| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
In procesul de productie, materiile prime suporta o serie de transformari la diferite locuri de munca, in diferite sectii, intr-o anumita ordine tehnologica.
Succesiunea acestor transformari, de la introducerea in fabricatie a materiei prime pana la receptionarea produsului reprezinta ciclul de fabricatie al acestui produs.
Pentru diferite necesitati ale organizarii si programarii productiei, durata ciclului de fabricatie se poate determina in ore, zile lucratoare (efective) sau zile calendaristice.
In afara de durata ciclului de fabricatie al produsului finit (si tocmai pentru a se ajunge la aceasta) este necesar sa se determine duratele ciclului de fabricatie ale diferitelor piese si subansamble ale produsului, in diferite faze ale procesului de fabricatie (de exemplu, durata ciclului de fabricatie al reperului de la prelucrari mecanice).
Durata ciclului de fabricatie este un indicator tehnico-economic important. Acesta este folosit la[1]:
determinarea activelor circulante pentru productia neterminata;
in lucrarile de programare a productiei; cunoscandu-se durata ciclului de fabricatie a produsului si termenul de livrare prevazut in contract se poate stabili exact termenul de lansare in fabricatie, astfel incat sa se respecte termenul de livrare solicitat de beneficiar;
reducerea duratei ciclului de fabricatie este semnificativa in aprecierea cresterii eficientei economice (avand in vedere ca aceasta este intotdeauna rezultatul imbunatatirii utilizarii fortei de munca si al capacitatilor de productie existente in ultima analiza rezultatul cresterii productivitatii muncii);
prin calcularea unei durate programate (standard) a ciclului de fabricatie (in conditiile specifice intreprinderii respective) si prin compararea cu aceasta a duratei efective a ciclului de fabricatie al produsului se pot stabili si localizarea cauzelor eventualelor depasiri, luandu-se masurile tehnico-organizatorice corespunzatoare.
Determinarea duratei standard a ciclului de fabricatie (stabilirea duratei sale normale), ca si analiza posibilitatilor de reducere fac necesara cunoasterea structurii (componentei) ciclului. Evident, structura ciclului de fabricatie prezinta particularitati de la o ramura industriala la alta. In general, aceasta se prezinta ca in figura 1[2].
Succesiunea operatiilor tehnologice prin care se obtine produsul reprezinta ciclul tehnologic. Cu unele exceptii (in special in industria alimentara, in industria farmaceutica-unde ponderea proceselor naturale, la unele produse, este importanta), ciclul tehnologic este comparat cu cea mai mare pondere, care determina hotarator intreaga durata a ciclului de fabricatie.
Operatiile auxiliare sunt operatii netehnologice prin care nu se intervine direct in transformarea obiectelor muncii in produse, dar prin care se creeaza conditii pentru aceasta ( de reparare a utilajului de productie, de transport intern etc.).
Intreruperile normale sunt intreruperi necesare sau unele intreruperi inevitabile ale ciclului tehnologic.
Intreruperile interoperatii sunt asteptari ale semifabricatelor inaintea operatiilor care urmeaza, atunci cand masinile respective nu sunt disponibile (sunt incarcate cu alte lucrari). Sunt inerente la productia in serii mici si mijlocii si in productia de unicate, unde , in cursul saptamanii, decadei sau cel al lunii, pe aceleasi masini se executa diferite repere. Sunt excluse la productia de serie mare si masa, organizata pe linii tehnologice cu flux continuu, avand in vedere specializarea pe obiecte a liniilor tehnologice si transferul ritmic al obiectelor de la o operatie la alta.
In conditiile organizarii productiei in flux continuu, pe linii tehnologice, in cadrul schimburilor de lucru apar insa, ca o componenta distincta a ciclului de fabricatie, intreruperile pentru odihna muncitorilor (in celelalte forme de organizare a productiei, timpul pentru odihna se afla cuprins, sub forma de cote-parti in duratele operatiilor).
Schimburile neprogramate sau schimburi nelucratoare sunt acelea care apar datorita nefolosirii complete a celor trei schimburi de lucru pe zi din diverse motive. Pot aparea in cazul neconcordantelor dintre capacitatile de productie ale sectiilor. Pentru un program de productie dat al intreprinderii, unele sectii trebuie sa lucreze in trei schimburi, iar altele sa fie suficient sa functioneze (sa spunem) in doua schimburi. La acestea din urma sectii, schimbul al 3-lea este un schimb neprogramat (nelucrator) care constituie o intrerupere a ciclului tehnologic, ceea ce determina o prelungire a duratei ciclului de fabricatie.
Stabilirea duratelor componentelor structurale ale ciclului de fabricatie se face-in functie de natura acestora prin calcul analitic sau prin determinari experimentale la fata locului, in sectii si ateliere.
Aceasta se face pe cale analitica - atat in fazele de prelucrare, cat si in faza de montaj luandu-se in considerare urmatorii factori determinanti:
cantitatea de obiecte identice lansate in fabricatie (lot, comanda) ;
duratele de executie ale operatiilor ;
posibilitatile de suprapunere in timp (executare in paralel) a operatiilor prevazute de procesul tehnologic.
Calculul se face diferentiat, in functie de tipurile si formele de organizare a productiei, care impun anumite modalitati de imbinare (inlantuire) a operatiilor.
Aceste modalitati sunt[3]:
imbinarea succesiva;
imbinarea paralela;
imbinarea paralela-succesiva (mixta)
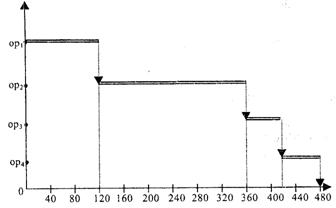
In conditiile imbinarii succesive a operatiilor, nu exista nici un paralelism, nici o concomitenta in executarea diferitelor operatii prin care trece produsul, deoarece operatia care urmeaza nu incepe decat dupa ce intreaga cantitate de obiecte identice lansata in fabricatie a trecut prin operatia precedenta. Aceasta determina o durata maxima a ciclului tehnologic.
Imbinarea succesiva a operatiilor este specifica productiei de unicate, in care lansarea in fabricatie se face pe comenzi in cantitati reduse, comenzi care au un caracter repetitiv.
Sa presupunem ca pentru o comanda de produse finite destinata unui anumit beneficiar, trebuie executate 6 piese de acelasi fel (P). Piesele necesita 4 operatii, cu urmatoarele durate:
op.1 : t1 = 20 minute/piesa;
op.2 : t2 = 40 minute/piesa;
op.3 : t3 = 10 minute/piesa;
op.4 : t4 = 10 minute/piesa.
Reprezentarea grafica a miscarii pieselor in prelucrare la operatiile tehnologice este redata in fig.1.2.:
tpij |
reprezinta |
durata lucrarilor de pregatire-incheiere la operatia tehnologica j; |
tj |
|
durata normata de executie a operatiei tehnologice j; |
|
|
|
numarul operatiilor tehnologice; |
P |
|
marimea lotului de fabricatie. |




1.2.2. Calculul duratei ciclului tehnologic in faza de montaj
In cazul produselor complexe (masini, aparate etc.) care se obtin printr-o asamblare (prin montaj), durata ciclului tehnologic al produsului finit (DctPF) cuprinde durata ciclului tehnologic al componentei principale (Dctcpr) in fazele de prelucrare (calculata cu una dintre formulele prezentate), la care se adauga durata ciclului de montaj (Dcm):
![]()
Vom considera ca se lanseaza in fabricatie un lot de produse A. Produsul se lanseaza in fabricatie in loturi de cate P bucati si cuprinde urmatoarele repere: a1, a2, a3 si a4.
Dintre acestea, componenta principala este a2 care necesita cel mai mare volum de prelucrari si, deci, are ciclul tehnologic cel mai lung.
Ciclul tehnologic al unui lot de produse A poate fi vazut astfel:
Fig. 1.5. Structura duratei ciclului tehnologic pentru un lot de produse A
Pentru determinarea duratei ciclului de montaj sunt necesare, mai intai, cateva precizari privind modul de organizare a productiei la montaj.
Montajul se poate realiza stationar sau pe conveior. Montajul stationar se poate face nespecializat sau specializat pe operatii.
In primul caz, montajul se executa de echipe nespecializate, in sensul ca toate lucrarile, la unul si acelasi exemplar de produs, se efectueaza de aceeasi echipa. In cazul montajului stationar specializat, montajul se executa de catre echipe specializate pe operatii - echipe care se succed de la un produs la altul potrivit unui tact de lucru.
In ceea ce priveste montajul pe conveior, acesta este intotdeauna un montaj specializat cu tact de lucru.
Tinand seama de aceste precizari, rezulta doua modalitati de determinare a duratei ciclului de montaj:
Montaj stationar nespecializat
![]()
iar
![]()
unde:
P reprezinta marimea lotului sau comenzii de produse;
r - numarul produselor care se pot asambla concomitent, in functie de suprafata halei de montaj (s) si de suprafata necesara pentru montarea unui produs (s);
tj - durata operatiei de
montaj ![]() , in minute.
, in minute.
Se intalneste de regula, la productia de serie mica si unicate.
2. Montajul specializat fie stationar, fie pe conveior este un montaj executat in flux.
Se va folosi, formula cunoscuta:
![]()
Se intalneste la productia in masa si serie mare si se caracterizeaza prin imbinarea paralela a operatiilor.
Asa cum a rezultat din schema structurii ciclului de fabricatie, in afara operatiilor tehnologice (care alcatuiesc ciclului tehnologic), in componenta acestuia intra si operatiile auxiliare (de C.T.C., de transport intern), procesele naturale, precum si intreruperile normale ale ciclului tehnologic.
Duratele operatiilor de transport intern si de CTC se stabilesc prin metodele de normale a muncii (observare instantanee, cronometrare, fotografierea zilei de lucru etc.).
In general, insa, aceste operatii nu maresc durata totala a ciclului de fabricatie, intrucat ele se executa concomitent cu operatiile tehnologice, in sensul ca, in timp ce unele piese se afla pe masini, in curs de prelucrare, altele deja prelucrate, sunt controlate ori se transporta la operatiile urmatoare.
Fac exceptie incercarile produselor complexe la bancurile de probe sau pe piste (in cazul autovehiculelor) operatii cu durate mari, care afecteaza durata ciclului de fabricatie.
Timpul (durata) acestor operatii se stabileste de tehnolog, inca de la asimilarea produsului (de exemplu, un anumit numar de ore de experimentare a fiecarui produs la banc).
De asemenea, trebuie luata in calcul durata transportului lotului de semifabricate intre sectii pe baza duratei unei curse a vehiculului intre doua sectii (furnizoare si beneficiare) si a numarului de curse necesare pentru transportarea intregii cantitati.
Duratele proceselor naturale se stabilesc experimental in conditii de laborator sau prin observari la fata locului (unde se desfasoara respectivele procese).
In ceea ce priveste intreruperile, la stabilirea duratei normale, a ciclului de fabricatie, se au in vedere numai intreruperile normale ale ciclului tehnologic.
Evident, pe parcursul procesului de fabricatie pot aparea si intreruperi accidentale datorita unor deficiente tehnico-organizatorice sau de programare a productiei, care vor mari durata efectiva a ciclului de fabricatie, peste cea normata.
Intreruperile interoperatii sunt intreruperi in cadrul schimbului de lucru, reprezentand asteptari ale pieselor inaintea operatiilor care urmeaza, atunci cand masinile respective sunt indisponibile (incarcate cu alte piese).
Aceste intreruperi nu trebuie confundate cu asteptarile datorita modului de imbinare a operatiilor tehnologice:
Exemplu: op.1 = 20¢/piesa
op.2 = 40¢/piesa
P = 6
Ciclul tehnologic al celor 6 piese - deci neluand in considerare indisponibilitatile masinilor ar fi urmatorul (presupunand o imbinare succesiva, specifica productiei de unicate:

Fig. 1.6.
Desigur, aceasta mareste durata ciclului de fabricatie care in aceasta situatie va fi:
Dcf = Dct + ti
in care:
ti reprezinta durata intreruperii interoperatii, in minute.
Prin observari repetate in cadrul sectiei, se
poate determina durata medie ![]() a unui caz de intrerupere interoperatii. De
aici, timpul total de intreruperi interoperatii, pe intregul flux de fabricatie
al produsului se va determina astfel:
a unui caz de intrerupere interoperatii. De
aici, timpul total de intreruperi interoperatii, pe intregul flux de fabricatie
al produsului se va determina astfel:
![]()
unde:
Ti - reprezinta timpul total de intreruperi interoperatii pe intregul flux de fabricatie al produsului, in minute;
m - reprezinta numarul operatiilor prin care se realizeaza procesul tehnologic;
m-1 - reprezinta numarul asteptarilor interoperatii.
Intreruperile zilnice care nu afecteaza schimbul de lucru sunt reprezentate de schimburile neprogramate (nelucratoare), care maresc durata totala a ciclului de fabricatie. Tot astfel, va trebui sa se tina seama si de intreruperile de zile intregi (zile de repaus si sarbatori legale).
Durata totala a ciclului de fabricatie al comenzii, sau lotului de produse - exprimata in zile calendaristice (Dcf)- se determina potrivit relatiei:
![]()
in care:
DctPF reprezinta durata ciclului tehnologic pentru produsul finit, in ore, determinata pe baza normelor de timp in vigoare (pe baza duratelor normate ale operatiilor);
Ti - durata totala a intreruperilor interoperatii exprimate in ore;
Ta - durata totala a operatiilor auxiliare (de CTC sau transport intern) in situatia in care acestea nu se suprapun cu ciclul tehnologic, in ore;
Tn - durata totala a proceselor naturale, in ore, daca nu se suprapune cu ciclul tehnologic;
Ds - durata normala a schimbului de lucru (=8 ore);
Ns - numarul mediu de schimburi lucratoare/zi
Kcld - coeficientul calendaristic (se stabileste
ca raport dintre numarul de zile calendaristice ale unui an - 365 - si numarul
de zile lucratoare dintr-un an - 255) ![]() ;
;
Asocierea calculelor privind determinarea duratei ciclului de fabricatie descrise anterior (in cazul produsului complex) se completeaza cu modelarea pe graf in care caz se evidentiaza timpii de suprapunere (operatiile care se pot desfasura in paralel) conducand astfel la o determinare mai precisa.
Aplicarea metodei drumului critic, caci despre aceasta modelare este vorba, necesita sa prezentam urmatoarele etape de lucru:
se va intocmi un tabel cu toate activitatile ce concura la realizarea produsului finit, stabilindu-se si o relatie de precedenta a acesteia;
pentru fiecare activitate se va preciza durata executarii acesteia (potrivit relatiilor de calcul prezentate la determinarea duratei ciclului de fabricatie);
se va construi un graf ce va cuprinde toate activitatile, fiecare, nod va reprezenta o anumita activitate, iar fiecare arc, trecerea de la o activitate la alta;
fiecare nod al grafului se va reprezenta astfel:
in care:
j reprezinta activitatea;
d - durata activitatii;
tmi - termenul minim de incepere a activitatii;
tmf - termenul minim de finalizare a activitatii;
tmi - termenul cel mai tarziu de incepere a activitatii;
tmi - termenul cel mai tarziu de finalizare a activitatii;
R - rezerva de timp.
Aceste elemente ale fiecarui nod se vor determina potrivit relatiilor:
![]() = max (
= max (![]() )
)
![]() =
=
![]()
![]() =
min(
=
min(![]() )
)
Rj= tmij+ tmij= ![]() -
- ![]()
Activitatile ale caror rezerve de timp sunt nule vor constitui activitatile critice, iar graful ce le uneste, va fi drumul critic a carei valoare va defini durata minima a ciclului de fabricatie al produsului respectiv.
Vom considera ca se lanseaza in fabricatie un lot de 20 de bucati produse P. Datele in legatura cu activitatile prin care se obtin acestea sunt:
Tabelul 1.1.
|
Nr. crt |
Denumirea activitatii |
Activitati precedente |
Durata activitatii (zile) |
|
Turnarea pieselor pt. sub.A | |||
|
Turnarea pieselor pt. sub.B | |||
|
Uzinarea pieselor pt. sub.A | |||
|
Uzinarea pieselor pt. sub.B | |||
|
Efect. tratam. termic pt. sub. A | |||
|
Efect. tratam. termic pt. sub. B | |||
|
Montaj general sub. A+B | |||
|
Efectuare probe |
Graful corespunzator determinarii duratei ciclului de fabricatie a lotului de produse P, va fi:
Se constata ca durata ciclului de fabricatie pentru lotul de produse P este de 14 zile (valoarea drumului critic).
Pe baza grafului, se va intocmi graficul Gantt, care va permite urmarirea operativa, zilnica a desfasurarii activitatilor necesare realizarii produselor P. Acesta poate fi reprezentat ca in figura urmatoare:
Reducerea duratei ciclului de productie prezinta o importanta economica deosebita, intrucat influenteaza principalele laturi ale activitatii economice a intreprinderii industriale, asigurand in mod direct reducerea stocurilor de productie neterminata si imbunatatirea utilizarii mijloacelor circulante.
Activitatea de reducere a duratei ciclului de productie trebuie sa fie indreptate atat in directia reducerii perioadei de productie, cat si in directia lichidarii sau a reducerii la maximum a intreruperilor de orice fel[4].
Caile de reducere a duratei ciclului de productie, tinand seama de structura si componentele acestuia, pot fi sistematizate astfel[5]:
reducerea perioadei de productie, in cadrul acesteia a duratei operatiilor tehnologice, se poate realiza prin: introducerea tehnicii noi, modernizarea tehnologiei de fabricatie, automatizarea, robotizarea si cibernetizarea proceselor de productie, dotarea intreprinderilor cu sisteme, module si celule flexibile, perfectionarea organizarii spatiale si in timp a productiei, rationalizarea proceselor de munca in lumina cerintelor ergonomice etc.;
timpul de pregatire-incheiere poate fi redus sau chiar eliminat efectuand operatiile respective in perioadele de intreruperi - determinate de zilele nelucratoare - sau in schimburile cand nu se lucreaza. De asemenea, introducerea metodei de prelucrare in grup a pieselor si folosirea unor reglari tip si universale pot sa conduca la diminuarea volumului de munca necesar pentru efectuarea lucrarilor de pregatire-incheiere; folosirea unor mijloace mecanizate si automatizate de efectuare a operatiilor de control, fara a se neglija in acest aplicarea metodelor statistice de control al calitatii, bazate pe calculul probabilitatilor, introducerea si extinderea autocontrolului etc.;
operatiile de transport intern, de asemenea, pot fi reduse ca durata prin optimizarea fluxurilor de transport in cadrul intreprinderii si a sectiilor de productie, folosirea unor mijloace de transport cu viteze si capacitati sporite, mecanizarea operatiilor de manipulare a incarcaturilor;
durata proceselor naturale poate fi redusa prin inlocuirea acestora cu procese tehnologice avansate. Asa, de exemplu, uscarea naturala in procesele de vopsire poate fi inlocuita cu uscarea cu curenti de inalta frecventa in camp de inductie, ceea ce face ca, paralel cu reducerea duratei acestor operatii, sa se realizeze si o imbunatatire a calitatii uscarii;
durata intreruperilor interoperatii se poate scurta prin adoptarea unor masuri de imbunatatire a organizarii productiei si a muncii, actionandu-se in special in directia organizarii in flux a fabricatiei, in mod deosebit a liniilor in flux continuu si cu tact reglementat.
Reducerea duratei totale a ciclului de productie pe baza implementarii celor mai noi cuceriri in domeniul tehnicii, tehnologiei si organizarii productiei denota intotdeauna mai buna folosire a fortei de munca, a masinilor, utilajelor si suprafetelor de productie, cresterea productivitatii muncii si sporirea eficientei economice.
Dupa parcurgerea si incheierea ciclului de productie, urmeaza faza de livra-re a produsului, incasarea contravalorii acestuia, dupa care se poate relua productia.
Dupa C. Tumbar, L. Craciun, Managementul productiei industriale, Editura Sitech, Craiova, 2003, pag. 100.
Prezentarea calculelor se face dupa C. Tumbar, L. Craciun, Managementul productiei industriale, Editura Sitech, Craiova, 2006, pp. 132-144.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5897
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved