| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Obtinerea zaharului cubic
Zaharul cubic, se obtine din clerse purificate, conform schemei tehnologice prezentate in figura 8.1. Se observa din schema ca se obtine concomitent si zahar tos.
Fig.8.1. Schema tehnologica de obtinere a zaharului cubic.
Clersa se obtine din zahar galben sau zahar afinat.
La fierberea clersei purificate, in vederea obtinerii masei groase I, trebuie avut in vedere urmatoarele:
camera de fierbere a aparatului trebuie sa fie mentinuta permanent acoperita de produs, pentru a se evita caramelizarea;
insamantarea se face cu aproximativ 2 kg zahar pudra, pentru a se obtine cristale mici;
se mentine o suprasaturatie de 1,011,05;
temperatura de fierbere, in prima perioada, este de 8085oC, iar vidul 400 - 500 mmHg. In partea a doua temperatura se reduce la 7072oC;
in timpul fierberii, se adauga ultramarin, iar pentru decolorare se adauga hidrosulfit.
Centrifugarea masei groase se face in centrifuge cu site avand orificii de 0,3 mm. Spalarea cristalelor se face cu clersa de spalare numita licher. Umiditarea zaharului supus presarii este de 2 - 3%.
Pentru presare in vederea obtinerii zaharului cubic se folosesc masini de presat, cu placa rotunda, tip Psyllas si agregate cu functionare continua, tip Chambon.
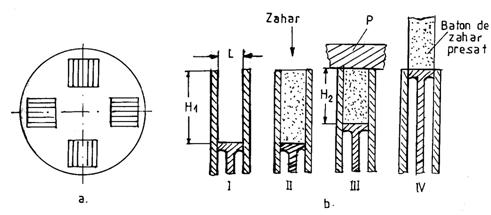
Fig. 8.2. Presarea zaharului in vederea obtinerii zaharului cubic:
a - masa presei Psyllas; b - ciclu de presare: I - pistonul in pozitia inferioara; II - umplerea matritei; III - presarea; IV - scoaterea batonului din matrice; H1 - inaltimea initiala a pistonului fata de marginea matritei; H2 - inaltimea dupa presare; P - contraplaca.
Presa tip Psyllas, este alcatuita dintr-o masa rotunda, prevazuta cu 4 matrite fixate simetric fata in fata (fig. 8.2.a). Matrita este confectionata din alama si este impartita in compartimente prin pereti cu grosimea de 3 mm, distanta dintre pereti fiind 23 mm, care reprezinta marimea laturii batonului.
In golurile matricei se misca niste pistoane, a caror portiune superioara este formata din placute de alama, care formeaza fundul matricei. Prin deplasarea acestor pistoane se realizeaza comprimarea zaharului fata de o contraplaca (P), care se afla deasupra mesei rotunde. Masa rotunda se invarte cu 68 rot/minut, la fiecare rotatie cu 90o facand o oprire de 11,5 secunde, timp in care in fiecare matrita are loc o operatie a ciclului de presare (figura 8.2.b).
Cand pistonul se afla la partea inferioara, la o rotatie cu 90o, spatiul gol se umple cu zahar, adus dintr-un alimentator, dupa o alta rotatie cu 90o, se face presarea prin ridicarea pistonului cu distanta H1 - H2, astfel incat H2 sa fie egala cu latura batonului pentru a se obtine o sectiune patrata. Dupa o noua rotire cu 90o batonul este impins in afara matritei si este luat de un dispozitiv care-l aseaza pe un gratar. Din fiecare matrita ies 8 batoane, deci din cele 4 matrite vor iesi 24 de batoane. Gratarele cu batoane se aseaza pe rastele carucioare, care se introduc in uscatoare la care aerul are temperatura de 70oc. Dupa uscare, batoanele se taie in bucati, prin lovire instantanee intre doua cutite.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4382
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved