| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
SUDAREA SUB STRAT DE FLUX (SF)
1. Clasificarea procedeelor de sudare sub strat de flux
Sudarea cub strat de flux se realizeaza in varianta:
mecanizata;
semimecanizata.
Sudarea in varianta mecanizata este mai raspandita decat cea in varianta semimecanizata. Aceasta sudare consta (fig. 1) din depunerea unui strat de flux 1, provenit din buncarul 2, deasupra rostului imbinarii de sudat. Sarma electrod 3, provenita din toba 4 este antrenata de un mecanism de avans al sarmei electrod 5 si, dupa ce trece prin piesele de contact electric 6, este trimisa asupra rostului unde se produce arcul electric. Sarma se topeste si odata cu ea si fluxul. Arcul este bine protejat de catre perna de flux aflata deasupra lui.
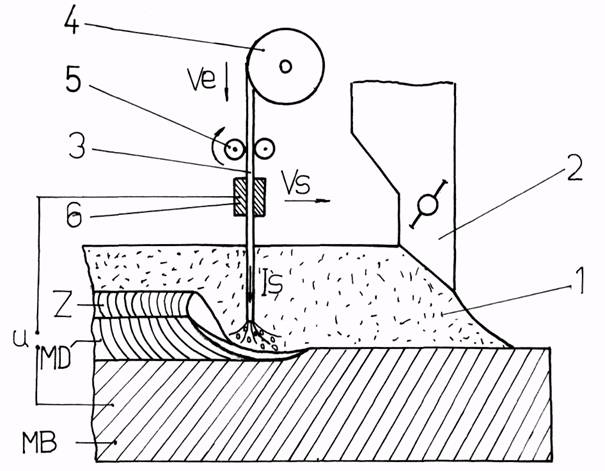
Fig. 1.
Materialul depus este de asemenea bine protejat de stratul de zgura.
Sudarea semimecanizata consta in deplasarea manuala a unui cap de sudare in lungul rostului imbinarii. Sarma electrod este avansata mecanizat prin capul de sudare in zona rostului. In figura 2. este prezentat capul de sudare semimecanizat sub flux.
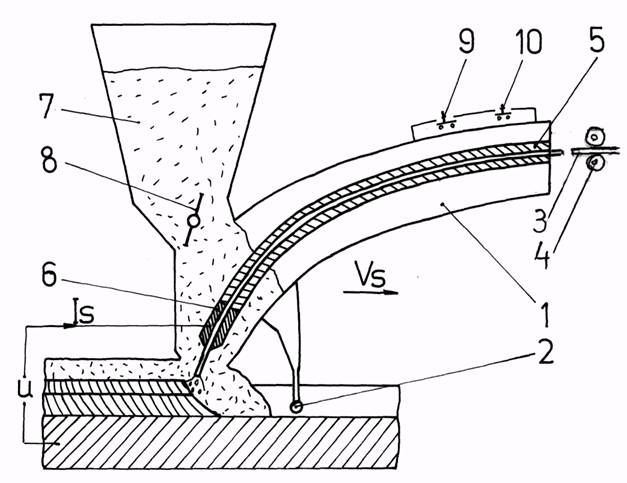
Fig. 2.
El este format din corpul capului 1, care se sprijina prin pivotul 2 in rostul imbinarii. Sarma electrod 5, antrenata in miscare de avans de mecanismul 4, trece prin tubul flexibil 5 si de aici printre piesele de contact 6 in zona imbinarii. Fluxul provine dintr-o pilnie 7, atasata capului de sudat si curge gravitational in jurul sarmei electrod, in zona rostului. Clapeta 8 asigura debitul de flux necesar. Cu ajutorul butoanelor 9 si 10 se realizeaza telecomanda pornirii mecanismului de avans al sarmei electrod 4 si pornirea sursei. Sudarea semiautomata are un domeniu restrans de aplicare, ea se poate folosi la realizarea imbinarilor orizontale de lungime relativ mica, cu sectiune redusa si in locuri greu accesibile. Diametrul sarmei electrod este relativ redus, max. 22,5mm. De asemenea, si cantitatea de flux transportata in palnia capului de sudare este mica, motiv pentru care lungimea cordonului este redusa. Sudorul are posibilitatea de a realiza si o pendulare a arcului, similar cu sudarea manuala cu electrozi inveliti, marind in felul acesta latimea cordonului de sudura.
Un alt punct de vedere al clasificarii sudarii sub flux (tabel 1) este in functie de numarul sarmelor electrod folosite in procesul de sudare. Distingem astfel doua categorii de sudari sub flux:
cu o singura sarma electrod;
cu doua sarme electrod.
Uneori se folosesc procedee de sudare chiar cu mai multe sarme electrod.
Sudarea cu doua sarme electrod se poate realiza cu arce independente, cu arce gemene si cu arc inseriat.
Sudarea cu arce independente poate fi realizata in aceiasi baie sau in bai separate, in functie de modul in care materialul de adaos provenit din arcul electric, trece in material depus, solidificandu-se simultan in cadrul baii comune a celor doua sarme electrod sau separat. In figura 3 se prezinta sudarea cu doua sarme electrod cu arce independente in baie comuna.
Sarma electrod de diametru de2, prin care trece curentul electric I2, asigura patrunderea de radacina a cordonului. Sarma electrod de1, prin care trece curentul electric I1, realizeaza trecerea de umplere. De obicei, diametrul sarmei ce asigura trecerea de radacina este mai mic decat al sarmei ce asigura trecerea de completare. In cazul in care diametrele sarmelor sunt identice, atunci intensitatea curentului I2>I1. In scopul unei patrunderi mai bune, realizata de sarma electrod de diametru de2, unghiul de inclinare a acestuia cu planul rostului, α2, este mai mare decat α1. Primul arc, cel al sarmei de diametru de2, lucreaza de obicei in curent continuu. Cel de-al doilea arc poate lucra si in curent alternativ, stabilitatea arcului fiind asigurata datorita baii comune de metal topit.
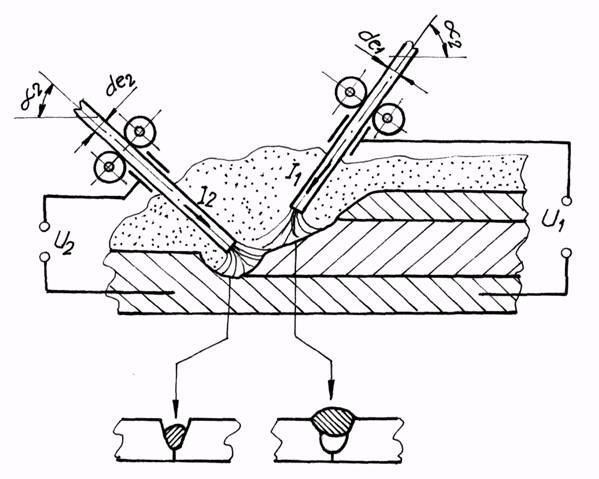
Fig. 3.
Principalul avantaj al baii comune este obtinerea unei adancimi mari de patrundere a cordonului de sudura.
La sudarea cu arce independente in bai separate, distanta dintre cele doua sarme electrod este mare, de 70250 mm, baile de sudura fiind independente, respectiv fiecare cristalizeaza separat. Arcul al doilea are nevoie pentru realizarea imbinarii de o intensitate mai mica a curentului de sudare, intrucat materialul pe care se realizeaza depunerea, cu sarma din aval, este deja incalzit. Ca atare, se asigura o economie in ceea ce priveste energia folosita in procesul de sudare. Dar, un aspect tehnic mai important si favorabil il constituie acela ca, cele doua arce arzand in bai separate asigura o imbunatatire a calitatii imbinarii sudate. Cel de-al doilea arc, realizeaza o degazare buna a baii de metal topit si totodata imbunatateste structura imbinarii sudate prin efectul de normalizare a zonei imbinarii, respectiv de micsorare a dimensiunilor grauntilor cristalini.
Sudarea cu arce gemene, este o sudare cu doua sarme electrod, arzand in baie comuna, insa cele doua sarme electrod sunt legate la aceiasi sursa. Spre deosebire, deci, de sudarea cu arce independente, corespunzatoare, la sudarea cu arce gemene, sarmele sunt legate la aceiasi sursa sau la acelasi pol al aceleasi surse, iar materialul de baza la polul celalalt. In functie de pozitia sarmelor fata de rostul de sudura, distingem:
asezare in tandem, atunci cand planul sarmelor electrod se afla in planul imbinarii;
asezare in paralel, atunci cand planul sarmelor electrod este perpendicular pe axa imbinarii.
La asezarea sarmelor in tandem (fig. 4), patrunderea este mai mare decat la asezarea acestora in paralel.
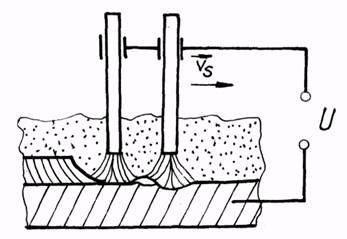
Fig. 4.
La asezarea in paralel a sarmelor, insa, latimea imbinarii este mai mare. Asezarea sarmelor in paralel, se recomanda la sudarea pieselor cu rosturi mari si neuniforme. Avantajele principale ale sudarii cu arce gemene, sunt legate de asigurarea participarii materialului de adaos, cu o cota mai mare, in realizarea imbinarii. Totodata, datorita temperaturii mari a baii de metal topit, se reduce sensibilitatea fata de formarea porilor.
Sudarea cu arc inseriat consta in producerea arcului electric, direct, intre electrozii de sudat. Datorita prezentei arcului electric in zona imbinarii sudate, se realizeaza si topirea partiala a materialului de baza (fig. 5).
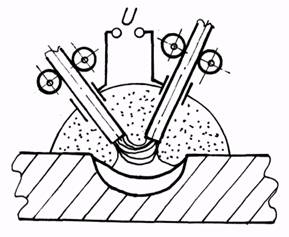
Fig. 5.
Sudarea cu arc inseriat impune, insa, o cinematica precisa a deplasarii sarmelor electrod si variatii reduse ale intensitatii curentului de sudare. In caz contrar, geometria imbinarii este afectata de aceste perturbatii. La sudarea cu arc inseriat se asigura un aport, al materialului de adaos, mai mare decat la sudarile prin celelalte procedee. Sudarea cu arc inseriat se poate realiza in curent continuu sau in curent alternativ. Daca curentul de alimentare al arcului este continuu sau alternativ monofazat, sudarea se realizeaza cu doua sarme electrod.
Sudarea in curent alternativ trifazat poate fi realizata dupa metoda cu arce electrice directe sau cu arce electrice indirecte. Sudarea cu arce electrice directe consta in sudarea, in care doua sarme electrod sunt puse la 2 faze ale curentului trifazat, iar materialul de baza al piesei la cea de-a treia faza a curentului trifazat.
Sudarea cu arce indirecte se realizeaza intre trei sarme electrod, fiecare dintre aceste sarme, fiind alimentata cu una din fazele curentului trifazat. Toate arcele ard in baie comuna.
Sudarea cu arc trifazat se caracterizeaza, prin aprinderea sacadata a arcului intre electrozi, cu frecventa retelei, sarma electrod ramanand permanent calda. Arcul trifazat are, deci, o stabilitate mai buna, ca atare si tensiunea de mers in gol la alimentarea cu arc trifazat a procesului poate fi mai redusa. De asemenea, factorul de putere este mai bun, deci consumurile energetice mai mici, si incarcarea mai uniforma a fazelor retelei.
Din punct de vedere al materialului de adaos folosit, sudarea sub strat de flux se poate desfasura cu:
sarma electrod;
banda electrod;
sarma electrod si material de adaos suplimentar.
Procedeele de sudare cu sarma electrod au fost prezentate in exemplele anterioare.
Sudarea cu banda electrod este folosita de obicei pentru operatiile de depunere a straturilor speciale pe materialul de baza al constructiei sudate. Banda electrod este antrenata in baia de sudura, prin intermediul unui mecanism de avans cu role late (fig. 6).
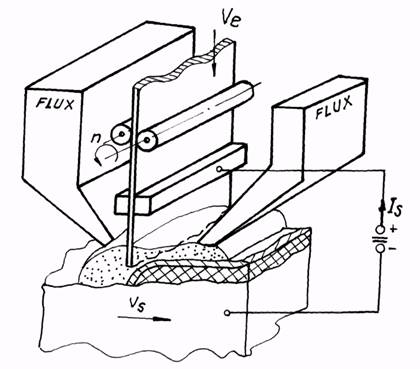
Fig. 6.
Ea primeste curentul de la o sursa, prin intermediul unor patine de contact. La sudarea cu electrod banda se foloseste curentul continuu cu polaritate inversa, intrucat acest procedeu de sudare este destinat incarcarii materialelor, deci, topirii mai intense a materialului de adaos, decat cel de baza. Banda are o latime de 20100 mm si ca grosime de 0,51,6 mm. Cea mai raspandita banda are latimea de 60 mm si grosimea de 0,5 mm.
Fluxul este depus atat inaintea procesului cat si dupa procesul de sudare, pentru acoperirea integrala a intregii latimi a baii de sudura. Arcul electric arde intre o portiune a benzii si materialul de baza, deplasandu-se permanent pe latimea benzii de sudura. Procedeul se caracterizeaza printr-o mare productivitate, prin realizarea unei patrunderi reduse, deci, a unei participari mari a materialului de adaos, precum si prin obtinerea unor suprafete de material depus relativ uniforme.
In categoria sudarii sub strat de flux cu sarme electrod si material de adaos suplimentar, intra sudarea cu sarma suplimentara si sudarea cu pulbere metalica. Aceste procedee de sudare, cu material de adaos suplimentar, se caracterizeaza printr-o productivitate marita a procedeului de sudare, printr-un randament si depunerii crescut, printr-o patrundere mica. De asemenea, zona influentata termic (ZIT) este redusa si totodata dilutia este micsorata. Intensitatea curentului este relativ mica, fata de cantitatea mare de metal depus.
Sudarea cu sarma suplimentara se caracterizeaza prin introducerea in zona arcului de sudare, la sudarea cu o singura sarma, a unei noi sarme, care se topeste sub actiunea caldurii degajate de arcul electric. Diametrul de (fig. 7) al sarmei suplimentare este mai mic decat diametrul sarmei principale.
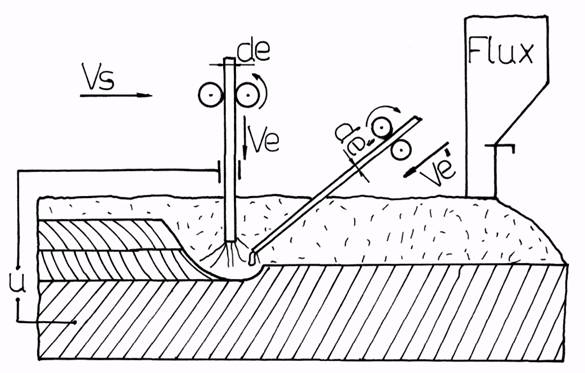
Fig. 7.
De
asemenea, si viteza de avans a sarmei electrod suplimentare, ![]() , este mai redusa decat viteza de avans ve, a
sarmei electrod principale. Sudarea cu sarma suplimentara, numita
si sudare cu sarma calda, se aplica in cazul sudarii
componentelor groase cu calibru mare. De remarcat ca sarma
suplimentara nu este racordata in circuitul electric, ea se
topeste prin cantitatea de caldura degajata de arcul sursei
principale.
, este mai redusa decat viteza de avans ve, a
sarmei electrod principale. Sudarea cu sarma suplimentara, numita
si sudare cu sarma calda, se aplica in cazul sudarii
componentelor groase cu calibru mare. De remarcat ca sarma
suplimentara nu este racordata in circuitul electric, ea se
topeste prin cantitatea de caldura degajata de arcul sursei
principale.
Sudarea cu pulbere metalica (fig. 8) consta in introducerea in procesul de sudare, a unei pulberi cu proprietati speciale pentru asigurarea unor anumite caracteristici ale imbinarii sudate. Pulberea are, de obicei, in compozitia ei pulbere de Fe, dezoxidanti si feroaliaje. Pulberea este depusa in rostul imbinarii sau pe suprafata materialului de baza, printr-un buncar primar, dupa care ea este acoperita de fluxul provenit dintr-un buncar secundar. Arcul electric patrunde prin perna de flux, topeste sarma electrod cat si pulberea depusa initial pe materialul de baza asigurand astfel o aliere suplimentara a cordonului cu ajutorul elementelor pulberii metalice. Sudarea cu material de adaos suplimentar, cu ajutorul pulberilor metalice este de obicei folosita la incarcarea cu straturi avand proprietati speciale.
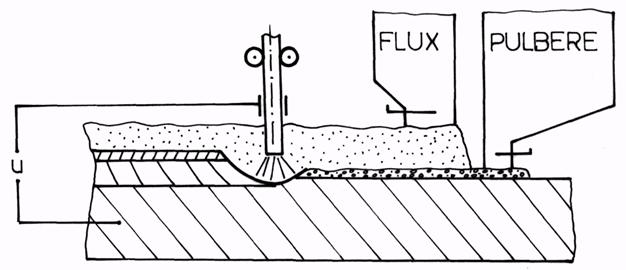
Fig. 8.
2. Performantele sudarii sub flux
Principalele avantaje ale sudarii sub strat de flux constau in urmatoarele:
datorita eliminarii factorilor legati de indemanarea sudorului, cusatura este mai omogena si mai uniforma. Procedeul fiind mecanizat, geometria cusaturii se mentine constanta pe intreaga lungime a ei;
productivitatea procedeului este mai ridicata de la 520 ori fata de sudarea manuala SE, aceasta datorandu-se mecanizarii procedeului precum si ratei depunerii mult mai mari;
consumurile energetice sunt cu 3040 % mai reduse la aceiasi cantitate de material depus, cu toate ca intensitatea curentului de sudare este mai mare;
curentul de sudare, IS, este mai mare la acelasi diametru al sarmei electrod, decat la sudarea cu electrod invelit, intrucat lungimea dintre contactul electric si arcul electric este mult mai mica la sudarea S.F. si ca atare pierderile prin efect Joule pe rezistenta electrodului sunt mult diminuate;
procedeul asigura o foarte buna protectie contra patrunderii aerului in zona arcului electric prin stratul de zgura topita cat si prin stratul de flux, in care sunt inmagazinate gazele procesului de sudare;
cantitatea de fum degajata in urma procesului este mica, imbunatatind conditiile de munca in hale si ateliere;
gradul de folosire al materialului de adaos, al sarmei electrod, este foarte mare apropiat de unitate. Fata de sudarea electrica S.E, in care se pierdea o cantitate din electrodul invelit ramas in port-cleste, la sudarea S.F. sarma electrod se consuma aproape integral.
Principalele dezavantaje la sudarea cu procedeul S.F. constau in:
se pot suda eficient numai cordoane drepte si circulare cu diametrul relativ mare. Lungimea cordoanelor trebuie sa depaseasca cel putin 1 m, pentru ca sudarea sa fie eficienta;
pe cusatura de sudura ramane zgura, care trebuie indepartata, ceea ce impune operatii suplimentare pentru evacuarea ei. Din acest motiv, mai ales, la zgurile aderente la cordon, eficienta sudarii in mai multe treceri este mai redusa. La acest procedeu se impun pretentii marite privind curatirea suprafetei metalului de sudat;
arcul electric nu poate fi supravegheat si ca atare este necesara prelucrarea precisa, rectilinie sau circulara a componentelor pentru ca materialul depus sa fie asezat corect in rostul de sudura;
prin procedeul S.F. se sudeaza in mod curent oteluri, nealiate, cu putin carbon si oteluri aliate. Se mai sudeaza uneori oteluri inoxidabile sau materiale neferoase cum ar fi: Ni, Cu si aliajele de tip monel. Se pot suda fara prelucrarea rostului, grosimi pana la 15 mm si cu prelucrarea in V a rostului, grosimi pana la 25 mm. Se poate suda atat in curent alternativ cat si in curent continuu.
Orientativ limitele extreme ale parametrilor tehnologici primari sunt: IS = 4001200 A; Ua = 2542 V; vS = 40120 m/h,
3. Materiale de adaos la sudarea sub flux
3.1. Fluxuri de sudare
Fluxul este materialul de adaos ce se prezinta sub forma de granule sau pulbere, care se depune in fata procesului de sudare si sub care arde arcul electric.
Fluxurile au urmatoarele roluri:
asigura ionizarea mediului si mentinerea arcului electric;
asigura protectia baii de sudura fata de aerul atmosferic;
asigura protejarea cusaturii fata de racirea brusca, prin zgura topita ce inveleste metalul depus;
reactioneaza cu metalul depus in stare topita, transferandu-si o parte din elementele de aliere; se asigura astfel insusiri mecanice dorite imbinarii;
extrage din metalul depus elementele daunatoare ca: S, P, N, H;
elimina gazele formate la sudare printre granulele de flux;
asigura o forma rotunjita suprafetei libere a cusaturii datorita tensiunii superficiale in zgura topita;
Pentru realizarea acestor conditii fluxurile trebuie sa indeplineasca urmatoarele caracteristici:
zgura produsa sa aiba densitate mai mica decat a materialului cusaturii pentru a se ridica deasupra acestuia si a proteja imbinarea;
temperatura de topire si solidificare sa fie aceiasi sau aproape aceiasi cu a materialului ce se sudeaza;
intervalul de solidificare sa fie cat mai scurt pentru a proteja metalul depus in curs de solidificare sau pentru a evita curgerea gravitationala a acestuia;
zgura trebuie sa fie compacta si suficient de fluida pentru a da posibilitatea degazarii baii de metal topit.
Ca atare, fluxul de sudare trebuie sa asigure functia stabilizatoare (de realizare a stabilitatii arcului electric), functia protectoare (protectia baii lichide fata de actiunea gazelor mediului inconjurator), functia metalurgica (de aliere a baii de metal topit cu elementele din zgura topita), functia termica (de ameliorare a ciclului termic al sudarii).
Compozitia fluxului, respectiv a zgurei obtinuta prin topirea acestuia este caracterizata de coeficientul de bazicitate. Conform STAS 10123-75 coeficientul de bazicitate are expresia:
![]() (1)
(1)
Zgura se considera acida daca b < 1,1; bazica daca b = 12 si puternic bazica daca b > 2.
O relatie simplificata pentru determinarea bazicitatii fluxului este:
![]() (2)
(2)
Daca B>1, atunci fluxul folosit este bazic. Daca B < 1, atunci fluxul folosit este acid.
Avand in vedere procedeul de fabricare, fluxurile se impart in 4 categorii:
fluxuri topite;
fluxuri ceramice;
fluxuri sinterizate;
fluxuri amestecate.
Fluxurile topite se obtine prin topire in cuptoare cu grafit la temperaturi 14001600C, a unor compusi oxidici si apoi granularea acestora la dimensiuni 0,5.2,5 mm. Avand in vedere procedeul tehnologic de obtinere a fluxurilor topite, intre componentele retetei pot avea loc reactii chimice, astfel ca fluxurile topite sunt mai putin active in procesul de sudare. Fluxurile topite sunt de doua categorii:
cu mult MnO si SiO2, corespunzand fluxurilor romanesti FSM 57 si FSM 57B;
cu putin MnO si SiO2, corespunzand fluxurilor romanesti FB 10, FB 20. Primele fluxuri sunt acide, cea de-a doua categorie fiind bazice. Ca atare, fluxurile topite sunt mai putin active in procesul de sudare, in schimb au o rezistenta mecanica buna, putand fi usor transportate, manipulate sau recirculate si totodata o hidroscopicitate foarte redusa.
Fluxurile ceramice se obtin prin amestecarea omogena a diferitilor compusi oxidici, apoi legarea lor cu un liant, silicatul de sodiu sau de potasiu, granularea si apoi uscarea lor pana la temperaturi de 300400C. Datorita temperaturii reduse de uscare, componentele fluxului nu reactioneaza intre ele. Ca atare, in structura fluxului se pot introduce elemente de aliere, in felul acesta metalul depus va schimba cu zgura topita elementele de aliere, producandu-se alierea baii. Totodata au loc fenomene importante de dezoxidare si de rafinare a cusaturii .Ca atare, fluxurile ceramice sunt active in procesul de sudare si se caracterizeaza prin bazicitate ridicata. In schimb rezistenta mecanica, a fluxurilor ceramice este scazuta, iar ele prezinta o hidroscopicitate mare. In tara noastra se fabrica fluxurile ceramice: FCR 28; FC 40; FC 60; FC-Cr 17 Mo. Ele sunt folosite in special la sudarea otelurilor mediu sau inalt aliate.
Fluxurile sinterizate sunt asemanatoare fluxurilor ceramice din punct de vedere al modului de obtinere, inca uscarea lor se face la temperaturi mult mai mari, de pana la 800900C. Prin urmare aceste fluxuri sunt mai putin active, datorita temperaturii mari de fabricatie. In schimb au o rezistenta mecanica mai buna si hidroscopicitate mai scazuta.
Fluxurile amestecate sunt obtinute prin amestecarea mecanica a fluxurilor topite si ceramice, imbinand partial avantajele si dezavantajele acestora.
3.2. Sarme de sudare
Sarmele de sudare pline se produc in gama de diametre: 2; 2,5; 3,2; 4; 5; 6; 8; 10; 12 mm. Suprafata sarmei este de obicei cuprata, pentru a asigura protectia anticoroziva si imbunatatirea contactului electric prin piesa de contact a capului de sudare. Sarmele se livreaza in bobine de dimensiuni normalizate. Compozitia chimica a sarmelor se alege in functie de metalul de baza care se sudeaza, precum si de fluxul folosit. In STAS 1126-76 sarmele sunt impartite in functie de nivelul de aliere, distingandu-se:
sarme nealiate si slab aliate, destinate sudarii otelurilor carbon, a otelurilor slab aliate si cu limita de curgere ridicata;
sarme mediu si inalt aliate pentru incarcarea prin sudare;
sarme inalt aliate pentru sudarea otelurilor inoxidabile si refractare.
4. Alegerea cuplului sarma-flux
Alegerea cuplului sarma-flux are la baza principiile de modificare ale compozitiei chimice in urma procesului de sudare. Se cunoaste faptul ca metalul depus, transferat prin arcul electric, interactioneaza cu fazele gazoase din coloana arcului sau din mediul ambiant precum si cu zgura. Aceste interactiuni se manifesta sub forma reactiilor de oxidare si dezoxidare, a fenomenelor de aliere si rafinare.
Referindu-ne la reactia de oxidare-dezoxidare mentionam ca oxizii metalici si nemetalici sunt nedoriti in imbinarea sudata, reducand caracteristicile fizico-mecanice ale imbinarii. Se stie ca oxidul metalului lichid este de obicei solubil in acesta, astfel FeO este solubil in Fe, pe cand ceilalti oxizi, cum ar fi MnO, SiO2, Al2O3, TiO2 sunt insolubili in Fe. Ca atare, operatia de dezoxidare trebuie realizata prin aport in baia de sudura, prin intermediul sarmei sau a fluxului, a unor elemente dezoxidante. In cazul otelurilor, elementele dezoxidante sunt: Si, Mn, Ti, C dar mai ales Al.
La sudarea sub strat de flux, procesul de aliere se manifesta atat prin faza gazoasa, prin metalul de adaos, cat si prin zgura. Este recomandabil ca alierea sa se materializeze in special prin zgura si mai putin prin metalul de adaos. Astfel la sudarea sub strat de flux putem suda cu acelasi material de adaos, dar cu fluxuri diferite asigurand gradul de aliere necesar. Alierea prin zgura sau prin flux este in special posibila la otelurile carbon sau slab aliate. La otelurile aliate este necesara alierea si prin materialul de adaos, folosindu-se in acest sens sarme electrod cu continut al elementelor de aliere superior sau cel putin egal cu al materialului de baza, dat fiind procesele de oxidare si trecere in zgura a elementelor transferate prin arc. La sudarea sub strat de flux, datorita dimensiunilor importante ale baii si in special a latimii acesteia, suprafata de contact metal-zgura este relativ mare, motiv pentru care transferul prin difuzie, de elemente intre metalul depus si zgura lichida, este important.
Rafinarea cusaturii are o deosebita importanta privind asigurarea evitarii fisurarii la cald, in cazul S, sau la rece, in cazul P. Desulfurarea se asigura, de obicei, prin elemente cu afinitate ridicata fata de S, cum ar fi: Al, Ca, Si si Mg. Numai ca aceste elemente au afinitate si mai mare fata de oxigen, luandu-l din oxizi. Ca atare, cel mai utilizat desulfurant al baii metalice este Mn. Prin urmare, evitarea fisurarii la cald a cordonului de sudura se va face introducand suplimentar in cusatura, Mn, atat prin sarma electrod cat si prin flux. Mn formeaza cu S, sulfura de Mn (MnS), putin solubila in otelul lichid, dar foarte solubila in zgura. Defosforarea, respectiv evitarea fragilizarii la rece a otelurilor, se obtine folosind in procesul de sudare, fluxuri cu bazicitate ridicata. Lucrand cu fluxuri bazice, procentul de P si S din imbinare scade cu pana la 25%. In baza acestor principii, a interactiunii metalului depus cu zgura provenita din fluxul topit se pot trage urmatoarele concluzii privind alegerea cuplului sarma - flux:
la sudarea cu fluxuri bogate in SiO2 si MnO, de tipul fluxurilor silico-manganoase (FSM 37, FSM 37B) la care procentul de SiO2 si MnO este mai mare decat 50%,se lucreaza cu sarma nealiata, caracteristicile imbinarii, respectiv aportul de Si si Mn din flux contribuind la asigurarea proprietatilor otelurilor carbon de uz general. In schimb baia de sudura nu se rafineaza;
la sudarea cu fluxuri bogate in SiO2, dar cu putin MnO (SiO2 =4050%; MnO = 15.20%) in cusatura se introduce Si suficient, dar putin Mn. Aceasta impune ca la sudarea otelurilor de constructie sa se foloseasca sarme aliate cu 12% Mn. Astfel la sudarea cu fluxuri FSM 20 se vor folosi sarme cu 1,52% Mn (S12Mn2);
fluxurile cu putin SiO2 si MnO sunt fluxuri de tip bazic. Ele au marele avantaj ca asigura desulfurarea si defosforarea cusaturii. Se asigura o imbinare cu proprietati ridicate de plasticitate. Pierderile in arc din elementele de aliere sunt relativ mici, de aceea se folosesc aceste fluxuri la sudarea otelurilor slab aliate cu sarme avand compozitia minima a metalului de baza. Sarmele vor avea in compozitia lor de asemenea Si si Mn, datorita cantitatii mici din aceste elemente de aliere provenite din zgura topita. Arcul electric trebuie alimentat in curent continuu pentru asigurarea unei bune stabilitati. Picaturile sunt de dimensiuni mai mari, la transferul prin arc, datorita lipsei oxigenului din spatiul arcului. Ca atare, fluxurile cu bazicitate ridicata sunt fluxuri ceramice sau sinterizate, folosite la sudarea otelurilor slab sau mediu aliate.
Ca atare la organizarea unei productii de structuri sudate dintr-un anumit material de baza particular, este necesara in primul rand organizarea productiei de sarma electrod si de flux de sudare. Se are in vedere ca este mult mai dificil de a obtine o sarma electrod cu o anumita compozitie impusa, decat de a obtine un flux cu compozitia ceruta. Realizarea tehnologica a sarmei de sudare implica faze numeroase de elaborare, turnare, laminare, trefilare etc. pe cand elaborarea unui flux, de obicei ceramic, la materialele aliate sau bogat aliate impune o tehnologie mai simpla, cu consumuri energetice mai reduse.
Cuplul sarma-flux este uneori corelat si cu intensitatea curentului de sudare, precum si cu viteza de sudare. Astfel fluxurile acide pot fi folosite la intensitati mari ale curentului de sudare, pana la 2500 A si viteze relativ medii, pana la 4050 m/min. Fluxurile silico-manganoase sunt folosite la sudarea cu curenti de pana la 1100 A si viteze mari de sudare, mai mari de 40 m/min. Fluxurile cu caracter bazic pronuntat sunt folosite la intensitati mai mici 800.1000 A si cu viteze de sudare medii.
5. Algoritmul de calcul a tehnologiei de sudare sub flux
S-a aratat anterior ca diametrul sarmei electrod, de, este cuprins intre 212 mm, dar in mod uzual diametrul sarmei electrod este cuprins intre 26 mm. Diametrul sarmei electrod se alege in functie de grosimea minima a componentelor de sudat, conform tabelului 2.
Tabel 2.
|
Grosimea minima a componentelor [mm] | ||||
|
Diametrul sarmei electrod de [mm] |
Lungimea libera a sarmei electrod se alege de obicei astfel:
![]() (3)
(3)
Asa cum s-a aratat si la capitelul 4, tabelul 4.2, intensitatea curentului de sudare se calculeaza cu relatia:
![]() (4)
(4)
cu de [mm] si IS [A].
Intensitatea poate varia totusi intre o valoare maxima data de relatia:
![]() (5)
(5)
si una minima:
![]() (6)
(6)
Alegerea curentului de sudare intre valoarea maxima si minima, se face tinand seama de o serie de performante sau elemente tehnologice ce trebuie sa fie indeplinite. Astfel, cresterea intensitatii curentului electric spre valoarea maxima, se va realiza in scopul maririi ratei depunerii si a patrunderii. Daca se depaseste valoarea maxima, atunci apar defecte in jurul cordonului. Scaderea intensitatii curentului spre valoarea limita minima poate produce intreruperi sau instabilitati ale arcului de sudare. Daca se cere pe langa patrunderea adinca si viteza mare de sudare se va folosi sudarea in curent continuu DC+. Cand se urmareste o rata mare a depunerii, atunci se va lucra in curent continuu DC-, dar patrunderea va fi diminuata. De obicei, rata depunerii este cu 50% mai mare la sudarea DC-, decat la sudarea DC+. Se are in vedere participarea mult mai mare a materialului de baza la formarea cusaturii, decat a materialului depus. Sudarea in curent alternativ are de obicei o stabilitate mai mica, dar prin alegerea curentului de sudare spre valoarea maxima, respectiv si prin alegerea unui diametru al sarmei electrod, de, mai mic pot corecta acest dezavantaj. Sudarea in curent alternativ se bucura de avantajul inlaturarii suflajului magnetic.
Tensiunea arcului la sudarea S.F. este data de urmatoarea relatie statistica:
![]() (7)
(7)
Marirea tensiunii, Ua, peste valoarea calculata,i n limite totusi normale poate avea efecte favorabile, cum este latirea cusaturii, cresterea consumului de flux si ca urmare intensificarea proceselor de aliere a cusaturii cu elemente din flux, scaderea inaltimii cordonului, scaderea rezistentei fata de formarea porilor etc. Reducerea tensiunii arcului este nefavorabila determinand scaderea stabilitatii procesului.
Rata depunerii la sudarea sub strat de flux se calculeaza cu relatia statistica:
![]() (8)
(8)
in care k1 ia valorile:
k1 = 1 pentru sudarea in curent continuu DC+;
k1 = 1,5 pentru sudarea in curent continuu DC-;
k1 = 1,25 pentru sudarea in curent alternativ AC.
Viteza de sudare se calculeaza cu relatia etatistica:
![]() (9)
(9)
in care coeficientul K, dupa cum se stie, are expresia:
 (10)
(10)
Ca
atare, coeficientul K se calculeaza cunoscand aria trecerii, determinata
pe baza valorilor extreme prezentate in tabelul 4.7. Produsul ![]() are semnificatia
vitezei de sudare in conditiile in care aria trecerii este egala cu
aria sectiunii sarmei.
are semnificatia
vitezei de sudare in conditiile in care aria trecerii este egala cu
aria sectiunii sarmei.
Viteza de inaintare a sarmei electrod in baia de sudura se calculeaza pornind de la considerentul ca la sudarea sub strat de flux volumul materialului depus este apropiat de volumul materialului de adaos topit. Ca atare:
![]() (11)
(11)
in care Lb, La reprezinta lungimea materialului de baza, respectiv a cordonului si lungimea materialului de adaos parcurse in acelasi timp.
Impartind relatia (11) la timpul de desfasurare a procesului rezulta:
![]() (12)
(12)
si ca atare:
 (13)
(13)
Se observa comparand relatia (13) cu (10) ca:
![]() (14)
(14)
Acesta este si motivul introducerii coeficientului K. El reprezinta multiplicatorul vitezei de sudare care conduce la calculul vitezei materialului de adaos.
Pentru calculul tehnologiei de sudare la sudarea S.F. mai pot fi folosite si alte relatii, apeland la patrunderea realizata in urma procesului. Se stie ca patrunderea este proportionala cu intensitatea curentului de sudare:
![]() (15)
(15)
in care: ![]() la rosturile prelucrate in U, V sau X.
la rosturile prelucrate in U, V sau X.
![]() la rosturile
prelucrate in I.
la rosturile
prelucrate in I.
Coeficientul Kp va lua valori spre limita maxima cand se lucreaza in varianta DC+ sau AC si spre limita inferioara cind se lucreaza cu DC-. Patrunderea se stabileste cunoscand grosimea componentelor si numarul de treceri astfel incat volumul de material depus sa umple intreaga sectiune a rostului. Tensiunea arcului si rata depunerii se pot calcula in baza relatiilor (7) si (8) daca se cunoaste intensitatea curentului de sudare, determinata in baza relatiei (15). Viteza de sudare se poate calcula cu relatia (9) sau folosind coeficientul de depunere asa cum s-a aratat in capitolul 4,in relatia (4.25):
![]() (16)
(16)
Se are in vedere ca la sudarea sub strat de flux coeficientul de depunere αd variaza astfel:
![]()
Viteza de inaintare a sarmei electrod se determina in baza relatiei (15). Aceasta a doua metoda de stabilire a parametrilor de sudare se aplica de obicei la sudarea cap la cap cu rost in forma de I. Cand sudarea se realizeaza dintr-o singura parte, pentru grosimi mai mici de 15 mm, atunci patrunderea este egala cu grosimea tablelor. Cand sudarea se realizeaza bilateral, la grosimi pana la 35 mm, atunci patrunderea se ia astfel incat suma celor doua patrunderi pe o parte si pe cealalta a imbinarii sa depaseasca grosimea tablelor cu 24 mm.
6. Tehnica operatorie la sudarea sub flux
Forma rosturilor la sudarea S.F. este data conform STAS 6726-75. Rostul trebuie sa aiba un grad ridicat de precizie, abateri reduse de la rectilinitate, tinand seama ca sudarea se desfasoara automat sau mecanizat iar procesul de sudare nu poate fi urmarit de catre operator. Instalatiile de sudare uneori sunt prevazute cu senzori pentru urmarirea rostului, dar acestea functioneaza corect, de obicei, la prima trecere. Prelucrarea rostului se realizeaza de obicei prin operatii de aschiere, rabotare, frezare, strunjire etc.
Daca prelucrarea rostului se face oxigaz, atunci, dupa operatia de debitare, rostul se polizeaza pana la luciu metalic. In cazul otelurilor aliate debitate oxigaz, trebuie indepartat prin aschiere sau prin polizare stratul influentat termic, datorita sensibilitatii la incalzire a acestor oteluri si prezentei unor oxizi, de obicei, greu fuzibili, in zona cusaturii. Tablele se prind in puncte de sudura pentru a lasa o latime a rostului, corespunzator formei standardizate, astfel incat contractiile la sudare sa nu fie impiedicate in masura prea mare si tensiunile interne ce apar sa fie diminuate.
Sudarea S.F. se executa, de obicei, in pozitie orizontala sau in jgheab. In cazul in care componentele de sudat sunt asezate inclinat se prefera un unghi cat mai mic de inclinare. Sudarea S.F. produce o baie bogata, baie ce are tendinta curgerii gravitationale.
In cazul, pieselor inclinate sudarea se poate realiza urcator (fig. a) sau coborator (fig. b).
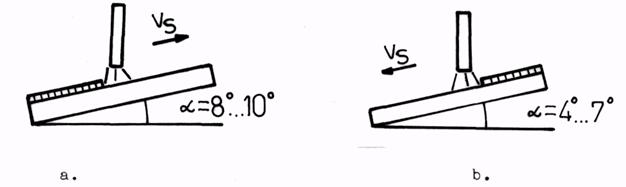
Fig.
La sudarea coboratoare unghiul de inclinare al componentelor trebuie sa fie mai mic, datorita tendintei curgerii gravitationale a baii de metal topit favorizata si de presiunea arcului electric.
Sudarea circulara S.F. se realizeaza cu inclinarea electrodului inaintea verticalei piesei de sudat, astfel incat, electrodul sa fie orientat dupa directie radiala la piesa de sudat (fig. 10). Deplasarea varfului electrodului inaintea verticalei piesei de sudat se lace admitand un x egal cu:
![]() (17)
(17)
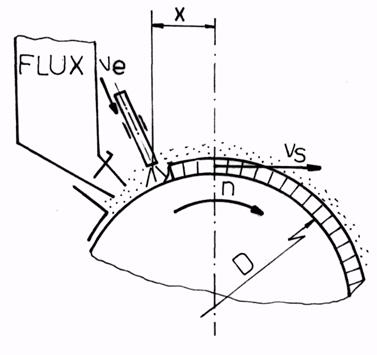
Fig. 10.
La diametre mici, sub 100 mm, se va alege un x majorat cu 50% fata de relatia (17). Totodata intensitatea curentului de sudare va tine seama si de diametrul piesei. La diametre mici ale pieselor de sudat, cuprinse intre 100350 mm, intensitatea curentului se va reduce cu 50% fata de intensitatea calculata conform relatiilor (4; 5; 6), tinand seama ca baia bogata, la piese de dimensiuni reduse, poate conduce la curgerea ei laterala in jurul piesei de sudat.
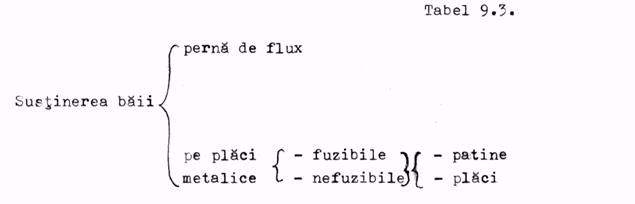
O importanta deosebita la sudarea SF, datorita dimensiunilor mari ale baii de metal topit, a temperaturii ridicate a acesteia si a tendintei ei de curgere gravitationala, o are sustinerea baii. La componente de grosimi reduse, sau la primul strat, sustinerea baii este absolut necesara pentru asigurarea formei corespunzatoare a radacinii cordonului.
Sustinerea baii poate fi facuta pe perna de flux sau pe suporturi metalice. Sustinerea pe suporturi metalice se poate realiza pe placi fuzibile sau nefuzibile. Suporturile nefuzibile sint de obicei din Cu sau materiale refractare. Suporturile nefuzibile (pot fi de tipul placilor din Cu sau patinelor. Patinele se deplaseaza odata cu capul de sudare pe sub cordonul de sudura. Patinele pot fi realizate din cupru sau din materiale ceramice. Patinele din Cu necesita racire, cele ceramice nefiind racite in timpul procesului de sudare (tabel 3.).
Pentru mecanizarea procedeului de sudare SF se practica si recircularea fluxului. Recircularea fluxului este realizata de obicei in varianta pneumatica, folosind aerul comprimat ca fluid transportor al fluxului de sudare. Recircularea pneumatica poate fi prin aspiratie sau prin refulare. La alegerea variantei de recirculare se are in vedere faptul ca fluxul poate sa-si micsoreze granulatia ca urmare a impactului cu peretii buncarelor de flux. Se va admite varianta de recirculare in functie de fluxul topit sau fluxul ceramic ales pentru procesul de sudare. Fluxul topit are o rezistenta mecanica mai mare, dupa cum s-a aratat, iar fluxul ceramic are o rezistenta mecanica mai mica. Recircularea prin aspiratie se va aplica de obicei la fluxurile topite. Recircularea prin refulare se va aplica fie la fluxurile topite, fie la cele ceramice.
7. Defecte tehnologice si masuri pentru evitarea lor
La sudarea S.F. se impune corelarea in limite precise a vitezei de sudare in raport cu curentul de sudare. Daca viteza de sudare este mai mare decat cea necesara, la acelasi curent de sudare, topirea peretilor rostului poate fi insuficienta. Ca atare, apar la marginile cordonului defecte de tipul lipsei de topire sau porozitati, muscaturi laterale etc. Daca viteza de sudare este mai mica decat cea necesara baia de sudura are latime mare, rezulta stropi si incluziuni de zgura in cusatura.
Inaltimea pernei de flux trebuie bine dozata, ea fiind cuprinsa intre 1535 mm functie de diametrul sarmei electrod si calibrul sudurii. Daca inaltimea pernei de flux este prea mare, precum si daca fluxul are granulatie prea mica sau este degradat, ca urmare a impactului mecanic (prafuit), apar defecte de tipul denivelarilor, porilor, cauzate de impiedicarea iesirii gazului din zona procesului de sudare. O inaltime prea mica a stratului de flux nu realizeaza protectia corespunzatoare a baii de sudura si ca atare reactiile acesteia cu aerul mediului inconjurator devin mai importante.
La sudarea S.F. printr-o singura trecere trebuie sa se acorde o atentie mare genezei tensiunilor remanente, care, in multe cazuri conduc la fisurarea cordonului de sudura. Astfel, la sudurile cap la cap se recomanda realizarea unei latimi a rostului de 25 mm astfel incat baia de metal topit sa aiba posibilitatea contractiei transversale fara impiedicarea acesteia, diminuand tensiunile interne si tendinta de fisurare a cordonului. De asemenea, la cordoanele de colt se impune ca latimea, fiind materializata prin ipotenuza triunghiului dreptunghic inscris in cordonul de sudura, sa fie mai mare decat patrunderea. Baile de sudura mai late, micsoreaza tensiunile remanente transversale, si ca atare, reduc tendinta de fisurare.
Masurile pentru evitarea principalelor defecte tehnologice la sudarea S.F.sunt:
in cazul cand patrunderea cusaturii este prea mica, se va mari curentul de sudare, se va lucra in curent continuu DC+, se va micsora tensiunea arcului, se va micsora lungimea libera, se va micsora viteza de sudare, inclinarea electrodului se va mari spre inapoi (α>0);
in cazul aparitiei fisurilor in imbinare sau in zona influentata termic, atunci se va lucra in curent continuu cu polaritate DC-, va fi micsorata intensitatea curentului electric, va fi micsorata tensiunea arcului, va creste daca este posibil latimea rostului, iar dupa caz se va folosi preincalzirea;
in cazul aparitiei fisurilor transversale in cusatura, caz intalnit la sudarea in mai multe treceri, atunci se va mari temperatura de preincalzire, se va introduce sudarea intre treceri, va fi micsorata viteza de sudare, tensiunea arcului si intensitatea curentului electric;
in caziil lipsei de topire sau a muscaturilor laterale se va lucra in curent continuu cu polaritate DC-, va fi micsorata tensiunea arcului, va creste diametrul sarmei electrod, se va micsora viteza de sudare;
in cazul in care cusatura prezinta pori se va remedia regimul de sudare prin curent continuu cu polaritate DC+, se va reduce intensitatea curentului electric si tensiunea arcului, se va face controlul grosimei pernei de flux si controlul degresarii si curatirii rostului;
in cazul tendintei curgerii gravitationale a baii de sudura se va mari viteza de sudare, va fi micsorata intensitatea curentului si tensiunea arcului;
in cazul unor pete pe suprafata cusaturii se va reduce tensiunea arcului, se va lucra in curent continuu cu polaritate directa, va fi redusa intensitatea curentului si tensiunea arcului si va creste viteza de sudare.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 7829
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved