| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
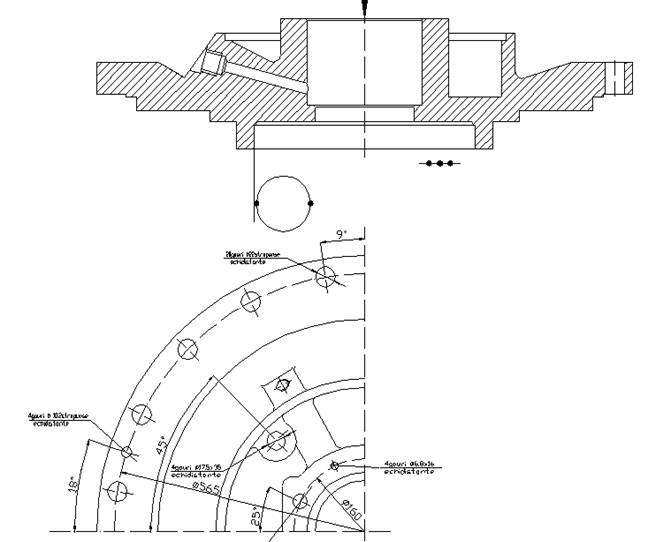
Gaurire
a)Schita operatiei:
b)Fazele operatiei:
a.Prinderea piesei
1.gaurit:4 gauri ![]() 10,2
strapunse,echidistante
10,2
strapunse,echidistante
2.gaurit:20 gauri ![]() 22H13
strapunse,echidistante
22H13
strapunse,echidistante
3.gaurit:4 gauri ![]() 17,5*35
echidistante
17,5*35
echidistante
4.gaurit:4gauri ![]() 6,8*16
echidistante
6,8*16
echidistante
5.gaurit:4 gauri ![]() 14*30
echidistante
14*30
echidistante
b.Desprinderea piesei
c)Caracteristici ale sistemului tehnologic
M.U.:VRM 50A tabelul 6.46
Scule:-burghie elicoidale extrascurte cu coada cilindrica STAS 4566-80 tabelul 6.47
-burghie elicoidale scurte cu coada conica STAS 575-80 tabelul 6.47
Dispozitiv:dispozitiv de gaurit
Verificatoare:subler
d)Parametrii regimului de prelucrare
*Alegerea burghielor folosite
Tabelul 6.57
|
Faza |
Tipul burghiului folosit |
STAS burghiu |
Dimensiuni |
|||
|
d |
L |
l |
con Morse |
|||
|
Burghiul elicoidal extrascurt | ||||||
|
Burghiul elicoidal scurt cu coada conica | ||||||
*Alegerea tipului de ascutire
Se folosesc burghie de tip N STAS R 1370-74.
Pentru faza 1 se foloseste un burghiu cu ascutire tip A1(figura 6.2.) iar pentru celelalte faze se vor folosi burghie cu ascutire tip A3 (figura 6.3.)
FIG 6.3.
Parametrii geometrici acestor tipuri de ascutire sunt prezentati in tabelul urmator:
Tabelul 6.58.
|
Diametrul burghiului |
Ascutirea |
Ajustarea muchiei transversale |
Ajustarea fatetei |
|||||
|
d |
2X |
|
|
a |
l |
l |
fn |
|
|
|
|
|
|
|||||
|
|
| |||||||
*Stabilirea durabilitatii si a uzurii admisibile
Pentru otelul T6MoNiCr 180 se folosesc burghie cu parte activa din hotel rapid,durabilitatea si uzura admisibila fiind prezentate in tabelul urmator:
Tabelul 6.59.
|
faza | |||||
|
T[min] | |||||
|
|
0,4.0,6 |
||||
*Stabilirea adancimii de aschiere
La gaurirea in plin adancimea de aschiere se calculeaza cu relatia:
t= ![]() [mm] (6.29)
[mm] (6.29)
in care D este diametrul gaurii de prelucrat
Tabelul 6.60
|
faza | |||||
|
D[mm] | |||||
|
t[mm] |
*Stabilirea avansului de aschiere
Avansul se poate calcula analitic cu relatia:
S=![]() [mm/rot] (6.30)
[mm/rot] (6.30)
unde:-![]() =coeficient
de avans
=coeficient
de avans
-D=diametrul burghiului
-![]() =coeficient
de corectie in functie de lungimea gaurii
=coeficient
de corectie in functie de lungimea gaurii
Tabelul 6.61
|
faza | |||||
|
| |||||
|
D | |||||
|
K |
| ||||
|
Sa | |||||
|
|
*Stabilirea vitezei de aschiere
Viteza de aschiere se calculeaza analitic cu relatia:
V= ![]() [m/min] (6.31)
[m/min] (6.31)
in care:-D=diametrul burghiului [mm]
-![]() =coeficientul
care tine seama de cuplul semifabricat-scula
=coeficientul
care tine seama de cuplul semifabricat-scula
-Zv,mv,Yv=exponentii politropiei care tin seama de conditiile concrete de aschiere
-T=durabilitatea economica [min]
-Kv=coeficient de corectie a vitezei de aschiere
Kv=![]() (6.32)
(6.32)
unde:-![]() =coeficient
de corectie a vitezei de aschiere in functie de calitatea materialului
prelucrat
=coeficient
de corectie a vitezei de aschiere in functie de calitatea materialului
prelucrat
-![]() =coeficient
de corectie a vitezei de aschiere in functie de durabilitatea reala a sculei
=coeficient
de corectie a vitezei de aschiere in functie de durabilitatea reala a sculei
-![]() =coeficient
de corectie a vitezei de aschiere in functie de lungimea gaurii
=coeficient
de corectie a vitezei de aschiere in functie de lungimea gaurii
-![]() =coeficient
de corectie a vitezei de aschiere in functie de starea materialului de
prelucrat
=coeficient
de corectie a vitezei de aschiere in functie de starea materialului de
prelucrat
Dupa calculul vitezei de aschiere se determina turatia sculei cu relatia (6.4).Din caracteristicile masinii-unelte se alege o turatie apropiata de cea obtinuta analitic,se recalculeaza viteza reala de aschiere cu relatia 6.5 si se calculeaza variatia de viteza cu relatia 6.6.
Tabelul 6.62
|
faza |
|
D |
Zv |
T |
|
S |
Yv |
Kmv |
|
|
|
V |
n |
|
|
|
*Stabilirea fortelor si momentelor de gaurire
Relatiile de calcul pentru forta axiala si momentul de torsiune la gaurire sunt:
F=![]() [daN] (6.33)
[daN] (6.33)
M=![]() [daN] (6.34)
[daN] (6.34)
in care:-D=diametrul burghiului [mm]
-S=avansul [mm/rot]
-![]() ,
,![]() ,
,![]() ,YF,XM,YM=coeficientii si exponentii
fortei axiale si momentului de torsiune
,YF,XM,YM=coeficientii si exponentii
fortei axiale si momentului de torsiune
-![]() ,
,![]() =coeficientii
de corectie pentru forta si moment
=coeficientii
de corectie pentru forta si moment
![]() =
=![]() (6.35)
(6.35)
![]() =
=![]() (6.36)
(6.36)
unde:-![]() =coeficient
de corectie in functie de calitatea materialului prelucrat
=coeficient
de corectie in functie de calitatea materialului prelucrat
-![]() =coeficient
de corectie in functie de viteza de aschiere
=coeficient
de corectie in functie de viteza de aschiere
-![]() =coeficient
de corectie in functie de unghiul de varf 2X
=coeficient
de corectie in functie de unghiul de varf 2X
-![]() =coeficient
de corectie in functie de metoda de ascutire
=coeficient
de corectie in functie de metoda de ascutire
Tabelul 6.63
|
faza |
|
D |
XF |
S |
YF |
|
|
|
|
F |
|
|
||||||||||
Tabelul 6.64
|
faza |
|
D |
XM |
S |
YM |
|
|
M |
*Puterea necesara la gaurire
Puterea necesara la gaurire se calculeaza cu relatia:
P=![]() [KW] (6.37)
[KW] (6.37)
unde:-M=momentul de torsiune [daN*mm]
-v=viteza de aschiere reala [m/min]
-D=diametrul burghiului [mm]
-n=turatia burghiului [rot/min]
-![]() =randamentul
masinii η=0,85
=randamentul
masinii η=0,85
Tabelul 6.65
|
faza |
M |
V |
D |
P |
e)Norma de timp
Norma de timp este durata necesara pentru executarea unei operatii,in conditii tehnico-organizatorice determinate si cu folosirea cea mai rationala a tuturor mijloacelor de productie.In determinarea normei tehnice de timp se va tine seama ca prin folosirea unui cap de gaurit multiax,se pot executa cate 4 gauri simultane.
*Calculul timpului de baza Tb
Atat pentru gaurile strapunse cat si pentru cele infundate formula de calcul a timpului de baza este:
Tb=![]() [min]
[min]
unde:-l=lungimea piesei [mm]
-![]() =lungimea
de angajare a sculei [mm]
=lungimea
de angajare a sculei [mm]
-![]() =lungimea
de iesire a sculei din material [mm]
=lungimea
de iesire a sculei din material [mm]
-S=avansul [mm/rot]
-n=turatia [rot/min]
![]() =d/(2*tgX)+(0,3.5) [mm] (6.39)
=d/(2*tgX)+(0,3.5) [mm] (6.39)
![]() (6.40) pentru gaurile cu fund
(6.40) pentru gaurile cu fund
![]() =(0,5.4) mm (6.41) pentru
gaurile patrunse
=(0,5.4) mm (6.41) pentru
gaurile patrunse
j=numarul de gauri
Tabelul 6.66
|
faza |
l |
|
|
n |
S |
Tbj |
Tb=0,74+5,32+0,97+0,30+0,66=7,99 min
*Calculul timpului auxiliar Ta
-pentru prinderea
si desprinderea piesei T![]() =4,20 min
=4,20 min
-pentru curatirea
dispozitivului de aschii T![]() =0,29 min
=0,29 min
-pentru comanda
masinii de gaurit T![]() =4,71 min
=4,71 min
-pentru evacuarea
aschiilor pe durata de lucru T![]() =0,68 min
=0,68 min
Ta=4,20+0,29+4,71+0,68=9,88 min
*Calculul timpului de deservire tehnica
Tdt=![]() *7,99=0,40
min
*7,99=0,40
min
*Calculul timpului de deservire organizatorica Tdo
Tdo=![]() (7,99+9,88)=0,18
min
(7,99+9,88)=0,18
min
*Calculul timpului de odihna si necesitati firesti Ton
Ton=3,0 min
*Calculul timpului de pregatire-incheiere Tpi
Tpi=22 min
*Calculul normei de timp
NT=9,88+7,99+0,40+0,18+3,0+23,0/100 =21,6 min
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3255
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved