| CATEGORII DOCUMENTE |
| Astronomie | Biofizica | Biologie | Botanica | Carti | Chimie | Copii |
| Educatie civica | Fabule ghicitori | Fizica | Gramatica | Joc | Literatura romana | Logica |
| Matematica | Poezii | Psihologie psihiatrie | Sociologie |
PREGATIREA PIESELOR INAINTE DE ZINCARE
Pregatirea corecta a suprafefelor metalice, inainte dc zincare, are un rol hotarator in obfinerea unui strat protector de buna calitate. Exista doua procedee uzuale de pregatire a suprafefelor:
Procedeul chimic.
Acesta consta in indepartarea oxizilor si a impuritatilor precum si in pretratarea chimica a suprafetei, pentru facilitarea declansarii reactiei de aliere a fierului cu zinc, se aplica pentru absolut toate piesele care urmeazaS a fi zincate.
Fluxul tebnoiogic normal de pregatire a suprafefelor, care se utilizeaza in mod curent, cuprinde urmatoarele operafii:
degresare alcaJina;
spalare dupa degresare;
decapare;
spalare dnpa decapare;
tratament cu fondanti (fluxarea);
preincaizire.
a) Degresarea alcalina
Prin aceasta operatie se urmareste indepartarea grasimilor, a uleiurilor de uzinare, a lubrifiantilor, a marcajelor si a urmelor de manipulate. O degresare incorecta face imposibila efectuarea normala a urmatoarelor etape de pregatire, Astfel, in zonele grase, indepartarea oxizilor prin decapare este mult ingreunata, iar fluxarea va fi discontinua. Se vor obtine, in final, zone neacoperite,
Degresarea se face cu solventi organici sau cu substante alcaline, prin procedee chimice sau electrochimice.
Materialele utilizate trebuie sa posede proprietati bine definite pentru a satisface urmatoarele cerinte:
alcalinitate pronuntata, pentru neutralizarea acidiitatii grasimitor;
proprietati optime de saponificare, pentru dizolvarea grasimilor;
proprietati de dispersie si emulsionare;
proprietsti de conditionare a apei, pentru a preveni efectele sarurilor de Ca si Mg si pentru a usura spalarea;
eliminarea fenomenului de coroziune dupa degresarea suprafetei;
In procesul de curatare alcalina apar urmatoarele fenomene:
dispersia: - pentru spalarea impuritatilor grele de pe piese:
emulsionarea: - pentru ruperea particulelor de impuritati si trecerea lor in suspensie;
contractarea suprafetei si formarea de picaturi de ulei: - in vederea indepartarii ulterioare a peliculei de grasimi;
saponificarea: - pentru convertirea uleiurilor animale s1 vegetale in sapunuri solubile in apa;
colectarea particulelor de grasime in locuri speciale, de unde pot fi usor eliminate din baie.
Principalele substante care indeplinesc aceste cerinfe sunt: NaOH,N83PO4x12H2O si detergentii,
Hidroxidul de sodiu NaOH
Ionii hidroxid (OH )-, sunt consumati in procesul de neutralizare a acizilor grasi si sunt pusi in libertate prin reactia:
NaOH → Na+ + OH- (1)
Mecanismul de actiune a sarurilor de sodiu este identic si consta in eliberarea ionilor hidroxid (OH)- printr-o reactie tip hidroliza.
Fosfatul trisodic Na3PO4 x12H2O
Se descompune punand in libertate ionii de OH-:
Na3PO4→ 3Na+ + PO43- (2)
3Na + + PO43- + 3 H2O→
3 Na+ + 3
Formarea ionilor hidroxid (OH) este direct influentatd de formarea acidului fosforic slab ionizat.
Fosfatii au o capacitate mare de peptizare, astfel incat, particulele mari sunt dispersate in particule cu dimensiuni coloidale.
Detergentii
Se utilizeaza ca agenti activi de suprafata si au rolul de a reduce tensiunea superficiala a sistemului. Se folosesc, de obicei, detergenti de tip antonic si neionic, precum si diverse amestecuri.
In tabelul este prezemata compozitia si principalii parametri ai baii de degresare care se va folosi la pregatirea probelor.
Tabelul Compozitia sj principalii parametri de lucru ai baii de degresare.
|
Timpde |
|||
|
Concentratia |
Temperatura |
menfinere |
|
|
Compozitie |
componentitor |
de lucru |
in bate |
|
(g/l) |
(C) |
(min) |
|
|
Hidroxid de sodiu (NaOH) |
| ||
|
Fosfat trisodic (Na3PO4.12H2O) | |||
|
Detergent |
In timpul functionarii, la suprafata baii se acumuleaza produsj de degresare, Acestea se evacueaza, fie printr-un orificiu special, cu un furtun cu apa, fie cu o spatula. Instalatiile moderne utilizeaza filtrarea permanenta a solutiei.
Se considera ca piesele au fost bine degresate atunci cand, dupa spalare, pe suprafefele metalice ramane un film continuu de apa- Daca nu se intampla acest lucru, degresarea se repeta.
b) Spalarea dupa degresare.
Este operatia care se executa imediat dupa degresare, in scopul eliminani ultimelor urme alcaline antrenate pe suprafafa pieselor.
Prima spalare se face in apa calda (75-80C) fiind urmata de o spalare in apa rece, cu recirculare continua.
c) Decaparea.
Decaparea este o etapa atat de important, incat 'Asociatia Generala a Zincatorilor' a infiintat 'Comitetul ASM pentrn decapare', in care isi desfasoara activitatea nume marcante din acest domeniu: Robert Hudson (US Street Corp), Ronald Janiec (Harry Miller Corp) sj Stephen ShatynsW (Rensslaer Polytechnic Institute) [4],
Operatia se executa imediat dupa spalarea de dupa degresare si urmareste indepartarea ruginei si a tundenilui de pe suprafetele pieselor, Decaparea cuprinde ansamblul reactiilor chimice si electrochimice, precum si efectele mecanice care concura la indepartarea oricarui oxid de pe suprafata metalului.
Oxizii prezentfi pe suprafetele metalice sunt
Figura. prezinta schematic, formele oxidice ale fierului si comportarea lor la solubilizare in solutii de decapare,
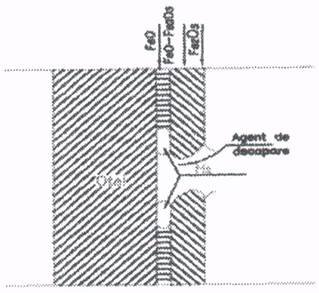
Fig. Formele oxidice ale fierului.
Indepartarea acestor oxizi se face prin tratarea in solutii de acizi diluasti (H2S04, HCI, HNO3 HF) si, uneori, in amestecuri de acizi.
Alegerea metodei de decapare se face tiinind cont de:
compozitia stratului de oxizi;
proprietatile mecanice ale otelului;
dimensiunile pieselor;
conditiile practice existente.
Decaparea se poate face cu o solutie de HCI 15-20%, cu densitatea dis= 1.160 -1.180, care lucreaza la temperatura mediului ambiant.
In timpul functionarii, activarea baii se poate face prin adaugare de HCI concentrat, in asa fel incat, sa se mentina, in permanenta, un nivel de 100 g/l. Acest adaos de HCI concentrat este limitat de concentratia in fier a solutiei, care nu trebuie sa depaseasca 120 g/l. Peste aceasta limita, baia se considera epuizata si trebuie inlocuita.
Reactiile chimce care au loc la decapare sunt:
FeO + 2 HCl → FeCl2 + H2O (4)
Fe2O3 + 6 HCl FeCl3 + 3 H2O (5)
Fe3O4
+ 8 HCl → FeCl2 + 2 FeCl3 + 4H2O (6)
Fe
+ 2 HCl → FeCl2 + H2 (7)
Avantajele decaparii cu HCI sunt:
Dezavantajete decaparii cu HCI sunt:
In baile de decapare, indiferent care este acidul cu care se lucreza, se utilizeaza, obligatoriu. ninhibitori de coroziune',
Inhibitorii de coroziune sunt substante chimice care, adaugate in mediul coroziv, incetinesc sau chiar opresc procesele de coroziune, Se folosesc in cantitati foarte mici, in concentratii de 0,005-0,5%. Inhibitorii sunt considerafi substsnte economizante, deoarece determine micsorarea consumului de acid in procesele de decapare,
Inhibitorii de coroziune realizeaza:
limitarea actiunii de atac a acidului doar la oxizii de la suprafata metalului, fara a mai aparea pericolul atacarii metalulai de baza;
evitarea fragilizarii otelului de catre H2 remanent in structura
diminuarea cantitatii de aerosoli nocivi
Exista si cazuri in care adaugarea inhibitomlui nu este dorita, un exemplu fiind decaparea materialului acoperit cu un strat gros de tunder, deoarece, actiunea mai redusa a acidului, provoaca marirea substantiala a duratei de indepdrtare a arsurii.
Se considera ca mecanismul de actiune a acestor inhibitori consta in adsorbtia (adsorbtia este patrunderea si repartitia mai mult sau mai putin uniforma a unui lichid sau gaz la suprafata unei substante solide) lor pe suprafata metalului de baza si fonnarea unui strat monomolecular care izoleaza metalul de solutia coroziva.
Particulele de inhibitor se adsorb, preferential, pe zonele neacoperite de acizi, protejand astfel materialul de baza, Majoritatea inhibitorilor de coroziune utilizati sunt substante organice (amine, alcaloizi, baze, compusj cu sulf, etc),
Inhibitorul de coroziune utilizat la pregatirea probelor a fost Manol 100, produs de firma Manz - Galvanotec. Contine un amestec de acizi anorganici, cu pondere ridicata de acid fosforic. Din acest motiv, se poate afirrna faptul ca acest inhibitor are o actiune complexa, fiind, in acelasi timp, un degresant, un inhibitor si un bun emulsionant. Mai confine si agenti de spumare, ceea ce conduce la scaderea semnificativa a cantitaitii de aerosoli nocivi. Utilizarea acestui tip de inhibitor a condus la o diminuare cu cca, 14% a consumului de acid.
Compozitia bai de decapare este prezentata in tabelul 1.3;
Tabelul. 1.3. Compozitia bai de decapare.
|
Compozitia solu|iei de decapare |
Concentrati solutii |
Temperatura de lucru |
|
HCl |
Mediu ambiant |
|
|
MANOL 100 |
Mediu ambiant |
d) Spalarea dupa decapare
Se executa imediat dupa decapare si este extrem de importanta. Fierul care se antreneaza pe piese din baiile de decapare, este introdus mai departe in baia de fondant si, implicit, in baia de zincare. Prin aliere cu zincul, la 450 - 460C, se formeazd zincul dur. Din acest motiv, consumul de zinc creste iar randamentul de lucru al baii scade. Spalarea urmareste si indepdrtarea urmelor de oxizi si a altor impuritati antrenate pe suprafata pieselor. Este de preferat ca spalarea sa se faca in doua cuve cu apa, dispuse in contracurent. Prin aceasta recirculare se obtine o agitare suplimentara a tichidului si, implicit, o eficacitate sporita a spalarii.
e) Tratamentnl cu fondanti (fluxarea).
Piesele decapate si bine spalate sunt susceptibile de oxidare imediata la mentinerea lor in atmosfera. Aceasta reactie cu oxigenul din aer este extrem de rapida mai ales atunci cand suprafata pieselor este si preincalzita.
Fondantii au rolul:
sa preintimpine oxidarea piesei decapate si sa-i ofere o protectie suficienta pana in momentol imersani in zinc topit;
sa indepateze de pe suprafata pieselor ultimele urme de oxizi sj impuritati, incluziunile de zgura si urmele de umezeala;
sa dizolve eventualele urme de oxizi care pot aparea la suprafata pieselor,
sa contribuie la umectarea mai usoara a suprafetei de fier cu zincul topit, prin micsorarea tenisiunii superficiale si dizolvaiea oxizilor de zinc de pe suprafata topiturii.
Se poate afirma faptul ca tratamentul cu fondanti este cea mai importanta etapa din intregul flux de operatii de pregatire a suprafefetor deoarece, este cea care, efectiv, declanjeaza reactia de aliere a fierului cu zinc.
Exista doua metode de fluxare:
procedeul umed - in care amestecul de fondanti se pune pe suprafaja bai de zincare.
procedeul uscat - in care fondantul, format dintr-un amestec de saruri, este de fapt, o solute in care piesele sunt imersate.
In procedeul uscat' piesele sunt irnersate in aceasta solutie timp de 15-20 minute. Operatia se efectueaza la cald (75C), incalzirea realizandu-se, fie printr-o serpentina cu aburi, fie prin intermediul unor rezistente electrice (gen termoplonjon).
Fondantul de pe suprafata pieselor trebuie sd se evapore la o temperature usor inferioara temperaturii de zincare. De obicei. se utilizeaza amestecurile de cloruri. Cel mai uzual amestec este cel format din clorura de amoniuu (NH4Cl) si clorura de zinc (ZnCl2).
Clorura de amoniu are o temperature de evaporare de 330C, motiv pentru care, nciodata, nu se foloseste singura.
In orice situatie, alegerea formulei pentru flux este functie de conditiile de lucru, de viteza schimbului termic intre piesa si baie, de grosimea peretilor si de viteza de scufundare a piesei, Fluxul trebuie sa se evapore la o temperarura cu atat mai ridicata, cu cat scufundarea in zincul topit este mai lenta, in scopnl de a se evita situatia in care, intr-un interval orical de scurt, o parte a pieselor ramane descoperite inaintea contactului cu zincul, Prin reactia cu suprafata pieselor, se formeaza saruri de fier, FeCl2, FeCl3, care poseda capacitatea ca, prin reactia cu zincul topit, sa se descompuna la temperatura de lucru a baii de zincare, astfel:
FeCl2+ Zn → ZnCl2 Fe (8)
2 FeCl3+ 3 Zn → 3ZnCl2 + 2 Fe (9)
Totodata, lucru extrem de important, se elibereaza o cantitate de HCl ca urmare a reactiei de descompunere a clonirii de amoniu:
NH4Cl NH3 + HCI (10)
Acidul clorhidric rezultat, realizeaza o decapare suplimentara, dizolvand si ultimii oxizi de fier si de zinc, precum si alte impurati de pe metalul de baza si de la suprafata oglinzii baii de zinc.
Au loc urmatoarele reactii chimice:
2 NH4CI + ZnO ZnCl2 + 2 NH3+ H2O (11)
2NH4C1 + Zn Zn(NH3)2Cl2 + H2 (12)
Zn{NH3)2Cl2 = diamina clorurii de zinc.
Compusii volatili (NH3, H2) contribuie si ei la indepartarea mecanica a impuritatilor de la suprafata baii si creaza o atmosfera neutra la locul de scufundare a metalului in baia de zinc.
Reactiile decurg in continuare astfel:
Zn(NH3)2Cl2 ZnNH3Cl2-i-NH3 (13)
ZnNH3Cl2 = monoamina clorurii de zinc
Reducerea oxizilor de fier se face astfel:
FeO + NH2Cl FeO.HCl + NH3 (14)
FeO.HCl ZnNH3Cl2 FeCl 2 + ZnO.HCl + NH3 (15)
In procesul de uscare a fluxului, solutia de clorura de zinc formeaza oxiacidul de zinc;
ZnCl2H 2O ZnCI2HOH (16)
ZnCl2HOH = oxiacidul de zinccare este capabil sa dizolve oxidul de fier, la 450C , conform reactiei:
ZnCl 2 . HOH + FeO ZnCl 2FeO + H2O (17)
O alta schema dupa care se pot desfasura reactiile in momentul imersarii pieselor in baia de zinc (conform Bablik) [1] este:
ZnCI 2 + 2 NH4Cl ZnCl 2 (NH3) + NH 3 +2 HCl (18)
Acidul clorhidric si amoniacul reactioneaza cu oxizii care mai sunt prezenti pe suprafata pieselor:
ZnO + 2 HCl + NH3 ZnCl 2(NH3) + H2O (19)
FeO + 2 HC1 → FeCl2 + H2O (20)
Se utilizeaza diverse retele de amestecuri de fondanti (solutii saturate), care se aleg in functie de conditiile efective de lucru si de viteza de schimb termic intre piesa si topitura de zinc. Se recomanda utilizarea solutiilor aproape saturate, diluate la o densitate d=1.14 -1.20.
Este important de retinut faptul ca, in baile de zincare cu mai mult aluminiu, sunt de preferat fondantii cu continut redus de clorura de amoniu. Aluminiul reactioneaza cu clorura de amoniu formandu-se ,,clorura de aluminiu volatila' prezenta in atelierele de zincare sub forma unui fum alb, foarte abundent (AlCl3).
Proportia dintre cele doua componente (NH4Cl si ZnCl2) trebuie foarte bine stapinita. Astfel, atunci cand exista un exces de doruri de zinc, fondantul devine viscos si se elimina extrem de greu, existand pericolul ca pe piese sa ramana incluziuni de fondant. Atunci cand avem in exces clorura de amoniu, intre piesa si zinc se va forma o pelicula gazoasa care va conduce la obtinerea unei slabe aderente a zincului la suportul feros. Actiunea unui fondant se considera normala atunci cand piesele zincate, nu prezinta zone neacoperite datorate lipsei de aderenta a zincului.
Compoztia unei bai de fluxare este prezentata tn tabelul 1.4:
Tabelul 1.4. Compozitia baii de fluxare.
|
Componenta fluxului |
Proportia componenentilor (g/l) |
pH-ul solutiei |
Densitatea solutiei (g/cm3) |
Temperatura solutiei ( C) |
Timpul de imersie (min) |
|
NH4CI | |||||
|
ZnCl2 |
Corectia componentilor de baza se efectueaza periodic, pe baza analizelor de laborator, pana la concentratia limita de fier, dupda depasirea careia solutia se considera uzata urmand a fi schimbata.
Conform 'Comitetuhii ASM pentru zincare termica' format din Daryl Toninl (American Hot Dip Galvani/ers Association), Serge Belise (Norada Research Centre), Hart Graff (Armco Inc.) si David Pearee (Asarco Inc.) [5] diagrama binara a sistemului NH4Cl2 - ZnCl 2 are configuratia prezentata in figura, 1.3. :
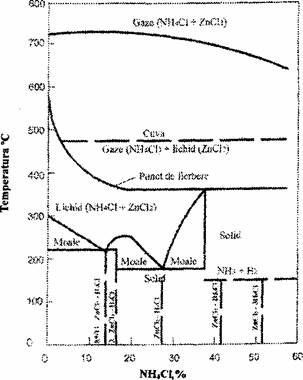
Fig. 1.3. Diagrama de faza clorara de zinc - clorura de amoniu.
f) Uscarea si preincaizirea
In cazul procedeului uscat de fluxare, piesele sunt umede si, daca s-ar introduce astfel in baia de zinc topit apare pericoiul de stropirii cu zinc, Devine deci obligatorie uscarea lor, mai ales ca, odata cu uscarea se realizeaza si preincalzirea. De obicei, uscarea si preincalzirea se fac intr-un cuptor separat, cu gaze (se pot reutiliza gazele arse de la cuptorul de zincare termica).
Alegerea temperaturii de preincalzire se face in functie de tipul de fondant utilizat, in asa fel incat sa se evite descompunerea lui.
In cazul fondantitor clasici NH4CI-ZnCl2 care se descompun la 150C, preincalzirea nu va depasi temperatura de 120C.
Preincalzirea confera urmatoarele avantaje:
creste randamentul termic al baii de zincare prin reducerea inertiei termice;
timpii de mentinere ai pieselor in baia de zinc se reduc prin micsorarea duratelor necesare atingerii echilibrului tennic;
la piesele cu grosimi de perete foarte diferite, se poate obtine o grosime destul de uniforma a stratului de zinc;
mentinerea unei temperaturi constante in baia de zinc permite stabilirea timpilor de imersie si, implicit, a grosimilor de strat;
creste durata de viata a cuptorului;
se reduce consumul de zinc.
2. Procedeul mecanic, combinat
In anumite situatii, atunci cand pregatirea chimica nu poate realiza o curatire perfecta a suprafetei in vederea zincarii, se poate aplica si procedeul mecanic, combinat cu cel chimic. Acest procedeu se aplica, in special, pieselor turnate din fonta si otel, precum si celor forjate sau imbinate prin sudura
Sablarea este operatia mecanica de
curatare a suprafetei, prin pulverizarea sub presiune a unui jet de particule
abrazive: nisip, electrocorindon sau
Pentru piesele din fonta si otel sablarea este absolut obligatorie deoarece, au suprafata impurificata cu incluziuni de nisip de turnatorie, care sunt practic insolubile in acizii uzuali de decapare.
Dupa sablare si indepartarea prafului, piesele sunt decapate intr-o solutie de HCl. Daca se foloseste procedeul uscat piesele vor parcurge procesul normal de pregatire a suprafetelon fluxare, uscare si preincaIzire.
In cazul procedeului umed, piesele sablate sunt introduse in zinc prin stratul de fondant depus pe suprafata baii .
Sablarea conduce la obtinerea unei rugozitati sporite a suprafefelor, ceea ce asigura o aderenta excelenta a zincului la suport, dar si obtinerea unor grosimi de strat, de multe ori, peste cele normale.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3967
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved