| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
2. Remerciement
Je remercie les personnes qui m’ont accueilli et aidé lors de ce travail à l’AIP et au département GMC de l’INSA de Lyon.
M. le Professeur Jean-François RIGAL, Responsable scientifique de mon stage pour ses conseils avisés.
M. le Do. T. MABROUKI qui m’a aidé lors de la prise en main en particulier la documentation ESPRIT.
M. P. MICHAUD, enseignant, pour les exemples et les aspects de mise en oeuvre pratique en liaison avec les machines outils
M. A. VALISOLALAO, ingénieur en CFAO, pour la mise en œuvre informatique sur les stations de travail de l’AIP.
M. F. PERRIN, étudiant GMC en PFE qui a travaillé sur un sujet proche et son aide sur certain points difficiles m’a été très précieuse.
3. Présentation de DP Technology et ESPRIT 2003
DP Technology este un lider de piata prin furnizarea celui mai bun software CAM (Computer Aided Manufacturing). Are sediul principal in Camarillo, California si filiale de vanzari si suport in Europa, Asia, America de Nord si de Sud. DP Technology a fost creata in Statele Unite in 1982 de catre doi francezi Dan Freyssinet si prietenul sau Paul Ricard. ESPRIT 2000 CAM este un software inteligent, dotat cu o intrefata 100% Windows®, cu posibilitatea de a importa modele 3D realizate in medii de proiectare avansata de tip CAD (Computer Aided Design), Parasolid®. Sistemul CAM ESPRIT 2000 utilizeaza prelucarea bazata pe cunoasterea si recunoastera adaptiva a cracteristicilor pentru crearea automata a traiectoriilor sculei plecand direct de la modelul 3D, ceea ce are ca rezultat simlificarea modului de programare CNC. Acest software permite crearea unor aplicatii utilitare personalizate, gratie limbajului de programare VBA de Microsoft®. (Visual Basic for Applications) integrat in ESPRIT. Il dispose de la puissance de réserve dont nous avons besoin pour usiner sur n'importe quel type de fraiseuse, tour, centre d'usinage en 2, 3, 4 ou 5 axes, ou machine d'électroérosion à fil en travaillant sur la base de toute géométrie - volumique, surfacique, ou filaire. ESPRIT, basé sur le moteur Parasolid® et les outils graphiques OpenGL® permet un contrôle accru de notre travail à l'écran, grace aux images en 3D volumiques et dynamiques L'usinage utilisant la technologie NURBS est réalisé avec une grande précision rendue nécessaire par les technologies d'usinage à grande vitesse. Enfin, les post-processeurs universels (et ouverts) produisent le code ISO de façon rapide et automatique, seloDn les exigences. ESPRIT met à notre disposition les outils permettant de gérer ses bibliothèques matières, outils, vitesses, avances, post-processeurs et paramètres d'usinage.
ESPRIT dispose d'une interface de programmation d'application (API) utilisant la technologie standard de Windows , COM (Component Object Model). Fruit de 20 années de développement, la dernière évolution du logiciel Esprit 2003 est natif Windows, comme les précédentes. La version 2002 était particulièrement dédiée aux études de temps et réduit effectivement les temps de cycles de façon considérable. Esprit 2003 est un événement majeur dans son évolution vers le domaine du tournage multi-axes. Il apporte une solution simple aux difficultés du tournage avancé, multi-broches, multi-tourelles et outils motorisés. Fondé sur une reconnaissance de formes automatique, Esprit 2003 reconnait automatiquement le processus d’usinage ou de ré-usinage automatique (Surfaçage, Contournage, Rainurage, Epaulement, Poches Ouvertes, Perçage Taraudage, Chanfreins, Rayons, etc.…) à appliquer sur chaque forme. Ce progiciel dispose de son propre modeleur. Il est interfacé avec les logiciels CAO du marché (SolidWorks, SolidEdge, AutoCad, Catia, Pro-E, Unigraphics…) ainsi qu’avec les standards STEP, IGES, VDA, et STL.
ESPRIT Fraisage
Pour usiner nous pouvons utiliser trois niveaux de fonctionnalité de fraisage:
Fraisage Traditionnel CFAO fraisage en 2,5 axes traditionnel et UGV
Simulation et contrôle volumique
Post-processeurs universels
Fraisage Production Comprend Fraisage Traditionnel plus :
Enroulement et positionnement sur le 4ème axe
Positionnement sur le 5ème axe
Fraisage 3D FreeForm Comprend Fraisage Traditionnel et Fraisage
Production plus :
Fraisage multi-surfacique/volumique en 3 axes continus utilisant la technologie
NURBS
Optimisation du code ISO pour l'usinage grande vitesse
ESPRIT Tournage
Le module Tournage Traditionnel d'ESPRIT est le programme idéal pour commencer en tournage avec un produit de CFAO en 2 axes. Du simple dressage de face en ébauche à l'utilisation d'un outil de forme en finition, nous disposons de tous les cycles d'usinage.
Tournage Traditionnel: CFAO pour le tournage 2 axes
Simulation volumique et contrôle
Post-processeurs universels
Tournage Avancé : Comprend Tournage Traditionnel plus:
Fraisage-tournage en axe 'C', 'Y' et 'B' avec
gestion des outils motorisés
Tournage Production: Comprend Tournage Traditionnel et Tournage Avancé
avec gestion des codes d'attente et des synchronisations
Support multi-broches et multi-tourelles
ESPRIT Electroérosion à fil
ESPRIT est connu pour ses capacités de programmation d'électroérosion. Le module Fil Traditionnel gère la programmation complète sur 3 axes et la maitrise complète des dépouilles avec gestion des styles d'angles en coniques avancées.
Fil Traditionnel: CFAO
pour électroérosion à fil en 2 axes et
gestion des dépouilles et des conicités
Simulation volumique et contrôle
Post-processeurs universels
Fil Avancé: Comprend Fil Traditionnel plus l'usinage sur 4 axes
XY, UV gestion du 5ème axe en Z
Synchronisations illimitées
Pages technologiques pour : Agie, Brother, Charmilles, Fanuc, Hitachi,
Mitsubishi, Ona, Sodick, etc.
ESPRIT 2003 a été présenté à INSA de DP Technology en avril 2003 et la licence a été obtenue en septembre 2003.
La première étape pour apprendre ce logiciel est la lecture du fichier d’aide. C’est facile de utiliser ESPRIT pars qu’il a une interface amical.
Pour utilise ESPRIT, on devra passer par les étapes suivantes :
|
|
1.Crearea sau imporatrea unui model 3D |
|
2.Crearea secventelor pentru operatiile de prelucare |
|
|
3. Crearea opertatiilor de prelucrare |
|
|
4. Simularea operatiilor de prelucrare |
|
|
5. Transformarea operatiilor in code CN |
|
|
6. Transferarea codului CN pe masina |
Fig. 1: Etapele sofware-lui ESPRIT
4. Prelucrarea prin frezare a piesei « Moule »
3.1. Faza initiala
Rolul functional al pisei: matrita pentru piese din materiale plastice
Putem prelucra acest model pe o masina de frezat in 2 sau 3 axe.
Dimensiunile generale ale piesei sunt urmatoarele :
Lungime: 80 mm
Suprafata1 (buzunar)
Latime: 80 mm
Inaltime: 20 mm
Suprfata 2 (plana)
![]()
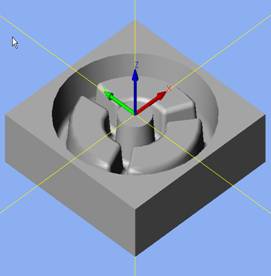
Fig. 2: Vedere a modelului «moule»
Etapele de prelucrare ale piesei sunt urmatoarele:
1. Degrosare suprafata 1
2. Semi-finisrae suprafata 1
3. Finisare suprafata 1
4. Frezare frontala suprafata 2
Modelul 3D «moule» a fost realizat in mediul de proiectare avansata de tip CAD, ProENGINEER, dupa care a fost importat in software-ul ESPRIT in format standars STEP (cu extensia «.step») si optiunea «surfaces» (suprafete).
Pentru realizarea operatiilor de prelucare in vederea realizarii unei piese finite este necesar un model 3D pe care-l putem creea direct in ESPRIT sau il putem importa dintr-un alt software CAD.
ESPRIT dispune de urmatoarele comenzi pentru crearea:
de suprafete (repere tridimensionale)
Fig 3. Pictogramele (icons) pentru crearea de suprafete
![]()
![]()
de desen plan
Fig 4. Pictogramele (icons) pentru crearea de repere plane
![]()
![]()
![]()
Lista urmatoare cuprinde toate formatele de fisiere CAD pe care le suporta softul ESPRIT:
|
Deschidere: ESPRIT (*.esp) SPRIT/X (*.src) IGES (*.igs) DXF (*.dxf) DWG (*.dwg) VDA (*.vda) ACIS (*.sat) Parasolid (*.x_b) Parasolid (*.x_t) Solid Edge (*.par) Solid Edge (*.psm) Solid Works (*.sldprt) ESPRIT template (*.est) Géométrie d'Outil (*.ect) ESPRIT/W (*.esw) STEP (AP203) (*.step) STEP (AP214)(*.stp) |
Inregistrare ca: ESPRIT (*.esp) IGES (*.igs) DXF (*.dxf) Parasolid (*.x_b) Parasolid (*.x_t) STEP (AP203) (*.step) ACIS (*.sat) BMP (*.bmp) SPRIT template (*.est) |
Etapele de prelucare a piesei “moule”
Pentru realizarea operatiilor de frezare 3D, am utilizat optiunea “composite surface”. Aceasta comanda transforma multitudinea de suprafete din care este compus un corp solid intr-o singura entitate. O suprafata compusa poseda avantaje pentru prelucrare in sensul ca, pentru uzinarea unui corp solid nu trebuie selectionata fiecare suprafata in parte a acestuia, ci putem selectiona doar suprafata compozita, castigand astfel timp.
Pentru crearea operatiilor de prelucare am plasat o secventa pe geometria modelului importat si am atribuit un plan de lucru (axele XYZ). ESPRIT atribuie intotdeauna coordonate unei secvente nou create, coordonate ce influenteaza operatiile de prelucrare ulterioare. Secventa creata apare automat in Project Manager” (Gestionarul de Proiect). Pour créer les opérations d’usinage j’ai du placer une séquence sur la géométrie de la pièce et assigné un plan de travail (les axes XYZ). ESPRIT assigne toujours un plan de travail à une séquence nouvellement crée qui influence l’opération d’usinage. La séquence est automatiquement crée, et apparait dans le Gestionnaire de Projets.

Fig 5. Detaliu din arborele sistemului de coordonate
Pe masinile cu comanda numerica putem utiliza uneori repere diferite cu scopul de a simplifica programarea si punerea in functiune a masinii. De exemplu, pe o masina de frezat putem realiza de mai multe ori aceasi operatie de prelucrare dar in locatii diferite. Aceste operatii de prelucrare sunt dependente de o secventa (un reper ) ce trebuie definita in ESPRIT cu ajutorul coordonatelor de lucru.
Axele XYZ Secventa 1
![]()
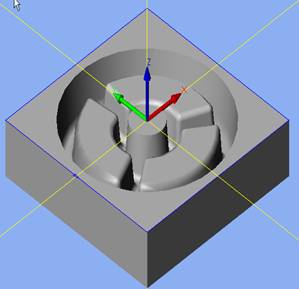
Fig 6. Reperele asociate modelului «moule»
Paramtrii Masinii
In primul rand am ales materialul piesei ce urmeaza a fi prelucrata, acesta influentand valorile vitezelor si avansurilor operatiior de aschiere.
Materialul piesei: 21MnCr5 (DIN)
Fig 7. Fereastra pentru alegerea materialului
ESPRIT-ul poseda o Biblioteca de avansuri si de viteze „. Aceasta reprezinta o lista de viteze si de avansuri in functie de diferite materiale.
Parametrii operatiei de frezare:
Acestea sunt ferestrele pentru configurarea parametrilor masinii:
Fig 8. Fersetrele pentru alegerea parametrilor masinii
Parametrii pentru optiunea “Origin”
Parametrii fisierului de comanda numerica (NC Output Properties)
Numarul programului acesta va fi generat in mod automat si este util pentru diferentierea unui program de altul Numele programului poate fi introdus pentru masinile CN (comanda numerica) care accepta o astfel de valoare. Unitati de masura: putem alege ca unitate de masura INCH sau METRIC . Daca alegem METRIC codul CN va fi in milimetri. Pentru majoritatea masinilor cu, comanda numerica , fisierul CN va fi G20 pentru inch si G21 pentru metric. Alte fisiere CN sunt G70 si G71.
Am ales ca unitate de masura Metric.
Modul de coordonate arata cum este determinata pozitia sculei. Fisierul de comanda numerica pentru majoritatea masinilor este G90 pentru ABSOLUT (toate pozitiile sculei se raporteaza la originea sisemului de coordonate)si G91 pentru INCREMENTAL (toate pozitiile sculei se raporteaza). Am ales modul Absolut .
Pozitia de start (Start position)
Poztia de start X / Y / Z aceste valori nu afecteaza codul CN, pot insa genera un cod de iesire G92. Ocazional, G92 a fost folosit pe masinile cu, comanda numerica mai vechi , ca un mod de a manipula diversele moduri de prindere ale pieselor pe masa de lucru atunci cand sunt necesare diverse operatii de prelucrare in diferite locatii pe masa masinii, coordonatele de lucru fiind insa definite pentru fiecare operatie in parte. Pentru masinile care utilizeaza coordonate de lucru (G54 – G59), nu este necesara setarea acestora. Unghiul de start pentru axa 1, unghiul de start pentru axa 2 Acesti parametrii sunt utilizati doar pentru masinile de frezat cu 4 sau 5 axe. Trebuie setati parametrii in functie de unghiul initial al axei principale si al axei secundare.
Diverse (Miscellaneous)
Coordonatele de lucrul XYZ Sistemul de coordonate: Alegerea sistemului de coordonate este utila ca referinta pentru operatiile de prelucrare. Acesti parametrii evidentiaza precizia de pozitionare a (clearance values) sculei in planul de avans si in cel de retragere in operatiile de frezare. Exista doua optiuni: WORLD si LOCAL.
WORLD: coordonatele X, Y si Z sunt in raport de originea globala (0,0,0). Pozitiile sculei sunt masurate dupa cum urmeaza:
Full Clearance: din punctul de origine (PO) Initial Clearance: din
punctul de origine (
LOCAL: : coordonatele X, Y si Z sunt in raport de coordonatle de lucru. Pozitiile sculei sunt masurate dupa cum urmeaza:
Full Clearance: de la coordonatele de lucru Initial Clearance: din
punctul de origine (
Am ales Clearance.
Setarea tipului de avans: Specifica modul de realizare a avansului: avansul si retragerea sculei (lead-in, lead-out) si sensul avansului, stanga sau dreapta (left, right). Exista 3optiuni: IMMEDIATE, GRADUAL, ALONG LEAD-IN/OUT.
Immediate (Direct)
Gradual (Treptat)
Along Lead-in/out (Paralel cu directia de avans)
Am ales Gradual.
Optimizarea traiectoriei sculel: arata modul in care poate fi optimizata traiectoria sculei in functie de elemnetele ce urmeaza a fi prelucrate. Exista astfel mai multe optiuni OFF, SPLINES, ARCS, NURB CURVES. Suprafetele NURBS sunt repere – numere de elemente NS (de exemplu : cercul 1 cu eticheta “C1”), suprafete compozite CM si solide SL.
Off Traiectoria sculei nu este otimizata. Curbele si elementele NURB in operatiile de prelucrare a suprafetele sunt fragmentate in segmente de dreapta.
Splines: Curbele si elementele NURB in operatiile de prelucrare a suprafetelor sunt codate pentru masinile cu posibilitati de prelucrare a curbelor libere in plan. Acest lucru scurteaza codul si permite avansuri mari (deoarece rata avansului nu este limitata de lungimea segmentelor) si imbunatateste precizia de prelucare a suprafetelor.
Arcs: Curbele si elementele NURB in operatiile de prelucrare a suprafetele sunt fragmentate in segmente de dreapta.
NURB Curves: Curbele si elementele NURB in operatiile de prelucrare a suprafetelor sunt codate pentru masinile cu posibilitati de prelucrare a curbelor. Acest lucru scurteaza codul si permite avansuri mari (deoarece rata avansului nu este limitata de lungimea segmentelor) si imbunatateste precizia de prelucare a suprafetelor.
Am ales Off.
Port-scula: specifica dimensiunea port-sculei care se poate observa in impul simularii operatiilor de prelucrare prin frezare. Numarul 30 este cea mai mica dimensiune, iar 60 cea mai mare.
Am ales “Number 30”.
Parametrii pentru optiunea “Axis Setup”
Aceste setari se fac pentru operatiile de indexarea pe masini cu 4 si 5 axe comandate numeric, pentru frezare exterioara in 4 axe sau 5 axe simultan. Indexarea se refera la operatiile de frezare pe masinile cu, comanda numerica, operatii care incep dupa orientarea masinii intr-o noua pozitie. Frezarea in 4 axe se refera la operatiile de frezare ce se realizeaza concomitent cu rotirea axelor masinii.
Axa principala si axa secundara
The descriptions below apply to both the primary and secondary axis settings. The settings for the primary and secondary axes are not interchangeable. The Primary Axis is the fixed axis that holds its location. The Secondary 'swings' when the Primary Axis rotates. For wrap milling, you typically only need to define the primary axis settings. » Learn More
None: There is no
axis movement.
Table Index: Use this setting when the axis is in the table.
Table Simultaneous: Use this setting only if your machine allows simultaneous
movement in XYZ at the same time as the primary and secondary axes movement.
Tool: Use this setting when the axis is in the tool.
Return to top
Tool
Return to top
Rotary Retract Movement
Clearance: The tool retracts to the Rotary Clearance value. This value is
relative to the Coordinate System setting on the Origin page. » Learn More
Park: The tool retracts to the Park Position X, Y, Z
values.
Tool Change: The tool retracts to its tool change
location. When a tool change takes place between operations on different faces,
this setting does not apply.
Création des outils
Nous pouvons créer une variété des outils standard ou des outils avec une géométrie propre.
J’ai réalisée 4 outils pour le chaque opération. La configuration des outils est automatiquement crée, et apparait dans le Gestionnaire de Projets
Fig 9 a). Gestionnaire des outils
Les paramètres et la géométrie d’outil pour l’opération d’ébauche sont définis par la figure ci- dessous:
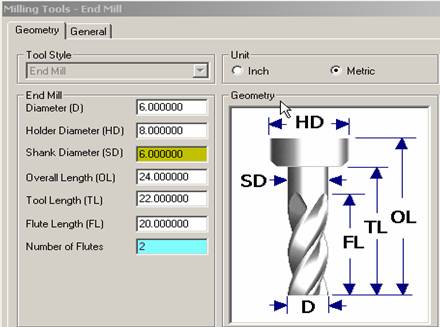
Fig 9 b). Paramètre et géométrie de l’outil
Les paramètres et la géométrie d’outil pour l’opération de finition sont définis par la figure ci-dessous:
Fig 10. Outil de finition
Les paramètres et la géométrie d’outil pour l’opération de surfaçage sont définis par la figure ci dessous:
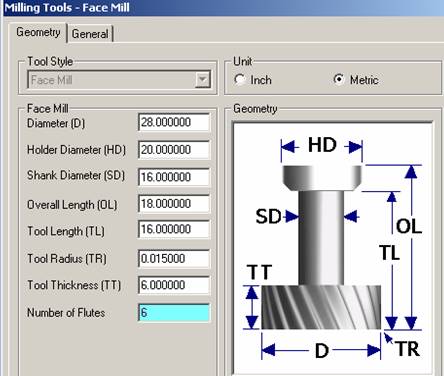
Fig 11. Outil de surfaçage
Cycle d'Ebauche 3D, définition des paramètres de la fenêtre de dialogue
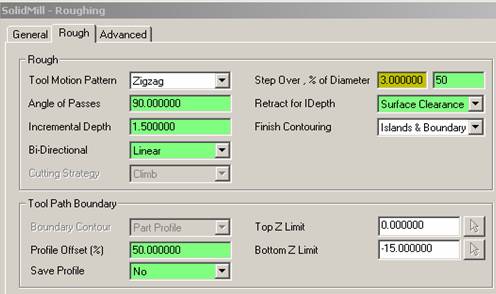
Fig 12. Fenêtre de dialogue «Ebauche»
Général
Surépaisseur la surépaisseur détermine la quantité de matière
restante sur la/les surface(s) avant la finition. 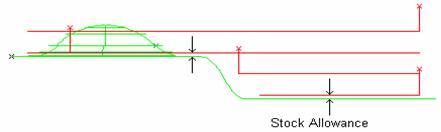
Fig 13. Définition générale des surépaisseur
La surépaisseur courante est toujours calculée normalement (perpendiculaire) à la surface.
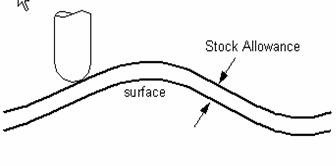
Fig 14. Surépaisseurs des surfaces courbes
Tolérance le mouvement d'outil pour l'usinage d'une surface discrétisé en élément de droite (des segments). La tolérance est 'l'erreur de corde' maximum permise, ou la plus grande distance entre les segments et la surface théorique.
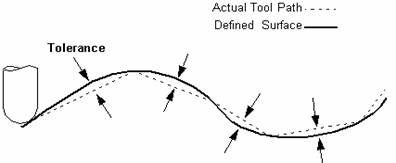
Fig 15. Discrétisation des courbes par des segments rectilignes
Plan de Retrait ce paramètre les unes des autres. Une zone est ébauchée, puis l'outil recule au niveau du plan de retrait et viens usiner la zone suivante. Plan de Retrait peut être sur DEGAGEMENT, DEGAGEMENT INITIAL, DEGAGEMENT TOTAL, PROFONDEUR PARTIELLE est pris en compte lors de l'usinage de poches ou zones isolées
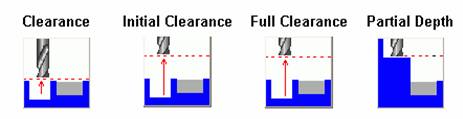
Fig 16. Les plans de retraits
Pour mon choix DEGAGEMENT TOTAL, la valeur suivant z du mouvement de retrait est celle du paramètre «Dégagement Initial» de la page outil. Avance Entrée %: défini l'avance lors de la pénétration dans la matière comme un pourcentage de l'avance en usinage. L'avance suivant Z est utilisé pour tous les mouvements qui incluent un mouvement en Z. Ainsi pour les mouvements de pénétration qui incluent un mouvement en Z, 'l’Avance Entrée % ' serait calculée comme pourcentage de l'avance suivant Z).
Ebauche
Profondeur de Passe: contrôle la profondeur des passes successives lors de l'opération d'usinage. Prise de passe, PdP % du diamètre contrôle l’engagement radial de l’outil entre chaque passe. Contour frontière peut être sur OFF, SEQUENCE, PROFIL PIECE ou PROFIL TROUS.
|
OFF
|
SEQUENCE
|
PROFIL PIECE
|
PROFIL TROUS
|
Fig 16. Stratégies de balayage
Stratégie de coupe apparait seulement si nous plaquons bi-directionnel sur OFF. La stratégie de coupe peut être placée sur AVALANT, CONVENTIONNEL ou OFF.
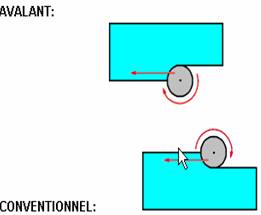
Fig 17. Stratégies de coupe
Inclinaison entre passes:contrôle l’angle réalisation des passes d’ébauche
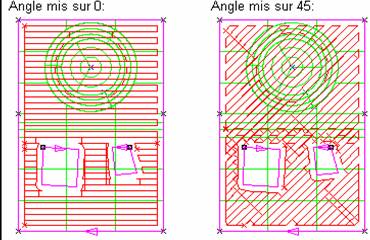
Fig 18. Inclinaison des passes
Bi-Directionel Bi-directionnel peut être placé à LINEAIRE, LISSER, ou OFF. Les images suivantes montrent les vues de dessus correspondantes.
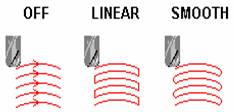
Fig 19. Connections entre les passes
OFF : les passes d'usinages ne sont réalisées que dans un seul sens, entre deux passes, l'outil passe par le plan de retrait. LINEAIRE : les passes d'usinages sont connectées entres elles par des segment de droite. LISSER : les passes d'usinages sont connectées entres elles par des arcs de courbes.
Stratégie: peut être placée sur ZIGZAG ou DECALAGE. ZIGZAG fait des passes en va-et-vient et DECALAGE fait des passes qui décalent le contour frontière choisi ou le contour de la surface usinée. Finir contour: peut être placé sur OFF, ILOTS ou ILOTS ET FRONTIERE. J’ai choisis Ilots et Frontière qui crée une passe de finition autour de tout les ilots et le long de la frontière, à chaque prise de passe.
Fig 20. La pièce après l’opération d’ébauche
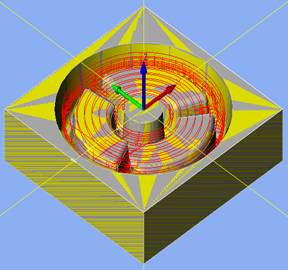
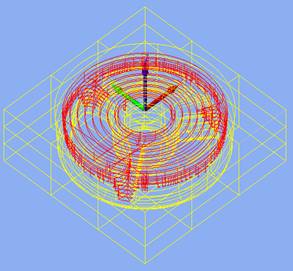
Le chemin d’outil pour l’opération d’ébauche est représentée ci-dessous
|
|
|
Fig 21. Chemin d’outil ébauche du moule
Fraisage 3D Finition, définition des paramètres de la fenêtre de dialogue
Pour usine la pièce j’ai utilisé 2 opérations de fraisage 3D finition. Les plus importants paramètres de la première opération de finition sont les suivants:
Fig 22. Fenêtre de dialogue finition a)général
Fig 23. Fenêtre de dialogue finition b) dimensions
Général Surépaisseur Tolérance La signification de ces deux paramètres est la même comme pour l’opération d’ébauche. Vitesse broche auto, Incrément vit RPM, Vitesse tr/min Min, Max A vitesse de broche constante, plus la distance entre le point de génération (ou de contact) et l'axe de rotation de l'outil diminue, plus la vitesse de coupe chute, ce qui provoque une évolution importante des efforts de coupe.
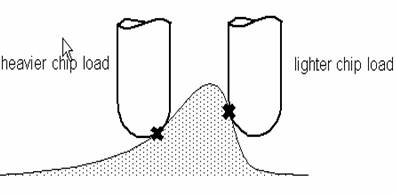
Fig 24. Orientations limites du point de coupe
En mettant Vitesse broche auto sur ON, la fréquence de rotation de l'outil est recalculée en fonction de la distance entre le point de génération (ou de contact) et l'axe de rotation de ce dernier. De ce fait, les efforts de coupes sont beaucoup plus constant. Vitesse tr/min Min est la fréquence de broche à partir de laquelle sera pris en compte la vitesse de coupe constante. Vitesse tr/min Max est la fréquence de broche à partir de laquelle ne sera pris en compte la vitesse de coupe constante, souvent la fréquence maximale de rotation de la broche.
Incrément vit tr/min définit la périodicité de calcul de la nouvelle fréquence de broche en vitesse de coupe constante. On a pas une évolution continue de la fréquence de broche mais une évolution discontinue, par exemple tous les 100 tr/min. Plus ce paramètre sera faible, plus l'évolution de la fréquence de la broche tendra a être continue. Mode d'entrée, Mode de sortie:
|
|
VERTICAL: Pénétration/Retrait de l'outil suivant l'axe Z au niveau du premier point du parcours outil. |
Fig 25. Pénétration de l’outil
Plan de retrait: peut être placé à la DEGAGEMENT, à la DEGAGEMENT INI, à la DEGAGEMENT TOTAL, ou à la PROFONDEUR PARTIELLE. Ce paramètre contrôles la valeur suivant Z d'un mouvement de retrait.
Finition
Stratégie de finition Bi-Directionnel Inclinaison entre passes La signification de ces deux paramètres est la même comme pour l’opération d’ébauche. PdP distance: ce paramètre permet de spécifier la largeur de la passe d'usinage. PdP % du diamètre: Optimisation crêtes, Hauteur crête: optimisation crêtes peut être sur NON ou OUI
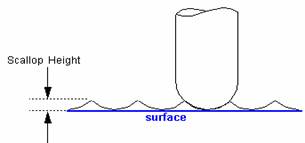
Fig 26. Hauteur des crêtes
La chemin d’outil pour la première opération de finition est représentée ci-dessous.
|
|
|
Fig 27. Chemin d’outil, 1ere finition, du «moule»
Pour la deuxième opération de finition j’ai changée seulement 'L’angle entre passes à 45 ' et la outil - 'Tool 5 EM'.
La chemin d’outil pour la 2eme opération de finition est représentée ci-dessous.
|
|
|
Fig 28. Chemin d’outil, 2eme finition, du «moule»
|
|
|
Fig 29. Comparaison des résultats 1ere finition à gauche, 2eme finition à droite
Opération de Surfaçage
L'opération de surfaçage enlève une portion plate de la surface brute, basée sur une séquence repérée par le contour de la forme.
Paramètres de l'Opération de Surfaçage
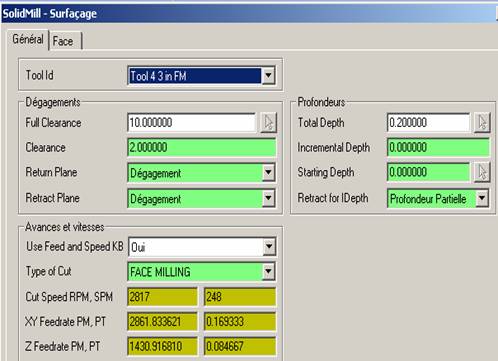
Fig 30. Fenêtre de dialogue surfaçage a)général
Fig 31. Fenêtre de dialogue surfaçage b)dimensions
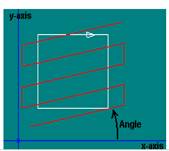
Stratégie: peut être configure sur AVALANT, CONVENTIONNEL ou ZIG-ZAG. AVALANT crée une passe de coupe uniquement dans la direction de coupe avalant. CONVENTIONNEL crée une passe de coupe seulement dans la direction de coupe conventionnelle
Fig 32. Stratégie
|
Angle configure l’angle de coupe de la passe |
|
Fig 33. Orientation des passes
Mouvement entre 2 passes s’applique uniquement lorsque la stratégie est sur ZIG-ZAG. Le mouvement antre deus passes peut être Segmentes ou Arcs.
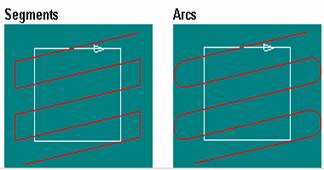
Fig 34. Connections des passes successives
Prise de Passe : il s’agit de la distance entre les passes de coupe. Dépassement : définir la valeur de dépassement de la passe à partir de la séquence
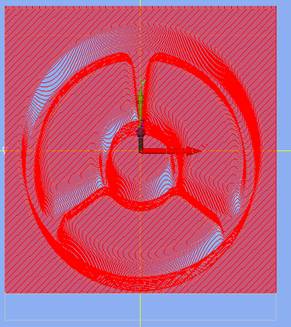
La chemin d’outil pour la opération de surfaçage est représentée ci-dessous.
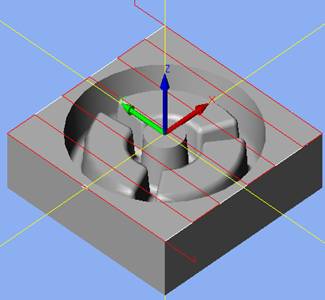
Fig 35. Chemin d’outil pour l’opération de surfaçage
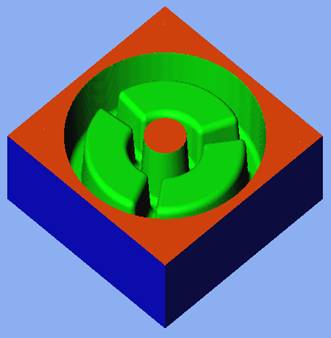
Fig 36. La pièce finale. La simulation d’opération de surfaçage
5.L’usinage de la pièce « Pied » en Tournage 2 Axes
Le rôle fonctionnel de la pièce: pied de machine, fonction essentiellement esthétique.
Nous pouvons usiner cette pièce sur la machine: SOMAB400
Les dimensions générales de la pièce sont les suivantes:
Longueur: 79mm
Le diamètre de la barre: 60mm
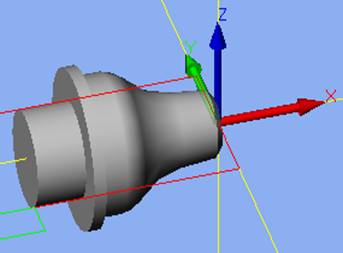
Fig. 37: Vue de modèle «pied»
Le logiciel ProENGINEER a été utilisé pour créer la géométrie de la pièce. J’ai importée cette géométrie sur le logiciel ESPRIT avec l'extension « .step » et comme un solide.
La pièce subit les étapes d’usinages dans l’ordre suivante:
1.Ebauche Paraxial
2.Ebauche Frontale
3.Gorge
4.Tronçonnage
Les étapes pour usiner cette pièce sont les suivantes:
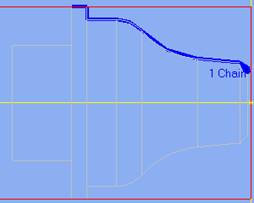
|
1.Créer une Séquence «1Chain ». Elle sera utilisée pour une opération d'ébauche paraxialle extérieure |
|
|
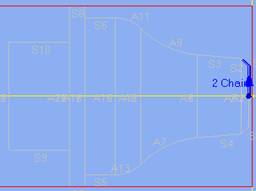
2. Créer une Séquence «2 Chain». Elle sera utilisée pour une opération d'ébauche frontale. |
|
|
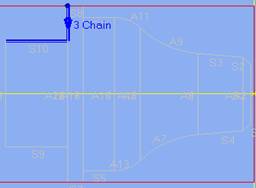
3.Créer une Séquence «3 Chain». Elle sera utilisée pour une opération de gorge |
|
|
|
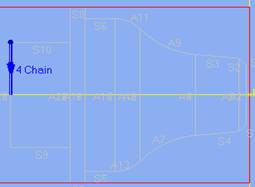
Fig. 38: Séquences pour les opérations
Pour créer les opérations d’usinage j’ai du placer les séquences sur la géométrie de la pièce et assigné un plan de travail (les axes XYZ). ESPRIT assigne toujours un plan de travail à une séquence nouvellement crée qui influence l’opération d’usinage. Les séquences sont automatiquement crée, et apparait dans le Gestionnaire de Projets.

Premièrement, j’ai choisi la matière de la pièce qui affecte la valeur par défaut pour les vitesses et avances des opérations de coupe.
|
|
La matière de la pièce: aluminium alliage |
Fig 40. Ecran de saisie de la matière usinée
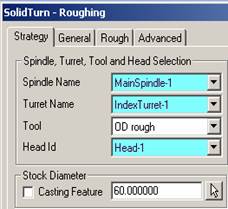
Configuration Machine en Tournage
Le mode machine choisi correspond au tour 2
axes, il s’agit de SolidTurnMachine. La fenêtre de paramétrage de la machine
comporte des zones à renseigner qui ne sont pas exploitées par le post
processeur. Les paramètres suivants décrivent
le brut et la broche visible à l'écran et le nom de la machine aussi.
Fig 41. Ecran de saisie des paramètres machine a)général
Nom Machine: permet de définir la MOCN
utilisée, et en particulier le post-processeur qui lui est associé. Position
Z, X, Y Départ: positionne l'Origine Programme. J’ai défini l'origine
programme à l'extrémité de la pièce finie , dans le sens des Z+. A
droite nous avons les paramètres pour le
brut - Type de Brut: Le brut peut être de la BARRE, du TUBE ou venir de
FONDERIE. Pour le «Pied» le brut est une barre d’aluminium de 200 mm de
long et un diamètre de 60 mm. Cette
fenêtre permet une gestion simple et efficace de tous nous outils et de nos
tourelles. Tous les outils créés et les tourelles configurées sont sauvegardés
dans la Configuration de la Machine (.TL), et dans le fichier ESPRIT (.ESP). 
Fig 42. Ecran de saisie des paramètres machine b)tourelles
Nombre de Tourelles J’ai utilisée un tour 2 axes et pour cela le 'Nombre de Tourelles' est automatiquement mis à 1 et ce n’est pas possible en changer la valeur. Pour la tourelle choisie le Nombre de Stations est de 5 selon les outils utilisées pour usinage. Définition Mouvement ces paramètres indiquent les mouvements de la tourelle. Si nous sélectionnons 'Aucun' le mouvement considéré est transféré sur la broche. Dép. Pos.: Fixe la position de départ de la tourelle, lors de la simulation.
Définition Tourelle
Diamètre Tourelle, Epaisseur Tourelle, Axe de Rotation: utilisés lors de la simulation, ces paramètre ne sont utilisés que pour une tourelle de type 'INDEX'. Si on utilise une broche inversée, l'axe de rotation peut être X ou Y. Dimension X, Y, Z Tourelle, Dist. Séparation Outils: utilisés lors de la simulation, ces paramètre ne sont utilisés que pour une tourelle de type 'GANG' ou 'FIXE'.
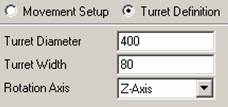
Fig 43. Dimensions de la tourelle
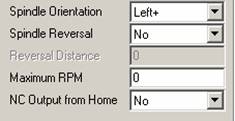
Définition Broche
ID de Broche: A chaque ID de broche, correspond une broche listé
dans la 'Liste des Broches'. A chaque ID de broche ne correspond
qu'une et une seule broche.
Tous les paramètres listés (Définition
Axe C, Etude de temps) dépendent de la broche sélectionnée, donc de la
valeur de 'ID de Broche'.
|
Orientation Broche La broche peut être GAUCHE+ ou DROIT+. Lorsqu'elle est GAUCHE- ou DROIT-, cela signifie que l'axe sortant de la broche n'est plus celui de la norme mais il est inversé par rapport à cette dernière. C'est à dire que plus Z sera négatif, plus on s'éloignera de la broche. |
Fig 44. Les différentes orientation de la broche |
|
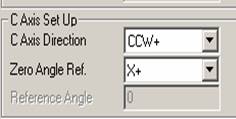
Définition Axe C: Cette définition n'est utilisée que pour les opérations de 'Tournage Fraisage Axe C/Y',Tournage. Si nous ne réalisons pas d'opération de fraisage en tournage utilisant l'axe C/Y, il n'est pas nécessaire de renseigner ces paramètres. |
Fig 45. Définition Axe C |
|
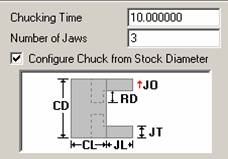
Définition des Mors Type de Mors: Il peuvent être soit EXTERIEUR soit INTERIEUR. |
Fig 46. Définition des Mors |
Code ISO CN
Ordre de Sortie CN: Peut être sur BROCHE, TOURELLE, SEQUENTIEL ou TETE. TOURELLE est le plus courant. Le type de vue choisit n'influence pas l'Ordre de Sortie CN, excepté le numéro de programme qui génère la première ligne du programme ISO.
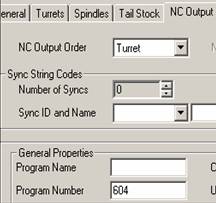
Fig 47. Ordre de sortie CN
Création des outils
Pour toutes les opérations d’usinage sont nécessaire 4 outils différentes. J’ai choisi les plaquettes et les porte-outils du catalogue de l'entreprise Sandvik Coromant. J’ai utilisée seulement des outils de tournage.
Les paramètres et la géométrie d’outil pour l’opération d’ébauche paraxial sont définis par la figure ci-dessous:
|
|
|
|
|
Le code pour la plaquette: WNMG 06 04 08 WF 1025 Le code pour la porte-outils: MWLNR 2020K06 L’orientation d’outil : 3V |
|
|
Fig 48. Outil d’ébauche paraxial
Pour l’opération d’ébauche frontale j’ai utilisée la même outil comme pour l’opération d’ébauche paraxial.
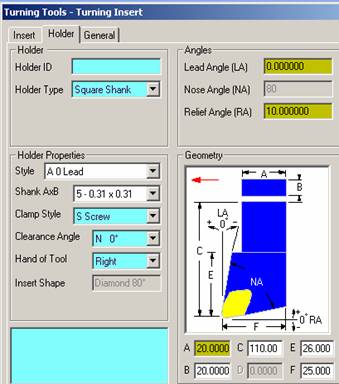
Les paramètres et la géométrie d’outil pour l’opération de gorge sont définis par la figure ci-dessous:
|
|
|
|
|
|
Le code pour la plaquette: N123E2-0239-002-GM2135 Le code pour la porte-outils: RF123D08-1212B L’orientation d’outil : 3V |
|
||
Fig 49. Outil de gorge
Les paramètres et la géométrie d’outil pour l’opération de tronçonnage sont définis par la figure ci-dessous:
|
|
|
Fig 50. Outil de tronçonnage
5.4. Création des opérations d'usinage
La
chemin d’outil
1. Ebauche Paraxial

Fig 51. Chemin d’outil ébauche paraxial du pied
|
|
|
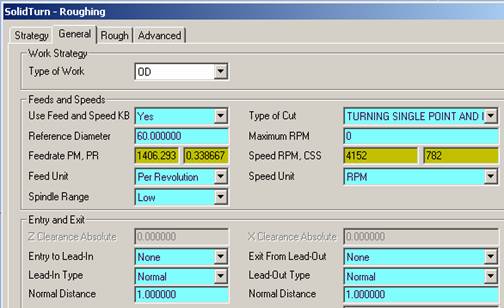
Fig 52. Fenêtre de dialogue «Ebauche»
Fig 53.La pièce apre l’opération d’ébauche paraxialle
2.Ebauche Frontale
Fig 54. Chemin d’outil ébauche frontale du pied
Définition des paramètres de la fenêtre de dialogue
Fig 55. Fenêtre de dialogue «Ebauche» a) général
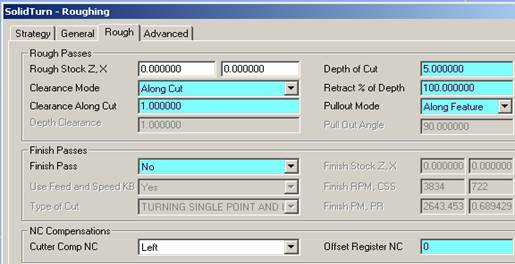
Fig 55. Fenêtre de dialogue «Ebauche» b) ébauche
Les paramètres définis pour «Stratégie» et «Avancé» sont la même comme pour l’opération d’ébauche paraxialle.
3.Gorge
La chemin d’outil
Fig 56. Chemin d’outil pour l’opération de gorge
Définition des paramètres de la fenêtre de dialogue

Fig 57. Fenêtre de dialogue «Gorge» a) général
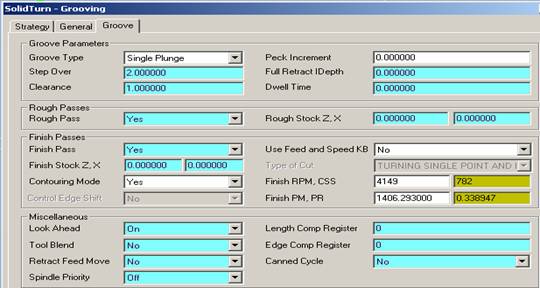
Fig 58. Fenêtre de dialogue «Gorge» b) gorge
Fig 59. La pièce apre l’opération de gorge
4.Tronçonnage
Fig 60.Chemin d’outil pour l’opération de tronçonnage
Définition des paramètres de la fenêtre de dialogue
|
|
|
Fig 61. Fenêtre de dialogue «Tronçonnage» a) général ; b) tronçonnage
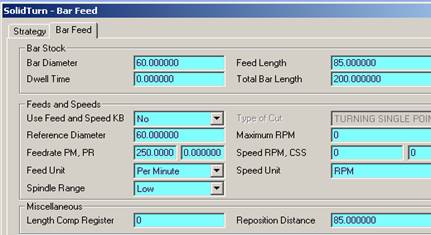
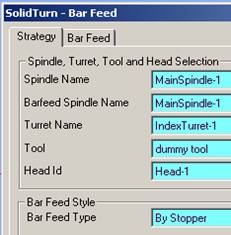
5.Avance Barre
Nous pouvons placer le cycle d'Avance Barre au début ou à la fin des usinages.
Fig 62.Chemin d’outil pour l’opération d'Avance Barre
Définition des paramètres de la fenêtre de dialogue
|
|
|
Fig 63. Fenêtre de dialogue «Avance Barre» a) avance barre; b) stratégie
Toutes les opérations créées apparaissent dans le Gestionnaire de Projets dans le mode suivant :
Fig 65. La pièce finale
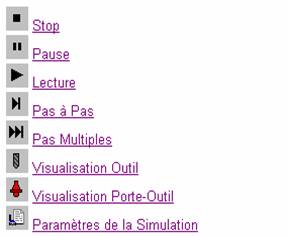
6. Simulation
La simulation des opérations permet de voir les possibilités de collision au cours du cycle d'usinage.
|
Simulation |
Simulation Avance |
|
|
|
Fig 66. Icônes de Simulation
7.Conclusions
Ce travail de fin d’étude réalisé à L’INSA de Lyon, à l’AIP et au département GMC pendant le 2eme semestre 2003-2004 portait sur l’étude des fonctionnalités du logiciel ESPRIT. Au terme de ce travail, notons que nous avons essentiellement développé des applications FAO en fraisage et en tournage. Dans la phase initiale d’importation des fichiers CAO des difficultés des données numérique ont été rencontré. Finalement ce sont les transferts au format STEP qui se sont révélés les plus efficaces. Les fonctionnalités «Surfaces» et «Solides» de STEP ont été essentiellement utilisées ici mais les fonctionnalités «filaires» semblent utiles également. En particulier elle sont utilisées pour faire les séquences. Une autre phase initiale consiste à définir un repère qui peut être associé à chaque opération. Cette définition se réalisé facilement avec ESPRIT mais elle est très importante. Sans elle on ne peut passer à la suite et définir les opérations d’usinage. Les opérations d’usinage sont paramétrées à l’aide de fenêtre facile à utiliser. Des onglets faciles à comprendre permettent de fixer les paramètres généraux, les paramètres opératoires (ébauche, finition, …) et des paramètres complémentaires. Ces valeurs doivent être définies préalablement par l’opérateur au travers d’une gamme d’usinage détaillée ou les opérations sont bien précisées. Les fonctionnalités du KBM ont pour objectif d’aider à fixer ces valeurs. Le KBM se réfère à des usinages antérieurs dont on a mémorisé les paramètres ou à des valeurs standards et à des résultats de calculs numériques, comme par exemple la vitesse de coupe pour un type de matière a usiner. Les stratégies d’usinage par passes successives sont faciles à utiliser. Notons en fraisage la connection «smooth» entre les passes qui semble être bien adaptée à l’Usinage à Grande Vitesse (UGV). Dans la suite de ce travail ce point sur le trajectoire UGV devra être étudié de manière plus approfondie. Les paramètres machine sont essentiellement des dimensions ou des plages qui sont définies facilement à travers des fenêtres de saisie. Les outils sont également définis à travers des fenêtres de saisie associées à des dessins d’outils. Ces fenêtres sont à priori faciles à utiliser. Parfois le lien avec les données des catalogues et des bibliothèques numériques des fabricants d’outils est difficile car les paramètres ne sont pas la même. Par exemple les paramètres des outils de gorge et de tronçonnage d’ESPRIT ne correspondent pas exactement aux données de SANDVIK.
L’affichage du chemin d’outil calculé permet un bon contrôle du résultat par l’opérateur. La visualisation en rendu réaliste est très efficace. Elle autorise tous les points de vues (orientation, zoom) de l’usinage 3D souhaités par l’opérateur. La détection de collision est efficace. En résumé ce logiciel est très complet. Sa prise en main n’est pas immédiate à cause de ses nombreuses fonctionnalités. Le travail de pris en main que nous avons réalisé montre la puissance de cet outil. Pour compléter je préconise les perspectives de travail suivantes:
Fraisage 5 axes
Tournage et Fraisage (Tour 3 –Z ,X,C ou 4 axes - Z,X,Y,C)
Fraisage UGV
ElectoErosion
KBM
Annexes
Caractéristiques
du centre d’usinage GRAFFENSTADEN et
du tour SOMAB400
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2686
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved