| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEHNOLOGII NEDISTRUCTIVE DE CONTROL
In ultimele decenii, am fost martori la dezvoltari industriale de exceptie. Tehnologiile aerospatiale sau ale reactoarelor nucleare, functionarea in conditii extreme, (presiuni, temperaturi, viteze, frecvente), nivelele de fiabilitate tot mai ridicate impuse produselor au stimulat gasirea celor mai adecvate metode de testare si simulare a unor regimuri care sa dea informatii despre starea produsului incercat: daca este oportun sa-l lasi in functiune, sa-l repari sau sa-l inlocuiesti.
Criterii de ordin economic, dat fiind costul scump al unui produs, au cerut ca, in paralel cu incercarile de tip si de serie prevazute in norme, sa se dezvolte metode de control nedistructiv care sa dea informatiile de mare finete de care un inginer (in general din conceptie) are nevoie pentru dezvoltarea unor prototipuri viitoare, fara a strica sau afecta performantele produsului sau materialului incercat.
Tehnologiile de control nedistructiv au un inalt continut de creativitate in sensul ca, de cele mai multe ori, operatiile de testare sunt nestandardizate si ele trebuie elaborate in paralel cu metoda si echipamentul de control, combinatia dintre acestea fiind, de cele mai multe ori, originala.
Scopul acestui capitol este de a va prezenta o serie de tehnologii de control nedestructiv, care sa ofere informatii si puncte de plecare in abordarea unei probleme de calitate pentru un produs sau un sistem, lasandu-va libera imaginatia ca, dupa cunoasterea lor, sa puteti face cea mai corecta alegere sau dezvoltare de metoda de control. Nu vor fi prezentate aici tehnologiile de control nedestructiv legate de aplicatii ale ultrasunetelor si laserului, prezentate in vol. I.
Inspectia vizuala
Este incercarea nedistructiva cea mai utilizata, simpla, rapida si necostisitoare. De cele mai multe ori, in evaluarea unui rezultat, ea insoteste si alte metode nedistructive.
Proba de examinat este iluminata cu o sursa de lumina in domeniul vizibil, facandu-se observatii cu ochiul liber sau cu dispozitive auxiliare: lentile, oglinzi, lupe.
In investigarile care se fac, nu trebuie neglijat faptul ca ochiul, ca sistem de inregistrare, este lipsit de precizie, ea fiind diferita de la individ la individ. Ochiul poate reusi o separare unghiulara minima de cca 1' de arc intre doua obiecte, iar sensibilitatea sa variaza functie de lungimea de unda, fiind maxima pentru l = 5500A, adica pentru zona verde-galben. Perceptia vizuala a ochiului este excelenta, iar acuitatea creste cu stralucirea imaginii. Din toate aceste date, rezulta ca "ochiul" poate constitui un instrument calitativ de masura, ajutat, evident, de o serie de dispozitive auxiliare.
Oglinzile se utilizeaza pentru observarea unor zone inaccesibile; suprafata trebuie sa fie plata, pentru a avea o buna definitie, iar puterea de reflexie este in general 75%.
Lupele se caracterizeaza prin dimensiunea lor si prin grosismentul g, - puterea de marire a unei lupe - dat ca raportul:
![]() (1)
(1)
cu f distanta focala a lentilei, iar 0,25 distanta minimala in m la care trebuie sa se gaseasca un obiect fata de o pozitie normala a ochiului. Spre exemplu, o lentila cu distanta focala f = 0,05m va avea conform formulei (1), grosimentul 5 si se va nota cu 5x.
Profunzimea campului este distanta care separa punctul cel mai apropiat si cel mai departat la care lentila poate fi plasata in raport cu obiectul, pastrand acest punct.
Rezultatele cele mai bune se obtin satisfacand urmatoarele conditii:
lupa sa fie tinuta cat mai aproape de ochi;
planul lentilei sa fie mentinut paralel cu planul piesei;
sa se utilizeze lentile cu grosisment adecvat investigatiei.
Microscoapele
Studiul structurilor unor materiale se face cu microscoape optice de grosisment pana la 2000 x, putandu-se depista fisuri avand grosimi de ordinul micronilor.
Microscoapele electronice permit o crestere importanta a puterii de marire, tehnicile fiind mai elaborate, de altfel ca si preciziile pe care le asigura.
Microscopul metalografic este un alt auxiliar care permite investigarea unor structuri metalice opace. In general, el poate fi considerat un microscop dublu, primul pentru studierea structurii si cel de al doilea (care utilizeaza acelasi obiectiv) pentru a proiecta imaginea pe un ecran, inclusiv pentru fotografierea acesteia.
Periscopul este un instrument la care razele luminoase nu se propaga in linie dreapta de la obiectul investigat, ci sunt deviate de un numar de ori pana ajung la ochiul observatorului, care, altfel, nu ar fi putut avea acces.
Fotografia. Poate fi utilizata pentru a studia aspectul unui produs si, in special, evolutia sa in timp, comparat cu o fotografie martor. Aceasta tehnica are frecventa utilizare in inregistrarea unor fenomene rapide (oscilograme pe hartie foto sau polaroid), oferind posibilitatea unor interpretari corecte.
In laboratoarele de inalta tensiune, studiul evolutiei unor fenomene ce dureaza de ordinul milisecundelor sau zecilor de ms se poate face cu ajutorul "lupei de timp". Putandu-se lua un numar de mii de imagini pe secunda, se poate studia, spre exemplu, evolutia unui arc electric sau a unei descarcari, putandu-se extrage chiar din acest film secvente de mare interes care caracterizeaza un fenomen. Dat fiind timpul scurt de expunere, filmele utilizate sunt foarte sensibile.
Televiziunea industriala. Studiul unor procese, evolutia lor in timp, in special in locuri greu accesibile sau conditii de lucru grele, cum este cazul metalurgiei, instalatiilor nucleare, standurilor de incercari cu posibilitati de explozie, ca si transmiterea la distanta a imaginilor pot fi facute cu lanturi de televiziune in circuit inchis.

Fig. 1. Lant de TV in circuit inchis la laboratorul
de incercari de putere
de rupere a aparatajului electric la ICPE.
In Fig. 1, este prezentat, ca exemplu, lantul TV in circuit inchis de la laboratorul de incercari de putere de rupere de la ICPE*, cu urmarirea de la distanta a elementelor importante ale schemei: celula de incercare, sala generatorului etc.
Interferometria si holografia. Tehnicile respective se bazeaza, in special, pe aplicatii ale laserilor, prima dintre ele dand posibilitatea unei pozitionari exacte - de ordinul m - a unui obiect fata de altul (spre exemplu, la o masina-unealta intre batiu si papusa mobila), cu afisarea corespunzatoare a deplasarii. Cea de a doua tehnica permite studierea nedestructiva a evolutiei unor defecte, comparativ cu o situatie standard. A se revedea notele de la capitolul: "Tehnologii bazate pe aplicatiile laserului" (vol. I, cap. 4,).
Patrunderea lichidelor in zonele de defect si observatia vizuala
Lichidele penetrante semnaleaza cu suficienta precizie discontinuitatile pe care le si marcheaza; metoda isi are utilizare atat pentru metale, cat si pentru materiale ceramice sau mase plastice. Ca dezavantaj, ea nu da indicatii asupra adancimii la care se gasesc aceste defecte.
Unele metode utilizeaza petrolul, depus cu o pensula pe suprafata ce trebuie verificata. In cazul existentei unui defect (fisura sau por), petrolul patrunde in interior. Se curata suprafata si se pudreaza cu carbonat de calciu (alb de Spania); petrolul va iesi din defect si se va infiltra in carbonat, schimbandu-i culoarea. Metoda se utilizeaza la verificarea axelor motoarelor, control care se poate face insa si mai precis (inclusiv localizarea defectului) cu ajutorul altor tehnologii de control nedistructiv, precum verificarea cu ultrasunete sau defectoscopie magnetica.
In ultimii ani, s-au comercializat numeroase lichide penetrante si coloranti aferenti sau lichide fluorescente. In cazul lichidelor fluorescente, dupa depunerea acestora si iluminarea cu radiatii ultraviolete avand lungimea de unda de cca 3650A*, se evidentiaza defectul care apare vizibil si clar conturat.
Trebuie acordata o atentie
speciala pregatirii si curatarii suprafetei, timpului ce trebuie lasat ca
lichidul sa patrunda in material (de ordinul a
5-30 minute, functie de defectul presupus); temperatura lichidului (dupa
indicatiile fabricantului) este in gama 2050oC. Daca este posibila
o incalzire usoara a piesei, lichidul poate patrunde mai usor datorita dilatarii
zonei de defect. Patrunderea si iesirea lichidului penetrant dintr-o zona de
defect, ca si actiunea sa asupra revelatorului sunt indicate in Fig. 2.a.
Inspectia vizuala (si aceasta depinde de experienta experimentatorului) va
sesiza o serie de defecte caracteristice: fisuri, pori, discontinuitati.
Controlul cu lichide penetrante poate fi facut atat manual, cat si in flux, in cadrul unor linii industriale, asa cum apare in Fig. 2.a.
Fig. 2a. Sesizarea unui defect cu ajutorul unui lichid
revelator si al unei pulberi;
a) patrunderea revelatorului; b) interactiunea cu revelatorul.
Principiul metodei consta din degresarea ingrijita a piesei de controlat, cufundarea intr-o baie cu lichid penetrant (sau depunere cu pistol), patrunderea prin capilaritate a lichidului in fisuri sau pori, spalarea si uscarea suprafetei piesei, tratarea cu revelator si observarea controlul la lumina neagra. De mentionat ca in revelator se introduc substante de o anumita culoare pentru a face contrastul mai evident sau se introduc substante fluorescente. Functie de numarul pieselor, pot exista instalatii manuale care sa asigure aceste operatii sau linii automate, asa cum este cea data in Fig.2 b.
Fig. 2b. Linie automata de control nedistructiv cu
lichide penetrante.
a) punct de incarcare piese; b) incinta de degresare; c) uscare; d) cufundare
piese
in lichid penetrant; e) cabine de vopsire (varianta la d); f) cabine uscare;
g) control nedistructiv.
Verificari sub presiune
Recipientii, circuitele de racire ale transformatoarelor si masinilor electrice, cuvele condensatoarelor trebuie verificate la presiune pentru a se constata existenta unor posibile scurgeri. Pentru aceasta, se introduc in recipienti gaze sau lichide la presiuni superioare celor de lucru, urmarindu-se, dupa scurgerile de lichid sau gaz, evidentierea eventualelor fisuri.
Verificari cu apa si aer sub presiune. Uzual, se introduce in recipient apa la o presiune pana la de doua ori presiunea de lucru (sau la alta presiune daca acest lucru este normalizat), urmarindu-se cu atentie locurile unde va aparea o supurare, picaturi de lichid ce se scurg. In situatia utilizarii aerului, scaparile de aer se evidentiaza cu ajutorul unei solutii de apa si sapun, aplicate in exteriorul suprafetei sau prin cufundarea corpului (daca este redus ca dimensiuni) in bazine de apa. O alta metoda consta in trecerea prin recipient a unui amestec de aer + amoniac, iar in exterior imprastierea cu ajutorul unui spray a unei solutii care sa aiba ca indicator fenolftaleina; la aparitia unei scurgeri, solutia isi va schimba culoarea din alb in roz, evidentiindu-se astfel defectul.
Tehnici utilizand materiale radioactive
Exista numeroase tehnici vizand, in general, introducerea unor materiale radioactive si radioizotopi in compozitia unor gaze sau lichide de incercare si masurarea cu ajutorul unui detector de radiatii, a locurilor cu defect, caracterizate printr-un nivel mai ridicat de radioactivitate decat al unei zone sanatoase.
Detectarea scaparilor cu ajutorul heliului
Este o metoda rapida si consta in introducerea in recipient a unui amestec de heliu + aer, sau heliu la o presiune superioara presiunii atmosferice. Cu ajutorul unei sonde, se face investigarea suprafetei, sonda fiind conectata la un detector de scapari (Fig. 3). Daca exista scapari, detectorul le va prelua si transmite la un spectrometru de masa, care poate detecta prezenta unei parti de heliu in 100 milioane parti de aer; in ideea existentei unei scurgeri din recipient, se sesizeaza acest lucru fie vizual, fie prin sistem acustic.
Fig. 3. Detectia scaparilor de heliu.
In ICPE, pentru verificarea etanseitatii anvelopelor de la instalatiile de comutatie in SF6 sau pentru recipientii acceleratoarelor de particule, s-a utilizat o instalatie care functioneaza pe principiul descarcarilor in camp electric, oferind o sensibilitate buna, 10-8 ppm.
Acest procedeu este general
utilizabil, dar prezinta riscul de a manipula sonde cu tensiuni de peste 5 kV
pentru studiul ionizarii amestecului absorbit printr-o duza reglabila, cu
ajutorul unei pompe de vid cu debit constant.
In Fig. 4 este data schema unei asemenea instalatii.
Daca intr-o anumita zona a recipientului in care se gaseste gazul SF6 exista un por, la existenta unor scapari, sonda, care exploreaza aceasta zona, absoarbe gazul SF6 datorita functionarii pompei de vid. Tubul de sticla dispus in continuarea duzei este plasat intre doi electrozi de inalta tensiune. In conditii normale, cand nu exista absorbit gaz electronegativ (SF6), avem un anumit regim de descarcari partiale intre electrozi. Prezenta unor molecule de SF6 conduce la stingerea descarcarilor datorita ionizarii.
Concentratia de SF6 in "parti per milion" se stabileste in functie de nivelul tensiunii descarcarilor la care se stinge efectul luminos. Cu cat concentratia de SF6 este mai mare, cu atat se pot stinge descarcari de tensiuni mai mari.
Fig. 4. Verificarea etanseitatii anvelopelor de la instalatiile de comutatie in SF6.
Metode termice
Masurarea unor temperaturi in anumite zone ale unui produs poate da informatii privind corectitudinea calculului sau a conditiilor in care acesta functioneaza. Aceasta masurare se face cu o serie de tehnici, care succint, vor fi prezentate in cele ce urmeaza.
Depuneri de straturi de substante fosforescente pe corpul studiat
Grosimea depunerilor este de cca 25mm; investigarea are la baza faptul ca substanta fosforescenta este sensibila la temperatura si imaginea obtinuta poate fi comparata cu cea data de un etalon, ceea ce permite sa se poata face aprecieri asupra temperaturii. Metoda are mult subiectivism, ea ramane doar cu o valoare "istorica", de pionierat.
Creioane sensibile la temperatura
Acopera o zona de temperaturi cuprinsa intre 45-1100oC, fiecare din ele (cca 60) indicand temperatura - dupa o culoare specifica pe care o iau - cu o precizie de ordinul procentelor.
Coloranti sensibili la temperatura
In zona de temperaturi cuprinsa intre 40-1600oC, exista o serie de coloranti care au proprietatea sa-si schimbe in mod particular culoarea in functie de temperatura aplicata. Depunerea substantei se face cu pensula sau prin "pulverizare", urmarindu-se schimbarea de culoare care se produce in functie de un etalon de temperatura indicat de fabricant.
Termistoarele
Reprezinta elementele importante in structura tehnologiilor de control nedestructiv. Sunt rezistente sensibile la temperatura, semiconductoare sau diverse materiale cu coeficienti de temperatura puternic negativ, cu viteza mare de raspuns (oxizi de Ni, Co, Mn). Ele intra in scheme electrice adecvate si, in functie de semnalul dat, realizeaza ciclul de protectie sau de lucru prescris.
Pentru protectia motoarelor, introducerea termistoarelor in infasurari a insemnat salvarea unui numar ridicat de motoare.
Este cunoscuta tendinta de crestere a raportului Putere/Volum W/dm3 , una dintre cerintele esentiale ale departajarii solutiilor adoptate de constructorii de masini electrice.
Factorul esential, in stabilirea unui raport cat mai ridicat, este limita de temperatura maxima admisa de materialele folosite in constructia masinii. Tendinta este de a se proiecta masini la care caderile de temperatura pe diferite portiuni, la functionarea in regim nominal, sa fie cat mai apropiate de valorile maxime de temperatura ale clasei de izolatie a materialelor, crescand astfel raportul P/V.
In aceste conditii, constructorii de masini electrice cu intrefier axial si rotor disc de la ICPE au adoptat o schema de protectie termica pentru cazul in care, in mod accidental, masina este supusa unui regim mai dur decat cel pentru care a fost proiectata, in care situatie aceasta este deconectata.
Elementul cel mai puternic solicitat termic din intreaga masina este rotorul. Temperatura sa ridicata este datorata in principal urmatoarelor cauze:
a) Pierderilor prin efect Joule din conductoarele masinii parcurse de curentul injectat pe la borne; valoarea lor nu depinde de viteza de rotatie;
b) Pierderilor prin curenti turbionari ce apar o data cu cresterea vitezei de rotatie;
c) Pierderilor mecanice datorate frecarii perie-rotor, pierderi proportio-nale cu viteza periferica relativa la nivelul periilor, dintre rotor si perii.
Pierderile de la punctele b), c) scad usor datorita ventilatiei naturale obtinute la viteze de rotatie crescute, pierderile de la punctul c fiind reduse la motoarele ICPE fata de motoare similare straine CEM* datorita prezentei colectorului distinct pe disc, ceea ce permite amplasarea periilor pe un colector de diametru mai mic, deci la o viteza periferica mai scazuta.
Fig. 5. Protectia cu termistoare a unui motor electric cu rotor disc.
Repartitia temperaturii pe rotor, sursa de incalzire a intregii masini, este neomogena, harta termica prezentand maxime in zona colectorului.
Schema prezentata in Fig. 5 functioneaza astfel:
Potentiometrul P este programat astfel incat atata timp cat caderea de tensiune de pe el este diferita de caderea de tensiune de pe elementul neliniar tm (termistorul), la bornele comparatorului C apare o tensiune care mentine inchis contactul din circuitul de alimentare a servo-motorului SM.
La depasirea pragului de temperatura admis, caderea de tensiune pe termistor va varia (in functie de tipul termistorului, va creste sau va scadea), modificand astfel tensiunile de intrare la bornele compara-torului C, situatie ce duce la intreruperea tensiunii de alimentare furnizata de convertizor, deschizandu-se contactul c.
Tehnologii de control prin radiatii "X" si "g
Razele "X" si "g", din spectrul cunoscut de radiatii, sunt cunoscute ca radiatii penetrante. Principiul metodei consta in aceea ca intensitatea radiatiei se modifica la trecerea printr-un material, pe o pelicula foto aparand clar zone de contrast diferite, in functie de structura si calitatea materialului testat; in acest mod, un defect poate fi usor pus in evidenta. Lungimile de unda ale acestor radiatii sunt:
Razele X l = 5 - 0,004 Å
Razele g l = 0,1 - 0,005 Å
Cele mai importante proprietati ale acestora sunt:
se propaga in linie dreapta;
patrund in orice materiale, dar sunt absorbite in mod diferit, ceea ce permite o diferentiere a acestora;
sunt invizibile;
impresioneaza peliculele fotografice;
provoaca fluorescenta unor substante.
Razele X pot fi obtinute prin mai multe procedee:
tuburi de raze X (o sursa de electroni, un sistem de accelerare si anod metalic);
betatroane, sursa de electroni de mare energie (zeci de MeV);
acceleratoare de particule tip Van der Graaff (vezi capitolul referitor la iradieri si aplicatiile acceleratoarelor de particule).
Intre sursa de radiatie si obiectul de radiografiat se recomanda introdu-cerea unei folii metalice - un filtru - cu rol de a absorbi lungimile de unda cele mai mari din radiatie, care pot crea dispersii. De asemenea, pentru a diminua timpul de expunere si a creste calitatea radiografiei, se pot utiliza si ecrane amplificatoare (foi de Pb) dispuse in contact strans cu filmul.
Tehnologia de control se desfasoara dupa anumite prescriptii. Trebuie aleasa corect tensiunea de lucru a sursei in functie de dimensiunile piesei (trecuta in cartea echipamentului), dispunerea corecta a obiectului de testat, a casetei cu film si respectarea timpului prescris pentru expunere. Exista de asemenea, abace care dau corelatia dintre grosimea piesei, tensiunea de aplicat, timpul de expunere, operatorul putand stabili exact conditiile de incercare.
Metoda isi gaseste largi utilizari pentru radiografierea pieselor complexe din industria aviatica, navala, material rulant, industria nucleara, verificarea unor suduri.
Radiografiere "g
Razele "g" se emit in timpul dezintegrarii unui material radioactiv. Avantajele lor sunt:
au o mai mare capacitate de patrundere a radiatiei, comparativ cu razele X;
cost mai scazut;
nu necesita sursa de electricitate si de apa pentru racire.
In alegerea radioizotopilor, trebuie tinut seama de perioada de radioactivitate, de energia razelor g, de materialul de radioagrafiat.
In interactiunea lor cu materialul, razele g se comporta similar cu razele X, iar tehnica de fotografiere este similara cu cea utilizata la inregistrarile de raze X. Radiografiile cu raze g sunt insa de mai slab contrast ca celelalte.
Sursele de radiatii g sunt: radium 226 si radon 222, cobalt 60, iridium 192, cesium 137, thulium 170, europium 155, cerium 144, americium 241, tantal 182, stibiu 124.
Fig. 6 Defectoscopie cu radiatii X sau g: 1) sursa X sau g; 2) obiectul de testat;
3) ecran fluorescent; 4) operator.
Principial, un echipament de defectoscopie cu raze X sau g, arata ca in Fig. 6.
Sursa de raze X sau g emite un fascicul de radiatii care baleiaza obiectul de testat. Existenta unui defect este inregistrata fie pe un film, fie se urmareste direct pe un ecran fluorescent. Procedeul este simplu si ieftin, dar prezinta si unele inconveniente care se refera la sensibilitate, contrast slab si necesita lucrul in obscuritate.
Protectia personalului
Respectarea regulilor de protectie evita orice posibilitate de accident.
Tulburarile provocate de razele "X" si "g" sunt:
arsuri, datorita expunerii la radiatii (necesitatea de a proteja mainile si corpul);
iradierea corpului, poate provoca anemii, datorita distrugerii maduvei si a structurii sangelui.
Pentru aceasta se impune:
sa lucreze doar personal autorizat;
transportul surselor sa se faca fara a exista pericolul unei iradieri;
pentru a reduce iradierea personalului la minimum, toate operatiile de pregatire - inclusiv punerea filmului - trebuie sa fie efectuate inainte ca sursa sa fie pusa in pozitia de expunere;
sa se faca cu regularitate masurarea radioactivitatii;
sursele stocate trebuie sa fie inchise in containere speciale;
sa fie plasate semne avertizoare, iar personalul trebuie sa poarte filme detectoare de prezenta a radiatiei.
Tehnologii de control bazate pe aplicatii ale ultrasunetelor
Aceste tehnici cunosc o dezvoltare fara precedent. Masurarile de grosi-mi de piese, controlul omogenitatii acestora cu ajutorul unor familii moderne de traductoare si de generatoare de ultrasunete sunt doar cateva din aplicatiile cele mai reprezentative.
A se revedea capitolul 3: "Tehnologii bazate pe aplicatii ale ultra-sunetelor", (vol. 1).
Defectoscopia magnetica nedistructiva
6.1. Probleme generale
Defectoscopia magnetica nedistructiva este o metoda relativ simpla, aplicabila numai pieselor feromagnetice, punand in evidenta defecte de suprafata sau de interior, aflate in imediata apropiere a suprafetei. Metoda se poate aplica atat in stadiul final, cat si pe parcursul desfasurarii procesului tehnologic; pe langa depistarea defectului, metoda permite si analiza cauzelor care au generat aparitia acestuia.
Acest tip de control nedistructiv parcurge urmatoarele trei etape:
detectarea, masurarea si identificarea defectului;
compararea rezultatelor obtinute cu valorile limita de acceptare a anomaliei respective;
luarea deciziei privind masurile ce urmeaza a se adopta (acceptare, reparare sau rebutare).
Principalele cerinte ale acestei metode de control nedistructiv sunt:
sensibilitatea si definitia;
concludenta rezultatelor controlului;
fiabilitatea aparaturii de control;
simplitatea procesului tehnologic de control;
productivitatea controlului;
necesitatile de protectie ale operatorilor;
cerintele impuse pregatirii personalului operator.
Sensibilitatea de detectare a unor defecte de suprafata in piese feromagnetice utilizand diverse metode de control nedistructiv, este data in Tab. 1.
Tab. 1. Sensibilitatea de detectare a unui defect.
|
Metoda de control |
Dimensiunile minime ale defectelor de suprafata deschise, in mm |
||
|
Latimea deschiderii |
Adancimea |
Intinderea |
|
|
Control optico-vizual | |||
|
Metoda colorarii | |||
|
Metoda luminiscentei | |||
|
Metoda defectoscopiei magnetice: - cu pulberi magnetice; - cu curenti indusi. | |||
|
Cu ultrasunete, metoda ecoului | |||
|
Roentgenografica |
1,5-3 % din grosime | ||
|
Gamagrafica |
4-6 % din grosime | ||
Din tabel rezulta largile posibilitati pe care le ofera defectoscopia magnetica nedestructiva.
Definitia reprezinta distanta cea mai mica dintre doua defecte minime, de la care se poate obtine o indicatie distincta, iar concludenta se poate stabili ca raportul dintre numarul de decizii eronate si numarul total de decizii luat intr-un anumit interval de timp.
Fiabilitatea, simplitatea si productivitatea controlului sunt legate direct de modul de realizare a instalatiei, aceasta putand fi manuala, semiautomata sau complet automata.
Necesitatile de protectie ale operatorilor si cerintele impuse pregatirii acestora sunt legate de faptul ca se lucreaza in mediul toxic, revelatorul magnetic se afla in suspensie in kerosen, iar lumina ultravioleta cu lungimea de unda l = 3650A este, de asemenea, nociva pentru ochiul omenesc.
Metoda defectoscopiei
magnetice nedestructive se caracterizeaza
printr-o sensibilitate ridicata,
precum si printr-o concludenta a
rezultatelor, permitand controlul pieselor indiferent de configuratie si
dimensiuni.
Metoda se aplica in bune conditiuni in urmatoarele cazuri:
defecte provenind din procesul de fabricatie:
in semifabricate (forjate, stantate, profile) se descopera bine suprapunerile si crapaturile;
in table si placi se evidentiaza suprapuneri si exfolieri;
in piese prelucrate sau reparate cu aplicarea diferitelor procedee de imbinare:
- la suduri: se vizualizeaza fisuri, nepatrunderi;
- la prelucrari mecanice: se evidentiaza fisurile de rectificare;
- la tratamente termice: se sesizeaza fisurile de calire;
- la turnare: se evidentiaza fisurile de suprafata.
Se pot controla toate suprafetele piesei sau numai zone care prezinta interes (Fig. 7.a,b,c,d).
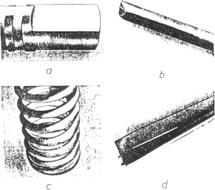
Fig. 7. Defecte evidentiate in diverse piese, prin defectoscopie magnetica.
6.2. Metode de control magnetic
a. Metoda de control cu revelatori magnetici
Asupra piesei magnetizate ce trebuie controlata se aplica particule fero-magnetice sub forma de pulberi, uscate sau in suspensie, particule ce confera campului magnetic de scapari o cale de reluctanta mai mica comparativ cu a aerului, realizandu-se un spectru de dispersie caracteristic in zona defectului. Metoda permite localizarea defectelor superficiale in materiale feromagnetice, prin punerea in evidenta a campului magnetic de scapari la suprafata si exteriorul suprafetei piesei de controlat.
Orientarea defectului este foarte importanta in raport cu liniile de forta ale campului magnetic. Indicatiile cele mai clare se obtin atunci cand defectele au dimensiunea lor cea mai mica orientata perpendicular pe liniile de forta ale campului magnetic. In cazul necunoasterii apriorice a directiei defectului, se recomanda sa se magnetizeze piesa pe doua directii perpendiculare, longitudi-nal si transversal.
Magnetizarea pieselor poate fi longitudinala sau transversala.
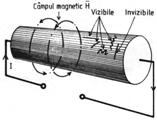
a.1. Magnetizare longitudinala
In jurul unui electromagnet sau al unui magnet permanent, se introduce piesa metalica ce trebuie controlata. Liniile de camp se vor inchide prin piesa introdusa, asa cum este prezentat in Fig. Se spune ca avem un camp longitudinal si vor fi vizibile si usor de identificat acele defecte care sunt perpendiculare pe directia campului.
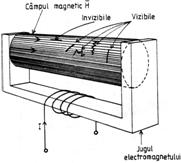
Fig. Magnetizarea longitudinala a unei piese.
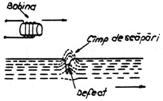
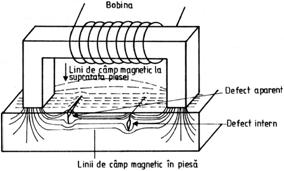
In situatia in care piesa de controlat este magnetizata prin aplicarea jugului superior ca in Fig. 9, spectrul liniilor de camp ce se stabileste permite o sesizare a unor defecte.
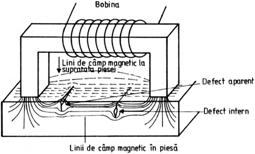
Fig. 9. Semnalarea unor defecte pe suprafata unor corpuri metalice cu pulberi magnetice.
Dispunand o pudra magnetica (uscata sau aflata in suspensie intr-un lichid), pe suprafata piesei testate, in situatia existentei unui defect, orientarea campului magnetic se schimba, semnalandu-se aglomerari de pulbere magnetica in zonele de defect (Defectele reprezinta in piesa testata, o zona cu reluctanta mai mare si ele vor distorsiona campul si prin aceasta se va semnala anomalia, prin acumulari vizibile de particule).
a.2. Magnetizarea transversala (circulara)
In acest caz, piesa de controlat este alimentata de la o sursa de curent I, stabilindu-se un camp magnetic transversal, ca in Fig.10. De aceasta data vor fi puse in evidenta defectele longitudinale sau cu o anumita inclinare (pana la 45oC).
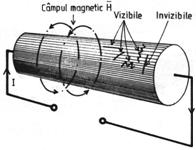
Fig. 10 Magnetizarea transversala.
In cazul controlului unor piese cu o geometrie inelara, crearea campului transversal se face simplu introducand prin piesa un conductor prin care trece un curent electric I (Fig.11a). Metoda prezinta doua avantaje principale:
piesa nu se incalzeste, nefiind parcursa de curent;
campul fiind constant in tot lungul conductorului, exista posi-bilitatea de a magnetiza mai multe piese o data (Fig. 11.b).
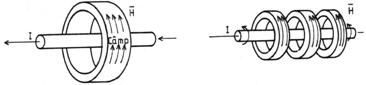
a) b)
Fig. 11. Magnetizarea unei piese inelare (a) si
magnetizarea simultana a mai multor piese inelare (b).
De obicei, pentru controlul pieselor mici, firmele livreaza dispozitive care sa permita atat realizarea unor campuri longitudinale, cat si transversale.
a.3. Alegerea felului si marimii curentului pentru magnetizare
Campul magnetic produs pentru detectarea defectelor are la origine un curent electric ce parcurge piesa metalica ce se testeaza. Se folosesc urmatoarele tipuri de curent:
curent alternativ
Particularitatile ce apar la utilizarea acestui tip de curent sunt:
obtinerea unei intensitati mai mari de curent, folosind un transfor-mator dimensionat corespunzator;
frecventa de 50Hz produce vibratia particulelor magnetice, usurand deplasarea lor spre defect, chiar in cazul unui camp de scapari foarte slab;
efectul pelicular nu permite decat detectarea defectelor superficiale;
fenomenul de selfinductie conduce la marirea
impedantei circuitu-lui; acest tip de curent nu este indicat pentru piese de
lungime mare, pentru acestea fiind insa indicat un curent de frecventa joasa
(1-4Hz).
curent continuu:
Elementele semnificative de remarcat sunt:
distributia densitatii de curent J este uniforma in toata sectiunea piesei; efectul pelicular nu mai apare;
se pot detecta defecte foarte fine, pentru orientarea particulelor magnetice fiind necesar un camp de scapari mai mare decat in cazul curentului alternativ;
nu se sesizeaza un fenomen de selfinductie, deci se pot utiliza solenoizi si bobine de electromagneti;
nu intervine decat rezistenta ohmica a piesei de controlat si deci nu mai apar caderi de tensiune reactive, astfel incat curentul de magnetizare nu mai este limitat de reactanta circuitului piesei de controlat sau a electromagnetului.
curent pulsant
Se remarca urmatoarele particularitati:
se mentin avantajele curentului alternativ in ceea ce priveste finetea de detectare, particulele magnetice fiind suficient de mobile;
selfinductia este mai putin importanta decat in curent alternativ, totusi ea limiteaza curentul de scurtcircuit la trecerea directa a curentului;
se pot alimenta solenoizi sau poate fi trecut curent direct prin piesa de controlat.
Analizand ansamblul de factori care determina sensibilitatea controlului, se poate afirma ca magnetizarea folosind curent pulsant da cele mai bune rezultate pentru piese relativ mici, intrucat curentul care trebuie asigurat este mic si permite folosirea transformatorului monofazat. La curenti mai mari de 4kA, se foloseste alimentarea trifazata datorita puterilor absorbite de la retea si necesitatii de incarcare simetrica a fazelor.
Valoarea curentului necesar difera dupa piesa de controlat, dar poate fi calculat dupa o serie de relatii empirice simple, de tipul:
I = a . D (2)
unde: a este o constanta ce apartine domeniului (8-40), iar D este diametrul piesei de controlat in mm; uzual, se considera a = 25.
In cazul solenoizilor se foloseste relatia:
NI = ![]() (3)
(3)
unde: D si L sunt diametrul si respectiv lungimea piesei, iar raportul L/D apartine domeniului (2-15), unde NI = Q reprezinta solenatia necesara pentru magnetizarea longitudinala a pieselor.
In ceea ce priveste magnetizarea longitudinala, intensitatea minima a campului magnetic la suprafata piesei de controlat trebuie sa fie 150 Oe (12 kA/m), pentru magnetizarea circulara 100-125 Oe (8-10 kA/m), iar pentru magnetizarea locala 80 Oe (6,5 kA/m).
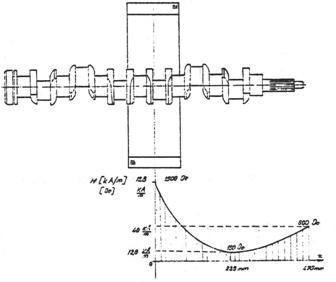
Fig. 12. Arbore cotit, controlat prin magnetizare transversala.
In Fig. 12 este reprezentata intensitatea campului magnetic longitudinal la suprafata piesei de controlat, masurata cu un fluxmetru si bobine sonda pentru o piesa tipica: arborele cotit MAN, in functie de coordonata X, pentru instalatia romaneasca DIR-1500.
De mentionat, ca dupa controlul magnetic toate piesele trebuie demagnetizate, altfel aglomerarile metalice rezultate pot declansa o uzura prematura a piesei controlate si nedemagnetizate.
Acest lucru este posibil prin inversarea succesiva a sensului campului magnetic longitudinal in trei, patru trepte, parcurgandu-se astfel cicluri de histerezis tot mai mici. Nivelul minim obtinut a fost de cca 170 A/m, aproximativ 2,3-2,4 Oe pentru campul longitudinal remanent.
a.4. Configuratia piesei examinate, respectiv variatiile de grosime si forma pot conduce la aparitia unor zone puternic saturate magnetic in sectiunile mai mici, respectiv slab magnetizate in sectiunile de fier mai mari. In practica, se foloseste o magnetizare mai mare, ceea ce asigura nivelul minim de magnetizare chiar in sectiunile mari ale piesei de controlat.
a.5. Revelatorii folositi sunt particule de oxizi de fier, prelucrati dupa tehnologii speciale.
Revelatorii lichizi in suspensie sunt cel mai mult utilizati pentru detec-tarea defectelor. Sunt pulberi colorate: negru, rosu, galben sau fluorescente, aflate in suspensie in petrol, kerosen sau apa. Cei colorati dau indicatii vizibile la lumina zilei, iar revelatorii fluorescenti numai la lumina neagra (ultraviolet, cu lungimea de unda 3600-3800 A).
Revelatorii uscati sunt pulverizati local deasupra defectelor de pe piesele mari ca dimensiuni.
Revelatorii se aplica in principal dupa doua metode:
metoda continua, care consta in aplicarea revelatorului in timpul magnetizarii; este cea mai des utilizata si cea mai sigura in exploatare;
metoda prin remanenta consta in dispunerea revelatorului pe piesele magnetizate in prealabil, in general piese din materiale magnetic dure (oteluri calite sau calite si revenite) care au remanenta magnetica importanta.
In general, dupa controlul pieselor, se recomanda demagnetizarea lor.
b. Metoda de control magnetoscopic prin masurarea directa a campului de scapari
Mult timp, aceasta metoda a fost neglijata in favoarea metodei de control cu curenti turbionari si a metodei de control cu ultrasunete. Metoda prezinta urmatoarele caracteristici:
permite testarea la cald si la rece a materialelor fero-magnetice, cat timp ne aflam sub temperatura punctului Curie;
se determina si defectele care nu ies la suprafata (de exemplu: incluziuni);
da anumite indicatii asupra dimensiunii defectului;
detectarea se face fara contact cu materialul;
este o metoda de control rapida;
permite automatizarea procesului de control, necesitand o analiza relativ simpla a semnalului;
permite detectarea defectelor chiar pe suprafete rugoase si nedecapate.
Exista un nivel optim de magnetizare pentru care defectele produc campuri de scapari detectabile. In general, defectele largi si putin adanci nu dau un flux de scapari semnificativ, asa explicandu-se de ce nu deranjeaza suprafetele relativ rugoase sau neprelucrate. Plasarea unor bobine sau miezuri magnetice si sonde in zona studiata permite masurarea campului de scapari asa cum este prezentat in Fig.13a, b.
In Fig. 14 este prezentat concret modul in care se controleaza o piesa cu bobine de control.
Cand o bobina parcursa de un curent electric variabil este apropiata de suprafata unui material conductor, in acesta se induc curenti.

a) b)
Fig. 13. Masurarea fluxurilor de scapari cu bobine (a) si sonde magnetice (b).
Prezenta in material a unor defecte sau anomalii de structura modifica curentii Foucault, care in loc de I initial de referinta, devin I'.
Controlul prin curenti Foucault consta in deplasarea pe suprafata piesei de controlat a unei bobine parcursa de un curent I; urmarind variatiile acestui curent, se depisteaza prezenta unei anomalii.
Intensitatea curentilor Foucault aparuti in material scade rapid cu grosi-mea piesei, de aceea metoda este de preferat pentru piese subtiri (de ordinul mm) sau pentru piese la care, frecvent, defectele apar la suprafata.
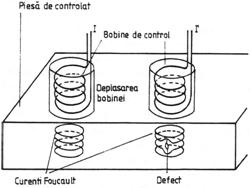
Fig. 14. Identificarea unor defecte in piese metalice prin curenti Foucault.
6.3. Comparatie intre metoda de control cu revelator magnetic
si metoda de control magnetoscopic cu masurare directa
a campului de scapari
In cazul unei metode ce utilizeaza pulberi, se lucreaza la nivele relativ reduse ale campului magnetic, valori pentru care reluctanta materialului este comparabila cu cea a pulberii magnetice (Fig.15). Pentru valori ridicate ale campului aplicat, reluctanta materialului creste pe seama scaderii contactului intre zonele cu defect si cele fara defect, prin aglomerari excesive de pulberi, inclusiv in zone fara defect.
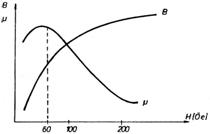
Fig. 15. Variatia inductiei B si a permeabilitatii m, in functie de campul H,
intr-un material feromagnetic.
In cazul masurarii directe a fluxului de dispersie, se aplica niveluri de camp corespunzatoare saturatiei materialului, ceea ce inseamna implicit existenta unor valori ridicate ale reluctantei, comparabile cu cea a aerului. In ceea ce priveste defectul interior, in cazul metodei cu pulberi, forta ce actioneaza asupra pulberii depinde de gradientul campului, iar aceasta influenta - in opozitia cu metoda masurarii directe - nu poate fi compensata, rezultand numai o indicatie calitativa privind defectul.
Metoda explorarii directe da indicatii cantitative asupra valorilor componentelor normale si tangentiale ale campului de dispersie. Spre exemplu, aplicarea celor doua metode de control in cazul aceluiasi set de tuburi de otel conduce la respingerea a 14-15 % din piesele controlate prin metoda cu pulberi magnetice, in timp ce, utilizand metoda explorarii directe, se resping numai 4-5 %. Rezultatul se explica prin faptul ca metoda cu particule magnetice pune in evidenta si defecte foarte fine, nesemnificative.
Pe plan mondial, in ultimii ani, se extinde utilizarea instalatiilor automate bazate pe metoda explorarii directe a campului de scapari, unele din aceste instalatii fiind direct integrate in fluxul tehnologic.
6.4. Echipamente de control magnetoscopic, realizate in Romania
In cadrul laboratorului de Electrostatica din ICPE, problema a fost abordata mergandu-se atat pe calea realizarii de aparatura cu revelatori magnetici, cat si a materialelor consumabile (revelatorii).
S-au realizat mai multe game de instalatii diferind dupa gabarit, destina-tie, parametri. Gama de defectoscoape industriale cu revelator cuprinde urmatoarele tipuri de instalatii orizontale folosite pentru controlul pieselor relativ mari din industria constructoare de masini, de exemplu arbori cotiti:
|
DIR-1000 |
cu deschiderea maxima 1000 mm, solenatia maxima 2000 Asp, curent maxim 3 kA; |
|
DIR-1500 |
cu deschiderea maxima 1500 mm, solenatia maxima 3000 Asp, curent maxim 6 kA; |
|
DIR-2000 |
cu deschiderea maxima 2000 mm, solenatia maxima 30 000 Asp, curent maxim 6 kA; |
|
DIR-6000 |
cu deschiderea maxima 6000 mm, solenatia maxima 150 000 Asp, curent maxim 6 kA eficace, 10 kA valoare de varf; |
|
IDM-CV |
instalatie de defectoscopie magnetica in constructie verticala, permitand controlul pieselor mici (Ø 100 mm, L = 300 mm) din industria constructoare de masini, cu solenatia maxima 23.000 Asp, cu un curent pulsant de 4000 A valoare de varf; |
|
GM 1, |
defectoscop magnetic mobil, curent maxim 1,5 kA c.a., 1 kA c.c.; |
|
GM 2, |
defectoscop magnetic mobil, curent maxim 2,5 kA c.a., 2 kA c.c.. |
Aceste din urma doua pozitii sunt recomandate pentru controlul pieselor mari, la locul de productie, controlul executandu-se local, pe portiuni.
In ceea ce priveste revelatorii magnetici, acestia s-au utilizat atat in stare uscata, cat si umeda, in granulatie si culori diferite, inclusiv revelatori fluorescenti.
In Fig. 16.a,b,c este prezentat defectoscopul magnetic DIR-1500, avand in componenta sa:
generator de magnetizare, tip GM 6, Imax = 10 kA valoare de varf,
U = 24 Vc.c., reglabil in 20 trepte
(1);
defectoscopul propriu-zis compus din:
pol fix (2);
pol mobil (3);
bobina pentru magnetizarea longitudinala (4);
sistem de rotire piesa (5);
poli de contact (6);
panou de comanda (7);
legatura de punere la pamant (8);
dispozitiv de iluminare ultraviolet (9);
cabina obscura (10).
Polul mobil al defectoscopului si sistemul de rotire sunt echipate cu servomotoare de actionare. Sistemul de strangere al polului fix la trecerea directa a curentului (plasa de cupru pentru un contact electric bun) este actionat de un cilindru pneumatic care realizeaza o forta de strangere de maximum 100 kgf. Circuitul revelatorului este cu agitare continua pentru realizarea omogenitatii suspensiei, iar deschiderea caii de stropire se face cu un cilindru pneumatic. Starea normala a sistemului este cu cilindrul pneumatic neactionat (calea de stropire inchisa).
Defectoscopia magnetica este una din metodele de control cel mai frecvent utilizata, atat ca metoda singulara de control atunci cand se impune detectarea numai a defectelor de suprafata sau din apropierea ei, cat si ca metoda complementara de control, facand parte dintr-un complex de metode, care are ca obiectiv detectarea tuturor defectelor piesei.
Avantajele metodei sunt, pe scurt, urmatoarele:
simplitatea relativa a aparaturii si tehnologiei de control, precum si a interpretarii rezultatelor;
nu necesita personal operator cu calificare inalta;
marea fiabilitate a aparaturii utilizate;
posibilitatea mecanizarii si automatizarii operatiilor de control;
consum redus de material.
Dezavantajele sunt:
nu se aplica decat pieselor din materiale feromagnetice;
in cazul metodei cu revelatori, apar dificultati in inregistrarea indicatiilor in scopul pastrarii unui material documentar.
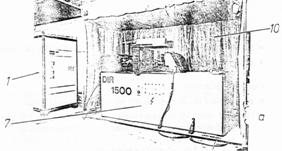
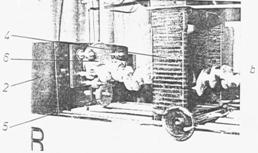

Fig. 16. Defectoscopul magnetic DIR-1500 realizat de
ICPE; 1) generator de magnetizare,
Imax = 10 KA reglabil in trepte; 2) pol fix; 3) pol mobil; 4) bobina
pentru magnetizare longitudinala; 5) sistem rotire piesa; 6) polii de contact;
7) panou de comanda; 8) punere la pamant; 9) dispozitiv de iluminare in UV; 10)
cabina obscura.
Alte tehnici de control nedIstructiv
In unele situatii in care accesul la piesa de controlat este dificil de realizat, se utilizeaza tehnici combinate, cuprinzand adesea "sinteze" de tehnici din diverse domenii. Ca exemplu se va prezenta controlul unei piese, utilizand o tehnica combinata Laser +Ultrasunete, asa cum este dat in Fig.17.
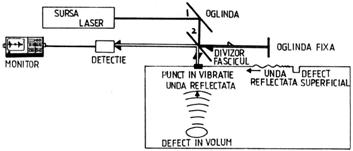
Fig. 17. Tehnologii de control nedistructiv, bazate pe
aplicatii
ale ultrasunetelor si laserului.
Un fascicul Laser este dirijat prin divizoarele de fascicul 1 si 2 spre piesa de testat; socul termic produs de acesta genereaza unde elastice, care stau la originea aparitiei unor unde US de volum si de suprafata, care se propaga in material.
Prin interferometrie laser, trenul de US reflectat de defectul din piesa, interfereaza cu cel dirijat spre oglinda fixa si reflectat la acelasi sistem de detectie unde, prin interferometrie laser, se compun cele doua trenuri de unde. Stiind lungimea de unda a laserului si numarand franjele de interferenta, se determina distanta de defect.
BIBLIOGRAFIE
Gonagle McW: Essais non destructifs des mtaux
et matriaux divers. Paris,
Ed. Eyrolles, 1967.
Denis P. s.a.: Les contrles non destructifs et les tudes de matriaux. Epur, 1987, oct., pp.5-14
Alain Lebrun: Dvelopper de nouvaux outils de contrle. Epure, 1987, oct. pp.49-61.
x x x: Contrles non destructifs. Doc Compagnie gn de radiologie, 1995.
x x x: Prospect Contromag, 1993.
F.Gudden: X - Ray Exposures: Better Images, Lower Dose. Siemens Review LI (1984), nr.6, pp.23-26.
M.Petri: Les essais non destructifs. TLE, 1981, nr. 469, pp.45-47.
x x x Technique d'applications-controle industriele. Mesures-Rgulation-Automatisme, 1980, oct. pp.47-4
x x x: Electromagnetic Acustic Transducer. Prospect Nukem 1993.
x x x: Non destructive Testing. Prospect Nukem 1993.
TEHNOLOGII NEDISTRUCTIVE DE
CONTROL
in imagini si date semnificative
Tehnologiile nedistructive de control au la baza principii fizice diferite si permit o evaluare a nivelului de calitate fara o deteriorare a proprietatilor materialului. Ele sunt de mare utilitate pentru un constructor de echipament prin informatiile pe care le ofera, apte de a corecta sau insusi un proiect.
Domenii de varf, precum tehnica nucleara, aerospatiala, caracterizate prin existenta unor echipamente functionand in conditii extreme: viteze, presiuni, temperaturi, frecvente, vibratii, fiabilitate, au stimulat dezvoltarea tehnologiilor nedistructive de control.
Inspectia vizuala
Oglinzi. Suprafata sa fie plata pentru o buna definitie, iar puterea de reflexie sa fie de 75%.
Lupele se caracterizeaza prin grosisment g (puterea de marire)
![]()
cu f distanta focala a lentilei, iar 0,25 distanta minimala in m, la care trebuie sa se gaseasca obiectul fata de ochi.
Simpla si ieftina. Evaluarea unui rezultat este insotita si de alte metode nedistructive. Observatia se face cu : lentile, oglinzi, lupe.
Ochiul poate reusi o separare unghiulara minima de cca
1' de arc intre doua obiecte iar sensibilitatea variaza in functie de lungimea
de unda. Sensibilitatea maxima:
l = 5500 A.
Microscoapele. Periscopul;
Fotografia. Televiziunea industriala;
Interferometria si holografia laser.
Extind posibilitatea ochiului de a avea acces in zone greu accesibile, asigurand o marire a ariei studiate sau la distan a.
In cazul interferometriei ochiul primeste informatii vizuale, dar ele se "decodifica" dupa anumiti algoritmi.
Lichidele penetrante semnaleaza cu suficienta precizie discontinuitatile in material, pe care le marcheaza.
Pe suprafata piesei studiate se aplica un lichid (petrol, lichide fluorescente) etc. care patrunde in pori. Presarand pe suprafata carbonat de calciu (alb de Spania) petrolul iese din pori, se infiltreaza in carbonat schimbandu-i culoarea.
Detectarea scaparilor
In recipient se introduce un amestec de heliu + aer, la o presiune superioara presiunii atmosferice.
Un detector de scapari ale heliului le sesizeaza si transmite la un spectrometru de masa, care poate detecta prezenta unei parti de heliu la 100 milioane parti aer (sesizare optica sau acustica).
Prezenta scaparilor se poate realiza si prin metode electrice, urmarind nivelul de descarcari electrice in gazul ce se scurge din recipient.
Detectorul se plimba pe suprafata recipientului, sesizand porii din care apar scurgeri de gaze
Metode termice
|
Creioane sensibile la temperatura |
Acopera o zona de temperaturi cuprinsa intre |
|
Coloranti sensibili la temperatura |
In zona 40-1600 0C, exista o serie de coloranti care au proprietatea de a-si schimba in mod particular culoarea, in functie de temperatura care li se aplica; culoarea se compara cu etaloane. |
|
Termistoarele |
Sunt rezistente sensibile la temperatura cu un coeficient de temperatura negativ, cu viteze mari de raspuns. Ele se monteaza in echipamentul de protejat termic, in cadrul unei scheme electrice care deconecteaza la depasirea temperaturii normale. |
Tehnologii de control prin raze X si g
Razele X cu l = 5 - 0,004 A
Razele g cu l = 0,1-0,0005 A
se propaga in linie dreapta;
patrund in mod diferit in material si dupa absorbtia lor, se obtin informatii;
inpulsioneaza placile fotografice;
provoaca fluorescenta unor substante;
Radiatii "penetrante", a caror intensitate se modifica la trecerea printr-un material pe pelicule foto aparand zone de contrast diferite, identificand astfel defectul;
Sursele
de radiatii g sunt: radium 226, radon 222, cobalt 60, iridium 192, cesiu
137,
tantal 182, stibiu 124, s.a.
Defectoscopia magnetica nedistructiva
Metoda este aplicabila pieselor feromagnetice punand in evidenta defecte de suprafata sau de interior, dar in imediata apropiere a suprafetei (pe piesa se pulverizeaza pulberi magnetice care localizeaza defectul). Pe langa depistarea defectului, metoda permite si analiza cauzelor care au generat aparitia acestuia.
a
Magnetizare longitudinala
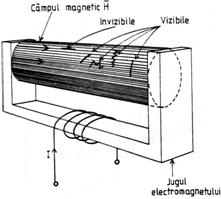
In jurul unui electromagnet sau al unui magnet permanent se introduce piesa ce trebuie controlata. Liniile de camp se vor inchide prin piesa introdusa, defectele putandu-se identifica in campul longitudinal. Cele perpendiculare pe directia campului sunt mai usor de depistat.
b
Magnetizare transversala
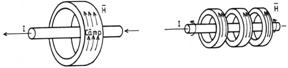
Piesa de controlat este alimentata de la o sursa de curent I, stabilindu-se un camp transversal. Se pun in evidenta defecte longitudinale sau cu o anumita inclinare (pana la 450).
In cazul controlului unor piese cu geometrie inelara, crearea campului transversal se face simplu introducand prin piesa un conductor prin care trece un curent I.
Metoda are avantajul ca piesa nu se incalzeste - nefiind parcursa de curent si ca se pot magnetiza mai multe piese o data.
c
Identificarea unor defecte in piese cu pulberi magnetice
Dispunand o pudra magnetica (uscata sau in suspensie in lichid) pe suprafata piesei tes-tate, in situatia existentei unui defect, orientarea campului magnetic se schimba semnalandu-se aglomerari de pulbere in zona de defect.(Defectele in piesa ce reprezinta o zona cu reductanta mai mare vor distorsiona campul si prin aceasta, vor semnala anomalia).
d
Control magnetic prin masurarea fluxului de scapari
Defectele genereaza fluxuri de scapari semnificative, incat plasarea unor bobine sau miezuri magnetice si sonde in zona studiata permite masurarea campului de scapari.
e
Identificarea unor defecte in piese metalice prin curent Foucault
Cand o bobina parcursa de un curent variabil este apropiata de suprafata unui material conductor, in acesta se induc curenti.
Existenta unor defecte modifica curentii Foucault, fapt ce poate fi sesizat (scad cu grosimea piesei).
Controlul se face deplasand pe suprafata piesei o bobina parcursa de curent si urmarind variatiile acestuia.
Sesizarea unor defecte in piese metalice, cu pulberi magnetice
|
a) fisura longitudinala intr-o bara de otel laminat |
b)piesa matritata cu vizualizarea fisurilor |
|
c) fisura in manetonul unui vibrochen |
d) lipsa de patrundere intr-un cordon de sudura |
|
e) fisuri aparute dupa o rectificare |
f) fisura identificata intr-un resort |
Tehnici de control nedistructiv, combinate
De multe ori cateva tehnici concura in a stabili o tehnologie de control nedistructiv de mare finete. In figura se prezinta o tehnologie de control nedistructiv utilizand laserul si ultrasunetele. Laserul creeaza asupra piesei socuri termice, ce genereaza unde electrice care se propaga in material. Prin interferometrie laser se obtin informatii precise privind nivelul de calitate al piesei testate.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4244
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved





