| CATEGORII DOCUMENTE |
| Agricultura | Asigurari | Comert | Confectii | Contabilitate | Contracte | Economie |
| Transporturi | Turism | Zootehnie |
TEHNOLOGIA PRODUSELOR FAINOASE
In tara noastra, produsele fainoase fabricate pe scara larga sunt pastele fainoase, biscuitii si produsele de patiserie realizate intr-o gama sortimentala diversa.
1. FABRICAREA PASTELOR FAINOASE
Pastele fainoase sunt produse alimentare obtinute din aluat nedospit, preparat din faina si apa, cu sau fara adaosuri (oua, pasta de tomate etc.) care este modelat prin presare sau prin stantare in diferite forme si apoi uscat si ambalat. Schema tehnologica de obtinere a pastelor fainoase este prezentata in fig. 27.
Fig. 27 Schema tehnologica de legaturi pentru
obtinerea pastelor fainoase
In general pastele fainoase se caracterizeaza prin:
valoare alimentara ridicata - se utilizeaza faina cu un continut maxim de substante proteice, iar continutul de umiditate al produselor este foarte mic;
grad de asimilare a carbohidratilor si substantelor proteice ridicat, foarte important pentru alimentatia dietetica si a copiilor;
conservabilitate pe timp indelungat fara a micsora calitatile nutritive si gustul;
rapiditatea si simplitatea prepararii datorita duratei scurte de fierbere a pastelor fainoase.
Pastele fainoase se pot clasifica:
dupa forma:
lungi - macaroane, spaghete;
medii - fidea, taitei;
scurte - stelute, orzisor etc.
dupa compozitia aluatului:
paste simple;
paste cu adaosuri.
Materiile prime si auxiliare folosite la fabricarea pastelor fainoase sunt:
v faina alba de grau de extractie 0-30, obtinuta din grane dure, cu sticlozitate mare (peste 60%), permitand obtinerea unor paste fainoase cu suprafata neteda, fara asperitati, de culoare alb-galbuie, care isi mentin forma dupa modelare;
v apa, care trebuie sa fie potabila, incolora, fara miros si cu duritate de 15-20germane. In cazul unei duritati mai mari a apei, recomandata la prelucrarea fainurilor de slaba calitate, are loc u uzare prematura a matritelor;
v oua, folosite in scopul imbogatirii valorii alimentare si imbunatatirii aspectului. In acest scop se folosesc numai oua de gaina, proaspete sau sub forma de oua praf;
v pasta de tomate se intrebuinteaza in stare proaspata sau conservata in vederea imbogatirii produsului in substante nutritive si conferirii unei coloratii specifice produselor.
Fazele importante ale procesului tehnologic de fabricare a pastelor fainoase sunt:
pregatirea si dozarea materiilor prime
framantarea aluatului
modelarea aluatului (prin presare, taiere sau stantare)
asezarea in vederea uscarii
uscarea
ambalarea
1.1. Pregatirea materiilor prime
Are drept scop conditionarea in vederea unei bune omogenizari a aluatului si a indepartarii eventualelor impuritati. Astfel:
faina se cerne si se incalzeste la o temperatura de ~25C (mai ales pe timpul iernii);
apa se incalzeste la o temperatura de 20-28C (in functie de calitatea fainii si de produsul ce urmeaza a se fabrica);
ouale se triaza si se numara pentru a stabili dozajul. Continutul oualor se bate pentru a se uniformiza si apoi se dilueaza;
pasta de tomate se dilueaza cu apa folosita la framantarea aluatului.
1.2. Prepararea aluatului
La stabilirea regimului tehnologic pentru prepararea aluatului se urmareste realizarea conditiilor optime de umiditate si temperatura a aluatului, precum si respectarea duratei si intensitatii de framantare in vederea obtinerii unor produse de buna calitate.
Dozarea materiilor prime se realizeaza in functie de sistemul de functionare al instalatiei de framantare a aluatului, respectiv dozatoare cu functionare periodica - in cazul framantatoarelor discontinue si dozatoare la care se regleaza fluxul continuu de material - in cazul framantatoarelor cu functionare continua.
Aluatul pentru fabricarea pastelor fainoase trebuie sa fie foarte consistent pentru ca produsul sa isi pastreze forma capatata dupa modelare, consistenta necesara realizandu-se prin adaugarea unei cantitati minime de apa la presare.
In functie de calitatea fainii utilizate in fabricatie, cantitatea de apa se modifica astfel:
la fainurile cu granulatie mare (grisurile) se adauga o cantitate de apa mai mare cu 1,5-2% decat la fainurile fine obtinute din acelasi soi de grau;
la fainurile din grane dure se adauga cu 1-1,5% mai multa apa decat la fainurile din grane moi.
Dupa continutul de apa si consistenta, aluaturile se pot imparti in urmatoarele tipuri:
aluaturi consistente (tari), cu umiditate intre 28-29%, care se prezinta sub forma faramicioasa; la prelucrare aceste aluaturi necesita presiuni mari si reduc in mod simtitor productivitatea preselor; ele se prepara in cazul fabricarii pastelor fainoase cu forme complicate si a taiteilor, pentru a evita, dupa modelare, deformarea produselor;
aluaturi de consistenta medie, avand umiditatea intre 29-31%; sunt folosite cel mai mult in cazul fabricarii diferitelor tipuri de paste fainoase modelate prin presare;
aluaturi de consistenta redusa (moi), avand 31-32% umiditate; acestea nu sunt indicate, deoarece produsele obtinute se lipesc, se deformeaza usor si se usuca greu.
Framantarea aluatului se realizeaza in scopul amestecarii cat mai perfecte a componentelor acestuia pentru obtinerea unor produse omogene.
Durata si intensitatea framantarii determina intr-o mare masura calitatea aluatului. Framantarea aluatului pentru paste fainoase dureaza relativ mult - 15-20 min - datorita cantitatii mici de apa, care, pentru a umezi uniform masa de faina si a forma peliculele de gluten, necesita un timp mai indelungat.
Durata de framantare depinde de calitatea fainii, consistenta si temperatura aluatului. Aluaturile preparate din fainuri grisate (obtinute din grane dure) necesita o durata de framantare mai mare. Pentru aluaturile preparate din fainuri slabe, cu temperatura ridicata sau cu consistenta mica durata framantarii se reduce.
Intensitatea framantarii depinde de viteza unghiulara a bratelor framantatorului si se caracterizeaza prin cantitatea de energie ce se consuma prin framantare.
Framantarea se poate realiza in:
framantatoare discontinue, de tipul malaxoarelor pentru pasta tare sau a amestecatoarelor cu role, care reprezinta un tip invechit;
framantatoare continue, compuse din 1-3 cuve dreptunghiulare (3 compartimente) in interiorul carora se roteste un ax cu palete ce favorizeaza amestecarea componentelor si curatarea aluatului de pe peretii cuvei.
S-au construit instalatii de framantare duble alcatuite din 2 instalatii obisnuite de framantat, montate simetric una fata de alta. Fiecare framantator alimenteaza o presa.
Instalatiile care functioneaza sub vid sunt realizate in doua variante: cu vid aplicat si presare sau cu vid aplicat numai la presare.
1.3. Modelarea aluatului
Este operatia tehnologica efectuata inainte ca aluatul sa fie trecut la uscare si are ca scop conferirea unei forme specifice produselor ce urmeaza a fi fabricate (macaroane, spaghete, fidea etc).
Modelarea aluatului, in functie de produsul fabricat, se poate realiza prin urmatoarele metode:
v prin presare - metoda cea mai uzuala;
v prin stantarea foilor subtiri de aluat;
v prin taiere.
Conditiile de calitate ce trebuie indeplinite la modelare de semifabricatele folosite la obtinerea pastelor fainoase sunt:
calitatea aluatului supus modelarii - aluatul trebuie sa fie omogen, cu umiditate si temperatura constanta, fara resturi de faina neamestecate sau cocoloase de aluat uscat;
suprafata neteda, usor mata, fara prezenta asperitatilor sau rupturii, sa nu prezinte defecte de modelare datorita presarii neuniforme prin matrite;
sa aiba o coloratie placuta, cu nuanta de galben-crem, sticloasa, in functie de compozitie, insa uniforma pe toata suprafata, sa nu prezinte pete datorate contactului cu suprafetele masinilor de prelucrare, iar in timpul uscarii sa nu se inchida la culoare;
sa aiba o elasticitate buna si sa nu se deformeze sau sa se faramiteze la taiere sau la asezare in vederea uscarii.
Factorii ce influenteaza operatia de modelare sunt:
Conditiile deformarii plastice a aluatului. La instalatiile de modelare prin modelare prin presare obtinerea formei dorite se realizeaza prin curgerea aluatului prin orificiile matritei.
Curgerea aluatului se face similar lichidelor foarte vascoase si are loc atunci cand forta de coeziunea dintre particulele de aluat si forta de adeziune de deasupra si din canalele matritei sunt mai mici decat forta de presare.
Aderarea aluatului de suprafetele canalelor de modelare duce la cresterea presiunii la care trebuie supus aluatul pentru a parcurge orificiul matritei, ceea ce determina un consum suplimentar de energie, reduce viteza de modelare si contribuie la formarea de asperitati pe suprafata produselor.
Evitarea acestor dezavantaje se face prin:
confectionarea orificiilor de modelare din materiale de care aluatul nu se lipeste (teflon);
acoperirea suprafetelor de alimentare a orificiilor prin suflare cu diferite metale care evita sau reduc lipirea aluatului;
confectionarea de profiluri speciale ale canalelor de modelare, care sa reduca distanta pe care o parcurge aluatul prin deschiderea ingusta de modelare.
Influenta calitatii fainii asupra modelarii aluatului. Pentru procesul de modelare sunt importante continutul in gluten si finetea fainii. Fainurile cu gluten redus si de slaba calitate conduc la obtinerea unor produse de slaba calitate, iar fainurile cu continut ridicat de gluten prea elastic ingreuneaza operatia de modelare.
Umiditatea aluatului - deoarece determina consistenta aluatului, respectiv viteza de curgere prin matrita, influenteaza intr-o mare masura presarea aluatului. Aluatul cu umiditate mai mare se preseaza usor, insa nu este indicat datorita elasticitatii si rezistentei necorespunzatoare a pastelor obtinute.
Temperatura aluatului in momentul trecerii prin orificiile matritei trebuie sa fie de 40-50C, temperaturi mai mari conducand la degradarea aluatului.
Presiunea si viteza de presare sunt determinate de consistenta sau plasticitatea aluatului si de rezistenta acestuia opusa la trecerea prin orificiile matritei (datorita frecarii aluatului).
Viteza de presare este determinata si de metoda de presare. In conditii obisnuite viteza de presare este de 15-25mm/s, insa poate atinge 25-35mm/s si chiar 50-100mm/s in cazul unor sortimente (fidea).
In timpul modelarii, aluatul trebuie supus unei presiuni constante. Variatiile bruste de presiune provoaca defecte (mai ales la macaroane), care se prezinta cu portiuni in care diametrul este mai mare iar suprafata este aspra.
Modelarea aluatului prin presare se realizeaza cu prese mecanice cu melc, cu functionare continua (fig. 29 a, b si c), prese cu valturi (fig. 29 d) sau prese hidraulice (fig. 29 e), la care s-au adoptat tipuri noi de matrite, in functie de grupa de sortimente ce urmeaza a fi fabricate, astfel:
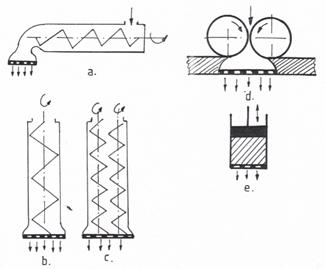
Fig. 29. Scheme de principiu ale modelarii prin presare
a,b,c - prese cu melc; d- presa cu valturi; e - presa hidraulica
matrite cilindrice, folosite mai ales pentru pastele scurte, care dupa ce ies din orificii sunt taiate automat la o anumita lungime cu ajutorul unui cutit cu functionare periodica;
matrite pentru obtinerea unei foi de aluat din care se vor fabrica sortimentele ce se realizeaza prin stantare;
matrite pentru liniile mecanizate de fabricare a pastelor lungi.
Matrita este o piesa de foarte mare importanta pentru calitatea pastelor fainoase, deoarece in matrita se obtine forma definitiva a produselor si se conditioneaza, in mare masura, finetea lor. Sunt piese fabricate din otel inoxidabil sau bronz, cu sectiune circulara sau dreptunghiulara, prevazuta cu orificii de modelare care au forma specifica produselor ce urmeaza a fi fabricate.
Tipurile imbunatatite de matrite prevad un cadru de fonta cu orificii de dimensiuni mari, in care se monteaza matrite mici, specifice produsului ce se fabrica, de obicei fiind folosite:
orificii pentru paste cu sectiunea uniforma (fidea, taitei, spaghete) care au sectiunea simpla (fig. 30 a, b);
orificii pentru modelarea pastelor in forma de tub (macaroane), formate din orificiul propriu-zis, a carui sectiune se ingusteaza treptat spre iesire (fig. 30 d), in interiorul carora este prevazut un ax cu dimensiunile necesare ale golului pastelor, care se sprijina pe 2-3 aripioare ce lasa aluatul sa se strecoare usor in jurul lor;
orificiul care modeleaza aluatul in forme speciale, de scoici, melci sau asemanatoare acestora (fig. 30 c);
orificii pentru modelarea pastelor in forma de tub prevazute insa pe peretii interiori cu canale in spirala (fig. 30 c), astfel ca suprafata exterioara a pastelor fainoase capata aceasta forma.
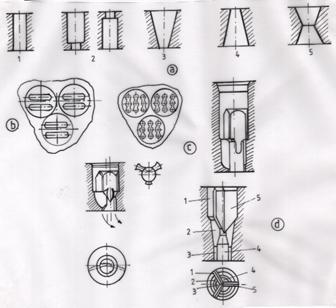
Fig. 30. Diferite orificii de modelare a aluatului
a- sub forma de fidea: 1- orificii cilindrice drepte; 2- orificii cilindrice in trepte;3- orificii conice care se ingusteaza; 4- orificii conice care se largesc;5-orificii cu con dublu;
b- sub forma de panglica;
c- orificii de modelare a taiteilor cu margini gofrate, sub forma de melci, cornulete si sub forma de scoici;
d- sub forma de tuburi.
Modelarea aluatului prin taiere consta din divizarea unei foi de aluat, obtinuta prin presare sau valtuire, in formatele si dimensiunile dorite.
Modelarea aluatului prin stantare consta in decuparea produselor dintr-o foaie de aluat pregatita in prealabil cu ajutorul mai multor ponsoane ce decupeaza si modeleaza bucatile in forma dorita.
Modelarea prin taiere si stantare au fost inlocuite, deoarece instalatiile utilizate in acest caz au productivitate redusa si dau cantitati insemnate de resturi de aluat.
Pastele fainoase modelate trebuie sa indeplineasca urmatoarele conditii principale pentru ca, dupa uscare, sa rezulte produse de buna calitate:
sa aiba suprafata perfect neteda, usor mata, omogena si fara rupturi ;
sa aiba o coloratie placuta, galben-crem sau galben-albicioasa, egala si uniforma
pe toata suprafata, fara pete, puncte brune
sau negre,
sa aiba elasticitate cat mai mare, sa-si pastreze bine forma, sa nu se rupa si sa nu se sfaramiteze la taiere sau la asezarea pentru uscare;
sa nu se lipeasca intre ele in timpul uscarii;
sa nu prezinte defecte provocate de neuniformitatea vitezei de modelare, cum sunt inele bombate pe macaroane, dungi sau solzi pe suprafata produselor valtuite ori stantate etc.;
sa corespunda ca dimensiuni, forma si grosimea peretilor (la macaroane)standardelor de calitate.
1. Asezarea pastelor fainoase in vederea uscarii
Procesul de uscare a pastelor fainoase trebuie sa decurga lent si omogen, in care scop semifabricatele sunt pregatite in vederea uscarii prin asezarea lor in conditii care sa favorizeze schimbul de umiditate si sa asigure calitatea produselor.
Metodele de asezare a pastelor fainoase sunt in functie de felul produsului (produse lungi, medii, scurte) si de gradul de mecanizare a instalatiilor de uscare.
Pastele fainoase scurte se aseaza in straturi uniforme pe suprafata unor rame cu sita, pe care semifabricatul se supune uscarii. Se poate realiza manual sau mecanic
Pastele fainoase lungi (macaroane, spaghete etc.) se aseaza intr-un singur rand (strat) pe vergelele pe care urmeaza sa se usuce. Se realizeaza manual, fiind neeconomice din punct de vedere al manoperei si mecanic.
Pentru macaroane, in afara de uscarea pe vergele se mai practica uscarea in casete. Casetele au forma unei tavi cu doi pereti laterali. Aluatul modelat, taiat la lungimea necesara, se aseaza in randuri suprapuse. Intre randurile de macaroane se intercaleaza cate o foaie de carton pentru a usura patrunderea aerului. La asezarea aluatului in casete, firele de aluat trebuie ordonate paralel, pentru a nu se deforma, stramba ceea ce da un aspect neplacut produselor si provoaca greutati la ambalare.
Pastele fainoase medii impletite (fidea, taitei) necesita, in afara de asezarea intr-un strat uniform, si impletirea lor intr-o forma speciala care favorizeaza uscarea si manipularea produselor finite la ambalare. Pastele se impletesc in forma de gheme (papusi) manual sau cu ajutorul unui dispozitiv care permite impletirea simultana a mai multor papusi.
S-au construit si masini speciale, cu care se realizeaza impletirea papusilor. Acestea prezinta dezavantajul ca necesita o supraveghere competenta si au o productivitate redusa.
1.5. Uscarea pastelor fainoase
Operatia de uscare este o metoda generala de conservare prin eliminarea excesului de apa dintr-un produs alimentar.
Aplicarea uscarii in cazul pastelor fainoase are drept scop eliminarea efectelor fermentatiei care, la o anumita temperatura favorabila, determina cresterea aciditatii aluatului ducand astfel la degradarea lui.
Prevenirea acestui defect se realizeaza prin modul de conducere a operatiei de uscare, deoarece incetarea fermentarii naturale a aluatului (datorita microorganismelor din mediul inconjurator) se produce numai in partea a doua a procesului de uscare.
Etapele principale ale procesului de uscare a pastelor fainoase sunt (fig. 32):
preuscarea consta din eliminarea unei cantitati insemnate de apa din straturile exterioare ale pastelor modelate (30 - 35% din cantitatea de apa continuta in paste). Conditiile in care preuscarea are loc, respectiv temperatura aluatului, care depinde in primul rand de temperatura aerului ce se va folosi pentru aceasta, au o mare importanta;
uscarea propriu-zisa prin care se elimina o cantitate suplimentara de apa din pastele fainoase, astfel incat in produs sa se atinga l l - 12% umiditate, ceea ce permite o buna conservare a produselor. Trebuie evitata o temperatura inalta la uscare deoarece aceasta poate conduce la o uscare rapida a suprafetei pastelor determinand astfel craparea acestora ;
stabilizarea operatia de uniformizare a umiditatii in masa de aluat - are scopul de a realiza o distributie egala a apei in masa produselor pentru a se evita fisurarea straturilor exterioare ale acestora (fenomen cunoscut sub denumirea de 'fulgerare').
Stabilizarea se poate realiza in camere speciale sau in instalatia folosita pentru uscare. Conditiile in care se realizeaza stabilizarea (temperatura aerului) trebuie sa permita o scadere treptata a temperaturii pastelor pana la cea a depozitului (circa 20C).
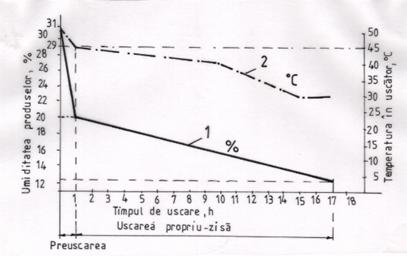
Fig. 32. Graficul uscarii pastelor scurte in regim intermitent, la instalatii cu functionare continua
1-variatia umiditatii produselor, 2-variatia temperaturii in uscator
Metode de uscare. Modul in care se conduce regimul de uscare a pastelor fainoase are o mare insemnatate pentru calitatea produselor finite, aceasta operatie reprezentand faza procesului tehnologic in care se fixeaza forma produsului.
Nerespectarea regimului optim de uscare poate duce la defectiuni grave, dintre care unele nu se mai pot remedia si provoaca rebutarea productiei. Astfel:
uscarea prea intensa, rapida si neuniforma duce la fulgerarea pastelor si ruperea lor in faramituri ;
uscarea lenta sau insuficienta creeaza conditii favorabile pentru
cresterea aciditatii si, uneori, mucegairea
produselor ;
uscarea prea avansata, sub
umiditatea stabilita, determina un continut
mai mare de substanta uscata.
Regimurile de uscare a pastelor fainoase, folosite in productie, sunt foarte variate si ele depind de sortiment si de instalatiile de uscare folosite.
Pentru uscarea pastelor fainoase s-au realizat instalatii de diferite tipuri, in functie de gama de sortimente:
pentru paste scurte :
instalatii cu alimentare periodica, cu uscarea pe rame,
cu site, cu sau
fara baterii de incalzire a aerului;
instalatii continue, cu benzi rulante sau cu tambur
pentru paste medii :
cu alimentare periodica
continue, cu deplasarea mecanizata a ramelor.
pentru paste lungi :
cu incarcare manuala ;
cu incarcare semiautomata ,
mecanizate.
In general, toate instalatiile de uscare cuprind :
Ø o camera de uscare, bine izolata, pentru a se reduce la minimum pierderile de aer si caldura;
Ø o instalatie pentru distribuirea uniforma a pastelor in curentul de aer;
Ø o instalatie pentru circulatia aerului, formata dintr-un ventilator suficient de puternic, care sa impinga aerul prin masa de paste supusa uscarii; acelasi ventilator este folosit, in unele cazuri pentru recircularea aerului de la uscator la bateria de conditionare;
Ø dispozitive pentru reglarea circulatiei aerului in interiorul uscatorului, astfel incat sa se realizeze o uscare uniforma in toata masa de paste.
Sfarsitul procesului de uscare se poate realiza organoleptic sau chimic.
Metodele utilizate in cazul examenului organoleptic sunt:
verificarea elasticitatii pastelor, acestea fiind uscate in momentul in care sunt
elastice (cazul pastelor lungi),
verificarea rezistentei pastelor : prin strivire, sa nu-si modifice forma si sa se
sfarame; la rupere sa opuna o rezistenta
mare, sectiunea rupturii sa fie sticloasa si
nu fainoasa;
verificarea indicatiilor aparatelor de masura si control
(termometre, higrometre) care
trebuie sa indice aceeasi parametri atat in interiorul cat si in exteriorul
uscatorului.
In cazul analizei fizico-chimice se determina umiditatea pastelor, care se considera uscate cand umiditatea este de l1,5- 12%.
1.6. Ambalarea pastelor fainoase
Ambalarea pastelor fainoase in vederea expedierii si desfacerii se face diferit, fie in cutii de carton, pungi de celofan sau hartie pergaminata, fie vrac , in lazi de lemn sau cutii de carton ondulat.
La cantarire si ambalare se verifica cu atentie calitatea pastelor fainoase, luandu-se masuri pentru a evita introducerea in ambalaje a pastelor necorespunzatoare. Se urmareste ca pastele fainoase sa fie bine asezate, fara spatii intre ele.
Operatiile de taiere la dimensiune, de cantarire si de ambalare a pastelor fainoase se pot executa manual sau mecanic.
1.7. Depozitarea pastelor fainoase
Se face in magazii inchise, curate, absolut uscate si bine aerisite. Pastele fainoase se pot pastra in conditii bune de depozitare timp de ~ l an si chiar mai mult (pentru umiditati , mai mici de 9%) fara degradarea calitatii in ceea ce priveste gustul si valoarea nutritiva.
In depozitele de paste fainoase trebuiesc mentinute urmatoarele conditii : temperatura 10 - 20 C, umezeala relativa a aerului 60 - 65%, incaperile vor fi uscate, iar in timpul verii se vor aerisi pentru a se evita umezirea aerului din depozit.
2. FABRICAREA BISCUITILOR
Biscuitii sunt produse obtinute prin coacerea unui aluat stantat, preparat din faina, apa, zahar, grasimi, lapte etc., care se afineaza pe cale chimica. Sunt produse cu o mare valoare alimentara si conservabilitate ridicata (circa 6 luni - l an) datorita materiilor prime folosite si umiditatii reduse.
Sortimentele de biscuiti fabricate pot fi clasificate in functie de :
forma de prezentare
biscuiti obisnuiti
simpli
cu cacao
cu unt
biscuiti cu crema (umpluti)
cu crema de cacao
cu crema aromatizata cu esenta de fructe.
continutul de zahar si substante grase
biscuiti glutenosi - max. 20% zahar si max. 12% grasime (figurine, obisnuiti, aperitiv)
biscuiti zaharosi (fragezi) - min. 20% zahar, min 12% grasime (Victoria cu cacao).
Schema tehnologica de fabricatie a biscuitilor depinde de sortimentele ce urmeaza a se obtine si este prezentata in figura 33.
Fig. 33 Schema tehnologica de fabricare a biscuitilor
In ceea ce priveste compozitia chimica medie a biscuitilor, ea se prezinta astfel:
- apa 6-8%
- substante zaharoase 6-39%
- substante grase 8-20%
- substante albuminoase 8-11%
- amidon si alte substante neazotate 48-62%
- substante minerale ~0,1%
Continutul mare in substante grase si hidrati de carbon a biscuitilor constituie in alimentatie o sursa importanta de energie.
Materiile prime si auxiliare folosite la fabricarea biscuitilor transmit acestora gustul, aroma si aspectul; modificarile fizico-chimice ale materiilor prime si auxiliare, care au loc in timpul fabricatiei, contribuie la imbunatatirea caracteristicilor produsului finit.
Procedeele tehnologice aplicate pentru aceste grupe de biscuiti se deosebesc datorita structurii aluatului si a comportarii lui pe parcursul fabricatiei, factorul determinant fiind proportia diferita a celor doua elemente de baza : zahar si grasimi.
2.1. Pregatirea materiilor prime
Operatiile de pregatire a aluatului pentru fabricarea biscuitilor sunt asemanatoare cu cele de la fabricarea pastelor fainoase cu exceptia pregatirii substantelor zaharoase, a grasimilor, a condimentelor si substantelor aromatizante si a afanatorilor chimici.
Pregatirea substantelor zaharoase. La fabricarea biscuitilor, substantele zaharoase se intrebuinteaza sub forma de solutii (in apa sau lapte) si in stare solida (tos si farin). Zaharul se dizolva in apa sau lapte in proportii corespunzatoare concentratiei dorite, operatia realizandu-se la cald, in cazane deschise sau sub vid pentru a favoriza dizolvarea acestuia.
Pregatirea grasimilor se face prin topirea grasimilor solid si emulsionarea grasimilor cu apa. Topirea grasimilor solide se face atat pentru necesitati tehnologice, cat si pentru a se putea transporta pe conducte si a se recupera integral grasimea de pe ambalaje.
Pregatirea substantelor aromatizante este necesara pentru obtinerea unei aroman mai puternice a produselor, in acest scop facandu-se o maruntire sau dizolvare a acestora (sarea de lamaie). Maruntirea (taierea marunta sau faramarea) se face in cazul substantelor aromatizante de natura vegetala - vanilie, scortisoara, cafea, cacao- ceea ce contribuie la potentarea aromei produselor in care sunt introduse.
Se are in vedere evitarea insuficientei sau supraaromarii (situatie ce are loc la folosirea aromelor prea concentrate, ceea ce da produselor finite un miros si un gust prea puternic si neplacut) si repartizarea uniforma in masa de produs.
Pregatirea substantelor afanatoare se face prin dizolvarea a 40 parti substante afanatoare in 100 parti apa cu temperatura de 25C, dupa care solutia obtinuta se filtreaza, in unele cazuri, in aceeasi solutie se dizolva si sarea care urmeaza a fi adaugata in aluat.
2.2. Prepararea aluatului
Dozarea materiilor prime si auxiliare. Cantitatile de materii prime si auxiliare stabilite prin retetele de fabricatie pentru o sarja, in functie de sortimentul de biscuiti, sunt cantarite cu ajutorul aparatelor si instalatiilor speciale.
Succesiunea introducerii materiilor prime si auxiliare in cuva de preparare a aluatului pentru biscuiti are de asemenea o importanta deosebita, pentru obtinerea omogenitatii si structurii corespunzatoare a acestuia.
Ordinea introducerii materiilor prime si auxiliare in cuva de framantare este urmatoarea : siropul de zahar, grasimile, ouale, glucoza, mierea sau zaharul invertit, esentele (etil-vanilina), apa sau laptele, sarea, afanatorii si apoi faina (uneori in amestec cu amidon).
Factorii care influenteaza formarea aluatului pentru biscuiti sunt :
umiditatea aluatului - este determinata de grupa de sortimente ce urmeaza
a se
fabrica si trebuie sa se incadreze in
urmatoarele limite :
pentru aluatul glutenos - 25-26%, cand se foloseste faina buna si 25-27% cand se foloseste faina slaba;
pentru aluatul zaharos 17-18,5% si respectiv 16-17,5%;
temperatura aluatului pentru biscuiti la sfarsitul framantarii trebuie
sa fie cuprinsa
intre 38-40C pentru aluatul glutenos
si 19-25C pentru aluatul zaharos.
Framantarea aluatului, in vederea obtinerii unui aluat omogen, cu proprietati fizico-chimice si organoleptice corespunzatoare, conducerea operatiei de framantare are un rol deosebit de important.
Durata framantarii, in functie de structura aluatului, a proportiei de substante zaharoase si grase care intra in componenta aluatului trebuie sa fie de 30-80 min pentru aluatul glutenos si 10-15 min pentru aluatul zaharos.
Factorii care influenteaza in mare masura durata framantarii sunt:
tipul aluatului - aluatul glutenos se framanta un timp mai indelungat spre deosebire de cel zaharos, unde se urmareste doar omogenizarea materiilor prime introduse la framantare ;
continutul in gluten al fainii - cu cat continutul in gluten este mai
ridicat, cu atat durata de framantare este mai
mare ;
turatia bratelor de framantare - pentru aluatul de biscuiti zaharosi,
turatia trebuie sa fie de 10-12 rot/min, iar pentru aluatul de biscuiti
glutenosi 18-25 rot/min. Marirea turatiei peste aceste limite conduce
la cresterea temperaturii aluatului, respectiv la degradarea calitatii
aluatului. Efectul de crestere a temperaturii se poate diminua prin
introducerea de apa rece (racirea artificiala a aluatului) prin mantaua
cuvei framantatorului;
temperatura si umiditatea materiilor prime - temperatura initiala mai mare a materiilor prime influenteaza capacitatea de hidratare a fainii, iar continutul de umiditate a! aluatului contribuie la umflarea mai rapida a glutenului, ceea ce conduce la formarea mai rapida a aluatului- De aceea, in anotimpul calduros, durata de framantare se scurteaza.
Stabilirea sfarsitului framantarii se face dupa caracteristicile aluatului si anume:
o aluatul este framantat uniform (bucati de aluat luate din diferite puncte au structura si compozitia uniforma);
o aluatul nu contine apa sau faina nelegate, adica nu este lipicios sau prea uscat;
o aluatul glutenos este legat si se intinde usor, iar aluatul fraged slab legat (zaharos) aproape se faramiteaza.
Dupa framantare, aluatul glutenos trebuie sa fie elastic, sa reziste la rupere si sa aiba tendinta de revenire la forma initiala (elasticitate), iar aluatul zaharos trebuie sa fie afanat, sa se rupa si faramiteze usor, sa fie plastic, sa pastreze forma care i se da.
Afanarea si odihna aluatului. Odihna sau repausul aluatului pentru biscuiti este o faza a procesului tehnologic prin care se urmareste imbunatatirea proprietatilor in ceea ce priveste mentinerea formei, afanarea.
Durata repausului este diferita, in functie de tiul aluatului, astfel:
aluatul glutenos se repauzeaza in cuve speciale, timp de 1-3 h la temperatura de 30C si umezeala relativa a aerului de 80-90%;
aluatul zaharos se repauzeaza timp de 14-24 h la temperatura de 8-10C si umezeala relativa a aerului de 80-90%.
In timpul odihnei aluatului au loc o serie de transformari fizico-chimice si biochimice ca :
imbunatatirea calitatii si cantitatii glutenului;
scade elasticitatea glutenului, conducand la mentinerea formei biscuitilor si imbunatatirea fragezimii lor;
descompunerea partiala a afanatorilor chimici, sub influenta aciditatii aluatului, cu degajare de CO2, ceea ce conduce la afanarea aluatului intr-o proportie redusa;
aluatul se intinde mai usor la prelucrarea ulterioara (valtuire).
Operatia are loc in camere de fermentare climatizare ce au inaltimea de 2-2,2 m, prevazute cu usi glisante sau batante si care au peretii si tavanul confectionate din materiale termoizolante. Dimensionarea camerelor se face in functie suprafata numarului de cuve ce trebuie sa se afle in acelasi timp in camera, la care se adauga - 50% spatiu pentru manipulare.
Conditionarea aerului in camere se face cu ajutorul unor agregate de conditionare, ce realizeaza incalzirea si umidificarea aerului din incinte, prin reglare automata.
2.3. Prelucrarea aluatului
Dupa prima odihna a aluatului, acesta este supus operatiei de valtuire, adica transformarea aluatului din bulgari intr-o banda uniforma ca dimensiune. Operatia de valtuire se realizeaza diferit, in functie de tipul aluatului supus prelucrarii.
Valtuirea aluatului glutenos se efectueaza prin intinderea lui repetata printre valturi, urmata de cate o repauzare si, in final, transformarea intr-o banda de dimensiunile cerute la modelare.
Valtuirea aluatului zaharos se deosebeste fundamental de aceea a aluatului glutenos, datorita faptului ca orice prelucrare mecanica a aluatului (preparare, intindere) modifica proprietatile glutenului. In mod curent, aluatul zaharos este trecut printr-o serie de perechi de valturi, in scopul micsorarii treptate a sectiunii foii, iar dupa obtinerea dimensiunilor dorite, trece direct si continuu la masinile de modelat (stantat).
Aluatul valtuit corect este neted la pipaire, are culoare alb-galbuie uniforma, este plastic (isi mentine forma data) cu porii uniformi, iar In sectiune prezinta stratificatie.
2. Modelarea aluatului
Forma si dimensiunile biscuitilor se obtin prin modelarea aluatului cu masinile de stantat si presat, operatia executandu-se diferit in functie de tipul aluatului.
Modelarea aluatului glutenos se executa cu ajutorul stantei, care decupeaza din banda de aluat bucati de forma si dimensiunile biscuitilor ce se fabrica.
La dispozitivul de stantare se pot monta matrite cu diferite modele, in functie de sortimentul de biscuiti ce urmeaza a se fabrica, in genera!, modelele de biscuiti se caracterizeaza prin : forma biscuitului care poate fi dreptunghiulara, rombica, rotunda, semicerc, ovala, figuri, litere s.a., si modelul suprafetei superioare, care poate fi de doua feluri: cu imprimare in adancime sau cu imprimare in relief
Modelarea aluatului zaharos se face cu stante de tip greu sau masini rotative. Datorita caracteristicilor plastice ale aluatului zaharos, acesta se supune valtuirii numai cu scopul formarii unei benzi continue si de grosimea necesara fabricarii biscuitilor. Ca principiu, este stabilit ca grosimea benzii de aluat la stantare sa fie cu 50% mai mica decat grosimea biscuitilor gata copti.
Stanta de tip greu trebuie sa apese puternic banda de aluat, pentru ca aceasta sa patrunda in toate adanciturile poansonului si, astfel, pe suprafata lui sa se imprime desenul concav sau inscriptia necesara. La acest tip de stanta, existenta stifturilor nu este obligatorie, intrucat aluatul fiind plastic gazele, care se formeaza in timpul coacerii, ies usor din produs.
S-au construit mai multe tipuri de masini de modelat care prelucreaza aluatul prin valtuire si prin presare.
2.5. Coacerea biscuitilor
Procesul de coacere al biscuitilor se caracterizeaza prin modificarea proprietatilor fizico-chimice si coloidale ale aluatului sub actiunea temperaturii din camera de coacere.
Scopul tehnologic al coacerii este eliminarea din aluat a surplusului de umiditate, crearea unei structuri stabile specifice si obtinerea unui gust si aspect exterior caracteristice biscuitilor.
Asupra modului de coacere a biscuitilor influenteaza, in principal, parametrii aerului din camera de coacere (umezeala relativa, viteza, directia de deplasare si temperatura aerului).
Parametrii operatiei de coacere a biscuitilor sunt:
faza intai - temperatura de 160-170CC si umezeala relativa a aerului de 40-70%, la o durata de coacere de l min;
faza a doua (viteza de evaporare a apei constanta) - temperatura maxima 30Q-350C si umezeala relativa a aerului 5-10%,
faza a treia (ultimul minut de coacere cand viteza de evaporare a apei scade) - temperatura de 180-200C, umezeala relativa a aerului de 10-15%.
Prin aplicarea acestui regim de coacere pe zone distincte de temperatura si umezeala relativa a aerului, durata de coacere a biscuitilor glutenosi se reduce la 2 -3 min, iar pentru biscuitii zaharosi l ,5-2 min.
Modificarile ce au loc in aluatul de biscuiti in timpul coacerii sunt:
modificarea temperaturii si umiditatii aluatului;
modificari fizico-chimice ale aluatului;
descompunerea rapida a carbonatului de amoniu in amoniac, dioxid de carbon si apa, care se elimina total din aluat la sfarsitul coacerii;
gelatinizarea partiala a amidonului fainii de grau ;
coagularea substantelor proteice;
cresterea volumului aluatului prin acumularea de dioxid de carbon, rezultat la descompunerea bicarbonatului de sodiu ;
formarea culorii cojii (auriu pana ia galben);
micsorarea cantitatii de hidrati de carbon datorita caramelizarii (in special in cazul aluatului zaharos) zaharurilor reducatoare si a zaharozei;
scaderea cantitatii totale de grasimi;
scaderea alcalinitatii, datorita volatilizarii amoniacului format la descompunerea carbonatului de sodiu.
Instalatiile de coacere a biscuitilor difera intre ele in functie de sistemul de incalzire a camerei de coacere, combustibilul folosit, modul de asezare a biscuitilor (pe tavi sau direct pe vatra).
Cuptoarele moderne de coacere a biscuitilor au functionare continua si sunt formate dintr-un tunel incalzit, in care aluatul se deplaseaza mecanic de la un capat la altul, in timpul prescris pentru coacere.
O metoda moderna de incalzire a cuptoarelor de biscuiti se bazeaza pe utilizarea energiei electrice ca sursa de caldura. Comparativ cu combustibilii conventionali, incalzirea cuptoarelor cu energie electrica prezinta multe avantaje printre care, imbunatatirea calitatii si igienei produselor si, uneori, reducerea cheltuielilor de investitie si productie.
Pentru transformarea curentului electric in energie termica, la incalzirea cuptoarelor pentru biscuiti, se folosesc sistemele prin rezistente electrice, cu raze infrarosii s.a.
Cuptoarele incalzite cu raze infrarosii se preteaza cel mai bine la coacerea biscuitilor, deoarece au o putere de patrundere a caldurii suficienta pentru grosimea acestor produse. La aceste cuptoare se folosesc radianti de raze infrarosii de ceramica sau becuri. Astfel de cuptoare functioneaza cu bune rezultate de multi ani si sunt raspandite in tarile in care costul energiei electrice este inferior costului altor combustibili.
2.6. Racirea, ambalarea si depozitarea biscuitilor
Dupa scoaterea din cuptor, biscuitii sunt raciti pana la temperatura mediului ambiant (~ 20C), operatie necesara pentru evitarea rancezirii grasimilor continute de biscuiti si pentru a putea trece biscuitii imediat la operatiile de ambalare sau finisare (in cazul biscuitilor umpluti), ambalare si depozitare.
Pentru evitarea degradarii calitatii biscuitilor se recomanda ca racirea sa se faca ia temperatura aerului de 30-40C, viteza de 2,5 m/s si umezeala relativa de 70-80%. Nu se admite racirea produselor cu aer rece deoarece aceasta poate conduce la craparea biscuitilor.
Operatia se realizeaza intr-un tunel de racire in care se insufla aer rece (pe la partea superioara sau inferioara), timpul de racire depinzand de numarul de puncte de suflare, intensitatea si temperatura curentului de aer (in medie 5-10 min.).
La depozitarea biscuitilor, dupa ambalare, se au in vedere mentinerea calitatii biscuitilor in ceea ce priveste gustul, consistenta, fragezimea, culoarea si forma acestora.
Parametrii spatiilor de depozitare trebuie sa fie cuprinsi intre temperaturile 18-20C si umezeala relativa a aerului 65-70%.
In ultimii ani, in tara noastra s-au construit fabrici de biscuiti prevazute cu linii de fabricatie mecanizate.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8492
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved