| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
MANUAL DE UTILIZARE
![]()
INTRODUCERE
Stimati utilizatori,
Va multumim pentru alegerea acestui produs.
Produsul este proiectat cu ajutorul unei tehnologii digitale avansate. Are o calitate superioara si performante sigure in randul aparaturilor electrice. Pentru a va bucura de utilitatea totala a aparatului, cititi cu atentie manualul de utilizare inainte de folosire, invatati metoda corecta de manipulare, si utilizati produsul conform manualului de utilizare.
INDEX
Unu: Denumirea fiecarei piese………………………………………………3
Doi: Instalare, reglare si functionare ……………………………4
1. Instalare si instalare on line…………………………………………4
2. modul de functionare ……………………………………5
1. starea aparatului on-line……………………………………5
2.starea aparatului off-line……………………………………5
3.starea setarii………………………………………………6
4. starea de retaiere …………………………………………6
3. Reglarea si taierea…………………………………………6
1.alegere din original………………………………………………6
2.functia de Off-set……………………………………………6
3.functia pauza……………………………………………7
4.functia auto-testare ……………………………………7
5.pornire alimentare…………………………………………………7
6.reglare roata de presare……………………………7
7.potrivire coala…………………………………………………7
8.reglare lama taiere…………………………………8
9.reglare presiune cutit……………………………8
10.taiere de proba……………………………………………………9
11.functia pauza……………………………………………………9
12.reglare viteza taiere………………………………9
13.scoaterea si lipirea cuvintelor…………………………………9
14.finalizare………………………………………………………9
4. Intretinerea si functionarea Cutitului de Decupare ………………10
Trei: Date tehnice ………………………………………………………10
Patru: Remedierea defectiunilor
——utilizarea corespunzatoare a MASINII DE TAIAT ………………………11
Cinci: Anunt Special …………………………………………………13
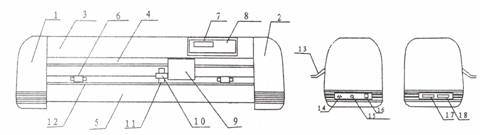 |
2. aparatoare dreapta
3. capac superior
4. sina de ghidaj (ghidata)
5. aparatoare frontala si de spate
6. roata de presare
7. afisaj cu LED-uri
8. panou de comanda
9. carucior mic
10. rama cutit
11. suport cutit
12. rola de alimentare hartie
13. suport hartie in coala
14. mufa alimentare curent
15. siguranta
16. intrerupator alimentare
17. mufa COM
18. mufa LPT
1. Instalare si instalare on line
(1) Asezati utilajul la boloboc pe masa sau pe rama utilajului, asigurand suficient spatiu in fata si in spate pentru asezarea hartiei, evitandu-se asezarea in zone cu vibratii, interferente electromagnetice si mult praf.
(2) Introduceti cablul electric al utilajului in mufa COM sau LPT a computerului.
 |
(3) Conectati cablul de alimentare si cablul electric ale utilajului la sursa de alimentare si la computer. (Nota: Dupa conectarea utilajului la computer, conectati ambele surse de alimentare, evitand interferenta cu utilajul, garantand o functionare normala, electricitatea statica a utilajului trebuie eliberata in mod eficient, iar sursa de alimentare de 220v trebuie sa aiba impamantare.
2. Modul de functionare
Acest utilaj are patru moduri de functionare: “on-line”, “off-line”, “set” si “cutting again”.
Modul on-line
Tasta “Reset” este aprinsa cand utilajul primeste datele pe care le furnizeaza computerul pentru a efectua operatia. Daca utilajul nu functioneaza in modul on-line, apasati pe tasta “reset”.
Modul off-line
Apasati pe tasta “off-line”, iar cand aceasta este aprinsa puteti efectua operatiile care urmeaza.
A. Deplasati hartia inainte sau inapoi, apasati tasta de “accelerare” sau tasta “decelerare”.
B. Deplasati caruciorul mic la stanga sau la dreapta, apasati tasta “compresie” sau tasta “decompresie”.
C. Auto-testare(o taiere de proba), apasati tasta “accelerare” si tasta “decelerare” in acelasi timp.
D. Inainte de a fi on-line, deplasati cutitul sau hartia in pozitia necesara prin apasarea tastei de directie, apoi apasati tasta “off-line”, ledul “off-line” se stinge, dupa care acest nou punct va constitui pozitia actuala de taiere cu care se va lucra.
E. In timpul functionarii, apasati tasta “off-line”, ledul “off-line” se aprinde, apasati tasta de directie pentru a deplasa suportul cutitului in pozitia dorita, apoi apasati tasta “origin”, ledul “off-line” se stinge. In acest moment utilajul continua sa taie si apoi revine in modul on-line.
F. Dupa deplasare, apasati tasta “off-line”, ledul “off-line” se stinge, caruciorul mic se va deplasa automat inapoi in pozitia originala, si va reveni in modul on-line.
Setarea functiei
Apasati tasta “set” in modul on-line, ledul “set” se aprinde, nu poate primi datele pe care le furnizeaza computerul in acest moment, dar poate efectua urmatoarele functii:
A. Schimbare viteza distanta gol (e-speed):
Apasati tasta “accelerare” sau tasta “decelerare”
B. Schimbare presiune cutit distanta gol:
Apasati tasta “compresie” sau tasta “decompresie”
C. Testare presiune cutit
Apasati tasta “origin”
Functia “Cutting again”
Cand masina este in modul Utilaj off-line, apasati tasta “set”, ledurile “off-line” si “set” sunt aprinse, apoi introduceti functia “cutting again”, utilajul urmand sa taie sau sa traseze din nou conform acelorasi date furnizate de computer la ultima operatie de resetare. Cu toate acestea, daca volumul datelor furnizate depaseste capacitatea memoriei RAM a utilajului, acesta va refuza taierea din nou, iar LCD va indica “NO DATA”, in acest moment trebuie sa apasati tastele “off-line” si “set” pentru a readuce utilajul in modul on-line. Daca apasati tasta “accelerare” sau tasta “decelerare”, puteti schimba baudotul COM sau al LPT.
3. Reglare si operare
setare origin
Apasati tasta “off-line”,ledul “off-line” este aprins. Apasati orice tasta de directie pentru a deplasa caruciorul mic sau hartia in pozitia dorita. Apoi apasati tasta “origin”, utilajul va adopta pozitia curenta a varfului cutitului pentru origin.
Functia de Off-set
In timpul functionarii utilajului, daca doriti ca utilajul sa functioneze la alt punct, apasati tasta “off-line”, apasati orice tasta de directie pentru a deplasa caruciorul mic sau hartia in pozitia dorita, apoi apasati tasta “off-set” pentru a stinge ledul “off-line”. Acest nou punct este punctul curent de operare al procesului de functionare al utilajului.
(3) Functia pauza
Cand utilajul este in modul on-line, apasati tasta “off-line”, ledul “off-line” este aprins. Orice operatie ar efectua, utilajul se va opri imediat. In orice moment, cand ledul “off-line” este stins, utilajul va continua sa functioneze.
(4) Functia de auto-testare
In momentul pornirii, utilajul va verifica automat piesele interne. Daca totul este normal, ledul “off-line” si ledul “set” vor licari intermitent de trei ori. Daca nu, ledul “off-line” si ledul “set” se vor aprinde, dar nu intermitent; in acest moment trebuie sa opriti utilajul si sa il reporniti.
(5) Pornirea curentului
Dupa pornirea utilajului, caruciorul mic se va deplasa automat la punctul de pornire, iar valurile de alimentare cu hartie se vor intoarce. Cand caruciorul mic nu se deplaseaza si ledurile de pe panoul de comanda sunt toate aprinse sau neaprinse, apasati tasta “reset”.
(6) Reglarea pozitiei rotilor de presare
Pozitia rotilor de presare (compresie) este reglabila. In timpul ajustarii deplasati rotile de presare in pozitia hartiei in functie de latimea hartiei.
(7) Potrivirea hartiei
Prima etapa: ridicati manerele rotilor de presare pana cand rotile de presare nu mai ating valurile de alimentare cu hartie.
A doua etapa: treceti hartia prin spatiul dintre rotile de presare si valurile de alimentare cu hartie din spatele utilajului catre fata.
A treia etapa: aliniati marginile frontale ale hartiei cu cele ale utilajului. Directia hartiei la intrare este perpendiculara cu valurile de alimentare cu hartie.
A patra etapa: apasati manerele rotilor de presare in jos.
A cincia etapa: rasuciti rotile de presare pentru a deplasa hartia inainte si inapoi
A sasea etapa: apasati tasta “off-line”, ledul “off-line” este aprins. Apasati tasta “decelerare”, hartia se deplaseaza inainte o distanta lunga, apasati tasta “accelerare”, hartia se deplaseaza usor inapoi printre rotile de presare si valurile de alimentare cu hartie. Verificati de mai multe ori daca hartia este potrivita corect, apoi apasati din nou tasta “off-line”.
A saptea etapa: Modificati presiunea rotilor de presare prin reglarea piulitelor surubului din spate al rotilor de presare. In general, cu cat presiunea este mai mare cu atat deflectia hartiei va fi mai mica.
A opta etapa: apasati tasta “reset”, si pregatiti-va de operare.
 (Atentie:
hartia cu o latime de 600 care
ruleaza 5m poate determina deflectia
daca hartia este inclinata pentru 10
(Atentie:
hartia cu o latime de 600 care
ruleaza 5m poate determina deflectia
daca hartia este inclinata pentru 10
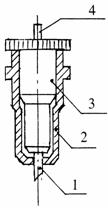
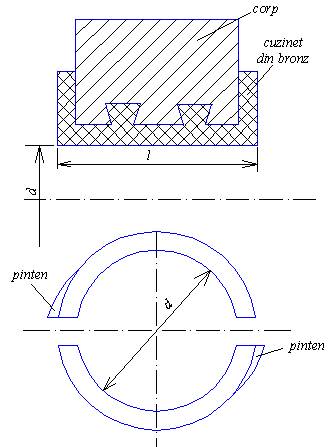
Denumirea pieselor agrafei cutitului
1 cutit de taiere (diametrul este de 2
2 cuzinetul agrafei cutitului
3 corpul agrafei cutitului
4 manerul superior al cutitului
Rasuciti corpul cutitului de taiere, lungimea depasita din suportul cutitului poate fi reglata pentru a se asigura ca hartia nu este zgariata. Prin tragerea manerului superior al cutitului se poate scoate cutitul de taiere pentru a se inlocui cutitul cu usurinta.
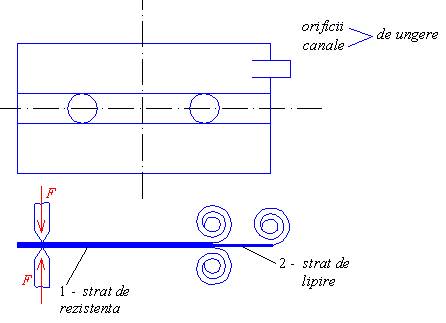
(8) Reglarea cutitului de taiere.
A. Introduceti cutitul de taiere in suportul cutitului.
 B. Intoarceti
cuzinetul Cutitului de taiere, apoi reglati lungimea
depasita a cutitului din suportul cutitului cu
aproximativ doua treimi din grosimea hartiei.
B. Intoarceti
cuzinetul Cutitului de taiere, apoi reglati lungimea
depasita a cutitului din suportul cutitului cu
aproximativ doua treimi din grosimea hartiei.
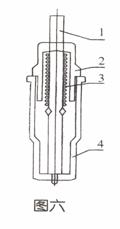
▲Suportul penitei: Suportul penitei atasate produsului poate trasa cu mina de pix ieftina.
① Mijlocul penitei;
② Manson de presare;
③Arc;
④Corpul agrafei penitei.
(9) Reglarea presiunii cutitului de taiere:
Apasati direct tasta “compresie” sau tasta “decompresie” pentru a regla presiunea cutitului. Pozele si cuvintele nu pot fi taiate daca presiunea cutitului este prea mica. Durata de viata a unui cutit de taiere va fi redusa si utilajul poate fi usor deteriorat daca presiunea cutitului este prea mare. Presiunea cutitului trebuie sa fie mica daca folositi pix pentru trasare, presiunea cutitului trebuie reglata cand utilajul porneste sau de fiecare data cand se inlocuieste tipul de hartie, ceea ce poate intretine o presiune corespunzatoare a cutitului.
 (10) Taierea
de proba
(10) Taierea
de proba
Inainte de operatia propriu-zisa, trebuie sa efectuati o taiere de proba pentru a verifica daca presiunea cutitului de taiere sau de trasare este corespunzatoare.
A: verificati daca cutitul de taiere sau penita de trasare este instalata perfect.
B: apasati tasta “off-line” (ledul “off-line” este aprins) si apoi apasati tastele “accelerare” si “decelerare” in acelasi timp si pozele vor fi taiate automat pe hartie.
C: Dupa efectuarea taierii de proba, apasati tasta “off-line” din nou si ledul se va stinge, apoi trebuie revenit la modul on-line dupa efectuarea probei, cand se porneste utilajul sau se inlocuieste tipul de hartie.
(11) Functia pauza: Legatura la computer este defecta, masina de taiat se va opri din functionare la apasarea tastei “off-line” in timpul taierii. Verificati efectele de taiere si apasati din nou tasta “off-line” pentru a restabili modul on-line.
(12) Reglarea vitezei de taiere:
Viteza de trasare poate fi reglata cand masina de taiat este in modul on-line. Apasati direct tasta “accelerare” sau tasta “decelerare” pentru a regla viteza.
(13) Scoaterea si adaugarea cuvintelor:
A: Scoateti partile procesate folosind foarfece sau cutite de proiectare.
B: Intindeti hartia pe masa, si folositi penseta pentru a indeparta partile nedorite. (Adaugati alta rama in afara pozelor sau cuvintelor in momentul taierii, deoarece este mai usor sa eliminati partile nedorite).
C: Folositi “FTM” specializat la poze si apoi presati-l pentru a se uniformiza. (FTM: Dati cu lipici pe partea corespunzatoare a hartiei si apoi intoarceti pentru a lipi …).
D: scoateti “FTM” si lipiti acolo unde doriti.
(14) Finisarea
A. descarcati hartia
B. descarcati suportul lamei sau suportul penitei, curatati-o cu o carpa moale, si pastrati-o in conditii sigure.
C. Opriti curentul si apoi scoateti din priza daca nu mai utilizati utilajul o perioada mai lunga de timp.
D. Acoperiti masina de taiat pentru a o proteja de praf.
4. Modul de utilizare si pastrare a Lamei de taiat:
Lama de taiat este cea mai scumpa piesa a utilajului. Durata de viata a lamei este limitata, dar puteti incerca sa prelungiti durata de viata a lamei folosind-o si conservand-o in mod corespunzator.
Nota:
1. Cu cat este mai lunga lungimea depasita a varfului lamei din suportul lamei cu atat durata de viata a Lamei de taiat este mai scurta. Aveti grija sa nu taiati utilajul si produsul prin hartia protectiva in timpul trasarii.
2.Cu cat este mai mare presiunea lamei, cu atat mai scurta va fi durata de viata a lamei de taiat.
3.taierea unor tipuri diferite de hartie necesita lame diferite.
4.De regula folositi o presiune mai mica a lamei, si cresteti presiunea lamei cand lama nu este suficient de ascutita.
5.Durata de viata va fi diferita daca lamele de taiat sunt produse in fabrici diferite.
6.Pentru a evita deteriorarea utilajului, inlocuiti lama periodic. Daca varful lamei nu este suficient de ascutit polizati-l pe o pila mica.
Articol |
Continut |
Dimensiune Max. de Taiere |
630mm, 730mm, 810mm, 990mm, 1260mm |
Suprafata Max. de actionare |
720mm, 820mm, 900mm, 1080mm, 1350mm |
Viteza |
60-720mm/s |
Presiune cutit |
40-400g |
Rezolutie |
0.0254 mm/etapa |
Precizie la Taiere repetata |
0.127 mm |
Interfata |
COM sau LPT |
Dictare Format |
DM/PL or HP/GL |
Sursa de alimentare |
25~220V (±5%) 50Hz 60W |
Temperatura Mediului de operare |
|
Umiditatea Mediului de operare |
|
Patru: Remedierea problemelor—Modul corect de utilizare a MASINII DE TAIAT
1. De ce deformeaza sau desigileaza taierea caracterelor sau a pozelor ?
Motiv:
1.presiunea cutitului este prea mare, varful cutitului este prea lung, suprafata de operare este prea murdara, sau JST este prea mare. Toate acestea pot bloca deplasarea hartiei si pot deforma caracterele sau pozele.
2.o proiectare necorespunzatoare de software.
3.centura din cauciuc care transporta caruciorul mic este prea slabita, suruburile de la valurile de alimentare cu hartie sunt slabite sau mecanismele de angrenare de pe axul motor electric sunt slabite. Astfel caruciorul mic sau valurile de alimentare cu hartie nu tin pasul cu motorul electric toate acestea generand deformarea cuvintelor.
4.Fenomenul cuvintelor neinchise poate fi determinat de datele de compensare reduse ale unui software insuficient. Retineti faptul ca compensarea varfului cutitului trebuie sa fie inchisa (Se poate deschide daca se efectueaza taiere la o viteza redusa si caracterele sunt mai mici, dar trebuie reglata o compensare rezonabila.)
2. De ce produsul iese distorsionat?
Motive:
1.Proiectarea software-ului nu este corespunzatoare, cand prin setare trebuie selectata o masina de taiat care sa suporte un limbaj DM/PL.
2.Sistemul electric se defecteaza brusc in timpul furnizarii datelor de taiere sau trasare de la computer
3.Software-ul sau computerul este defect sau afectat de virus.
4.Interferente ale sudurii electrice, statiilor radio sau altor instrumente electrice.
5.REGULATOR DE TENSIUNE AL SURSEI DE ALIMENTARE este instalat incorect, determinand date gresite de informare.
3. Ce determina fenomenul de deviere?
Motive:
1.JST nu este amplasat corespunzator in capat. Deplasarea hartiei de 5m poate cauza deflectia cu 5 daca hartia are o deflectie 0.6
2.Suprafata de operare este prea murdara, cele doua laturi ale hartiei intampina rezistenta, putand determina deflectia hartiei.
3.Roti de presare deformate sau de tipuri diferite pot cauza deflectia hartiei.
4.Presiunea rotilor de presare este prea mica si hartia va suferi cu usurinta deflectie datorita fortei externe.
5.JST are greutate diferita in fata si in spate.
6.Timpul pierdut al motorului electric poate, de asemenea, cauza deflectia.
4. Ce determina fenomenul de timp pierdut.
Motive:
1.o rola de hartie nu se intinde, suprafata de operare prea murdara, centura de cauciuc prea stransa, presiunea rotilor de presare prea mare sau rezistenta prea mare la motorul electric.
2.tensiunea curentului este prea mica.
3.Viteza este prea mare, presiunea cutitului este prea mare, varful cutitului este prea lung, deplasarea hartiei pe distanta prea mare, viteza distantei goale este prea mare.
4.Sistemul actionat nu este normal---- contactati distribuitorul.
5. De ce semnele de taiere nu au aceeasi adancime, spre exemplu, hartia este punctata in unele locuri si in altele nu.
Motive:
1.Varful cutitului este prea lung. Metoda corecta consta in prelungirea varfului cutitului cu nu mai mult de doua treimi din grosimea hartiei asigurandu-se ca presiunea nu va rupe hartia si apoi reducerea presiunii cutitului pentru asigurarea taierii corecte a hartiei.
2.Pe centura de protectie exista un sant sau noile centuri de protectie nu sunt netede sau o parte a centurii de protectie este asezata pe treapta formand o muchie.
6. Cum se schimba situatia originala?
3.Dupa resetare se deplaseaza caruciorul mic cu cutitul de taiere sau hartia in locul determinat si nou.
4.Apasati intai tasta “off-line” si apasati tasta de directie pentru a deplasa hartia sau cutitul de taiere in pozitia necesara. Tasta “Original” sau tasta “accelerare” si acest punct reprezinta noua origine.
Schimbarea situatiei pozelor in timpul trasarii?
Apasati tasta “off-line” pentru a opri trasarea si apoi apasati tasta de directie pentru a deplasa Cutitul de Taiere sau hartia in pozitia dorita. Apasati cel putin tasta “off-set” si aceasta poate continua sa traseze la acest nou punct.
8. Cum se verifica pozele in timpul trasarii?
Apasati tasta “off-line” pentru a opri trasarea, apoi apasati tasta de directie pentru a schimba hartia sau pentru a verifica caruciorul mic. Dupa verificare, apasati tasta “off-line” si apoi caruciorul mic si hartia vor reveni la situatia originala.
9. De ce cand doriti sa taiati in acelasi loc, hartia tot inainteaza o lungime de cuvant dupa apasarea tastei “reset”?
Daca software-ul nu suporta functia de trimitere automata a hartiei, poate taia din nou in acelasi punct original. Cand este folosit software-ul Wen Tai trebuie sa deschideti functia de setare a comenzii si stergeti “F” din functia de incheiere a taierii hartiei care este comanda de trimitere automata a hartiei.
10. De ce se deterioreaza cuvantul sau coltul hartiei?
1.Varful cutitului a fost intins prea mult timp.
2.In suportul cutitului este prea multa mizerie, Drept urmare, varful cutitului nu se intoarce lin.
3.Varful cutitului Wen Tai este compensat prea tare.
11. De ce o linie de caractere este taiata sau mai trasata si nu este un fixator mai adanc fixat de cutit sau penita.
1.Suportul cutitului sau suportul penitei nu atinge suficient astfel incat suportul cutitului sau suportul penitei sa culiseze gradual catre antete. Si marcajele de taiere devin tot mai superficiale.
2.lama de taiere nu a fost instalata in situatia potrivita. Apoi semnele de taiere devin tot mai superficiale.
Cinci. Introducerea functiei Utilajului USB in masina de taiat
Masina de Taiat este una dintre cele mai importante instrumente in publicitate, dar functia si performantele sale nu s-au schimbat foarte mult in ultimii ani. Conform investigatiei, exista doua motive pentru acest lucru, unul este acela ca majoritatea fabricantilor sunt intreprinderi de mici dimensiuni, neavand capacitate tehnica dezvoltata. Al doilea, este profitul prea mic adus de masina de taiat, numerosi fabricanti nefiind dispusi sa mai investeasca in inovatia tehnologica. Acest lucru conduce la un nivel de performanta minim sau mediu si la functii ale masinii de taiat, tehnica de depasire a impasului la masina de taiere comparabile cu cele din afara Chinei.
Societatea noastra acorda o deosebita atentie dezvoltarii masinii de taiat. Am imbunatatit produsele noastre cu ajutorul unei capacitati tehnice de dezvoltare in vederea dezvoltarii cat mai multor functii. Spre exemplu: am adaugat tasta “oprire de urgenta”, tasta “off-set”, tasta “auto-testare” la tastele functii, ca “ functie on-line”, prin adaugarea functiei de recunoastere a CorelDRAW, Flexi-Sign automat; masina de taiat poate fi compatibila cu orice format dictat DM/PL, HP/GL. Baudotul Optional de 9600, 19200, 28800, 37400 determina o viteza de comunicare mult mai mare, functia de taiere prin alunecare usoara. Programul sistemului superior de actionare a motorului clichetului este silentios, functie de modificare a liniei in curba lina, precizie mult mai mare, viteza de taiere a crescut semnificativ, de aproximativ 5 ori fata de alte produse similare. Functia Auto-memorie a vitezei, presarii si parametri care fac masina de taiat prietenoasa cu utilizatorul, fiind usor de operat.
Utilajul USB al Masinii de Taiat este promovat d.p.d.v. tehnologic de societatea noastra. Beneficiind de aceasta functie, oamenii pot utiliza USB FLASH STORAGE in loc sa introduca si exporte computerul date la masina de taiat. Pe aceasta cale se pot evita defectiunile determinate de situatiile de conectare de la computer la masina de taiat.
Este foarte usor si convenabil pentru utilizatori sa salveze fisiere si sa selecteze fisiere din USB oricand, si sa repete taierea. Procedura de operare este, de asemenea, simpla, fisierele exportate din computer ca fisiere dictate *PLT, fiind salvate pe USB, si apoi inserate din USB prin interfata USB la masina de taiat. Apoi se apasa tasta de pe panoul de paste al utilajului pentru a selecta fisierele din USB.
Procedura de operare de selectare a fisierelor din USB in masina de taiat, apasati tasta “set”, apoi folosind modul “auto-testare”, introduceti interfata de selectare a fisierelor din USB. Toate fisierele sunt afisate pe rand apasand “X+” sau “X-“, confirmand fisierul dorit, si apoi apasati tasta “Origin” pentru a transmite fisierele. In modul de selectare, apasati “Y+”, daca exista aceasta operatie. In timpul functionarii, daca USB nu este pregatit, sau daca apar erori, utilizatorii pot iesi apasand “Y+”, si repetand apoi operatia.
Nota: Operatia este invalida cand masina de taiat functioneaza in conditia “On-line”.
Diagrama fluxului operational este urmatoarea:
![]()
Sase: Anunt special
1. Societatea isi rezerva dreptul de a modifica produsul fara alte informari prealabile.
2. Societatea este responsabila pentru produsele sale dar nu raspunde pentru alte defectiuni cauzate de produsele societatii noastre.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3384
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved