| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
Production of Quality Goods and Services
What is Production?
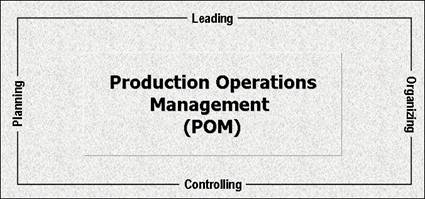
To many people, the term production suggests images of factories, machines, and assembly lines staffed with employees making automobiles, computers, furniture, motorcycles, or other tangible goods. Thats because in the past people used the terms production and manufacturing interchangeably. With the growth in the number of service-based businesses and their increasing importance to the economy, however, the term production is now used to describe the transformation of resources into goods and services that people need or want. The broader term production and operations management (POM), or simply operations management, refers to all the activities involved in producing a firms goods and services.
Like other types of management, POM involves the basic functions of planning, organizing, leading, and controlling. It also requires careful consideration of a companys goals, the strategies for attaining those goals, and the standards against which results will be measured.
What is the Conversion Process?
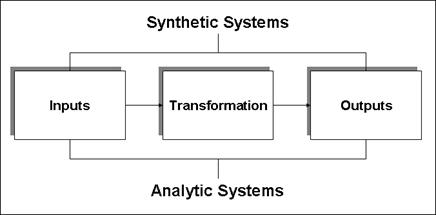
At the core of production is the conversion process, the sequence of events that convert resources (or inputs) into products and services. This process applies to both intangible services and tangible goods. Conversion is of two basic types.
An analytic system breaks raw materials into one or more distinct products, which may or may not resemble the original material in form and function. In meatpacking, for example, a steer is divided into hide, bone, steaks, and so on. A synthetic system combines two or more materials to form a single product. In steel manufacturing, iron is combined with small quantities of other minerals at high temperatures to make steel.
Input-Transformation-Output Relationships for Typical Systems
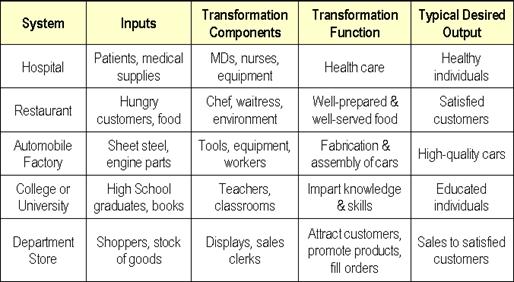
Another thing to keep in mind is that the conversion process for a service operation and goods-production operation is similar in terms of what is done--that is, inputs are transformed into outputs. However, the two differ in how the processes are performed. Thats because the production of goods results in a tangible output (something you can see or touch, such as a jacket, motorcycle, desk, or bicycle); whereas, the production of a service results in an intangible act. As such, the production of services involves a much higher degree of customer contact, is subject to greater variability, is more labor intensive, and results in a lower uniformity of output than the production of goods.
Production Process Design
Forecast Demand
Plan for Capacity
Choose Facility Site
Design Facility Layout
Schedule Work
Designing an effective production process is one of the key responsibilities of production and operations managers. It involves five important tasks: forecasting demand, planning for capacity, choosing a facility location, designing a facility layout, and scheduling work.
Forecasting Demand
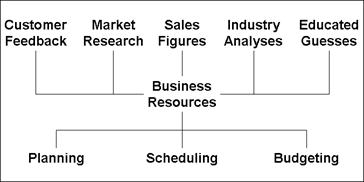
The first step in designing an effective production process for a manufacturing operation is to determine how much the company will need to produce in a certain time span. Using customer feedback, market research, past sales figures, industry analyses, and educated guesses about the future behavior of the economy and competitors, operations managers prepare production forecasts, estimates of future demand for the companys products. These estimates are then used to plan, budget, and schedule the use of resources. Of course, many factors in the business environment cannot be predicted or controlled with certainty. For this reason, managers must regularly review and adjust their forecasts to account for these uncertainties.
Service companies must also forecast demand. For example, dentists must be able to project approximately how many patients they will treat in a given time period so they can staff their offices properly and have enough dental supplies on hand.
Capacity Planning
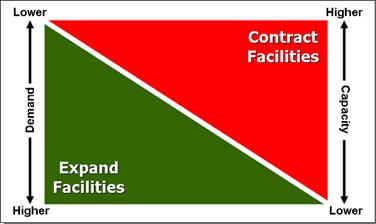
Once product demand has been estimated, management must determine the companys capacity to produce the goods or services. The term capacity refers to the volume of manufacturing or service capability that an organization can handle.
Capacity planning is a long-term strategic decision that establishes the overall level of resources needed to meet customer demand. Top management uses long-term capacity planning to make significant decisions about an organizations ability to produce goods and services, such as expanding existing facilities, constructing new facilities, or phasing out unneeded ones. Such decisions entail a great deal of risk, for two reasons: (1) Large shifts in demand are difficult to predict accurately, and (2) long-term capacity decisions can be difficult to undo.
Facility Location
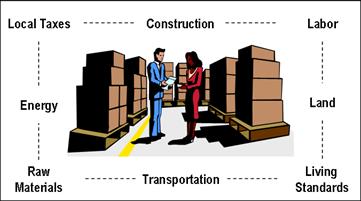
One long-term issue that management must resolve early when designing the production process for goods and services is the location of production facilities. The goal is to choose a location that minimizes costs while increasing operational efficiencies and product quality. To accomplish this goal, management must consider such regional costs as land, construction, labor, local taxes, energy, and local living standards. In addition, management must consider whether the local labor pool has the skills that the firm needs.
Also affecting location decisions are transportation costs, which cover the shipping of supplies and finished goods. Companies must also consider raw materials costs.
Location considerations may be different for some service organizations. Although they may also take regional costs into consideration, the main objective for many service firms is to locate where profit potential is greatest. Unlike manufacturing operations, in which low production costs are an important consideration, services tend to focus on more customer-driven factors.
Types of Facility Layout
Process
Product
Cellular
Fixed-Position
Once a site has been selected, managers must turn their attention to facility layout, the arrangement of production work centers and other elements (such as materials, equipment, and support departments) needed to process goods and services.
Layout includes the efforts involved in selecting specific locations for each department, process, machine, support function, and other activity required for the operation or service. The need for a new layout design can occur for a number of reasons besides new construction; for instance, a new process or method might become available, the volume of business might change, a new product or service may be offered, an outdated facility may be remodeled, the mix of goods or services offered may change, or an existing product or service may be redesigned.
Process Layout
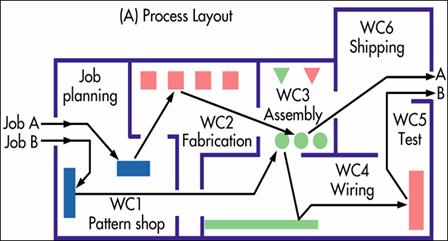
A process layout is also called a functional layout because it concentrates everything needed to complete one phase of the production process in one place. Specific functions, such as drilling or welding, are performed in one location for different products or customers. The process layout is often used in machine shops as well as in service industries.
Product Layout
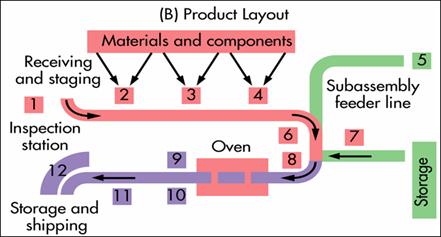
An alternative to the process layout is the product layout, also called the assembly-line layout, in which the main production process occurs along a line, and products in progress move from one workstation to the next. Materials and subassemblies of component parts may feed into the main line at several points, but the flow of production is continuous. Electronics and personal-computer manufacturers are just two of many industries that typically use this layout.
Cellular Layout
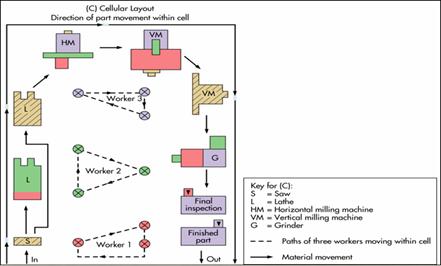
A cellular layout groups dissimilar machines into work centers (or cells) to process parts that have similar shapes and processing requirements. Arranging work flow by cells can improve the efficiency of a process layout while maintaining its flexibility. At the same time, grouping smaller numbers of workers in cells facilitates teamwork and joint problem solving. Employees are also able to work on a product from start to finish, and they can move between machines within their cells, thus increasing the flexibility of the team. Cellular layouts are commonly used in computer chip manufacture and metal fabricating.
Fixed-Position Layout
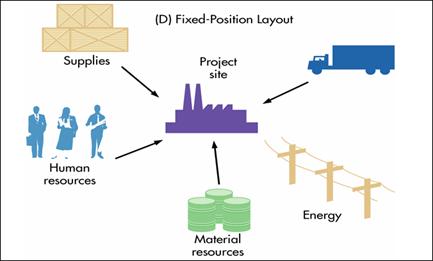
Finally, the fixed-position layout is a facility layout in which labor, materials, and equipment are brought to the location where the good is being produced or the customer is being served. Buildings, roads, bridges, airplanes, and ships are examples of the types of large products that are typically constructed using a fixed-position layout. Service companies also use fixed-position layouts; for example, a plumber goes to a job site bringing the tools, material, and expertise needed to repair a broken pipe.
Production Schedule
Scheduling
Dispatching
Contingencies
In any production process, managers must use schedulingdetermining how long each operation takes and setting a starting and ending time for each. A master schedule, often called a master production schedule (MPS), is a schedule of planned completion of items. In services such as a doctors office, the appointment book serves as the master schedule.
Included in the scheduling process is the dispatching function, or the issuing of work orders to department supervisors. These orders specify the work to be done and the schedule for its completion. Work orders also inform department supervisors of their operational priorities and the schedule they must maintain.
Even the best scheduler may misjudge the time needed to complete an operation. Production may be delayed by accidents, mechanical breakdowns, or supplier problems. Therefore, the production manager needs a system for handling delays and preventing a minor disruption from growing into chaos. A successful system is based on good communication between the employees and the production manager.
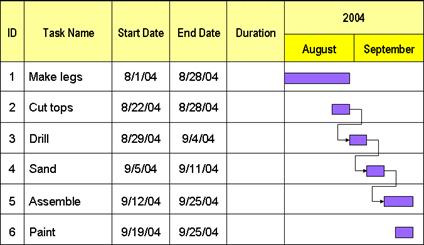
The Gantt Chart
When a job has relatively few activities and relationships, many production managers keep the process on schedule with a Gantt chart. Developed by Henry L. Gantt in the early 1900s, the Gantt chart is a bar chart showing the amount of time required to accomplish each part of a process. It allows managers to see at a glance whether the process is in line with the schedule they had planned.
Program Evaluation and Review Technique (PERT)
Identify activities
Determine sequence
Establish time frame
Diagram activity network
Identify critical path
Refine timing
For more complex jobs, the program evaluation and review technique (PERT) is helpful. It is a planning tool that helps managers identify the optimal sequencing of activities, the expected time for project completion, and the best use of resources within a complex project.
To use PERT, the manager must (1) identify the activities to be performed, (2) determine the sequence of activities, (3) establish the time needed to complete each activity, (4) diagram the network of activities, (5) calculate the longest path through the network that leads to project completion, and (6) refine the networks timing or use of resources as activities are completed. The longest path through the network is known as the critical path because it represents the minimum amount of time needed to complete the project.
PERT Time Estimates
Optimistic
Pessimistic
Most Likely
Expected
In place of a single time projection for each task, PERT uses four figures: an optimistic estimate (if things go well), a pessimistic estimate (if they dont go well), a most likely estimate (how long the task usually takes), and an expected time estimate--an average of the other three estimates. The expected time is used to diagram the network of activities and determine the length of the critical path.
PERT Diagram for Manufacturing Shoes
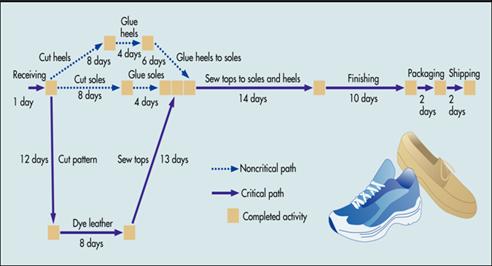
The slide above presents a PERT chart for the manufacturing of shoes. At the beginning of the process, three paths deal with heels, soles, and tops. All three processes must be finished before the next phase (sewing tops to soles and heels) can be started. However, one of the three pathsthe topstakes 33 days, whereas the other two take only 18 and 12 days. The shoe tops, then, are on the critical path because they will delay the entire operation if they fall behind schedule. In contrast, soles can be started up to 21 days after starting the tops without slowing down production. This free time in the soles schedule is called slack time because managers can choose to produce the soles anytime during the 33-day period required by the tops.
Improving Production Through Technology
Robots
Computer-aided design
Computer-aided engineering
Computer-aided manufacturing
Computer-integrated manufacturing
Today more and more companies are taking advantage of new production technologies to improve their efficiency and productivity. Two of the most visible advances in production technology are computers and robotsprogrammable machines that work with tools and materials to perform various tasks. Industrial robots can easily perform precision functions as well as repetitive, strenuous, or hazardous tasks.
Widely used today is computer-aided design (CAD), the application of computer graphics and mathematical modeling to the design of products. A related process is computer-aided engineering (CAE), in which engineers use computer-generated three-dimensional images and computerized calculations to test products.
The use of computers to control production equipment is called computer-aided
manufacturing (
The highest level of computerization in operations management is computer-integrated manufacturing (CIM), in which all the elements of production--design, engineering, testing, production, inspection, and materials handling--are integrated into one automated system.
Manufacturing Systems
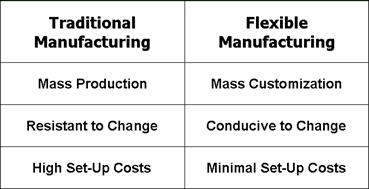
Advances in design technology have been accompanied by changes in the way the production process is organized. Traditional automated manufacturing equipment is fixed or hard-wired, meaning it is capable of handling only one specific task. Although fixed automation is efficient when one type or model of good is mass produced, a change in product design requires extensive equipment changes. Such adjustments may involve high setup costs, the expenses incurred each time a manufacturer begins a production run of a different type of item. In addition, the initial investment for fixed automation equipment is high because specialized equipment is required for each of the operations involved in making a single item.
An alternative to a fixed manufacturing system is a flexible manufacturing system (FMS). Such systems link numerous programmable machine tools by an automated materials-handling system of conveyors known as automatic guided vehicles (AGVs). These driverless computer-controlled vehicles move materials from any location on the factory floor to any other location. Changing from one product design to another requires only a few signals from a central computer. This flexibility saves both time and setup costs. Moreover, producers can outmaneuver less agile competitors by moving swiftly into profitable new fields.
The Production Process
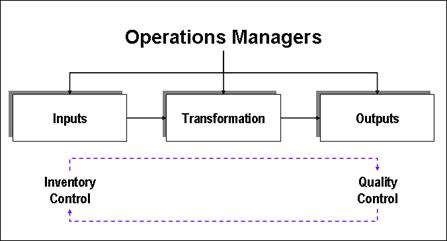
During the production design phase, operations managers forecast demand, plan for capacity, choose facility locations, design facility layouts and configurations, and develop production schedules and sequences. Once the design of the production process has been completed, operations managers are responsible for managing and controlling the production process. Included in their responsibilities are programs to control and monitor inventory and quality.
Inventory Management
Forward-thinking companies know that maintaining a competitive advantage requires continuously seeking ways to reduce costs, increase manufacturing efficiency, and improve customer value. They recognize that tying up large sums of money in inventorythe goods and materials kept in stock for production or saleis wasteful. But, not having an adequate supply of inventory can delay production and result in unhappy customers. So they use great care when purchasing and handling the materials they need to produce goods and services.
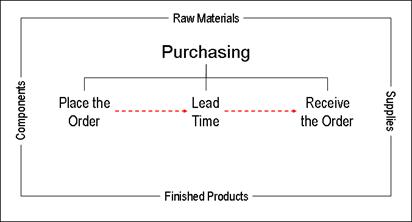
Purchasing is the acquisition of the raw materials, parts, components, supplies, and finished products required to produce goods and services. The goal of purchasing is to make sure that the company has all of the materials and supplies it needs, when it needs them, at the lowest possible cost. To accomplish this goal, a company must always have enough supplies on hand to cover a products lead timethe period that elapses between placing the supply order and receiving materials.
Inventory Control
Just-In-Time (JIT)
Material Requirements Planning (MRP)
Manufacturing Resource Planning (MRP)
An increasingly popular method of managing operations, including inventory control and production planning, is the just-in-time (JIT) system. The goal of just-in-time systems is to have only the right amounts of materials arrive at precisely the times they are needed. Because supplies arrive just as they are needed, and no sooner, inventories are eliminated and waste is reduced.
Material requirements planning (MRP) helps a manufacturer get the correct materials where and where they are needed, without unnecessary stockpiling. Managers use computer programs to calculate when certain materials will be required, when they should be ordered, and when they should be delivered so that storage costs will be minimal. A more automated form of material requirements planning is the perpetual inventory system, in which computers monitor inventory levels and automatically generate purchase orders when supplies fall below a certain level.
The MRP systems on the market today are made up of various modules, including inventory control, purchasing, customer order entry, production planning, shop-floor control, and accounting. With the addition of more and more modules that focus on capacity planning, marketing, and finance, an MRP system evolves into a manufacturing resource planning (MRP II) system.
Manufacturing Resource Planning
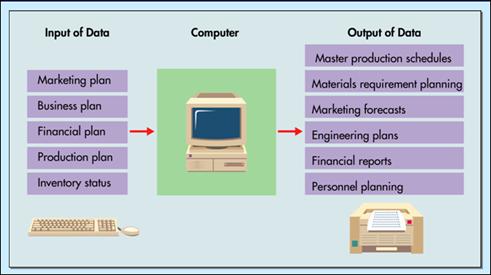
Because it draws together all departments, an MRP II system produces a company-wide game plan that allows everyone to work with the same numbers (see chart above). Employees can now draw on data, such as inventory levels, back orders, and unpaid bills, once reserved for only top executives. Moreover, the system can track each step of production, allowing managers throughout the company to consult other managers inventories, schedules, and plans. In addition, MRP II systems are capable of running simulations (models of possible operations systems) that enable managers to plan and test alternative strategies.
An extension of MRP II is enterprise resource planning (ERP), which expands the scope of the production planning process to include customer and supplier information.
Maintaining Quality
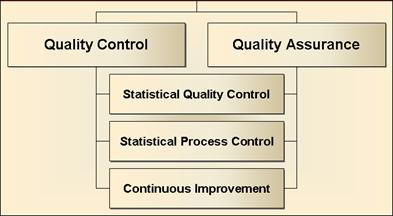
The traditional means of maintaining quality is called quality control: the measuring of quality against established standards after the good or service has been produced and weeding out any defects.
A more comprehensive approach is quality assurance, a system of company-wide policies, practices, and procedures to ensure that every product meets preset quality standards. Quality assurance includes quality control as well as doing the job right the first time by designing tools and machinery properly, demanding quality parts from suppliers, encouraging customer feedback, training employees, empowering them, and encouraging them to take pride in their work.
Quality assurance also includes the now widely used concept of statistical quality control (SQC), in which all aspects of the production process are monitored so that managers can see whether the process is operating as it should. The primary tool of SQC is statistical process control (SPC), which involves taking samples from the process periodically and plotting observations of the samples on a control chart. In addition to using SQC, companies can empower each employee to continuously improve the quality of goods production or service delivery. The Japanese word for continuous improvement is kaizen.
What is Total Quality Management?
Employee Involvement
Customer Focus
Benchmarking
Continuous Improvement
Total quality management (TQM) is both a management philosophy and a strategic management process that focuses on delivering the optimum level of quality to customers by building quality into every organizational activity.
The four key elements of TQM are employee involvement, customer focus, benchmarking, and continuous improvement:
Employee involvement. Total quality management involves every employee in quality assurance.
Customer focus. Focusing on the customer simply means finding out what customers really want and then providing it.
Benchmarking. This element of TQM involves comparing your companys processes and products against the standards of the worlds best companies and then working to match or exceed those standards.
Continuous improvement. This key feature of TQM requires an ongoing effort to reduce defects, cut costs, slash production and delivery times, and offer customers innovative products.
Quality Initiatives
Six Sigma
Cost control
Process improvement
Cycle-time reduction
ISO Certification
Customer satisfaction
User needs
Continuous improvement
The basic idea behind Six Sigma is to achieve product perfection by eliminating defects in the in the business processes that create the product. Sigma is a Greek term for variation. To reach Six Sigma, a process must yield no more than 3.4 errors or defects per million chances at generating them. The process is applicable to services as well as manufacturing.
Companies that choose to do business in
Supply Chain Management
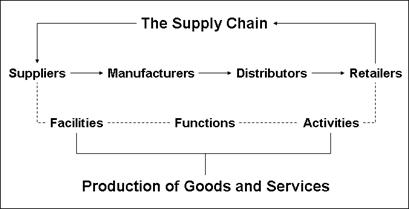
The group of firms that provide all the various processes required to make a finished product is called the supply chain. The chain begins with the provider of raw materials and ends with the company that produces the finished product that is delivered to the final customer. Through a process known as supply-chain management, many companies now integrate all of the facilities, functions, and activities involved in the production of goods and services going from suppliers to customers.
Manufacturing Trends
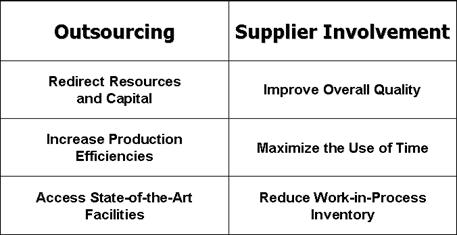
As companies strive to find better ways to produce goods, some are turning to outsourcing the manufacturing function. Outsourcing the manufacturing function has several advantages. For one thing, it allows companies to redirect the capital and resources spent on manufacturing to new product research and development, marketing, and customer service. For another, many contract manufacturers are industry specialists with state-of-the art facilities and production efficiencies that would be costly to duplicate on an individual scale.
Besides outsourcing, another trend sweeping manufacturing organizations is the involvement of suppliers in the manufacturing process. Integrating the suppliers so closely into the production process is a strong incentive for the suppliers to deliver high-quality components in unprecedented time. In addition, suppliers carry much of the work-in-process inventory.
KEY TERMS
analytic system - Production process that breaks incoming materials into various component products and divisional patterns simultaneously
capacity planning - A long-term strategic decision that determines the level of resources available to an organization to meet customer demand
cellular layout - Method of arranging a facility so that parts with similar shapes or processing requirements are processed together in work centers
computer-aided design (CAD) - Use of computer graphics and mathematical modeling in the development of products
computer-aided engineering (CAE) - Use of computers to test products without building an actual model
computer-aided manufacturing (CAM) - Use of computers to control production equipment
Computer-integrated manufacturing (ClM) - Computer-based systems, including CAD and CAM, that coordinate and control all the elements of design and production
critical path - In a PERT network diagram, the sequence of operations that requires the longest time to complete
dispatching - Issuing work orders and schedules to department heads and supervisors
enterprise resource planning (ERP) - A comprehensive database system that includes information about the firm's suppliers and customers as well as data generated internally
fixed-position layout - Method of arranging a facility so that the product is stationary and equipment and personnel come to it
flexible manufacturing system (FMS) - Production system using computer-<:ontrolled machines that can adapt to various versions of the same operation
Gantt chart - Bar chart used to control schedules by showing how long each part of a production process should take and when it should take place
inventory - Goods kept in stock for the production process or for sales to final customers
inventory control - System for determining the right quantity of various items to have on hand and keeping track of their location, use, and condition
ISO 9000 - Global standards set by the International Organization for Standardization establishing a minimum level of acceptable quality
just-in-time (JIT) system - Continuous system that pulls materials through the production process, making sure that all materials arrive just when they are needed with minimal inventory and waste
lead time - Period that elapses between the ordering of materials and their arrival from the supplier
manufacturing resource planning (MRP II) - Computer-based system that integrates data from all departments to manage inventory and production planning and control
mass customization - Producing customized goods and services through mass production techniques
mass production - Manufacture of uniform products in great quantities
material requirements planning (MRP) - Method of getting the correct materials where they are needed, on time, and without carrying unnecessary inventory
perpetual inventory - System that uses computers to monitor inventory levels and automatically generate purchase orders when supplies are needed
process layout - Method of arranging a facility so that production tasks are carried out in separate departments containing specialized equipment and personnel
product layout - Method of arranging a facility so that production proceeds along a line of workstations
production - Transformation of resources into goods or services that people need or want
production and operations management (POM) - Coordination of an organization's resources for the manufacture of goods or the delivery of services
production forecasts - Estimates of how much of a company's goods and services must be produced in order to meet future demand
program evaluation and review technique (PERT) - A planning tool that managers of complex projects use to determine the optimal order of activities, the expected time for project completion, and the best use of resources
purchasing - Acquiring the raw materials, parts, components, supplies, and finished products needed to produce goods and services
quality assurance - System of policies, practices, and procedures implemented throughout the company to create and produce quality goods and services
quality control - Routine checking and testing of a finished product for quality against an established standard
robots - Programmable machines that can complete a variety of tasks by working with tools and materials
routing - Specifying the sequence of operations and the path the work will take through the production facility
scheduling - Process of determining how long each production operation takes and then setting a starting and ending time for each
setup costs - Expenses incurred each time a producer organizes resources to begin producing goods or services
Six Sigma - Management approach that uses customer feedback and collaboratively set goals to improve the quality of products, services, and operations so that they yield no more than 3.4 errors or defects per million chances of generating them
statistical process control (SPC) - Use of random sampling and control charts to monitor the production process
statistical quality control (SQC) - Monitoring all aspects of the production process to see whether the process is operating as it should
supply-chain management - Integrating all of the facilities, functions, and processes associated with the production of goods and services, from suppliers to customers
synthetic system - Production process that combines two or more materials or components to create finished products; the reverse of an analytic system
total quality management (TQM) - Comprehensive, strategic management approach that builds quality into every organizational process as a way of improving customer satisfaction
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 12368
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved