12+2,07=12,08 min
*Stabilirea timpului de deservire tehnica Tdt.
Tdt=![]()
*Stabilirea timpului de deservire organizatorica Tdo.
Tdo=![]() (15,94+12,08)=0,28
min
(15,94+12,08)=0,28
min
*Stabilirea timpului de odihna si necesitati firesti Ton.
Ton=3,0 min
*Stabilirea timpului de pregatire-incheiere Tpi.
Tpi=28 min
*Stabilirea normei
de timp ![]() .
.
NT=15,94+12,08+0,40+0,28+3,0+![]() =31,88 min
=31,88 min
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1475
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved