| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Generalitati
Largirea si adancirea sunt procedee de prelucrare a unor alezaje realizate anterior prin diverse procedee (turnare, forjare, deformare plastica, taiere, burghiere, etc.).
Sculele utilizate au in principiu aceiasi structura constructiva ca si burghiele.Masinile-unelte utilizate pot fi cele folosite la burghiere.
Cinematica generarii suprafetelor este similara celei utilizate la burghiere: combinarea unei miscari de rotatie in jurul axei sculei, miscarea 1 si a unei miscari de translatie 2 in lungul aceleasi axe. Viteza de aschiere si avansul de lucru se definesc ca la burghiere, cu precizarea ca avansul pe dinte, fd= f/z, este functie de numarul de dinti z ai sculei.
2. Largirea
Largirea este o operatie specifica prelucrarii alezajelor, care are ca scop marirea sectiunii transversale a acestora, de la diametrul d la diametrul D. Se aplica la prelucrarea unor alezaje brute obtinute prin turnare, forjare sau burghiere (figura 1). Se utilizeaza drept scule burghie uzuale (figura 1,a,c) care lucreaza in conditii mai avantajoase neaschiind cu taisul transversal. Se folosesc si scule speciale, numite largitoare, care sunt burghie fara tais transversal cu mai multi dinti (figura 1,b).
Largitoarele au taisuri principale numai pe partea frontala periferica, cu extindere spre centru numai cu ceva mai mari decat grosimea adaosului de prelucrare (care are valori de 15 mm).
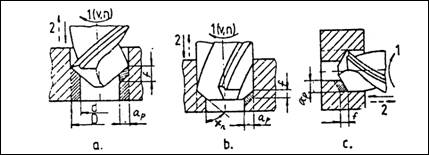
Figura 1 Cinematica operatiei de largire
Lipsa unor taisuri frontale pana in zona axei sculei exclude existenta taisului transversal. Largitoarele sunt prevazute cu trei sau patru dinti. Canalele pentru evacuarea aschiilor sunt mai putin adanci, ca urmare a unui volum de aschii mai redus, detasat de fiecare dinte al sculei. Scula este mai rezistenta, putand suporta avansuri mult sporite in comparatie cu burghierea.
3. Adancirea
Este operatia de prelucrare a suprafetelor frontale plane, conice sau profilate, la capatul unor alezaje (figura 2). Cinematica generarii suprafetelor este aceiasi ca la burghiere. Suprafetele frontale care fac obiectul adancirii au inclinarea si forme impuse de destinatia alezajului.
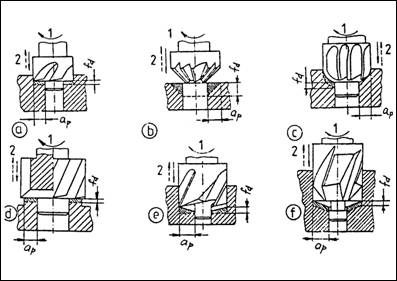
Figura 2 Cinematica operatiei de adancire
Sculele pentru adancire se caracterizeaza prin taisuri frontale cu forme, orientari si dimensiuni corespunzatoare suprafetelor de generat.
Adancitoarele cu cep de ghidare (figura 2,a) se folosesc pentru realizarea locasurilor cilindrice pentru suruburile cu cap inecat.
Tesitoarele (figura 2,b) sunt destinate executarii locasurilor pentru suruburile cu cap tronconic sau pentru tesirea alezajelor la unghiuri standardizate de 45, 60 sau 75.
Adancitoarele profilate (figura 2,c) se folosesc la imprimarea unor anumite forme fundurilor gaurilor (locase pentru supape sau robineti).
Lamatoarele (figura 6.2,d) sunt destinate prelucrarii frontale a bosajelor in vederea asigurarii perpendicularitatii axei gaurii cu suprafata frontala adiacenta.
La prelucrarea alezajelor de lungimi mari (figura 2,e,f), adancitorul este prevazut si cu taisuri secundare (laterale) necesare pentru indreptarea si curatirea suprafetei laterale, precum si pentru ghidarea sculei. In acest caz scula are rol de largitor si adancitor.
Pentru prelucrarea gaurilor de centrare pe suprafetele frontale ale arborilor se folosesc burghie de centruire (figura 3,a) care sunt practic scule combinate, monobloc, alcatuite din doua parti: un burghiu prevazut cu doua canale drepte sau elicoidale si un adancitor tesitor. Pentru realizarea unor suprafete interioare in trepte se utilizeaza burghie in trepte realizate monobloc sau asamblate (figura 3,b).
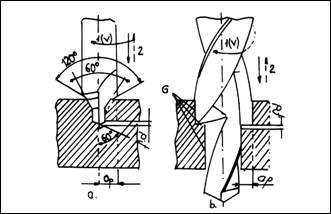
Figura 3 a) prelucrarea gaurilor de centrare cu burghie de centruit, b) realizarea unor suprafete interioare in trepte cu burghie monobloc sau asamblate
4. Regimul de aschiere
Datorita faptului ca sculele pentru largire si adancire nu au taisuri transversale, uzura este mai putin intensa. Lucrul cu sculele de adancire se poate desfasura chiar in conditiile unor uzuri pronuntate ale taisurilor, in functie de rugozitatea ceruta suprafetelor prelucrate. Acest fapt influenteaza asupra stabilirii valorii parametrilor regimului de aschiere.
Adancimea de aschiere ap , se stabileste (figura 1 si 2) in functie de dimensiunile alezajului inainte si dupa prelucrare (d si D), cu relatia:
ap = (D - d) / 2 [mm] (1)
Avansul f, se poate calcula cu relatia:
![]() [mm/rot] (2)
[mm/rot] (2)
in care: D [mm] este diametrul largitorului; Cf este constanta functie de materialul de prelucrat si cerintele tehnice de prelucrare.
Datorita faptului ca sculele au numar mare de dinti (fata de burghiul elicoidal), valoarea avansului la largire si adancire va fi mai mare decat la burghiere.
Viteza de aschiere v, la prelucrarea de largire cu scula din otel rapid, se calculeaza cu relatii de forma:
![]() [m/min] (3)
[m/min] (3)
5. Forta axiala si momentul de aschiere
Eforturile de aschiere la largire si adancire se manifesta similar ca la burghiere prin forta axiala si momentul de torsiune.
Acestea se pot calcula cu relatiile:
![]() [N] (4)
[N] (4)
![]() [Nm] (5)
[Nm] (5)
Coeficientii si exponentii relatiilor (4) si (5) se aleg din normative in functie de conditiile de aschiere.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4323
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved